
Microstructure Heterogeneity and Mechanical Properties of a High-Strength Ductile Laminated Steel by Electron Beam Welding


Abstract
:1. Introduction
2. Experimental Methods
3. Results
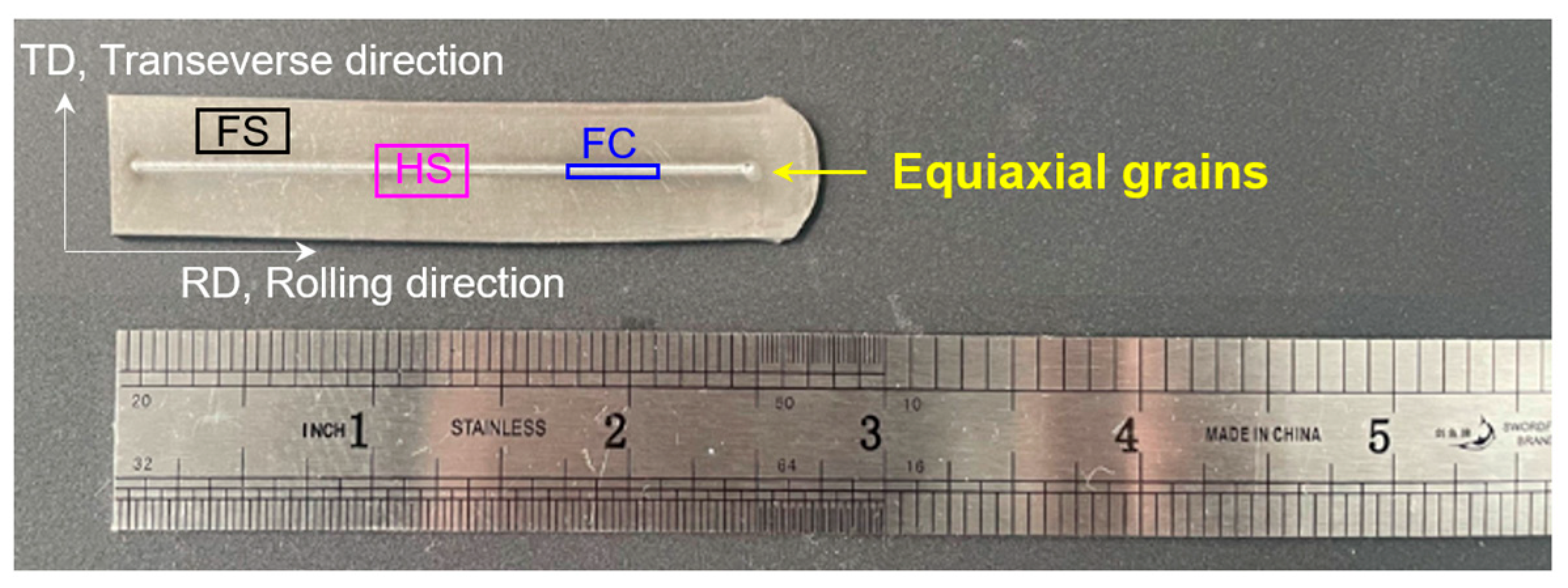
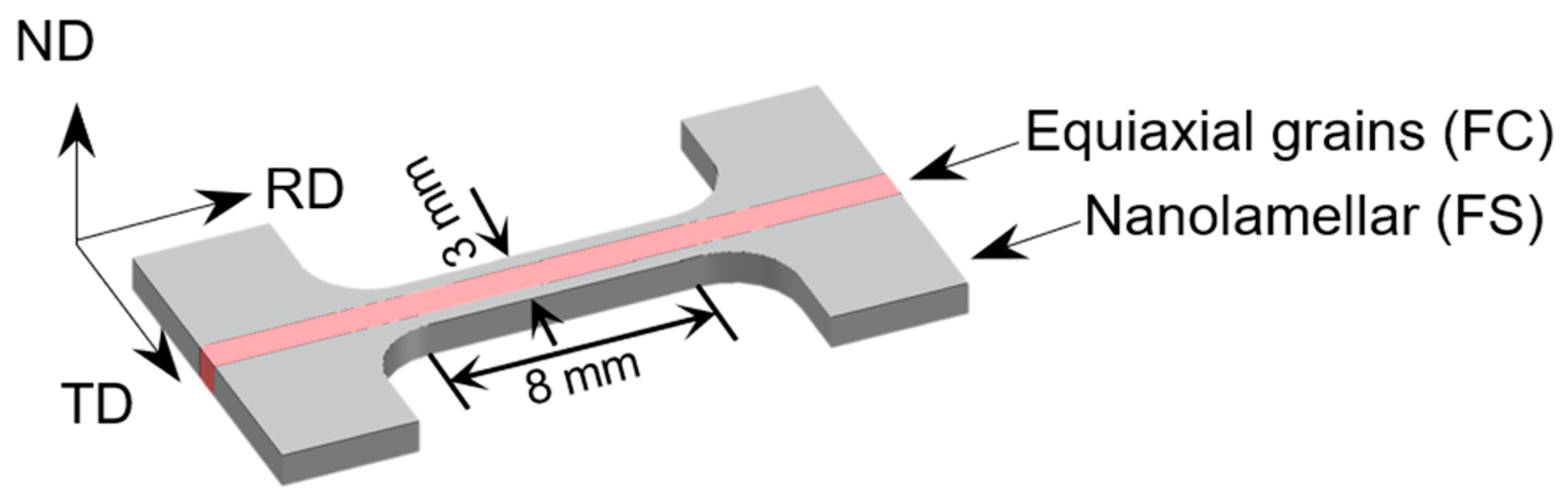
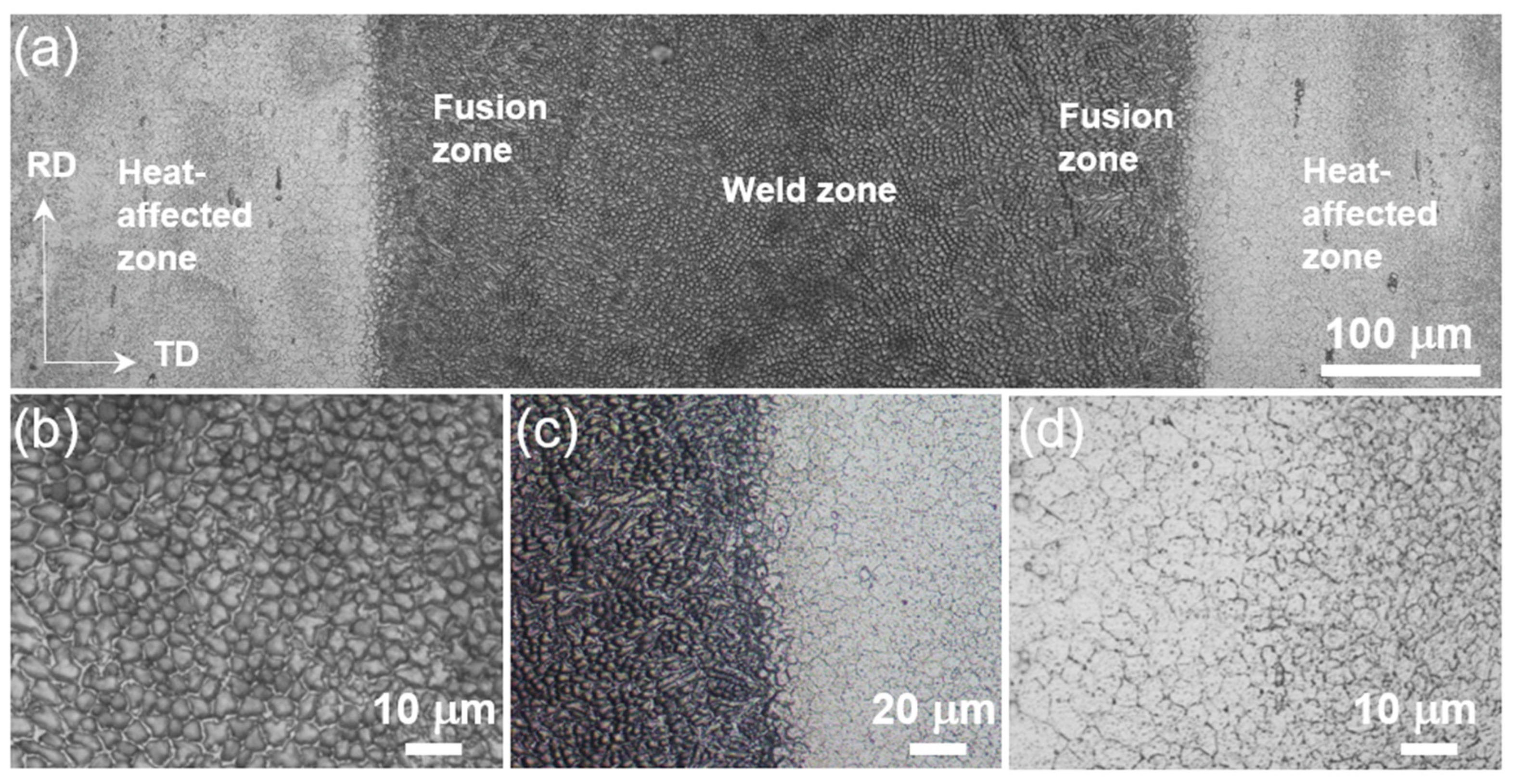
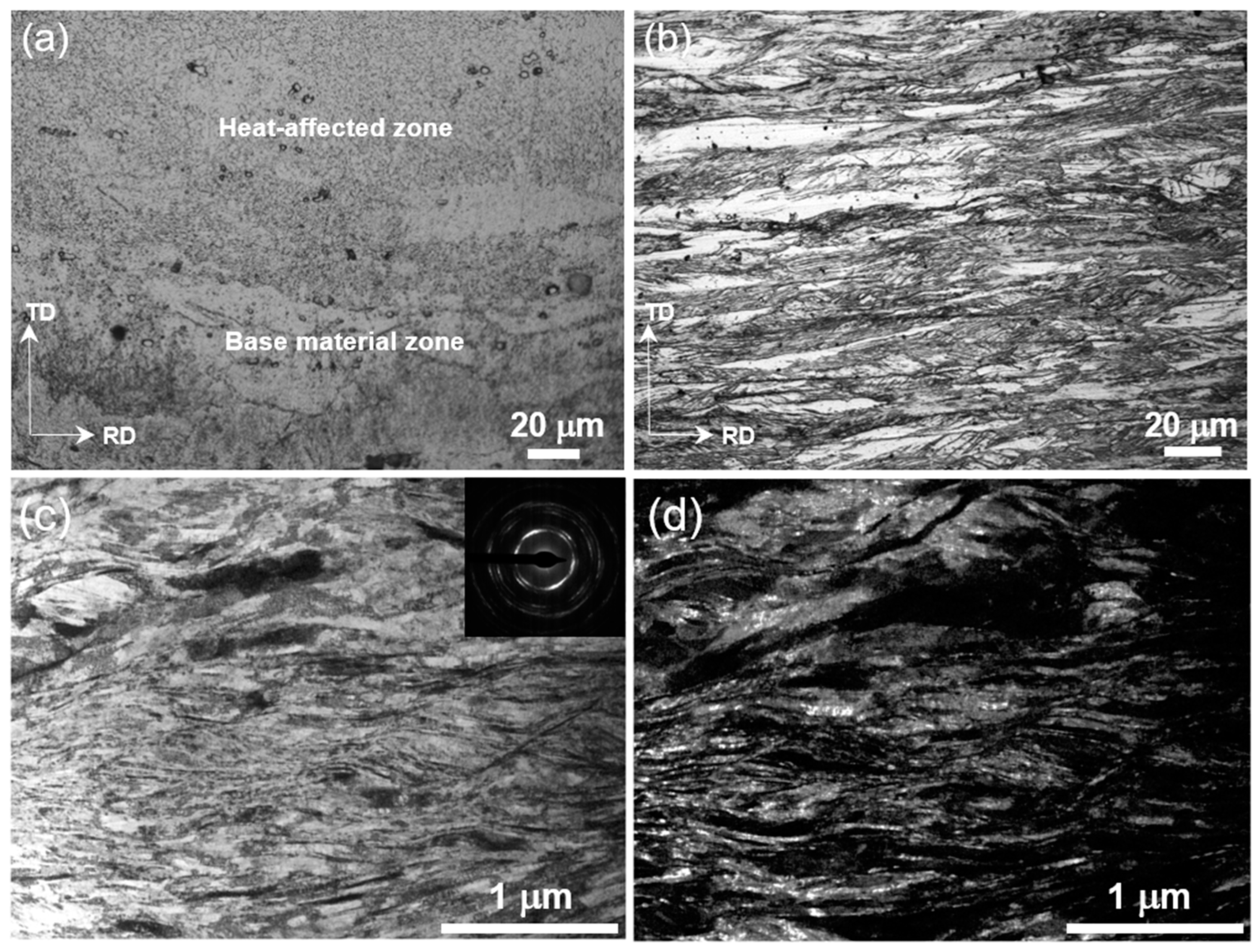
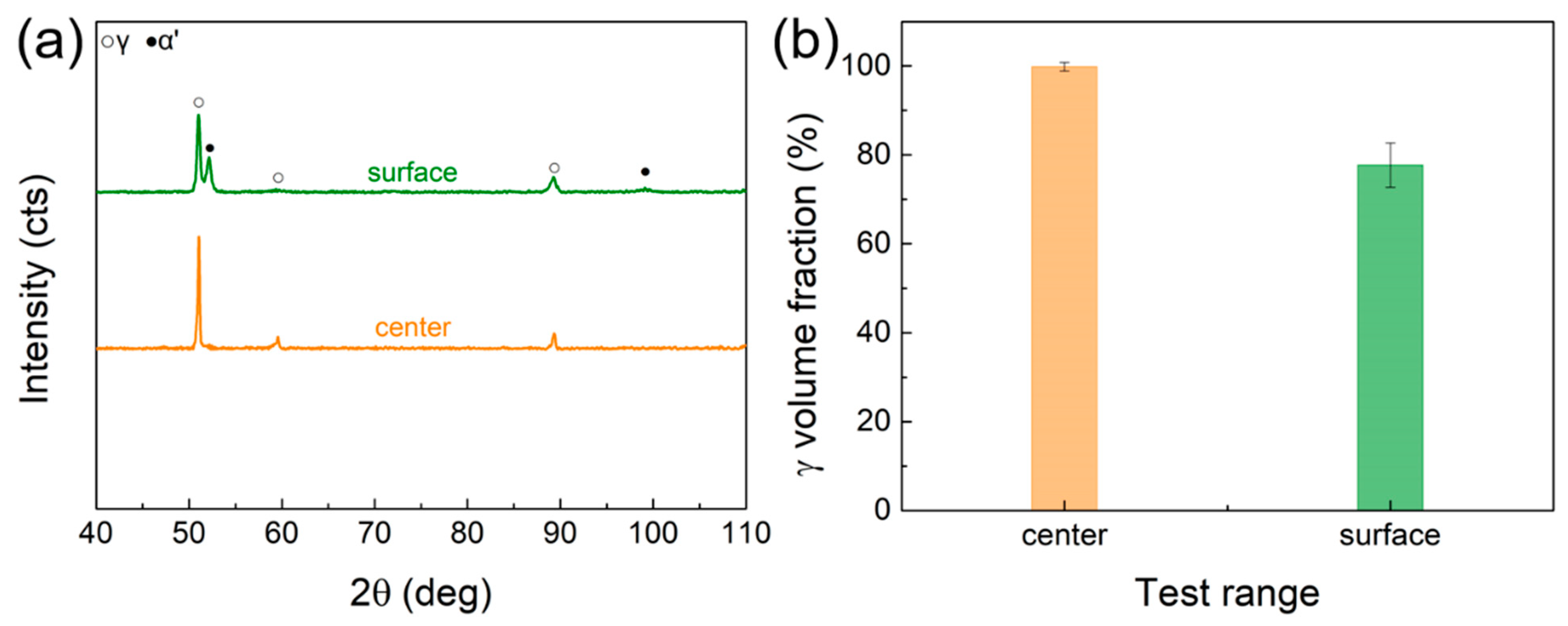
3.1. Nanolamellar/Equiaxial Grains “Sandwich” Heterostructures
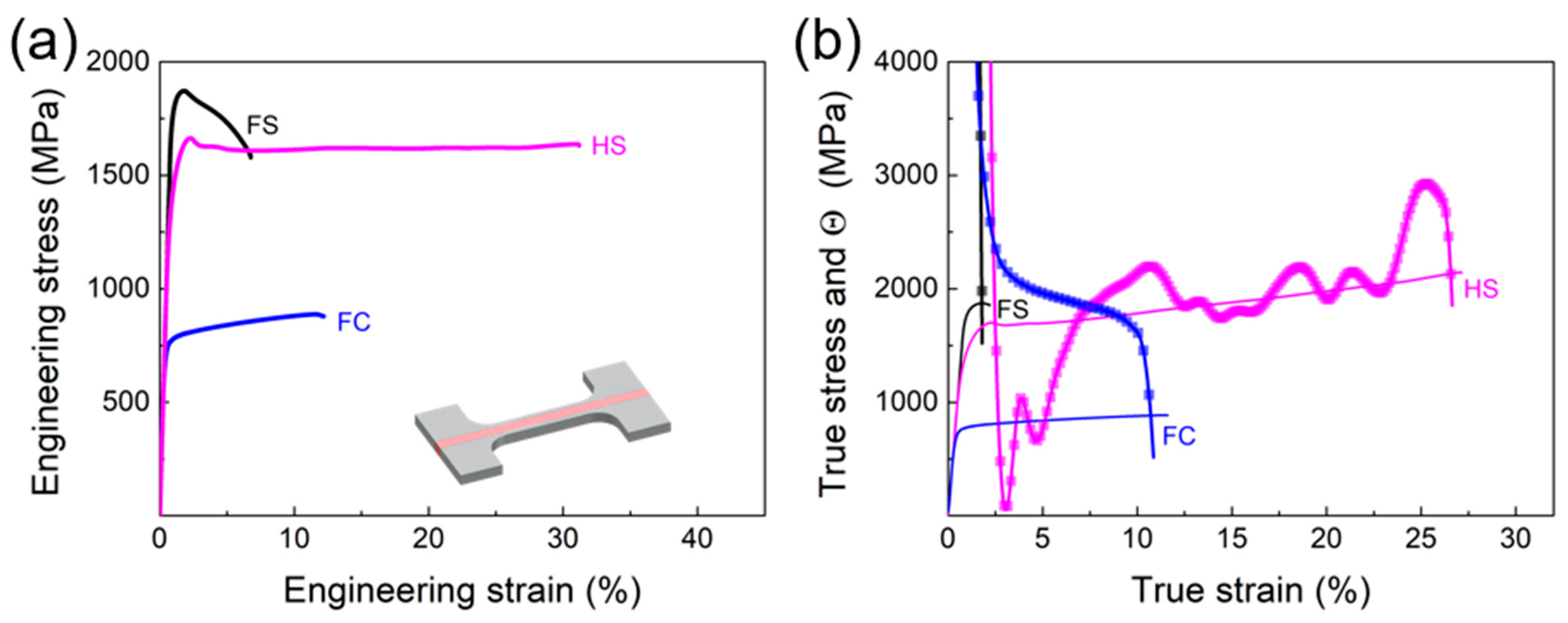
3.2. Tensile Mechanical Response
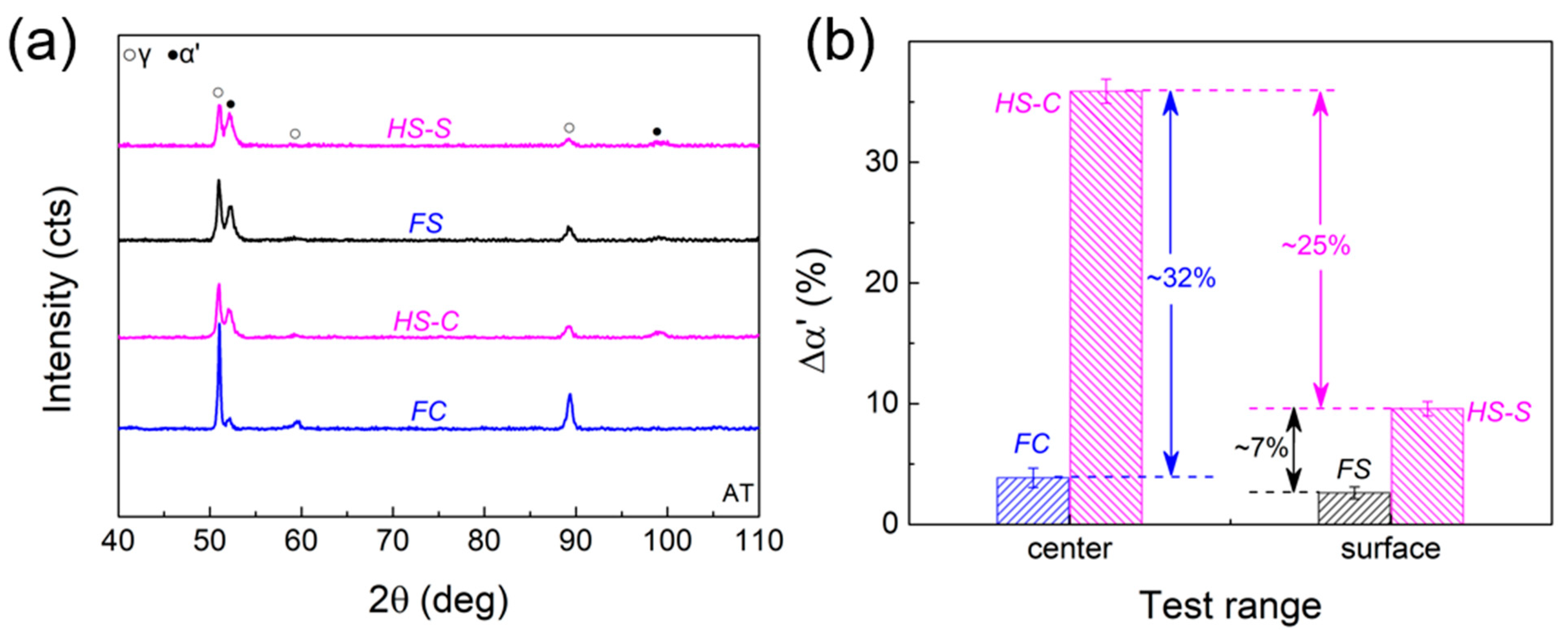
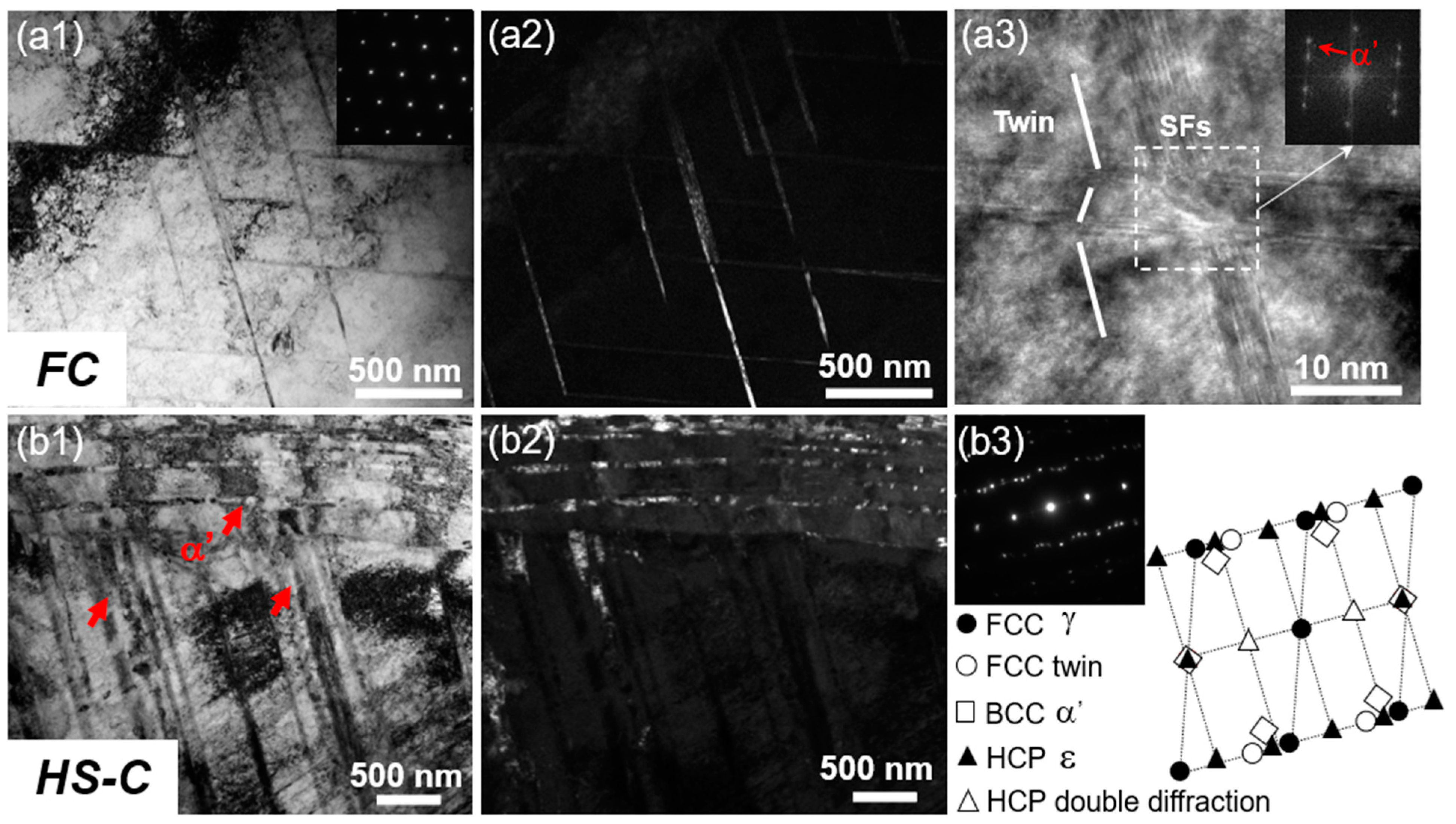
3.3. Microstructural Evolution
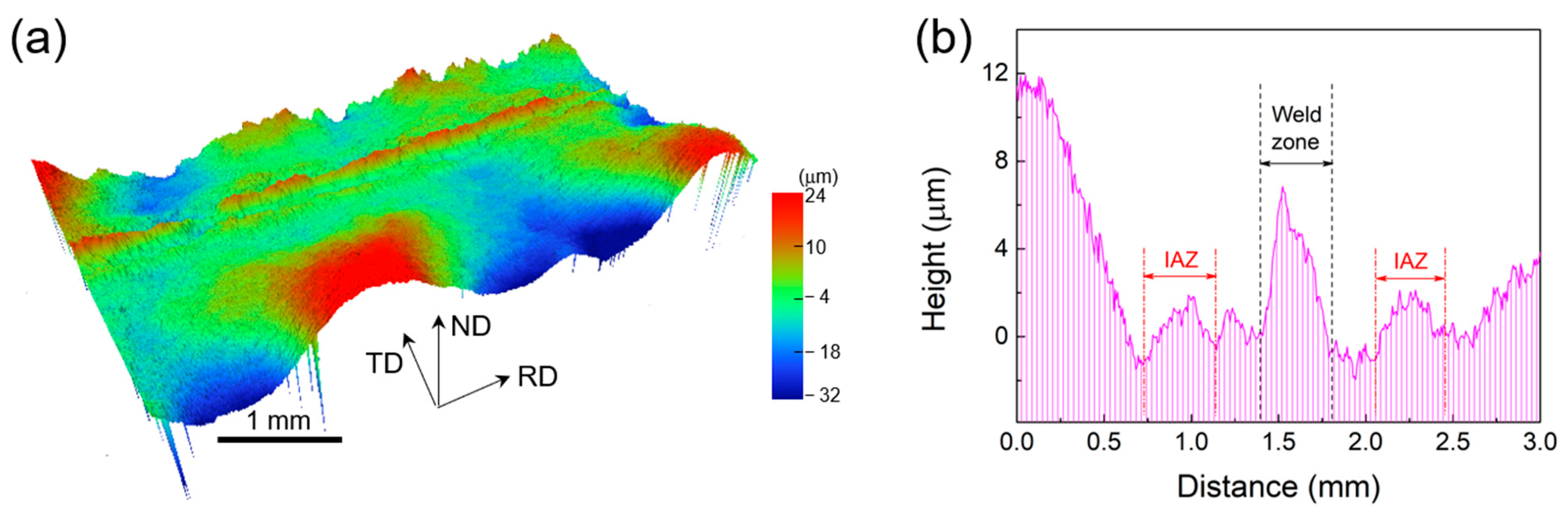
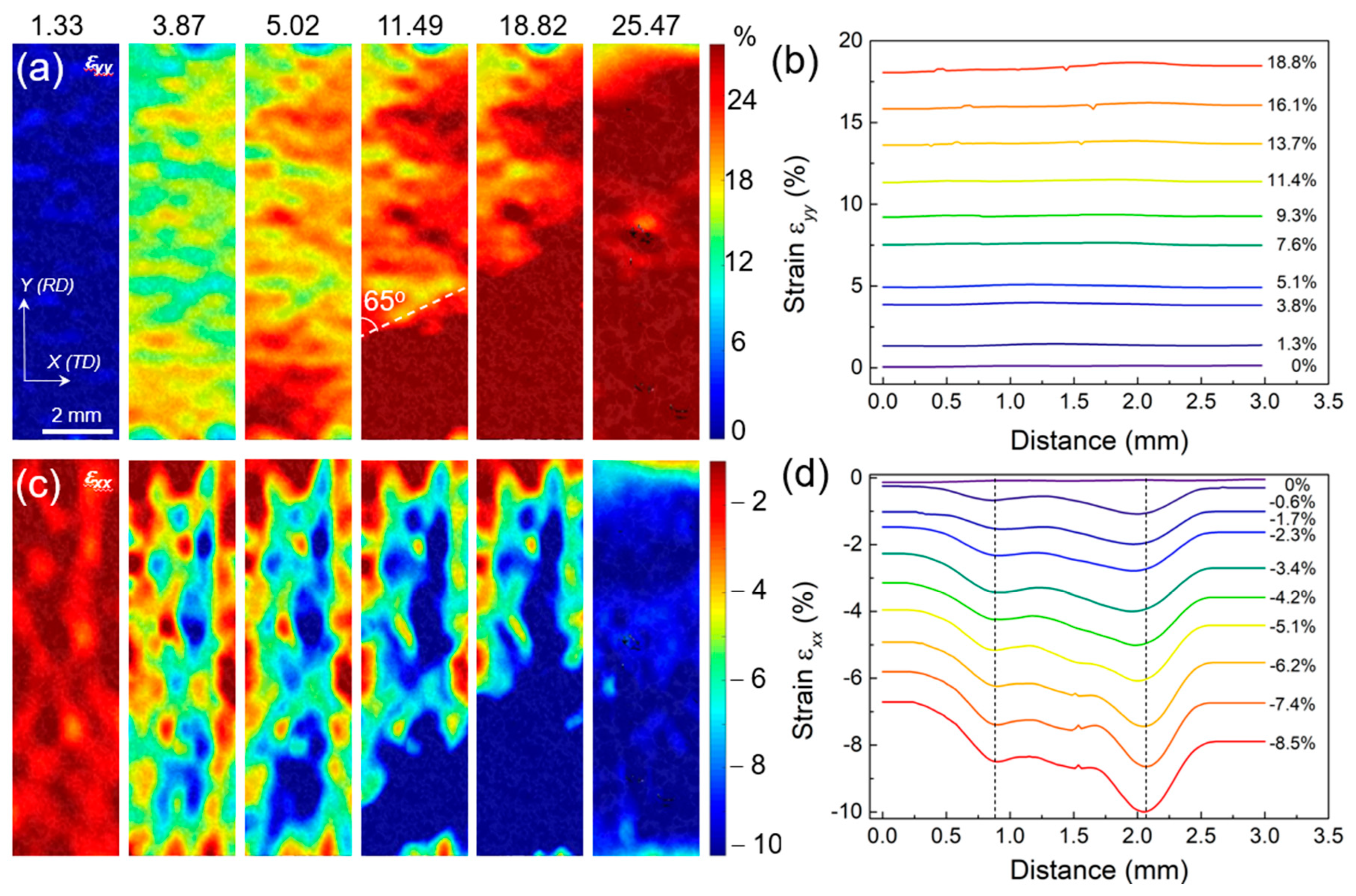
3.4. Strain Distribution
4. Discussion
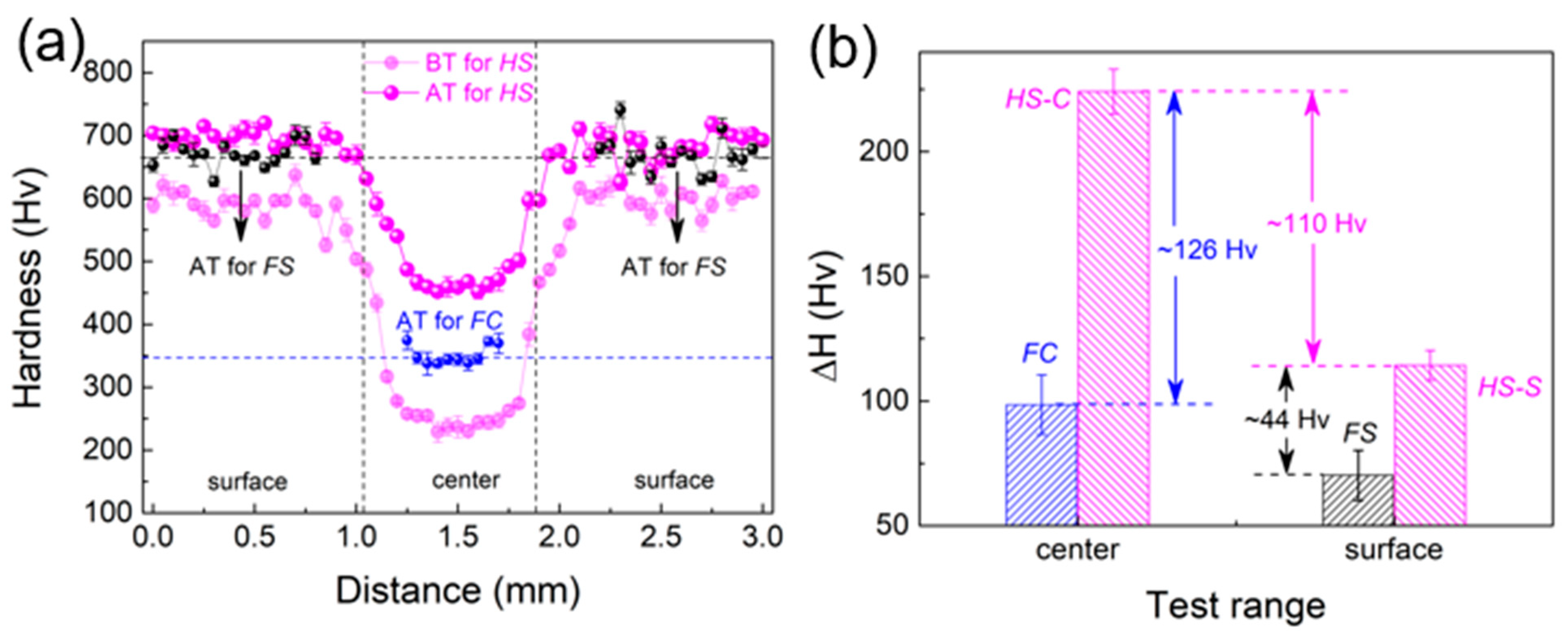
4.1. Extra Hardening and Strengthening
4.2. Synergistic Deformation under Heterogeneous Structure
5. Conclusions
- (i)
- The extra increase in martensite content and hardness was observed in the HS sample. Additionally, the experimentally measured increment is higher than the value calculated by the ROM. This indicates an additional strengthening effect is activated under the influence of heterogeneous structure;
- (ii)
- The presence of the Lüders band and the interfacial influence zone demonstrate that the heterogeneous structure alters the strain distribution and stress state during the tensile deformation;
- (iii)
- The strong constraint between the soft coarse grain core and hard nanolamellar surface layers produced a strain gradient at the interface and increased internal stresses (HDI stress) within the entire sample, which promotes the TRIP effect;
