
Geometrical Effects on Ultrasonic Al Bump Direct Bonding for Microsystem Integration: Simulation and Experiments


 and
and
Abstract
:1. Introduction
2. Experimental Procedures
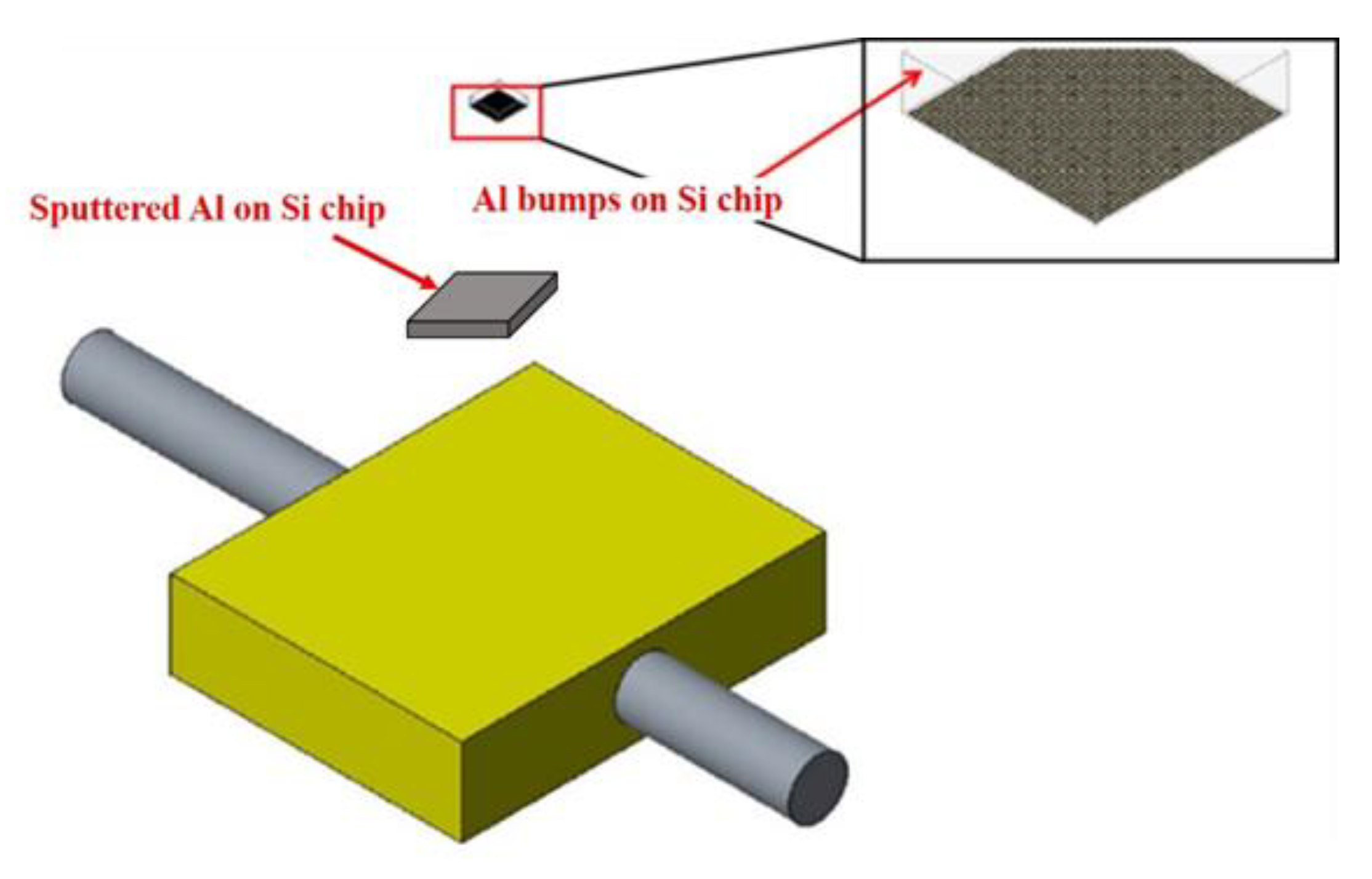
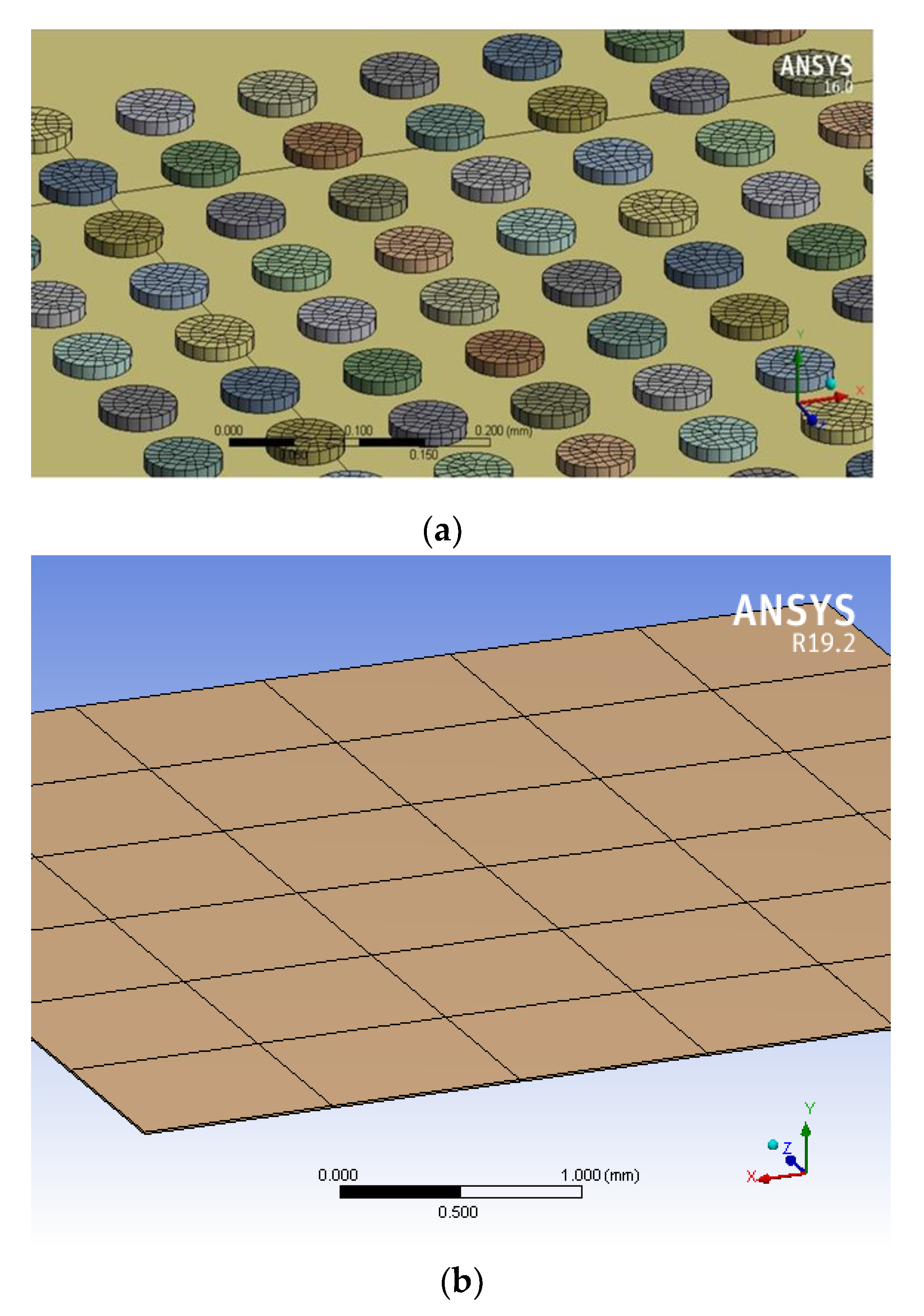
