
Modification of the Railway Traction Elements




Abstract
:1. Introduction
2. Material and Investigation Methodology
2.1. Laser Treatment Parameters
2.2. Microstructure Analysis
2.3. Hardness Measurement
2.4. Wear Treatment Tests
3. Investigation Results
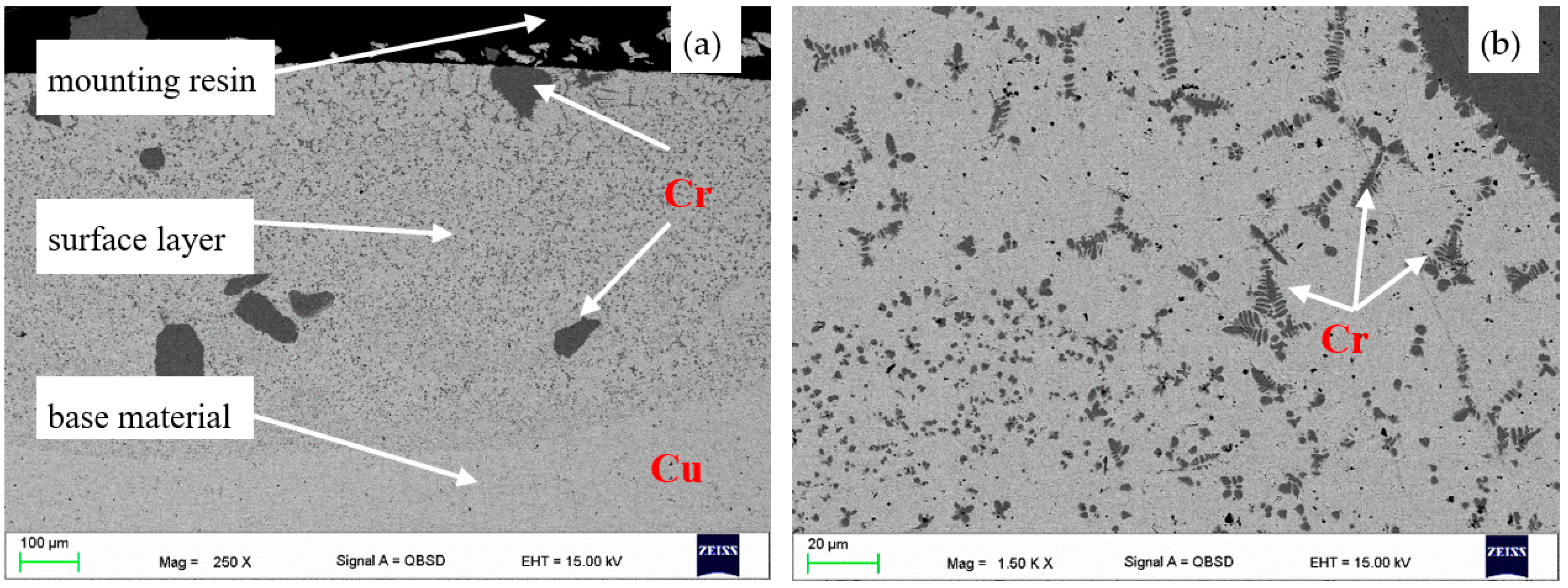
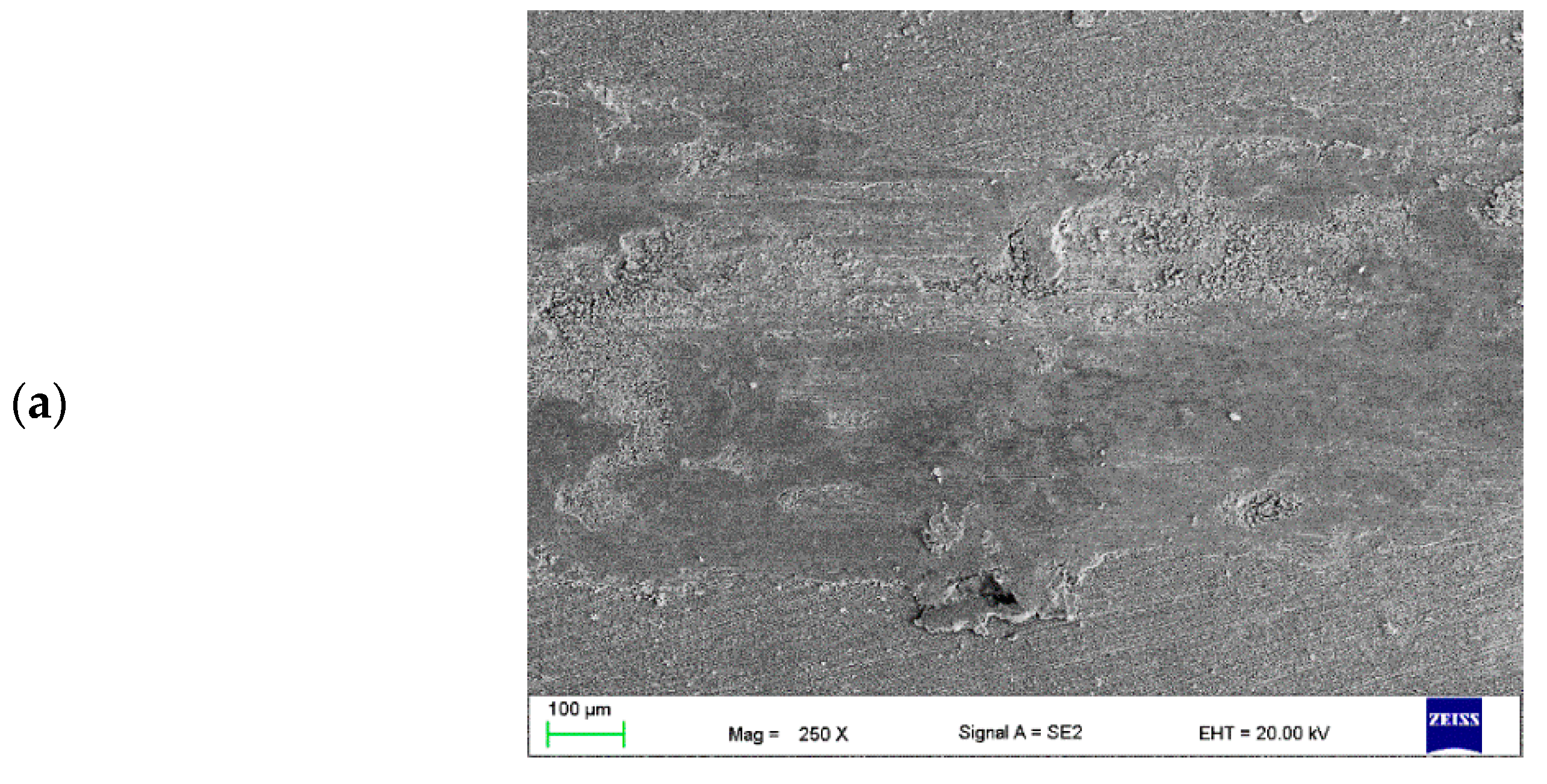
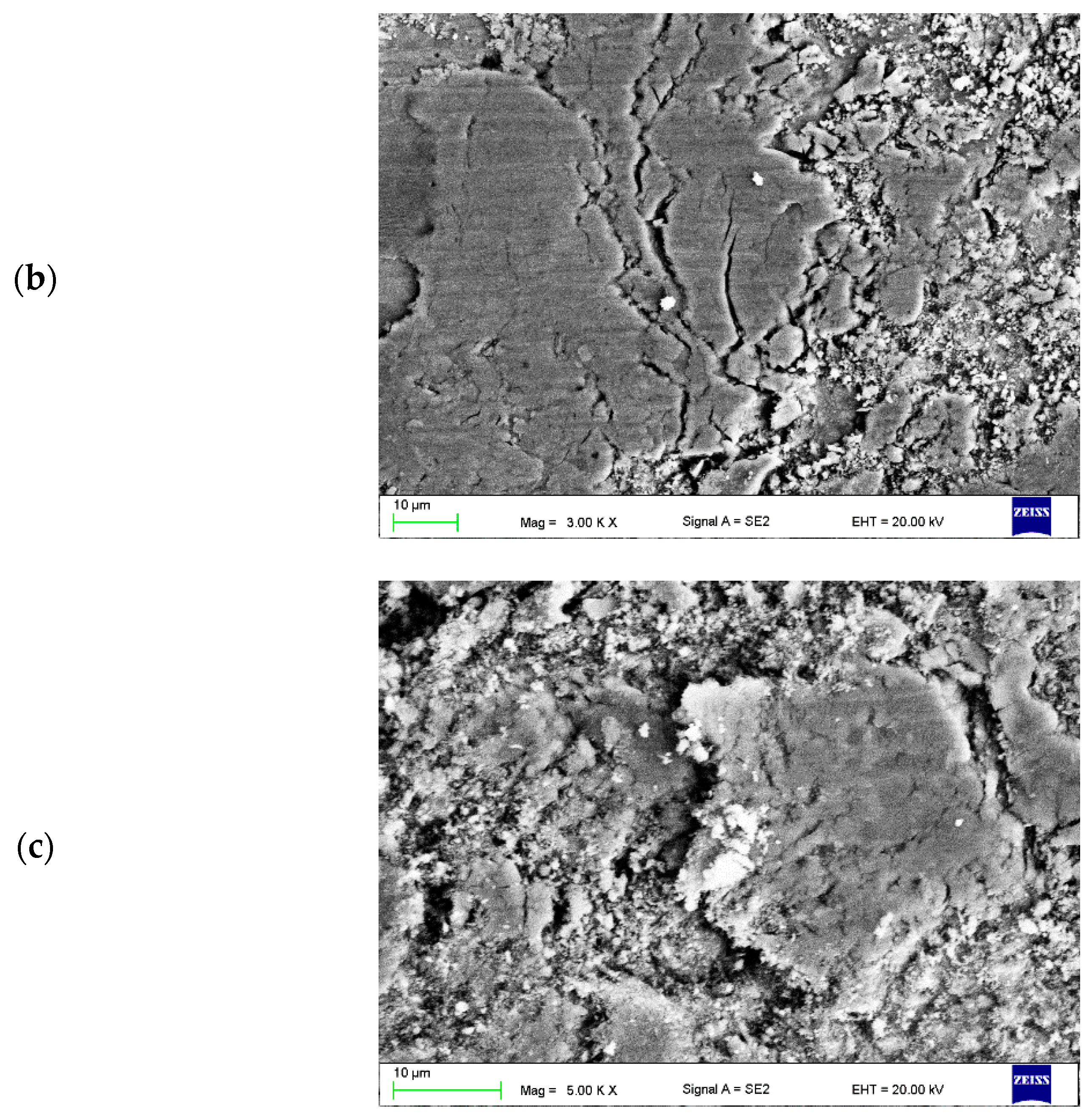
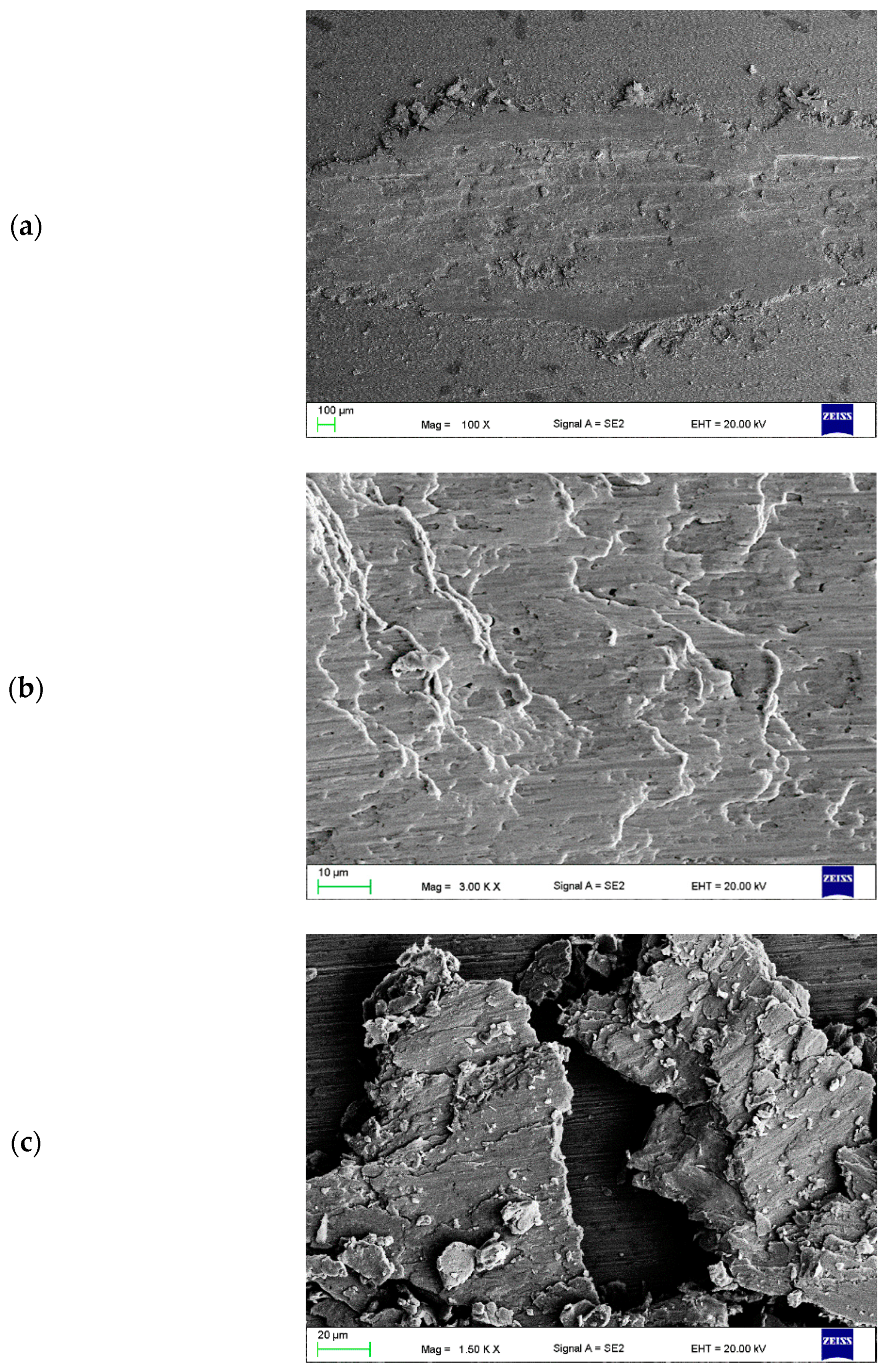
3.1. Scanning Microscope Investigation Results
3.2. Qualitative X-ray Phase Analysis
3.3. Hardness of the Surface Layers
3.4. Wear Resistance
4. Discussion
5. Conclusions
- The layers thickness of the obtained layer when smelting copper Cu-ETP with CrAl powder varies between 600 