- (iv)
- The Lüders band deformation is stabilized by stress state change within the sample and offset by strain hardening and strain relaxation of the TRIP effect, which enables Lüders bands to propagate steadily under large strains until it covers the whole sample;
- (v)
- Heterogeneous deformation-induced hardening and TRIP effect can provide the extra hardening ability to improve the strength and ductility of the sample. Lüders deformation further improves the total ductility by advancing strain development. Thus, the combined effect of the three is to achieve a high strength–ductility synergy in the present steel.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Langdon, T.G. Twenty-five years of ultrafine-grained materials: Achieving exceptional properties through grain refinement. Acta Mater. 2013, 61, 7035–7059. [Google Scholar] [CrossRef]
- Cheng, Z.; Zhou, H.; Lu, Q.; Gao, H.; Lu, L. Extra strengthening and work hardening in gradient nanotwinned metals. Science 2018, 362, 559. [Google Scholar] [CrossRef]
- Hamada, A.S.; Järvenpää, A.; Honkanen, M.; Jaskari, M.; Porter, D.A.; Karjalainen, L.P. Effects of Cyclic Pre-straining on Mechanical Properties of an Austenitic Microalloyed High-Mn Twinning-induced Plasticitys Steel. Procedia Eng. 2014, 74, 47–52. [Google Scholar] [CrossRef]
- Liu, L.; He, B.; Huang, M. The Role of Transformation-Induced Plasticity in the Development of Advanced High Strength Steels. Adv. Eng. Mater. 2018, 20, 1701083. [Google Scholar] [CrossRef]
- Gludovatz, B.; Hohenwarter, A.; Thurston, K.V.; Bei, H.; Wu, Z.; George, E.P.; Ritchie, R.O. Exceptional damage-tolerance of a medium-entropy alloy CrCoNi at cryogenic temperatures. Nat. Commun. 2016, 7, 10602. [Google Scholar] [CrossRef]