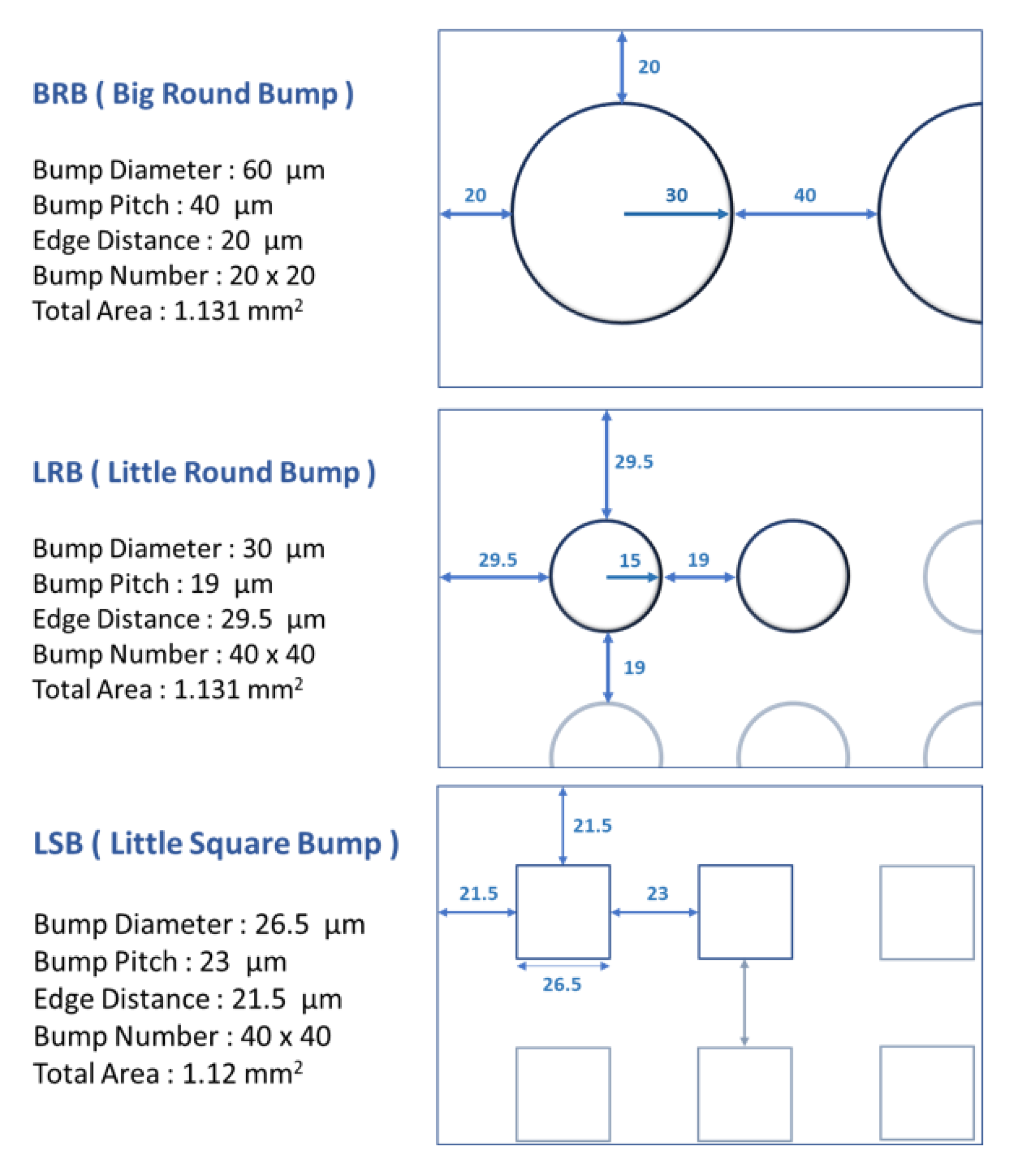
2.1. Finite Element Analysis
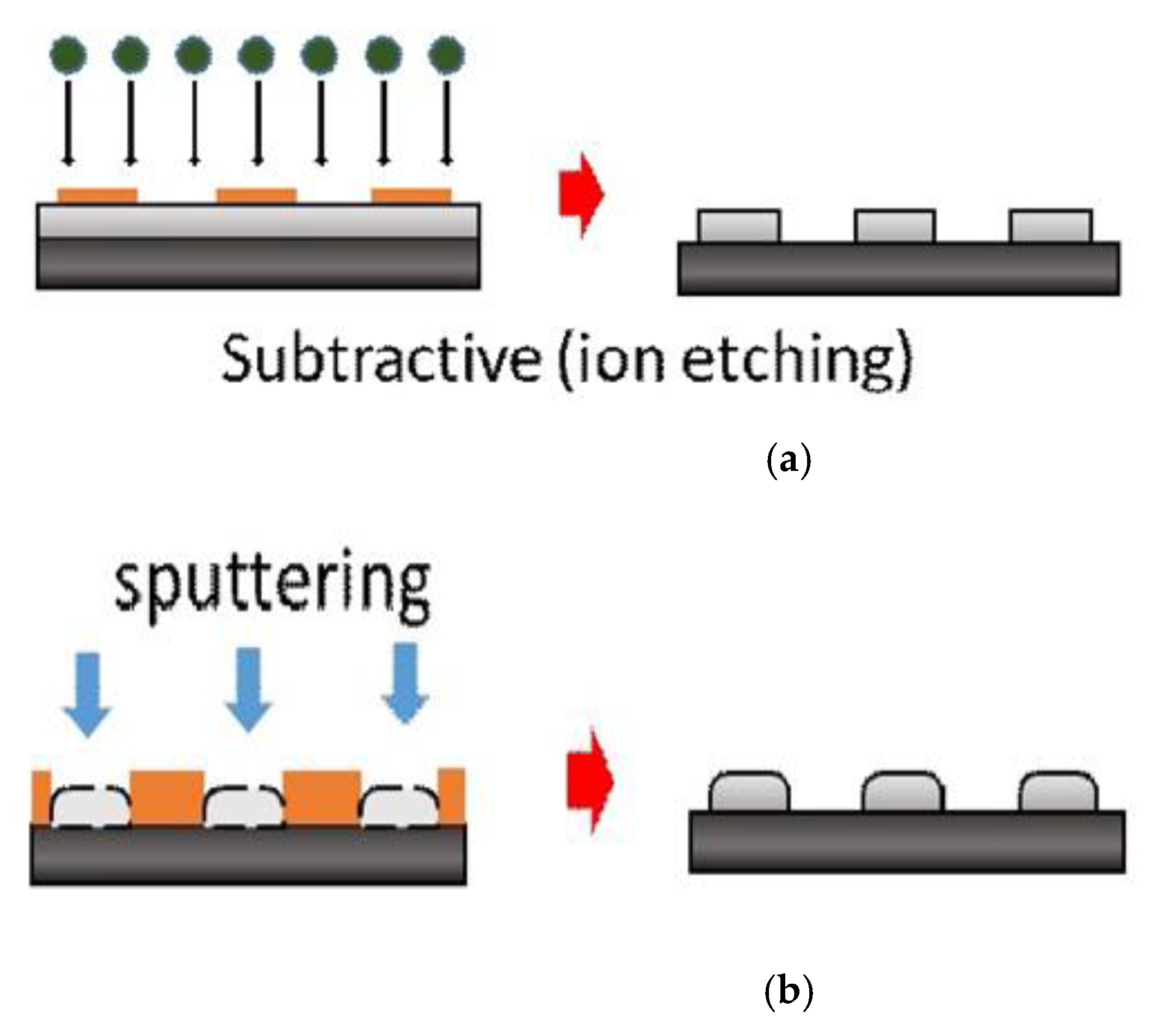
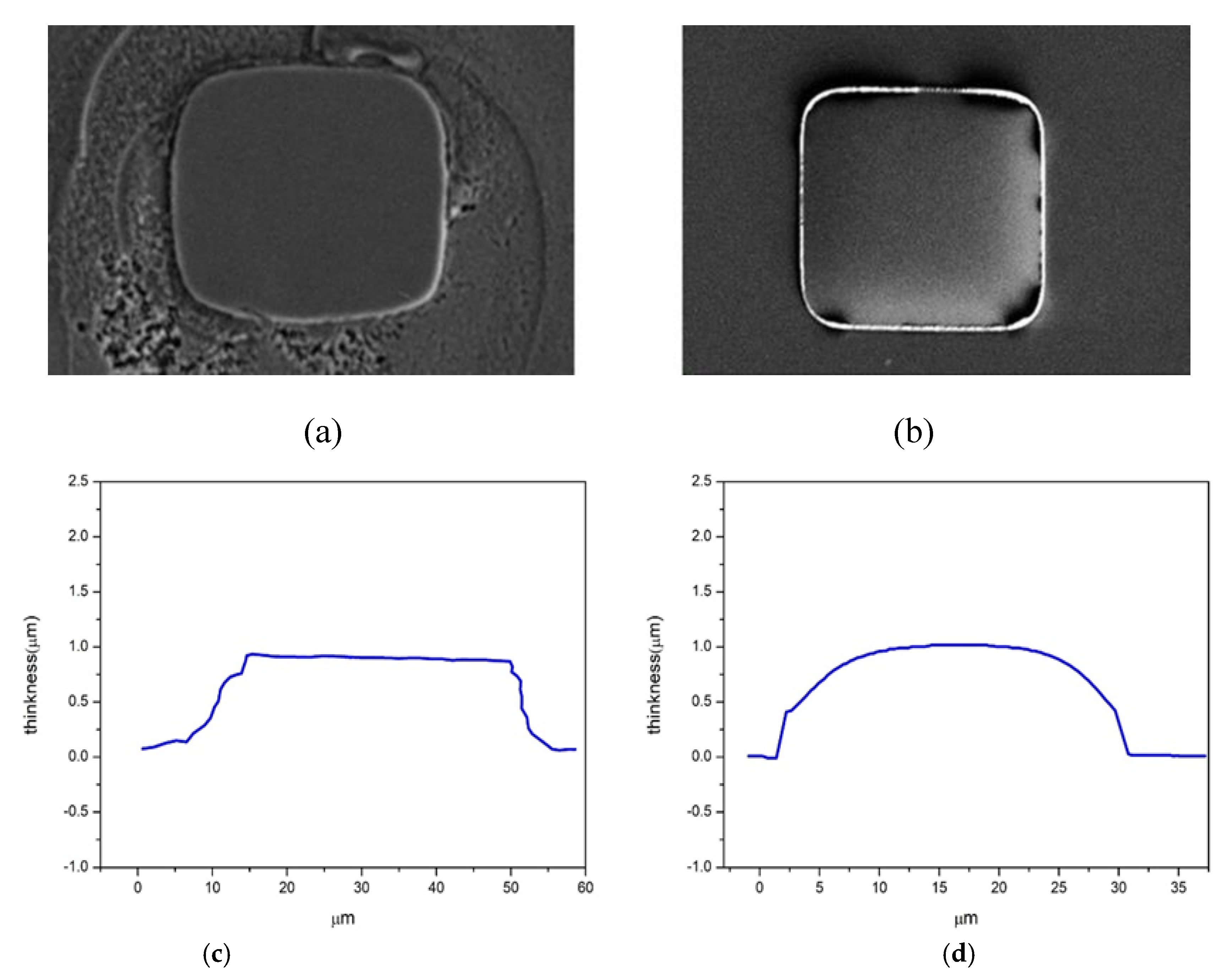
2.2. Preparation of Al Bumps
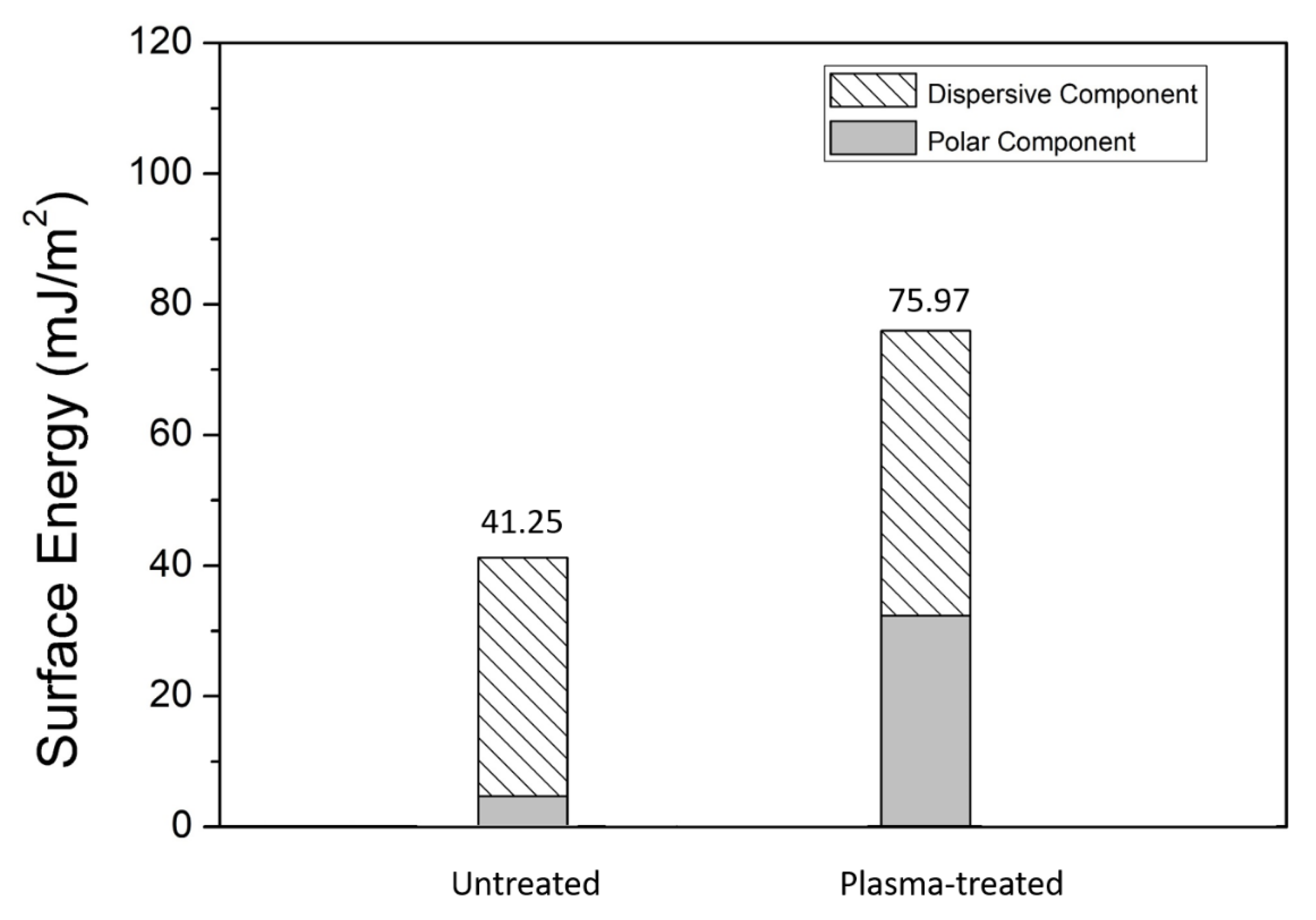
2.3. Surface Pretreatment and Surface Energy Measurement
