
Recycling of Tire-Derived Fiber: The Contribution of Steel Cord on the Properties of Lightweight Concrete Based on Perlite Aggregate

 ,
,  , , , , and
, , , , and
Abstract
:1. Introduction
2. Materials and Methods
2.1. Cement
2.2. Aggregate
2.3. Water
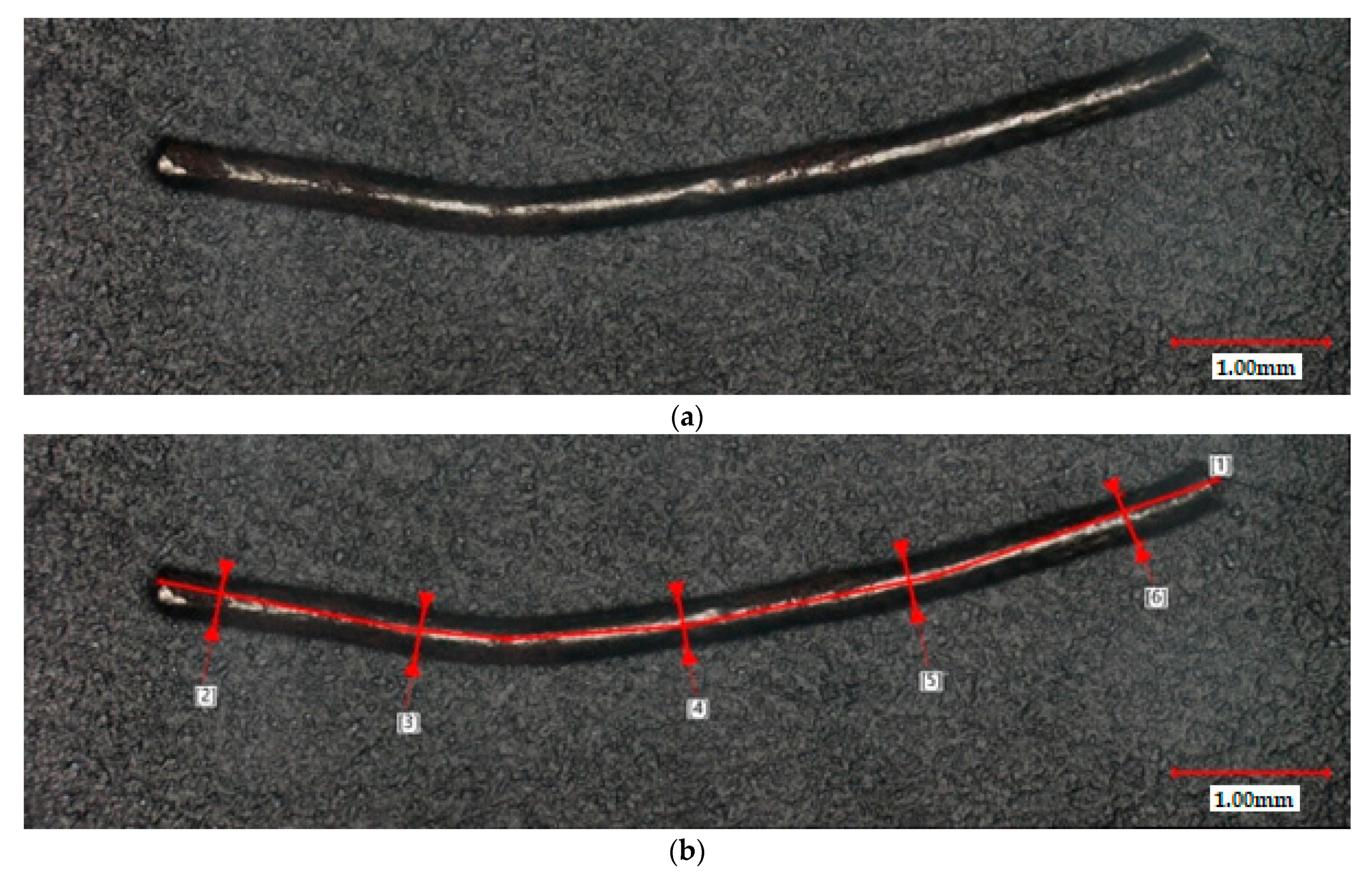
2.4. Fiber
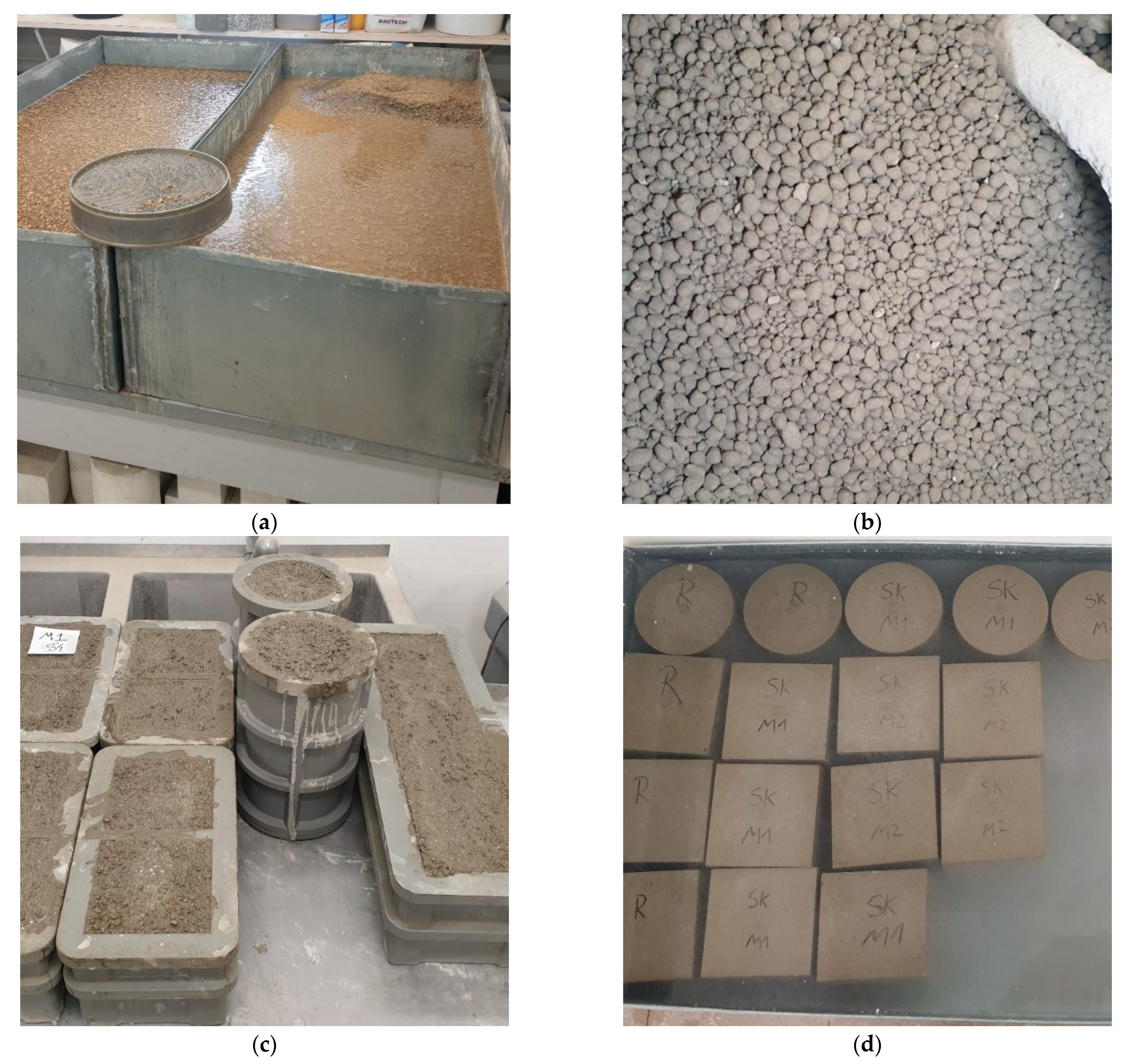
2.5. Sample Manufacture Process
3. Methods
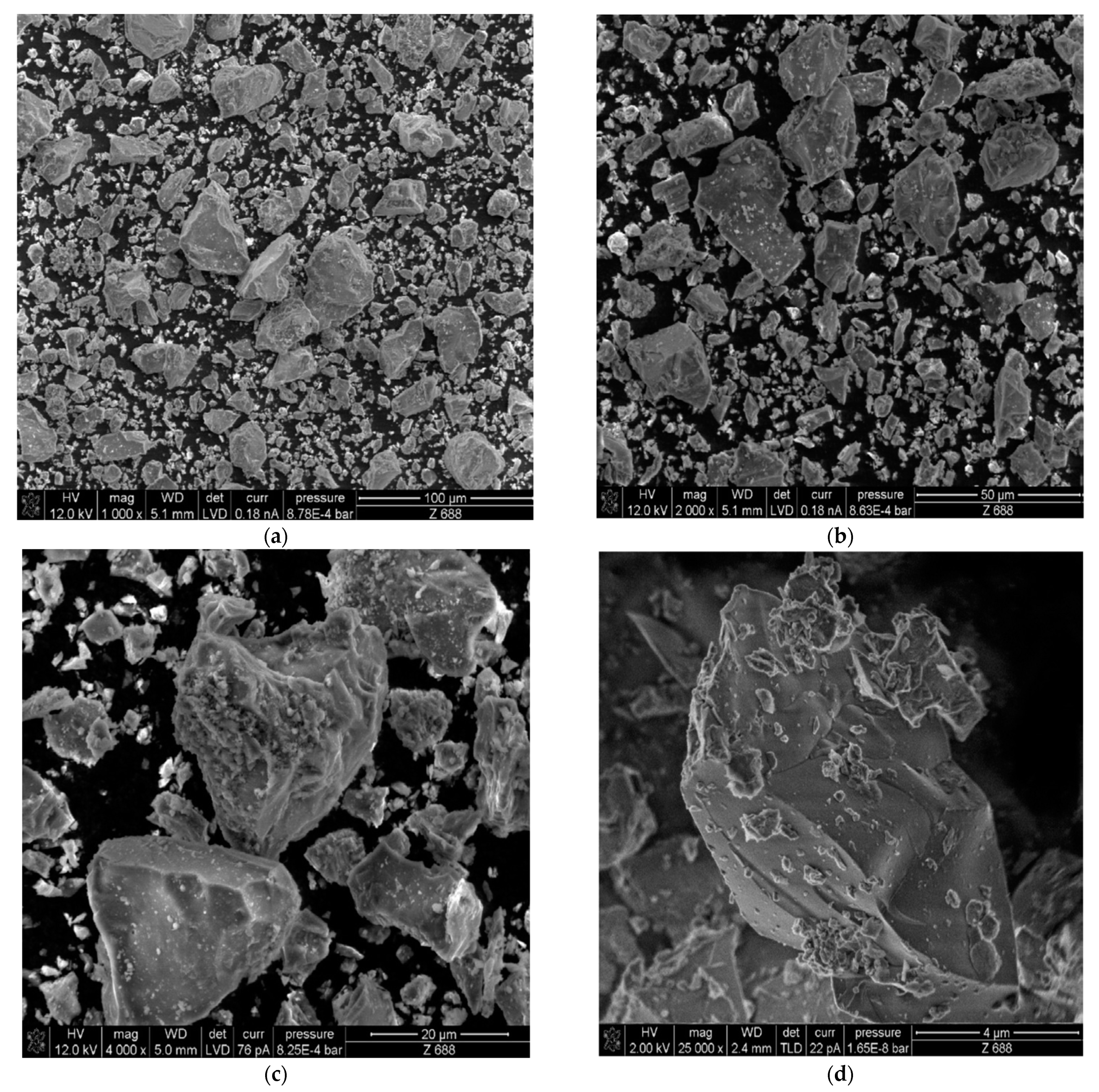
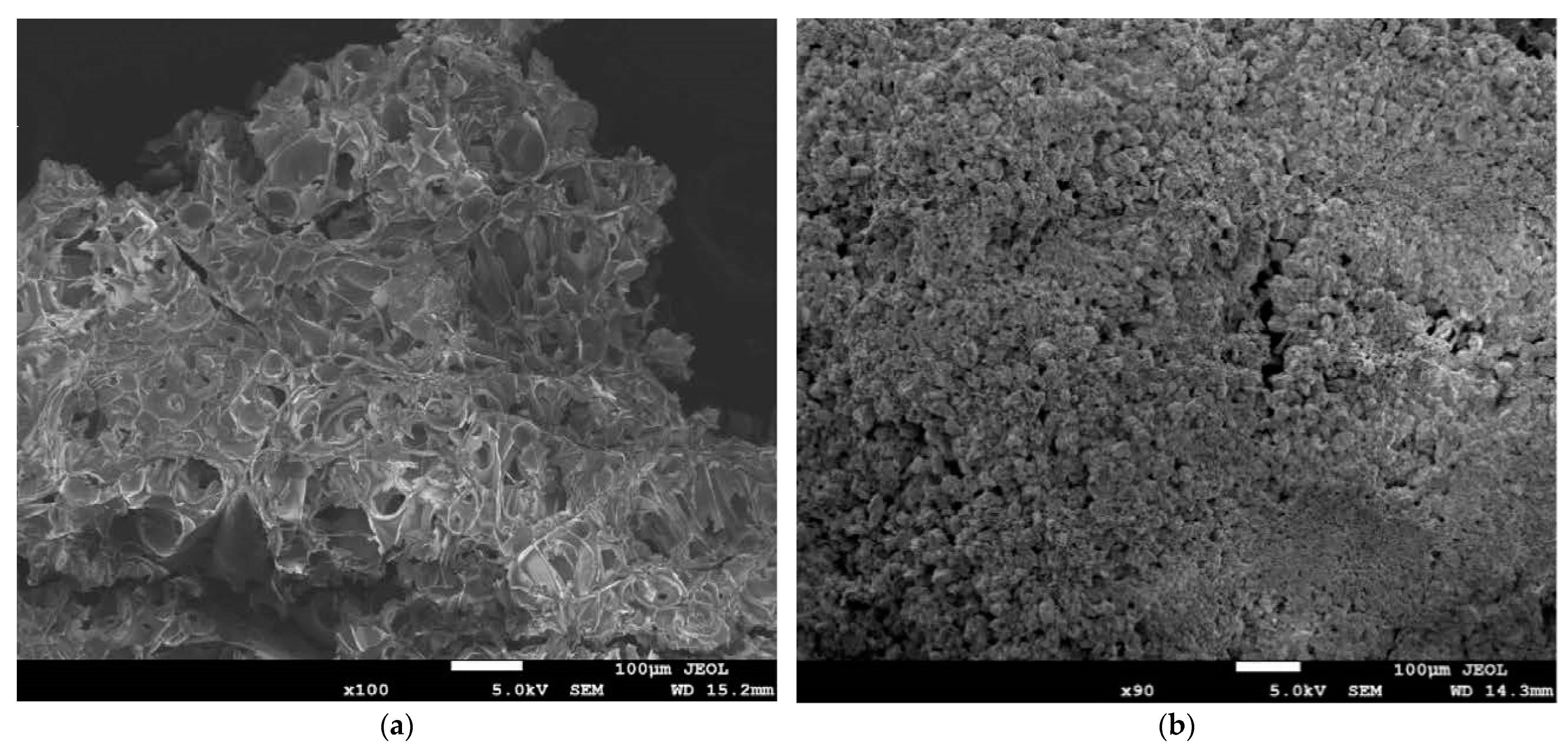
3.1. Microscope Analysis
3.2. Fresh Mix Tests