and 850 µm; the speed of powder feeding affects the thickness of the layer produced. The layer has the smallest thickness for v = 0.2 mm3/min and the highest for v = 0.4 mm3/min;
- As a result of the low solubility of chromium in copper, it was found that in the microstructure of the layer chromium dominates in large precipitates, whereas in the matrix it was identified almost exclusively with copper;
- The Cu-ETP + CrAl layers are characterised by a higher coefficient of friction than the Cu-ETP starting material, which for the layer, the CrAl coating v = 0.08 mm3/min, increased almost three times;
- For all the coatings produced, the highest hardness was recorded for the distance from the surface in the range of 0.05–0.45 mm, with the maximum hardness of the coatings being 98–123 HV0.3 compared to the base material Cu-ETP 60 HV0.3;
- On the basis of the analysis of XRD patterns, only two phases were found: copper and chromium.
- After the laser remelting/alloying of the Cr powder, the Cr precipitations are very well distributed in the Cu matrix, reaching a size of 200 nm, which makes the laser beam surface more stable according to the Hall–Petch equation, ensuring higher hardness and wear resistance compared to standard heat treated element. This should significantly extend the lifetime of the section insulator guides working under real conditions.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Corona, D.; Giannini, O.; Guarino, S.; Ponticelli, G.S.; Zarcone, M. Experimental investigation on the electrical, thermal, and mechanical properties of laser powder bed fused copper alloys. J. Manuf. Process. 2022, 76, 320–334. [Google Scholar] [CrossRef]
- Banganayi, C.; Nyembwe, K.; Mageza, K. Annealer curve characteristics of electrolytically refined tough pitch copper (Cu-ETP) and oxygen free up-cast copper (Cu-OF) for electrical cable wires. Results Mater. 2020, 8, 100146. [Google Scholar] [CrossRef]
- BN-769317-109; Sieć Trakcyjna Kolejowa. Lzolatory Sekcyjne. Centralny Ośrodek Badań i Rozwoju Techniki Kolejnictwa/Instytut Kolejnictwa: Warszawa, Poland, 1977.