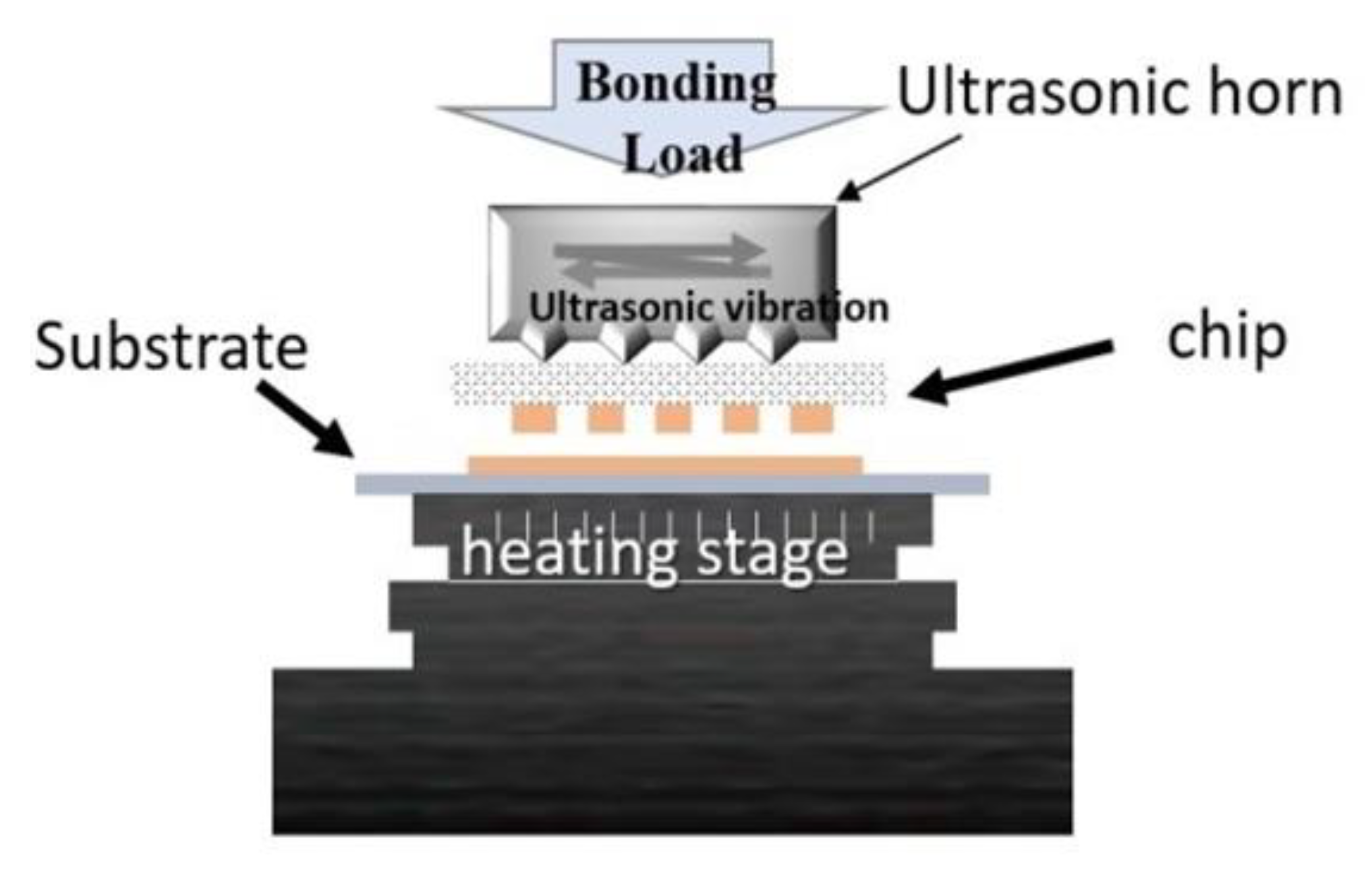
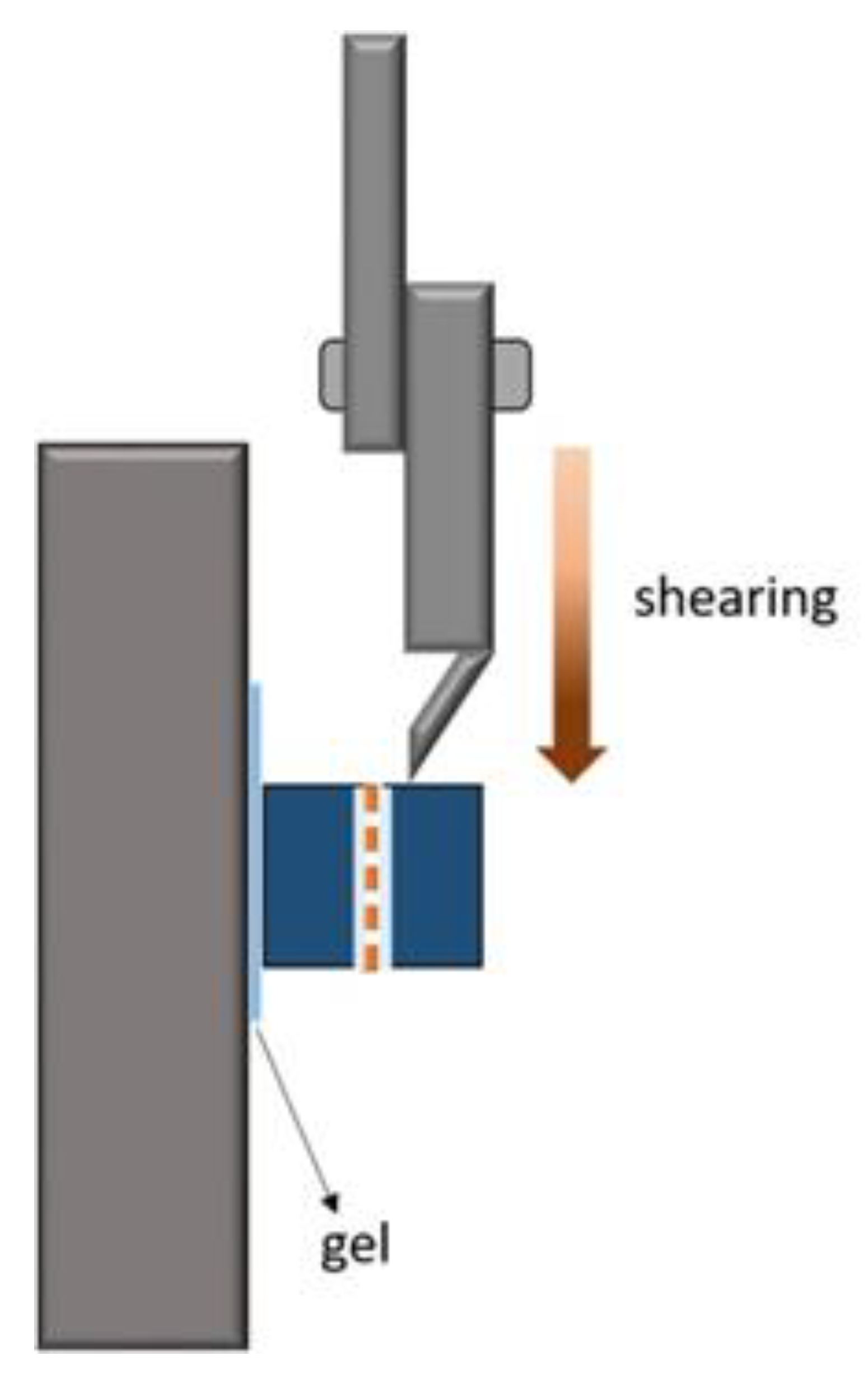
2.4. Ultrasonic Bonding and Joint Strength Measurement
3. Results and Discussion
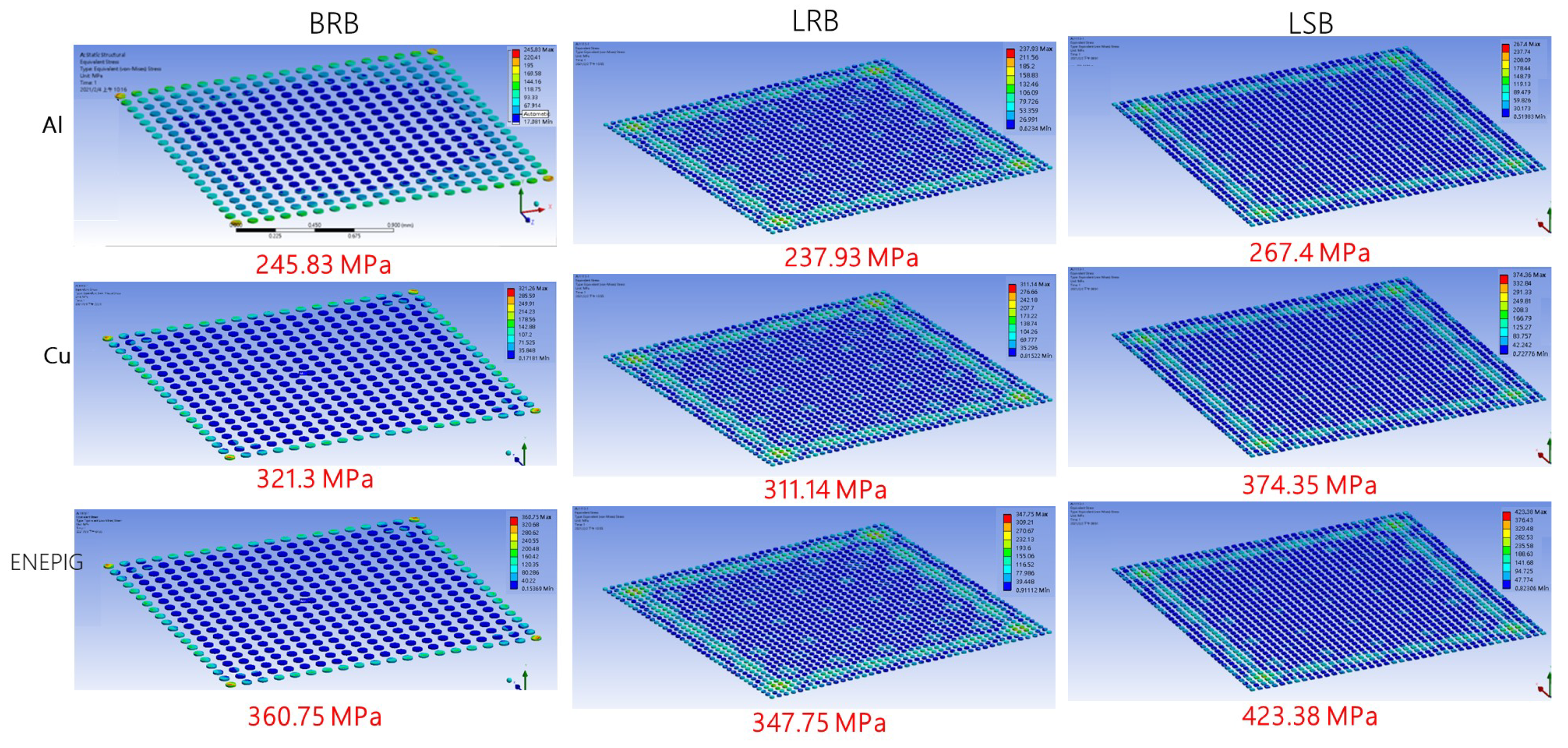
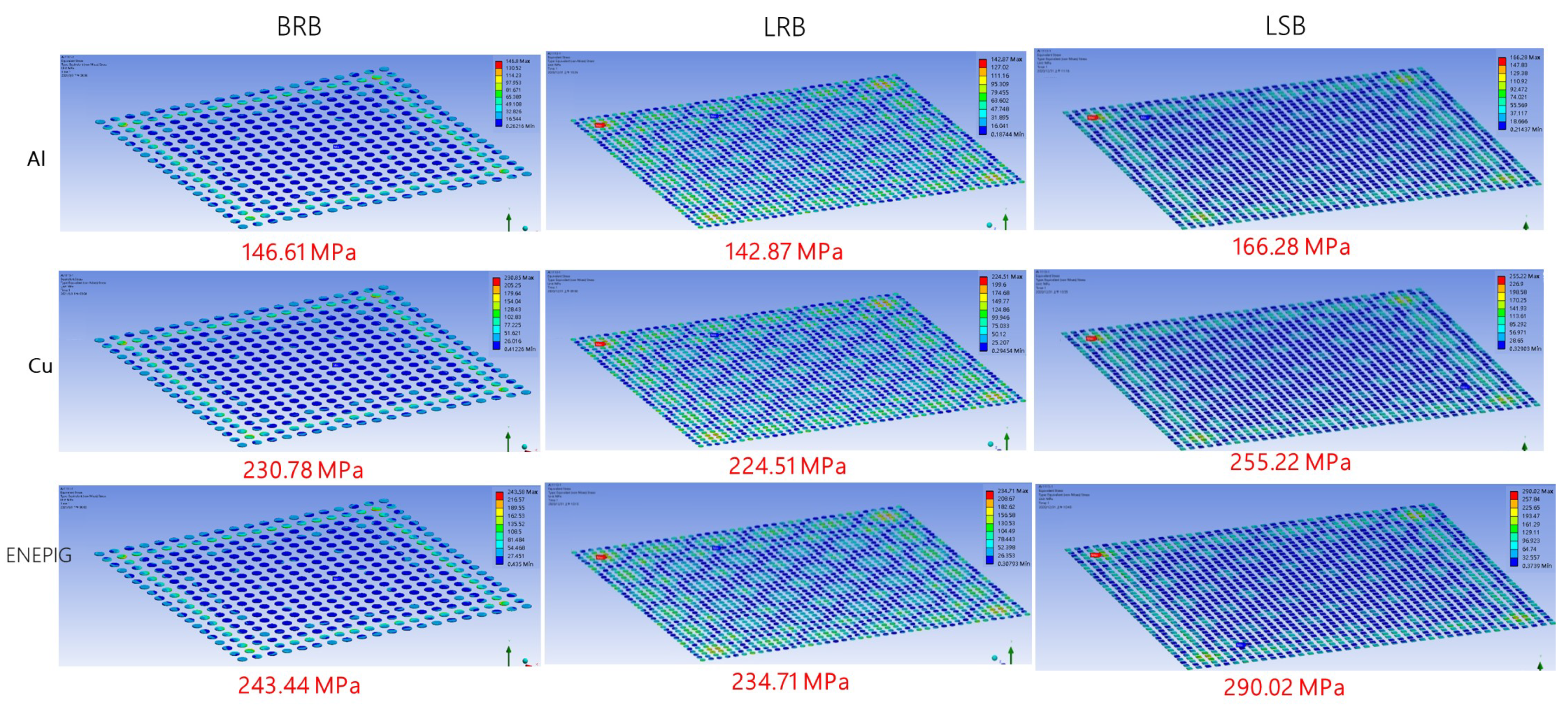
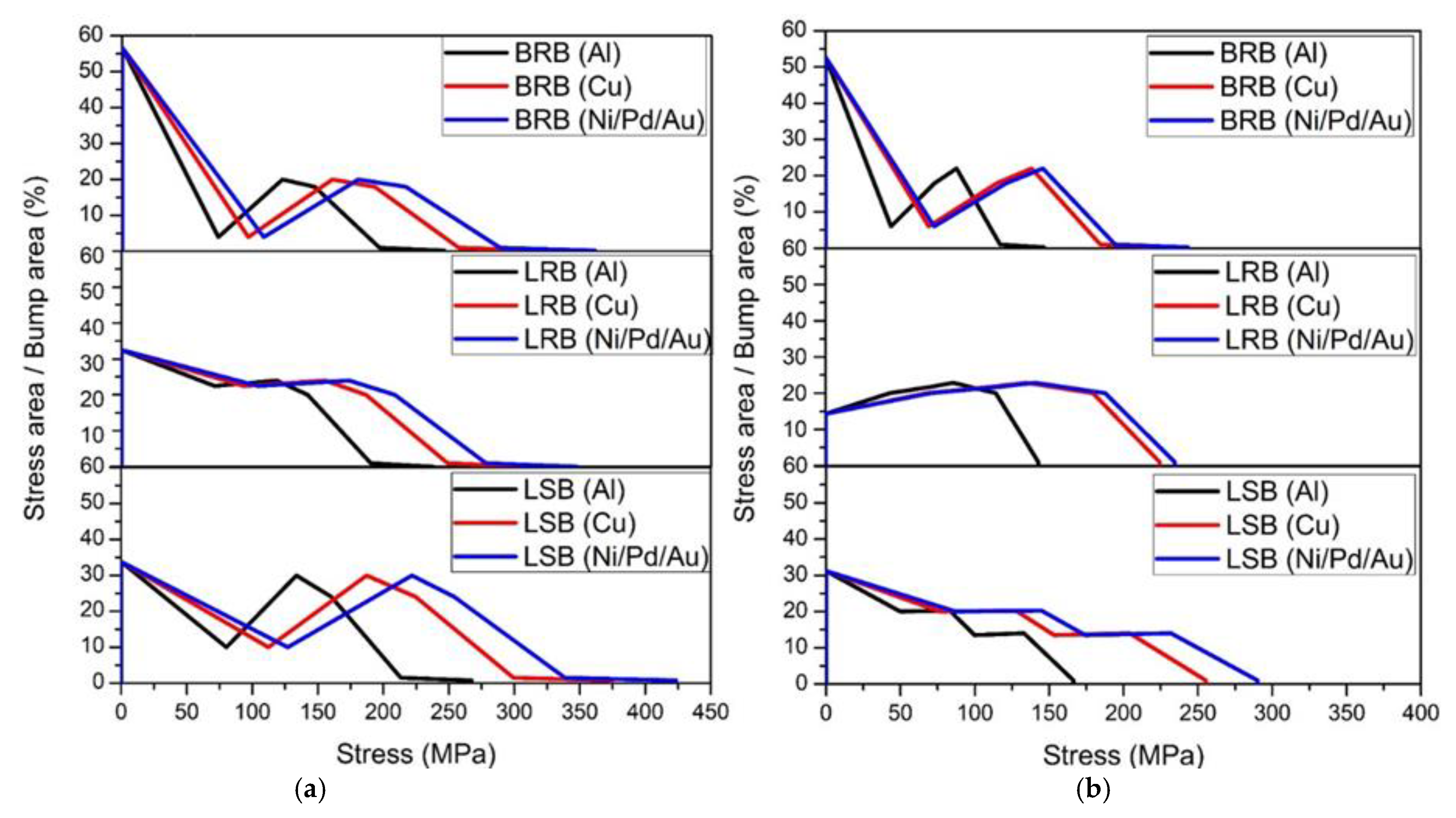