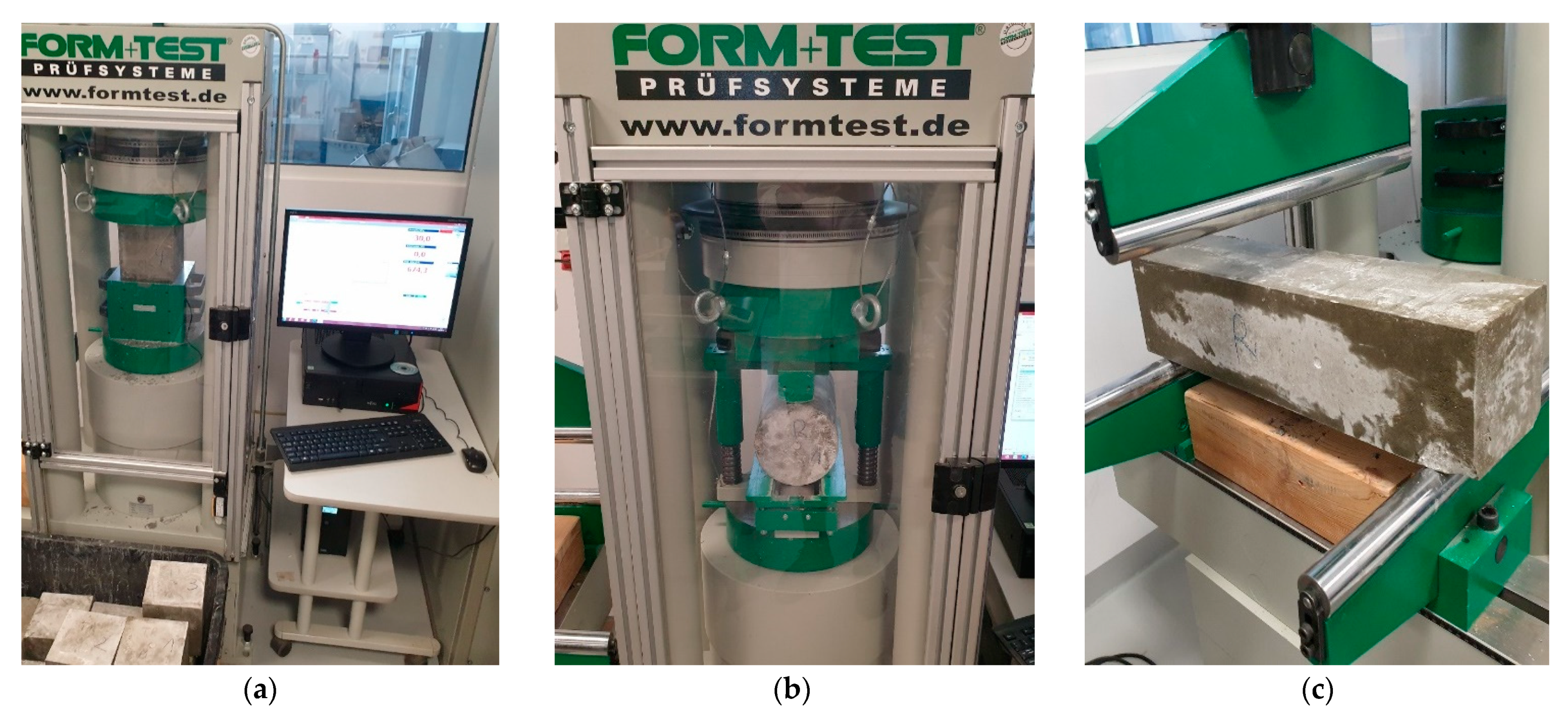
3.3. Hardened Lightweight Concrete Tests
4. Results and Discussions
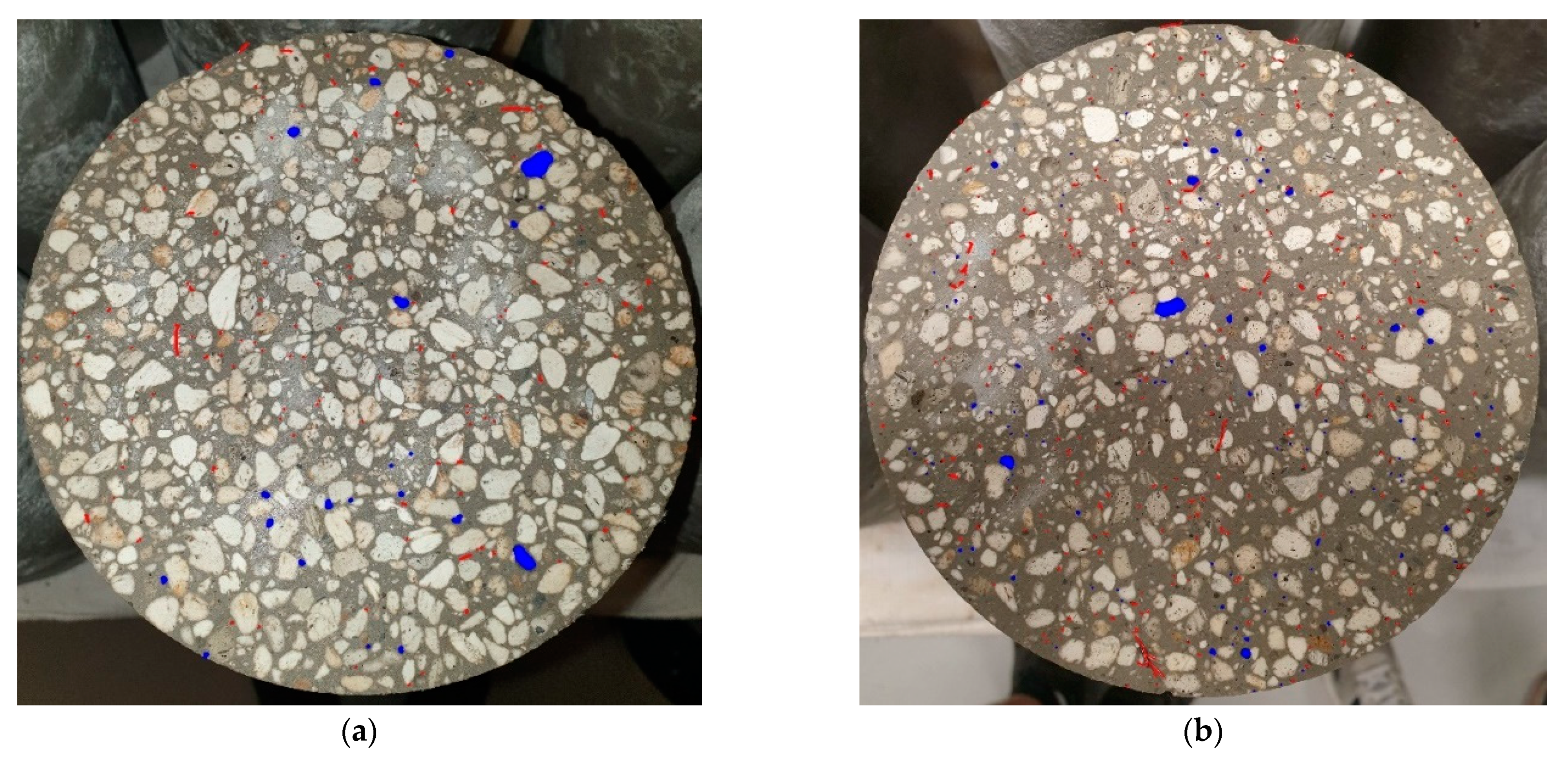
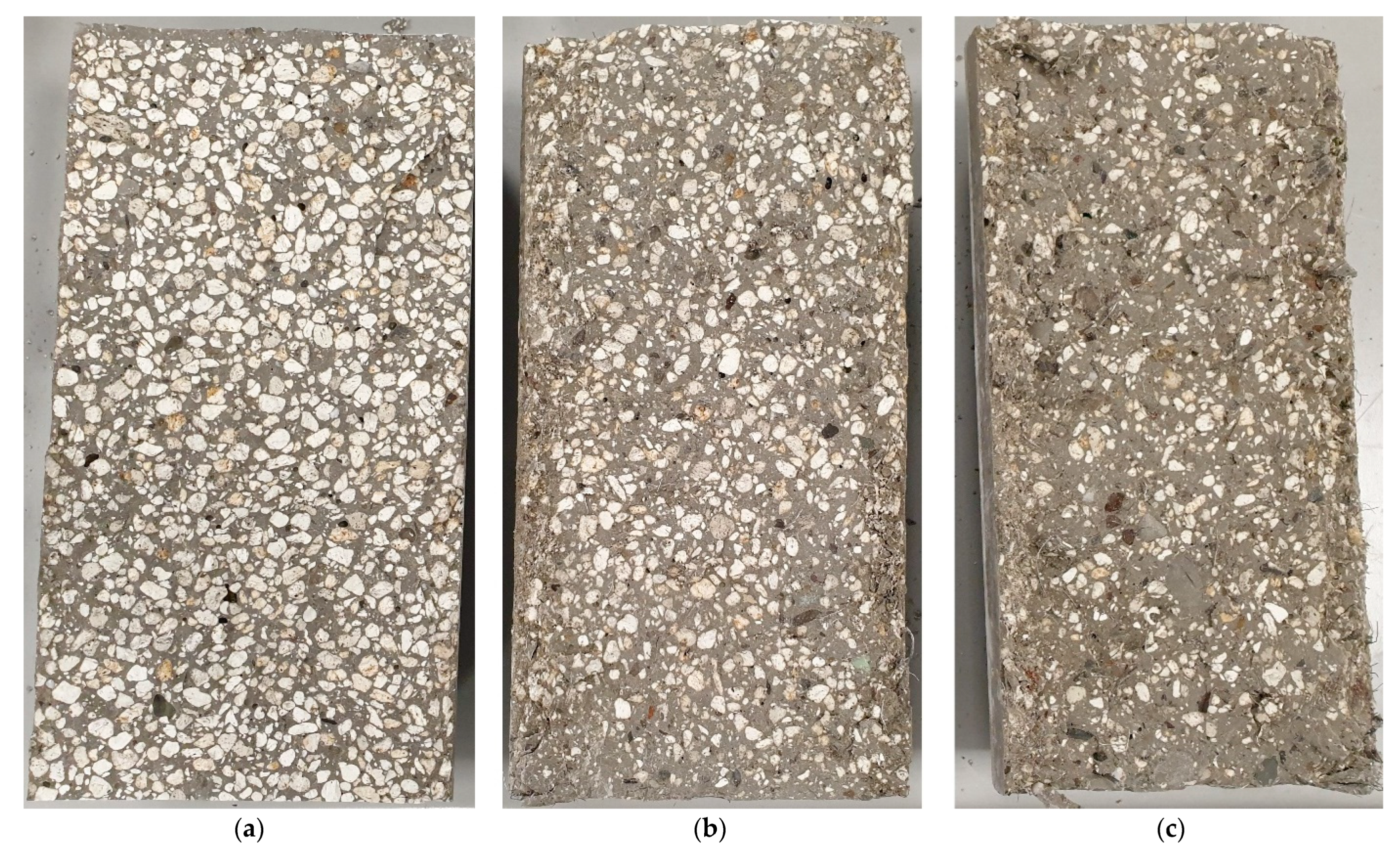
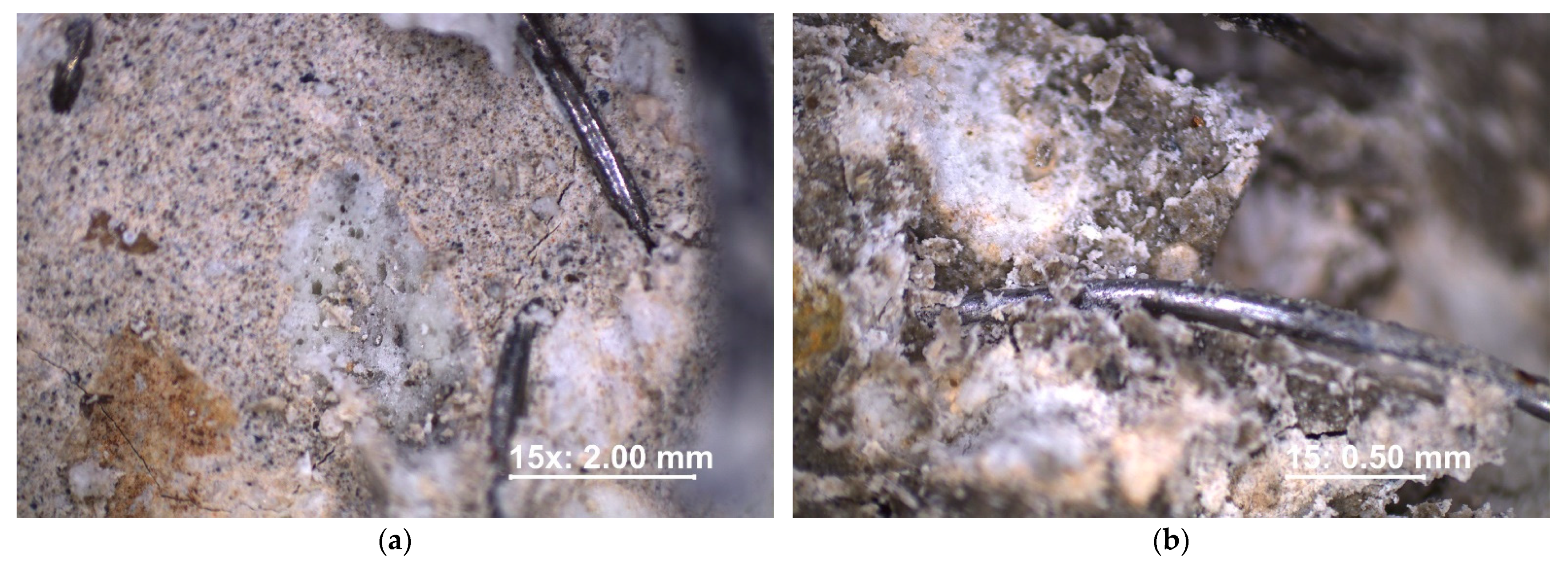
4.1. Microscope Analysis of Concrete Components
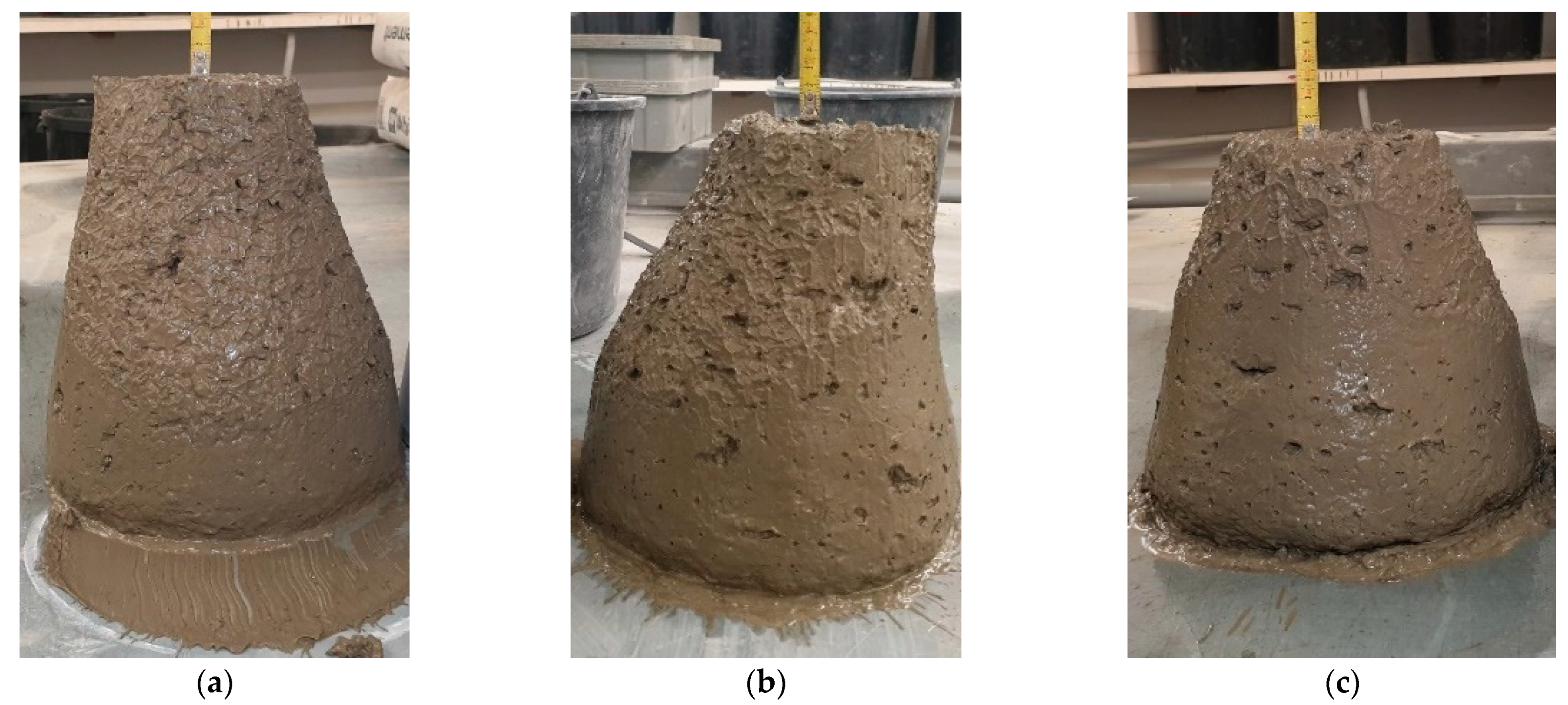
4.2. Consistency
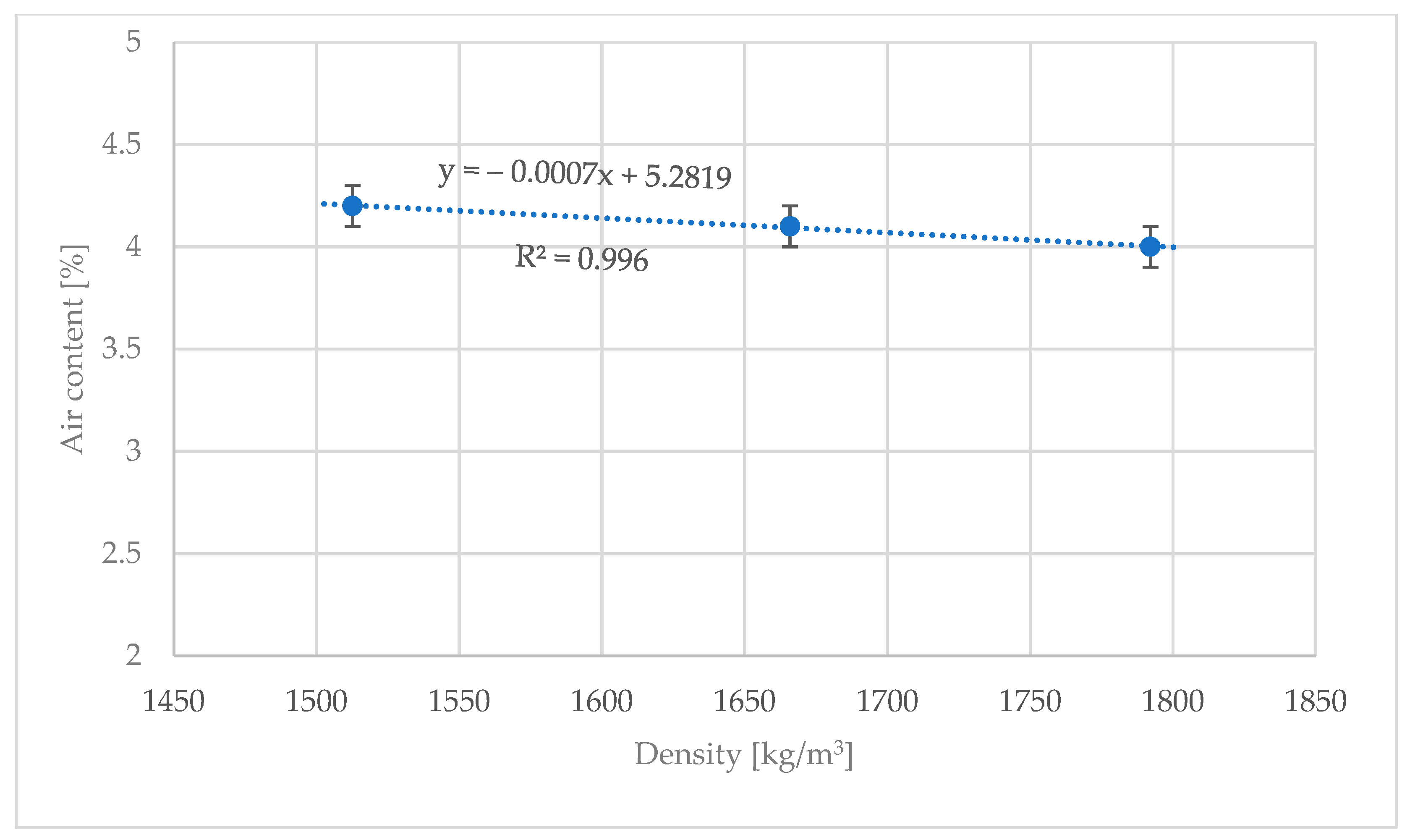
4.3. Air Content and Density
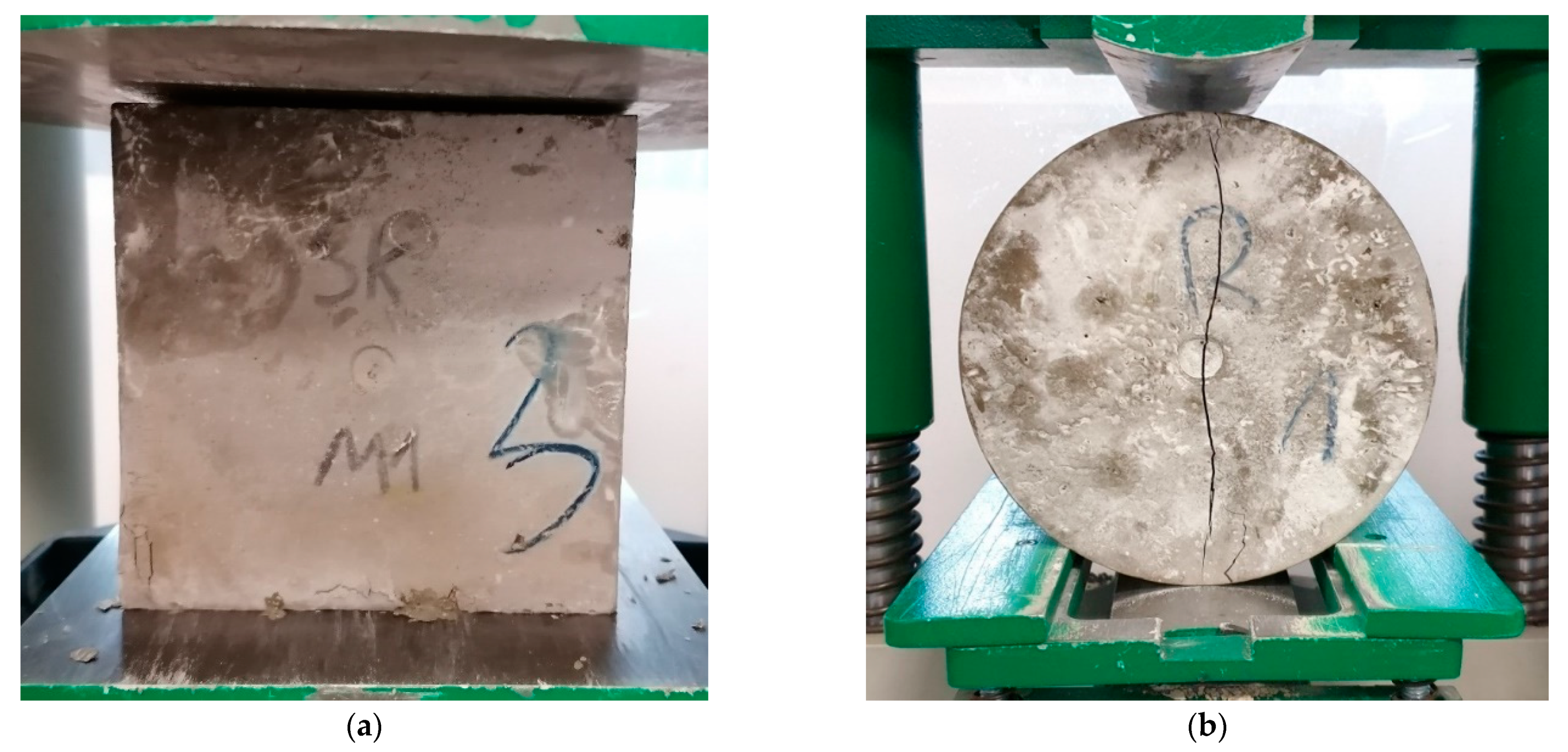
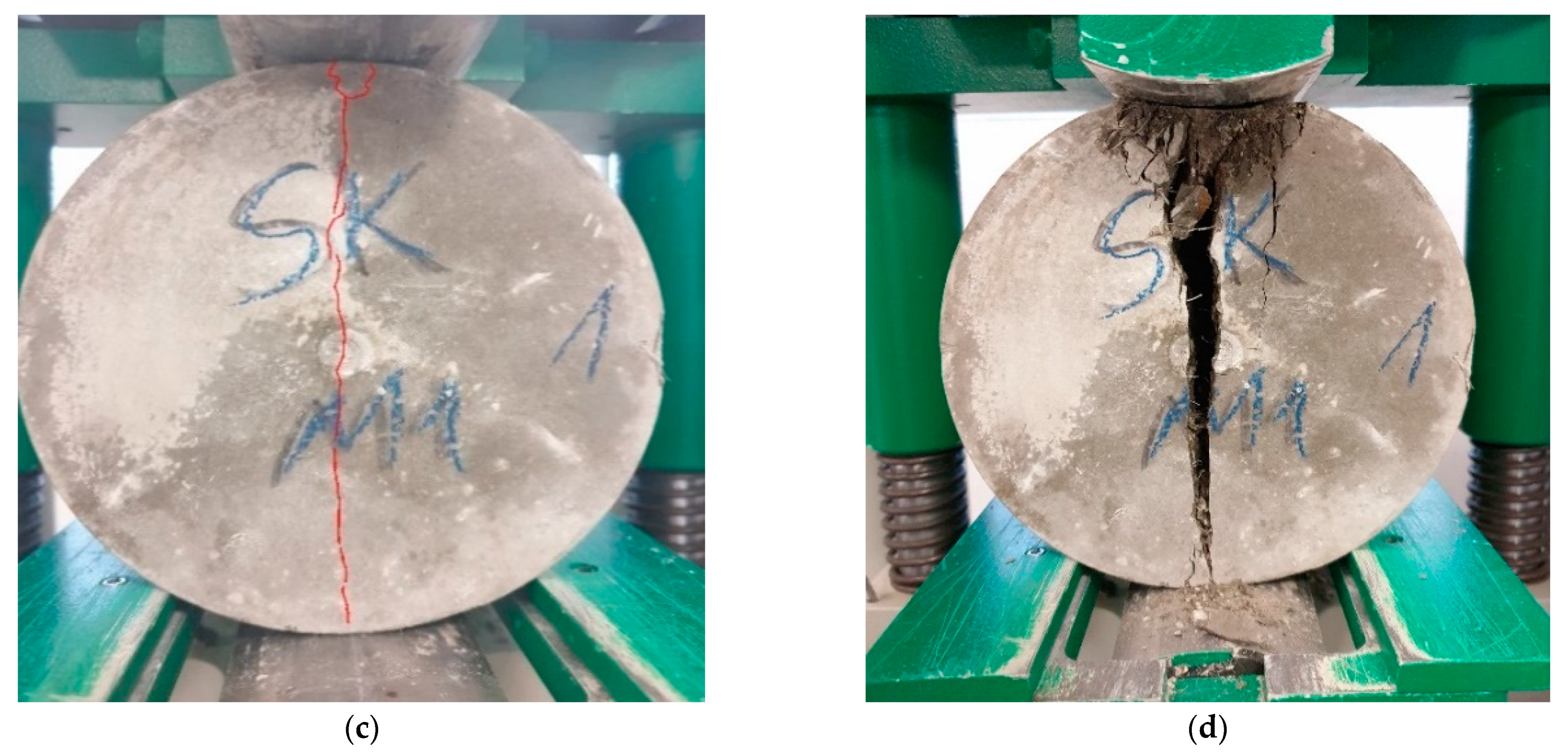
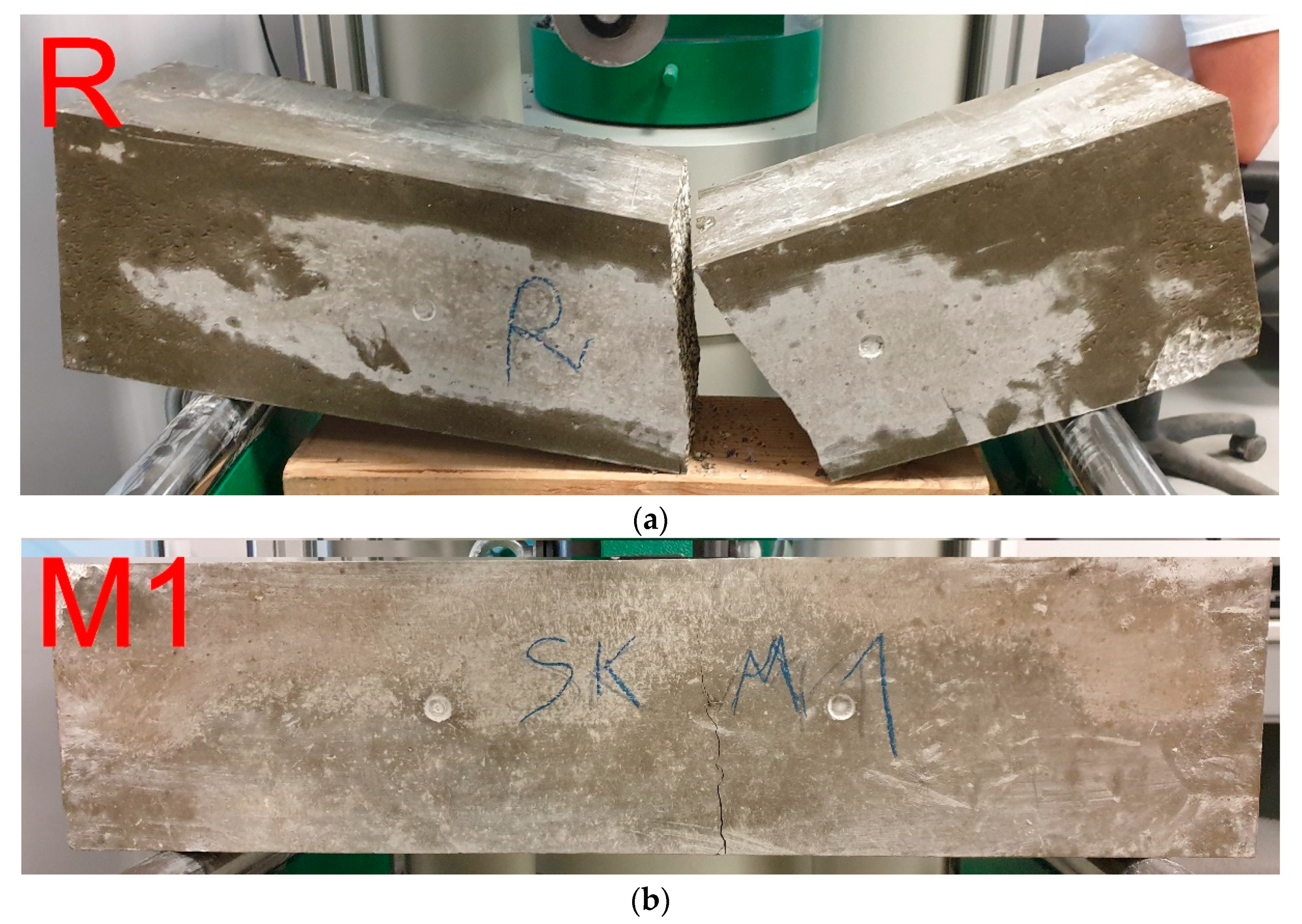
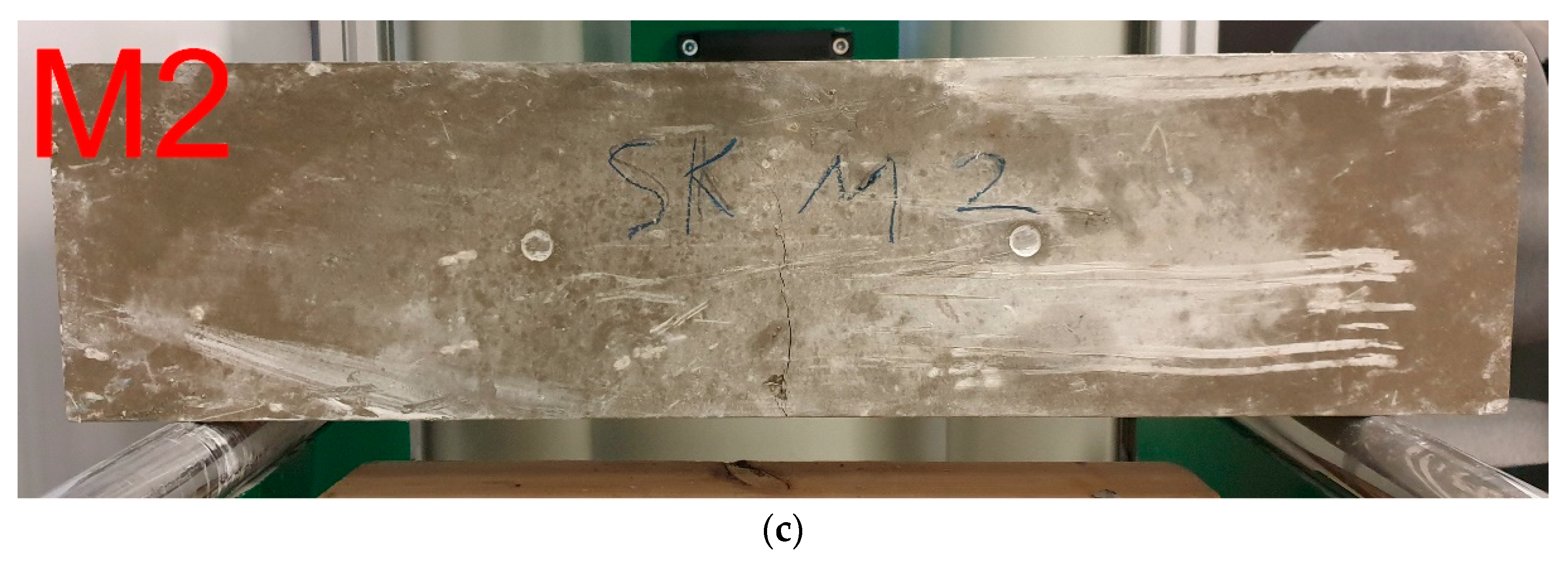