- Konieczny, J. Destruction mechanisms of Cu-ETP copper guides for sectional insulators of railway traction. Part 1. Sci. J. Sil. Univ. Technol. Ser. Transp. 2021, 113, 101–113. [Google Scholar] [CrossRef]
- Seferi, Y.; Blair, S.M.; Mester, C.; Stewart, B.G. A Novel Arc Detection Method for DC Railway Systems. Energies 2021, 14, 444. [Google Scholar] [CrossRef]
- Landi, A.; Menconi, L.; Sani, L. Hough transform and thermo-vision for monitoring pantograph-catenary system. Proc. Inst. Mech. Eng. Part F J. Rail Rapid Transit 2006, 220, 435–447. [Google Scholar] [CrossRef]
- Balestrino, A.; Bruno, O.; Giorgi, P.; Landi, A.; Papi, M.; Sani, L.; Giuseppe, A.; Elettriche, S.P. Electric welding effect: Detection via phototube sensor and maintenance activities. In Proceedings of the CDROM of the World Congress on Railway Research, Cologne, Germany, 25–29 November 2001; pp. 19–23. [Google Scholar]
- Midya, S.; Bormann, D.; Schutte, T.; Thottappillil, R. Pantograph arcing in electrified railways—Mechanism and influence of various parameters—Part I: With DC traction power supply. IEEE Trans. Power Deliv. 2009, 24, 1931–1939. [Google Scholar] [CrossRef]
- Piec, M.; Dobrzański, L.A.; Labisz, K.; Jonda, E.; Klimpel, A. Laser alloying with WC Ceramic Powder in hot work tool steel using a High Power Diode Laser (HPDL). Adv. Mater. Res. 2007, 15, 193–198. [Google Scholar]
- Dobrzanski, L.A.; Labisz, K.; Piec, M.; Lelatko, J.; Klimpel, A. Structure and properties of the 32CrMoV12-28 steel alloyed with WC powder using HPDL laser. Mater. Sci. Forum 2006, 530, 334–339. [Google Scholar] [CrossRef]
- Yang, Y.W.; Cristino, V.A.M.; Tam, L.M.; Lo, K.H.; Kwok, C.T. Laser surface alloying of copper with Cr/Ti/CNT for enhancing surface properties. J. Mater. Res. Technol. 2022, 17, 560–573. [Google Scholar] [CrossRef]
- Chakrabarti, D.J.; Laughlin, D.E. The Cr-Cu (Chromium-Copper) system. Bull. Alloy Phase Diagr. 1984, 5, 59–68. [Google Scholar] [CrossRef]
- Labisz, K. Kształtowanie struktury i własności powierzchni odlewniczych stopów Al-Si-Cu. In Monography; International OCSCO World Press: Gliwice, Poland, 2013; Volume 5. [Google Scholar]
- Materials Science International Team. Ternary Alloy Systems; Effenberg, G., Ilyenko, S., Eds.; Landolt-Börnstein-Group IV Physical Chemistry Book Series; Springer: Berlin, Germany, 2008; Volume 11. [Google Scholar] [CrossRef]
- Majumdar, J.D.; Manna, I. Laser surface alloying of copper with chromium I. Microstructural evolution. Mater. Sci. Eng. A 1999, 268, 216–226. [Google Scholar] [CrossRef]
- Cullity, B.D. Elements of X-ray Diffraction; Addison-Wesley: Boston, MA, USA, 1978; p. 350. [Google Scholar]
- Rzadkosz, S.; Kranc, M.; Garbacz-Klempka, A.; Piękoś, M.; Kozana, J.; Cieślak, W. Research on Technology of Alloyed Copper Casting. Arch. Foundry Eng. 2014, 14, 79–84. [Google Scholar] [CrossRef]
- Rdzawski, Z. Alloyed Copper; Silesian University of Technology: Gliwice, Poland, 2009. [Google Scholar]
- Burakowski, T. Wiązka elektronowa i możliwości jej wykorzystania do poprawy właściwości powierzchni. Mechanik 1992, 8, 281–284. [Google Scholar]
- Klimpel, A. Industrial surfacing and hardfacing technology, fundamentals and applications. Weld. Technol. Rev. 2019, 91, 33–42. [Google Scholar] [CrossRef] [Green Version]
- Olofinjanaa, A.O.; Tan, K.S. Processing of Cu-Cr alloy for combined high strength and high conductivity. J. Sci. Technol. Dev. 2010, 26, 11–20. [Google Scholar] [CrossRef]