3.1. Simulation of Stress Distribution
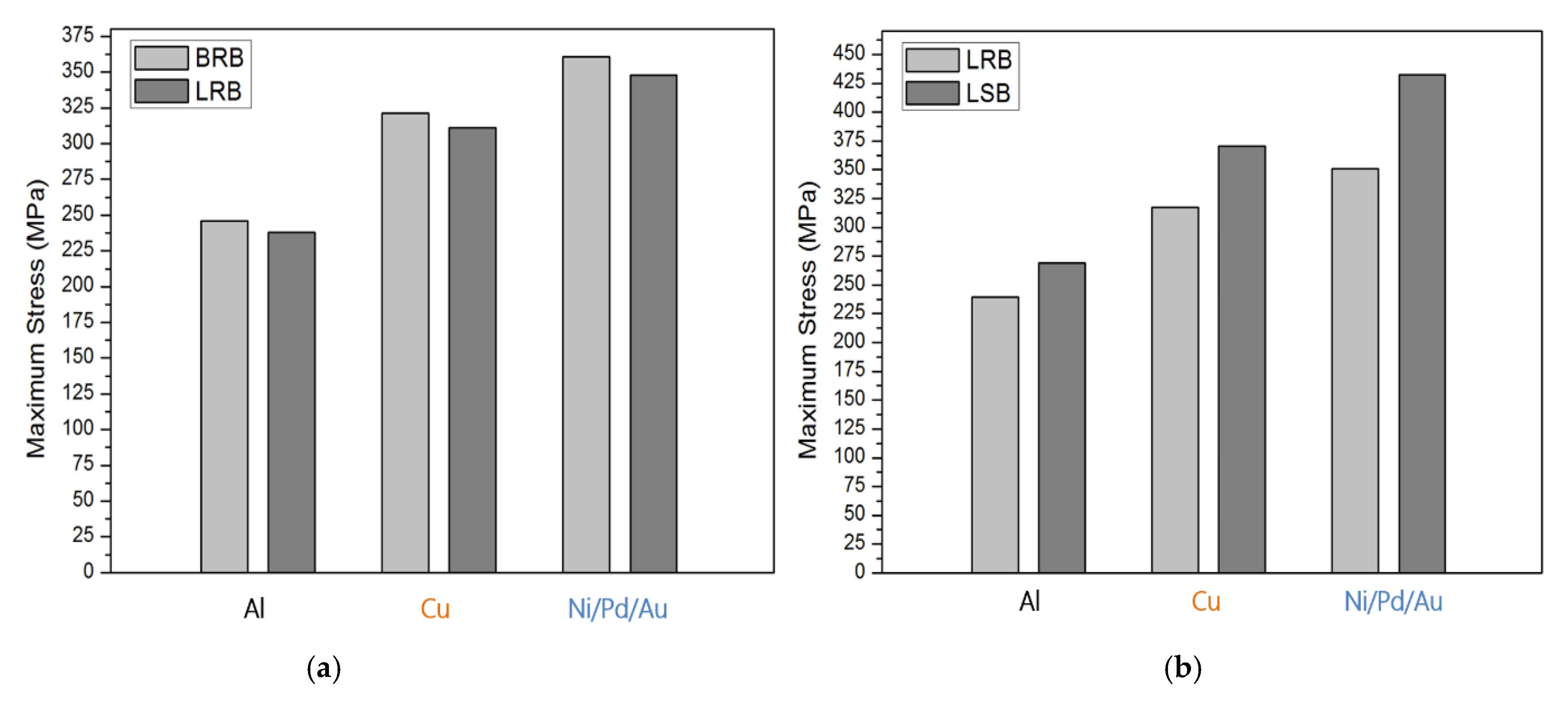
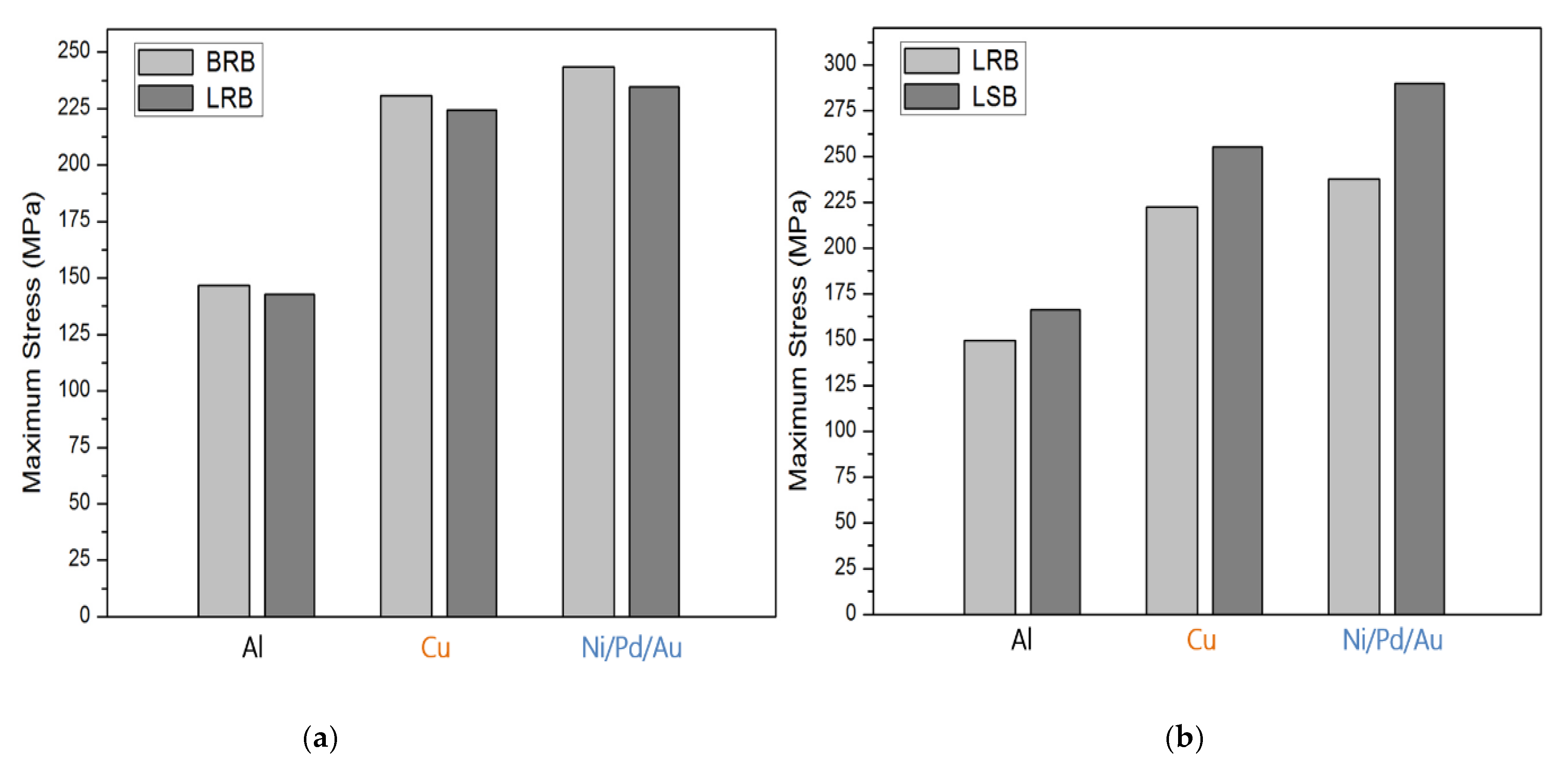
3.2. Simulated MAXIMUM STRESS with Respect to Materials and Bump Geometry
3.3. Experimental Demonstration of Al/Al Joint Strength
3.4. Geometrical Effects on Joint Strength