- Wu, X.; Zhu, Y. Heterogeneous materials: A new class of materials with unprecedented mechanical properties. Mater. Res. Lett. 2017, 5, 527–532. [Google Scholar] [CrossRef]
- Moering, J.; Ma, X.; Chen, G.; Miao, P.; Li, G.; Qian, G.; Mathaudhu, S.; Zhu, Y. The role of shear strain on texture and microstructural gradients in low carbon steel processed by Surface Mechanical Attrition Treatment. Scr. Mater. 2015, 108, 100–103. [Google Scholar] [CrossRef]
- Sawangrat, C.; Kato, S.; Orlov, D.; Ameyama, K. Harmonic-structured copper: Performance and proof of fabrication concept based on severe plastic deformation of powders. J. Mater. Sci. 2014, 49, 6579–6585. [Google Scholar] [CrossRef]
- Wang, Y.M.; Ma, E. Three strategies to achieve uniform tensile deformation in a nanostructured metal—ScienceDirect. Acta Mater. 2004, 52, 1699–1709. [Google Scholar] [CrossRef]
- Zhao, M.-C.; Hanamura, T.; Yin, F.; Qiu, H.; Nagai, K. Formation of Bimodal-Sized Structure and Its Tensile Properties in a Warm-Rolled and Annealed Ultrafine-Grained Ferrite/Cementite Steel. Metall. Mater. Trans. A 2008, 39, 1691–1701. [Google Scholar] [CrossRef]
- Huang, C.X.; Wang, Y.F.; Ma, X.L.; Yin, S.; Höppel, H.W.; Göken, M.; Wu, X.L.; Gao, H.J.; Zhu, Y.T. Interface affected zone for optimal strength and ductility in heterogeneous laminate. Mater. Today 2018, 21, 713–719. [Google Scholar] [CrossRef]
- He, Q.; Wang, Y.F.; Wang, M.S.; Guo, F.J.; Wen, Y.; Huang, C.X. Improving strength-ductility synergy in 301 stainless steel by combining gradient structure and TRIP effect. Mater. Sci. Eng. A 2020, 780, 139146. [Google Scholar] [CrossRef]