4.4. Mechanical Properties
4.5. Thermal Properties
4.6. Discussion Distribution of Fibers in the Concrete Matrix
5. Conclusions
- With the increase in the steel cord fiber up to 10% wt. of cement content, the higher values of the cone fall of the fresh, lightweight concrete mixture based on the perlite aggregate were determined;
- The steel cord fiber addition did not affect the air content in the concrete mix; however, it changed its density class from D1.6 to D1.8;
- With the 1.3% and 2.6% (wt. of concrete) addition of steel cord fibers, the mechanical properties of lightweight concrete based on perlite aggregate increased: the compressive strength by about 1.18 and 1.48 times, the splitting tensile strength by about 1.25 and 1.52 times, and the flexural strength by about 1.26 and 1.41 times, respectively;
- Steel cord fiber addition affects the modulus of elasticity as it was greater by about 11% for M1 and 24% for M2 samples compared to the reference sample;
- For steel cord fiber-reinforced lightweight concretes, higher thermal conductivity and thermal diffusivity and lower specific heat were obtained compared to the base sample.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Kopec, M.; Kukla, D.; Yuan, X.; Rejmer, W.; Kowalewski, Z.L.; Senderowski, C. Aluminide Thermal Barrier Coating for High Temperature Performance of MAR 247 Nickel Based Superalloy. Coatings 2021, 11, 48. [Google Scholar] [CrossRef]
- Jackowski, M.; Małek, M.; Życiński, W.; Łasica, W.; Owczarek, M. Characterization of new recycled polymers shots addition for the mechanical strength of concrete. Mater. Technol. 2020, 54, 355–358. [Google Scholar] [CrossRef]
- Grzelak, K.; Kluczyński, J.; Szachogłuchowicz, I.; Łuszczek, J.; Śnieżek, L.; Torzewski, J. Modification of Structural Properties Using Process Parameters and Surface Treatment of Monolithic and Thin-Walled Parts Obtained by Selective Laser Melting. Materials 2020, 13, 5662. [Google Scholar] [CrossRef] [PubMed]
- EN 206:2013+A2:2021; Concrete—Specification, Performance, Production, and Conformity. European Committee for Standardization: Brussels, Belgium, 2021.