- Okamoto, M. Cu-Mg (copper-magnesium). J. Phase Equilibria 1992, 13, 213–214. [Google Scholar] [CrossRef]
- Elliot, R.P. Constitution of Binary Alloys; McGraw-Hill Book Company: New York, NY, USA, 1961; p. 532. [Google Scholar]
- Stobrawa, J.; Ciura, L.; Rdzawski, Z. Rapidly solidified strips of Cu-Cr alloys. Scr. Mater. 1996, 34, 1759–1764. [Google Scholar] [CrossRef]
- Xia, C.H.; Zhanga, W.; Kangc, Z.; Jiaa, Y.; Wua, Y.; Zhanga, R.; Xua, G.; Wanga, M. High strength and high electrical conductivity Cu–Cr system alloys manufactured by hot rolling–quenching process and thermomechanical treatments. Mater. Sci. Eng. 2021, 538, 295–301. [Google Scholar] [CrossRef]
- Von Klinski-Wetzel, K.; Kowanda, C.; Böning, M.; Heilmaier, M.; Müller, F.E.H. Parameters influencing the electrical conductivity of CuCr alloys. In Proceedings of the 2012 25th International Symposium on Discharges and Electrical Insulation in Vacuum (ISDEIV), Tomsk, Russia, 2–7 September 2012. [Google Scholar]
- Chen, Y.; Ren, S.; Zhao, Y.; Qu, X. Microstructure and properties of CuCr alloy manufactured by selective laser melting. J. Alloys Compd. 2019, 786, 189–197. [Google Scholar] [CrossRef]
- Zhoua, Z.; Zhoua, T.; Chaia, L.; Tua, J.; Wang, Y.; Huanga, W.; Xiaoa, H.; Xiao, Z. Microstructure and Liquid Phase Separation of CuCr Alloys Treated by High Current Pulsed Electron Beam. Mater. Res. 2015, 18, 34–39. [Google Scholar] [CrossRef] [Green Version]
- Dobrzański, L.A.; Nowosielski, R.; Konieczny, J.; Wysłocki, J.; Przybył, A. Properties and structure of the toroidal magnetically soft cores made from the amorphous strips, powder, and composite materials. J. Mater. Process. Technol. 2004, 157, 669–678. [Google Scholar] [CrossRef]
- Benfoughal, A.; Bouchoucha, A.; Mouadji, Y. Effect of electrical current on friction and wear behavior of copper against graphite for low sliding speeds, UPB Scientific Bulletin. Ser. D Mech. Eng. 2018, 80, 117–130. [Google Scholar]
- Ding, T.; Chen, G.X.; Bu, J.; Zhang, W.H. Effect of temperature and arc discharge on friction and wear behaviours of carbon strip/copper contact wire in pantograph–catenary systems. Wear 2011, 271, 1629–1636. [Google Scholar] [CrossRef]
- Sitarz, M.; Hełka, A.; Mańka, A.; Adamiec, A. Testing of Railway Pantograph. Arch. Transp. 2013, 25-26, 85–95. [Google Scholar]
























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Al | Cr | Cu | ||||
|---|---|---|---|---|---|---|
| Wt, % | At, % | Wt, % | At, % | Wt, % | At, % | |
| Base(11)_pt1 | – | – | 96.2 | 96.9 | 3.8 | 3.1 |
| Base(11)_pt2 | – | – | 95.9 | 96.6 | 4.1 | 3.4 |
| Base(11)_pt3 | 5.3 | 10.4 | 59.2 | 60.1 | 35.5 | 29.5 |
| Base(11)_pt4 | 9.6 | 17.7 | 65.0 | 62.3 | 25.4 | 20.0 |
| Base(11)_pt5 | 1.6 | 3.7 | 11.9 | 13.8 | 86.5 | 82.5 |
| Base(11)_pt6 | – | – | 4.1 | 5.0 | 95.9 | 95.0 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Konieczny, J.; Labisz, K.; Pakieła, W. Modification of the Railway Traction Elements. Materials 2023, 16, 2941. https://doi.org/10.3390/ma16082941
Konieczny J, Labisz K, Pakieła W. Modification of the Railway Traction Elements. Materials. 2023; 16(8):2941. https://doi.org/10.3390/ma16082941
Chicago/Turabian StyleKonieczny, Jarosław, Krzysztof Labisz, and Wojciech Pakieła. 2023. "Modification of the Railway Traction Elements" Materials 16, no. 8: 2941. https://doi.org/10.3390/ma16082941
APA StyleKonieczny, J., Labisz, K., & Pakieła, W. (2023). Modification of the Railway Traction Elements. Materials, 16(8), 2941. https://doi.org/10.3390/ma16082941