- Park, H.K.; Ameyama, K.; Yoo, J.; Hwang, H.; Kim, H.S. Additional hardening in harmonic structured materials by strain partitioning and back stress. Mater. Res. Lett. 2018, 6, 261–267. [Google Scholar] [CrossRef]
- Wei, Y.; Li, Y.; Zhu, L.; Liu, Y.; Lei, X.; Wang, G.; Wu, Y.; Mi, Z.; Liu, J.; Wang, H.; et al. Evading the strength-ductility trade-off dilemma in steel through gradient hierarchical nanotwins. Nat. Commun. 2014, 5, 3580. [Google Scholar] [CrossRef]
- Lu, K. Making strong nanomaterials ductile with gradients. Science 2014, 345, 1455–1456. [Google Scholar] [CrossRef]
- Wu, X.; Yang, M.; Yuan, F.; Wu, G.; Wei, Y.; Huang, X.; Zhu, Y. Heterogeneous lamella structure unites ultrafine-grain strength with coarse-grain ductility. Proc. Natl. Acad. Sci. USA 2015, 112, 14501–14505. [Google Scholar] [CrossRef]
- Yang, M.; Pan, Y.; Yuan, F.; Zhu, Y.; Wu, X. Back stress strengthening and strain hardening in gradient structure. Mater. Res. Lett. 2016, 4, 145–151. [Google Scholar] [CrossRef]
- Wu, X.; Jiang, P.; Chen, L.; Yuan, F.; Zhu, Y.T. Extraordinary strain hardening by gradient structure. Proc. Natl. Acad. Sci. USA 2014, 111, 7197–7201. [Google Scholar] [CrossRef]
- Calcagnotto, M.; Adachi, Y.; Ponge, D.; Raabe, D. Deformation and fracture mechanisms in fine-and ultrafine-grained ferrite/martensite dual-phase steels and the effect of aging. Acta Mater. 2010, 59, 658–670. [Google Scholar] [CrossRef]
- Tasan, C.C.; Diehl, M.; Yan, D.; Zambaldi, C.; Shanthraj, P.; Roters, F.; Raabe, D. Integrated experimental–simulation analysis of stress and strain partitioning in multiphase alloys. Acta Mater. 2014, 81, 386–400. [Google Scholar] [CrossRef]