- Kadela, M.; Kukiełka, A.; Małek, M. Characteristics of Lightweight Concrete Based on a Synthetic Polymer Foaming Agent. Materials 2020, 13, 4979. [Google Scholar] [CrossRef] [PubMed]
- Maghfouri, M.; Alimohammadi, V.; Gupta, R.; Saberian, M.; Azarsa, P.; Hashemi, M.; Asadi, I.; Roychand, R. Drying shrinkage properties of expanded polystyrene (EPS) lightweight aggregate concrete: A review. Case Stud. Constr. Mater. 2022, 16, e00919. [Google Scholar] [CrossRef]
- Alqahtani, F.K. Assessment of fresh and mechanical characteristics of lightweight concrete containing manufactured plastic aggregates. J. Build. Eng. 2022, 104169, in press. [Google Scholar] [CrossRef]
- Pongsopha, P.; Sukontasukkul, P.; Zhang, H.; Limkatanyu, S. Thermal and acoustic properties of sustainable structural lightweight aggregate rubberized concrete. Results Eng. 2022, 13, 100333. [Google Scholar] [CrossRef]
- Shi, J.; Tan, J.; Liu, B.; Liu, Y.; Xu, H.; Wang, Z.; Xiong, T.; Shi, J. Thermal and mechanical properties of thermal energy storage lightweight aggregate mortar incorporated with phase change material. J. Energy Storage 2020, 32, 101719. [Google Scholar] [CrossRef]
- Enríquez-León, A.J.; de Souza, T.D.; Aragão, F.T.S.; Pereira, A.M.B.; Nogueira, L.P. Characterization of the air void content of fine aggregate matrices within asphalt concrete mixtures. Constr. Build. Mater. 2021, 300, 124214. [Google Scholar] [CrossRef]
- Baran, P.; Nazarko, M.; Włosińska, E.; Kanciruk, A.; Zarębska, K. Synthesis of geopolymers derived from fly ash with an addition of perlite. J. Clean. Prod. 2021, 293, 126112. [Google Scholar] [CrossRef]
- Singh, T. Tribological performance of volcanic rock (perlite)-filled phenolic-based brake friction composites. J. King Saud Univ. Eng. Sci. 2021; in press. [Google Scholar] [CrossRef]
- Tayeh, B.A.; Alyousef, R.; Alabduljabbar, H.; Alaskar, A. Recycling of rice husk waste for a sustainable concrete: A critical review. J. Clean. Prod. 2021, 312, 127734. [Google Scholar] [CrossRef]
- Luhar, S.; Cheng, T.-W.; Luhar, I. Incorporation of natural waste from agricultural and aquacultural farming as supplementary materials with green concrete: A review. Compos. B. Eng. 2019, 175, 107076. [Google Scholar] [CrossRef]
- Małek, M.; Kluczyński, J.; Łasica, W.; Jackowski, M.; Szachogłuchowicz, I.; Łuszczek, J.; Torzewski, J.; Grzelak, K. Performacne properties of cement-glass composite bricks (CGCB) with additively manufactured (AM) polymeric scaffolding. Materials 2023, 16, 1909. [Google Scholar] [CrossRef]
- Karalar, M.; Özkılıç, Y.O.; Deifalla, A.F.; Aksoylu, C.; Arslan, M.H.; Ahmad, M.; Sabri, M.M.S. Improvement in Bending Performance of Reinforced Concrete Beams Produced with Waste Lathe Scraps. Sustainability 2022, 14, 12660. [Google Scholar] [CrossRef]
- Çelik, A.İ.; Özkılıç, Y.O.; Zeybek, Ö.; Özdöner, N.; Tayeh, B.A. Performance Assessment of Fiber-Reinforced Concrete Produced with Waste Lathe Fibers. Sustainability 2022, 14, 11817. [Google Scholar] [CrossRef]
- Małek, M.; Jackowski, M.; Łasica, W.; Kadela, M. Influence of Polypropylene, Glass and Steel Fiber on the Thermal Properties of Concrete. Materials 2021, 14, 1888. [Google Scholar] [CrossRef] [PubMed]
- Cui, K.; Liang, K.; Chang, J.; Lau, D. Investigation of the macro performance, mechanism, and durability of multiscale steel fiber reinforced low-carbon ecological UHPC. Constr. Build Mater. 2022, 327, 126921. [Google Scholar] [CrossRef]
- Zeybek, Ö.; Özkılıç, Y.O.; Çelik, A.İ.; Deifalla, A.F.; Ahmad, M.; Sabri Sabri, M.M. Performance evaluation of fiber-reinforced concrete produced with steel fibers extracted from waste tire. Front. Mater. 2022, 9, 1057128. [Google Scholar] [CrossRef]
- Aksoylu, C.; Özkılıç, Y.O.; Hadzima-Nyarko, M.; Işık, E.; Arslan, M.H. Investigation on Improvement in Shear Performance of Reinforced-Concrete Beams Produced with Recycled Steel Wires from Waste Tires. Sustainability 2022, 14, 13360. [Google Scholar] [CrossRef]
- Ran, J.; Li, T.; Chen, D.; Shang, L.; Li, W.; Zhu, Q. Mechanical properties of concrete reinforced with corrugated steel fiber under uniaxial compression and tension. Structures 2021, 34, 1890–1902. [Google Scholar] [CrossRef]
- Solanke, S.S.; Pawade, P.Y.; Khan, H.A. An experimental study on tensile as well as flexural strength of concrete by using sugarcane baggase ash & steel fiber. Mater. Today Proc. 2022; in press. [Google Scholar] [CrossRef]
- Magbool, H.M.; Zeyad, A.M. The effect of various steel fibers and volcanic pumice powder on fracture characteristics of Self-Compacting concrete. Constr. Build. Mater. 2021, 312, 125444. [Google Scholar] [CrossRef]
- Singh, A.; Liu, Q.; Xiao, J.; Lyu, Q. Mechanical and macrostructural properties of 3D printed concrete dosed with steel fibers under different loading direction. Constr. Build. Mater. 2022, 323, 126616. [Google Scholar] [CrossRef]
- Zaid, O.; Mukhtar, F.M.; M-García, R.; El Sherbiny, M.G.; Mohamed, A.M. Characteristics of high-performance steel fiber reinforced recycled aggregate concrete utilizing mineral filler. Case Stud. Constr. Mater. 2022, 16, e00939. [Google Scholar] [CrossRef]
- Manharawy, M.S.; Mahmoud, A.A.; El-Mahdy, O.O.; El-Diasity, M.H. Experimental and numerical investigation of lightweight foamed reinforced concrete deep beams with steel fibers. Struct. Eng. 2022, 260, 114202. [Google Scholar] [CrossRef]
- Christidis, K.I.; Badogiannis, E.G.; Mintzoli, C. Flexural behaviour of pumice lightweight concrete reinforced with end-hooked steel fibres. Structures 2021, 33, 3835–3847. [Google Scholar] [CrossRef]
- Xiong, G.; Wang, C.; Zhou, S.; Zheng, Y. Study on dispersion uniformity and performance improvement of steel fibre reinforced lightweight aggregate concrete by vibrational mixing. Case Stud. Constr. Mater. 2022, 16, e01093. [Google Scholar] [CrossRef]
- Wu, T.; Sun, Y.; Liu, X.; Cao, Y. Comparative study of the flexural behavior of steel fiber-reinforced lightweight aggregate concrete beams reinforced and prestressed with CFRP tendons. Eng. Struct. 2021, 233, 111901. [Google Scholar] [CrossRef]
- Badogiannis, E.G.; Christidis, Κ.I.; Tzanetatos, G.E. Evaluation of the mechanical behavior of pumice lightweight concrete reinforced with steel and polypropylene fibers. Constr. Build Mater. 2019, 196, 443–456. [Google Scholar] [CrossRef]
- Madandoust, R.; Kazemi, M.; Talebi, P.K.; de Brito, J. Effect of the curing type on the mechanical properties of lightweight concrete with polypropylene and steel fibres. Constr. Build Mater. 2019, 223, 1038–1052. [Google Scholar] [CrossRef]
- Cui, K.; Chang, J. Hydration, reinforcing mechanism, and macro performance of multi-layer graphene-modified cement composites. J. Build. Eng. 2022, 57, 104880. [Google Scholar] [CrossRef]
- Lu, D.; Ma, L.-P.; Zhong, J.; Tong, J.; Liu, Z.; Ren, W.; Cheng, H.-M. Growing Nanocrystalline Graphene on Aggregates for Conductive and Strong Smart Cement Composites. ACS Nano, 2023; in press. [Google Scholar] [CrossRef]
- CEMEX. Technical Data Sheet CEM I 42.5 R. Available online: https://www.cemex.pl/cem-i-42-5-r (accessed on 10 November 2022).