- Jung, Y.S.; Lee, Y.K. Effect of pre-deformation on the tensile properties of a metastable austenitic steel. Scr. Mater. 2008, 59, 47–50. [Google Scholar] [CrossRef]
- Morales-Rivas, L.; Yen, H.-W.; Huang, B.-M.; Kuntz, M.; Caballero, F.G.; Yang, J.-R.; Garcia-Mateo, C. Tensile Response of Two Nanoscale Bainite Composite-Like Structures. JOM 2015, 67, 2223–2235. [Google Scholar] [CrossRef]
- Tian, Y.; Lin, S.; Ko, J.Y.P.; Lienert, U.; Borgenstam, A.; Hedström, P. Micromechanics and microstructure evolution during in situ uniaxial tensile loading of TRIP-assisted duplex stainless steels. Mater. Sci. Eng. A 2018, 734, 281–290. [Google Scholar] [CrossRef]
- Sabooni, S.; Karimzadeh, F.; Enayati, M.H.; Ngan, A.H.W. The role of martensitic transformation on bimodal grain structure in ultrafine grained AISI 304L stainless steel. Mater. Sci. Eng. A 2015, 636, 221–230. [Google Scholar] [CrossRef]
- Wu, X.L.; Yang, M.X.; Yuan, F.P.; Chen, L.; Zhu, Y.T. Combining gradient structure and TRIP effect to produce austenite stainless steel with high strength and ductility. Acta Mater. 2016, 112, 337–346. [Google Scholar] [CrossRef]
- Zhang, X.; Teng, R.; Liu, T.; Shi, Y.; Lv, Z.; Zhou, Q.; Wang, X.; Wang, Y.; Liu, H.; Xing, Z. Improving strength–ductility synergy in medium Mn steel by combining heterogeneous structure and TRIP effect. Mater. Charact. 2022, 184, 111661. [Google Scholar] [CrossRef]
- Varanasi, R.S.; Zaefferer, S.; Sun, B.; Ponge, D. Localized deformation inside the Lüders front of a medium manganese steel. Mater. Sci. Eng. A 2021, 824, 141816. [Google Scholar] [CrossRef]
- Yan, N.; Di, H.S.; Misra, R.D.K.; Gong, X.H. Microstructural evolution and mechanical properties of 9Mn steel during warm/cold rolling and subsequent intercritical annealing. Mater. Sci. Eng. A 2020, 796, 140051. [Google Scholar] [CrossRef]
- Ma, J.; Liu, H.; Lu, Q.; Zhong, Y.; Wang, L.; Shen, Y. Transformation kinetics of retained austenite in the tensile Lüders strain range in medium Mn steel. Scr. Mater. 2019, 169, 1–5. [Google Scholar] [CrossRef]
- He, B.B.; Hu, B.; Yen, H.W.; Cheng, G.J.; Wang, Z.K.; Luo, H.W.; Huang, M.X. High dislocation density–induced large ductility in deformed and partitioned steels. Science 2017, 357, 1347–1352. [Google Scholar] [CrossRef]
- Liu, L.; Yu, Q.; Wang, Z.; Ell, J.; Huang, M.X.; Ritchie, R.O. Making ultrastrong steel tough by grain-boundary delamination. Science 2020, 368, 1347–1352. [Google Scholar] [CrossRef] [PubMed]
- Ryu, J.H.; Kim, J.I.; Kim, H.S.; Oh, C.-S.; Bhadeshia, H.K.D.H.; Suh, D.-W. Austenite stability and heterogeneous deformation in fine-grained transformation-induced plasticity-assisted steel. Scr. Mater. 2013, 68, 933–936. [Google Scholar] [CrossRef]
- Zhang, Y.; Ding, H. Ultrafine also can be ductile: On the essence of Lüders band elongation in ultrafine-grained medium manganese steel. Mater. Sci. Eng. A 2018, 733, 220–223. [Google Scholar] [CrossRef]
- Wang, Y.; Guo, F.; He, Q.; Song, L.; Wang, M.; Huang, A.; Li, Y.; Huang, C. Synergetic deformation-induced extraordinary softening and hardening in gradient copper. Mater. Sci. Eng. A 2019, 752, 217–222. [Google Scholar] [CrossRef]
- Wang, Y.; Huang, C.; Li, Y.; Guo, F.; Zhu, Y. Dense dispersed shear bands in gradient-structured Ni. Int. J. Plast. 2019, 124, 186–198. [Google Scholar] [CrossRef]