- EN 12350-2:2019-07; Testing Fresh Concrete—Part 2: Slump Test. European Committee for Standardization: Brussels, Belgium, 2019.
- EN 12350-7:2019-08; Testing Fresh Concrete—Part 7: Air Content—Pressure Method. European Committee for Standardization: Brussels, Belgium, 2019.
- EN 12390-7:2019-08; Testing Hardened Concrete—Part 7: Density of Hardened Concrete. European Committee for Standardization: Brussels, Belgium, 2008.
- EN 12390-3:2019-07; Testing Hardened Concrete—Part 3: Compressive Strength of Test Specimens. European Committee for Standardization: Brussels, Belgium, 2019.
- EN 12390-6:2011; Testing Hardened Concrete—Part 6: Tensile Splitting Strength of Test Specimens. European Committee for Standardization: Brussels, Belgium, 2011.
- EN 12390-5:2019-08; Testing Hardened Concrete—Part 5: Flexural Strength of Test Specimens. European Committee for Standardization: Brussels, Belgium, 2019.
- EN 12390-13:2014-02; Testing Hardened Concrete—Part 13: Determination of Secant Modulus of Elasticity in Compression. European Committee for Standardization: Brussels, Belgium, 2014.
- Lo, T.Y.; Cui, H.Z.; Nadeem, A.; Li, Z.G. The effects of air content on the permeability of lightweight concrete. Cem. Concr. Res. 2006, 36, 1874–1878. [Google Scholar] [CrossRef]
- Mensah, C.; Min, B.; Alex Osei Bonsu, A.O.; Wang, Z. Investigating the effect of steel fiber content on bond behavior between externally bonded CFRP-to-concrete joints. Structures 2022, 36, 565–579. [Google Scholar] [CrossRef]
- Zheng, Z.; Sun, Y.; Pan, X.; Su, C.; Kong, J. The optimum steel fiber reinforcement for prestressed concrete containment under internal pressure. Nucl. Eng. Technol. 2021; in press. [Google Scholar] [CrossRef]
- Chen, G.; Gao, D.; Zhu, H.; Yuan, J.S.; Xiao, X.; Wang, W. Effects of novel multiple hooked-end steel fibers on flexural tensile behavior of notched concrete beams with various strength grades. Structures 2021, 33, 3644–3654. [Google Scholar] [CrossRef]
- Małek, M.; Jackowski, M.; Łasica, W.; Kadela, M. Characteristics of Recycled Polypropylene Fibers as an Addition to Concrete Fabrication Based on Portland Cement. Materials 2020, 13, 1827. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Trabucchi, I.; Tiberti, G.; Conforti, A.; Medeghini, F.; Plizzari, G.A. Experimental study on Steel Fiber Reinforced Concrete and Reinforced Concrete elements under concentrated loads. Constr. Build. Mater. 2021, 307, 124834. [Google Scholar] [CrossRef]
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample Symbol | Cement (kg) | Perlite Aggregate (kg) | Water (kg) | Steel Cord Fiber (kg) |
|---|---|---|---|---|
| R | 528.0 | 1000.0 | 158.0 | 0.0 |
| M1 | 22.0 | |||
| M2 | 44.0 |
| Specific Gravity (kg/m3) | Specific Surface Area (cm2/g) | Compressive Strength After (MPa) | |
|---|---|---|---|
| 3.10 | 3746 | 2 days | 28 days |
| 25.6 | 54.3 | ||
| Compositions | SO3 | Cl | Na2Oeq | CaO | SiO2 | Al2O3 | Fe2O3 | MgO |
|---|---|---|---|---|---|---|---|---|
| Unit (vol.%) | 2.91 | 0.08 | 0.54 | 64.51 | 20.82 | 4.24 | 4.11 | 1.54 |
| Sample Symbol | Cone Fall (mm) | Consistency Class [36] | Air Content (%) |
|---|---|---|---|
| R | 70 ± 1 | S2 | 4.2 ± 0.2 |
| M1 | 90 ± 1 | S2 | 4.1 ± 0.1 |
| M2 | 100 ± 1 | S3 | 4.0 ± 0.1 |
| Sample Symbol | Compressive Strength (MPa) | Splitting Tensile Strength (MPa) | Flexural Strength (MPa) |
|---|---|---|---|
| R | 21.93 ± 0.2 | 1.30 ± 0.02 | 2.71 ± 0.08 |
| M1 | 25.93 ± 0.4 | 1.63 ± 0.01 | 3.43 ± 0.06 |
| M2 | 32.38 ± 0.5 | 1.97 ± 0.02 | 3.81 ± 0.04 |
| Sample Symbol | Thermal Conductivity (W/mK) | Specific Heat (MJ/m3K) | Thermal Diffusivity (µm2/s) |
|---|---|---|---|
| R | 0.690 ± 0.005 | 1.678 ± 0.001 | 0.411 ± 0.003 |
| M1 | 0.856 ± 0.003 | 1.602 ± 0.002 | 0.534 ± 0.001 |
| M2 | 0.912 ± 0.002 | 1.623 ± 0.002 | 0.562 ± 0.002 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kadela, M.; Małek, M.; Jackowski, M.; Kunikowski, M.; Klimek, A.; Dudek, D.; Rośkowicz, M. Recycling of Tire-Derived Fiber: The Contribution of Steel Cord on the Properties of Lightweight Concrete Based on Perlite Aggregate. Materials 2023, 16, 2124. https://doi.org/10.3390/ma16052124
Kadela M, Małek M, Jackowski M, Kunikowski M, Klimek A, Dudek D, Rośkowicz M. Recycling of Tire-Derived Fiber: The Contribution of Steel Cord on the Properties of Lightweight Concrete Based on Perlite Aggregate. Materials. 2023; 16(5):2124. https://doi.org/10.3390/ma16052124
Chicago/Turabian StyleKadela, Marta, Marcin Małek, Mateusz Jackowski, Mateusz Kunikowski, Agnieszka Klimek, Daniel Dudek, and Marek Rośkowicz. 2023. "Recycling of Tire-Derived Fiber: The Contribution of Steel Cord on the Properties of Lightweight Concrete Based on Perlite Aggregate" Materials 16, no. 5: 2124. https://doi.org/10.3390/ma16052124
APA StyleKadela, M., Małek, M., Jackowski, M., Kunikowski, M., Klimek, A., Dudek, D., & Rośkowicz, M. (2023). Recycling of Tire-Derived Fiber: The Contribution of Steel Cord on the Properties of Lightweight Concrete Based on Perlite Aggregate. Materials, 16(5), 2124. https://doi.org/10.3390/ma16052124