- Yu, C.Y.; Kao, P.W.; Chang, C.P. Transition of tensile deformation behaviors in ultrafine-grained aluminum. Acta Mater. 2005, 53, 4019–4028. [Google Scholar] [CrossRef]
- Wang, Y.F.; Wang, M.S.; Fang, X.T.; Guo, F.J.; Liu, H.Q.; Scattergood, R.O.; Huang, C.X.; Zhu, Y.T. Extra strengthening in a coarse/ultrafine grained laminate: Role of gradient interfaces. Int. J. Plast. 2019, 123, 196–207. [Google Scholar] [CrossRef]
- Cheng, Q.; Wang, Y.; Wei, W.; Guo, F.; Huang, C. Superior strength-ductility synergy achieved by synergistic strengthening and strain delocalization in a gradient-structured high-manganese steel. Mater. Sci. Eng. A 2021, 825, 141853. [Google Scholar] [CrossRef]
- Wu, X.L.; Jiang, P.; Chen, L.; Zhang, J.F.; Yuan, F.P.; Zhu, Y.T. Synergetic Strengthening by Gradient Structure. Mater. Res. Lett. 2014, 2, 185–191. [Google Scholar] [CrossRef]
- Ma, X.; Huang, C.; Moering, J.; Ruppert, M.; Höppel, H.W.; Göken, M.; Narayan, J.; Zhu, Y.J.A.M. Mechanical properties of copper/bronze laminates: Role of interfaces. Acta Mater. 2016, 116, 43–52. [Google Scholar] [CrossRef]
- Zhu, Y.; Wu, X. Perspective on hetero-deformation induced (HDI) hardening and back stress. Mater. Res. Lett. 2019, 7, 393–398. [Google Scholar] [CrossRef]
- Fang, T.H.; Li, W.L.; Tao, N.R.; Lu, K. Revealing extraordinary intrinsic tensile plasticity in gradient nano-grained copper. Science 2011, 331, 1587–1590. [Google Scholar] [CrossRef] [PubMed]
- Zhang, P.; Qu, S.; Yang, M.X.; Yang, G.; Wu, S.D.; Li, S.X.; Zhang, Z.F. Varying tensile fracture mechanisms of Cu and Cu-Zn alloys with reduced grain size: From necking to shearing instability. Mater. Sci. Eng. A 2014, 594, 309–320. [Google Scholar] [CrossRef]
- Zhang, Z.F.; Eckert, J. Unified Tensile Fracture Criterion. Phys. Rev. Lett. 2005, 94, 094301. [Google Scholar] [CrossRef] [PubMed]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Fe | C | Cr | Ni | Mo | Mn | Cu | V | Nb |
|---|---|---|---|---|---|---|---|---|
| Balance | 0.4 | 8 | 8 | 4 | 2 | 2 | 0.1 | 0.1 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
He, Q.; Wang, M.; Yang, B.; Guo, F.; Ran, H.; Wei, W.; Zhang, C.; Zhai, Y.; Wang, Q.; Cao, W.; et al. Microstructure Heterogeneity and Mechanical Properties of a High-Strength Ductile Laminated Steel by Electron Beam Welding. Materials 2023, 16, 3211. https://doi.org/10.3390/ma16083211
He Q, Wang M, Yang B, Guo F, Ran H, Wei W, Zhang C, Zhai Y, Wang Q, Cao W, et al. Microstructure Heterogeneity and Mechanical Properties of a High-Strength Ductile Laminated Steel by Electron Beam Welding. Materials. 2023; 16(8):3211. https://doi.org/10.3390/ma16083211
Chicago/Turabian StyleHe, Qiong, Mingsai Wang, Bo Yang, Fengjiao Guo, Hao Ran, Wei Wei, Chao Zhang, Yu Zhai, Qingyuan Wang, Wenquan Cao, and et al. 2023. "Microstructure Heterogeneity and Mechanical Properties of a High-Strength Ductile Laminated Steel by Electron Beam Welding" Materials 16, no. 8: 3211. https://doi.org/10.3390/ma16083211
APA StyleHe, Q., Wang, M., Yang, B., Guo, F., Ran, H., Wei, W., Zhang, C., Zhai, Y., Wang, Q., Cao, W., & Huang, C. (2023). Microstructure Heterogeneity and Mechanical Properties of a High-Strength Ductile Laminated Steel by Electron Beam Welding. Materials, 16(8), 3211. https://doi.org/10.3390/ma16083211