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Kim, J.; Chiao, M.; Lin, L. Ultrasonic bonding of In/Au and Al/Al for hermetic sealing of MEMS packaging. In Proceedings of the Fifteenth IEEE International Conference on Micro Electro Mechanical Systems (Cat. No.02CH37266), Las Vegas, NV, USA, 20–24 January 2002; pp. 415–418. [Google Scholar]
- Kim, J.; Jeong, B.; Chiao, M.; Lin, L. Ultrasonic Bonding for MEMS Sealing and Packaging. IEEE Trans. Adv. Packag. 2009, 32, 461–467. [Google Scholar] [CrossRef]
- Li, J.; Han, L.; Duan, J.; Zhong, J. Interface mechanism of ultrasonic flip chip bonding. Appl. Phys. Lett. 2007, 90, 242902. [Google Scholar] [CrossRef]
- Li, M.; Li, Z.; Xiao, Y.; Wang, C. Rapid formation of Cu/Cu3Sn/Cu joints using ultrasonic bonding process at ambient tem-perature. Appl. Phys. Lett. 2013, 102, 094104. [Google Scholar] [CrossRef]
- Masumoto, M.; Arai, Y.; Tomokage, H. Effect of Direction of Ultrasonic Vibration on Flip-Chip Bonding. Trans. Jpn. Inst. Electron. Packag. 2013, 6, 38–42. [Google Scholar] [CrossRef] [Green Version]
- Takigawa, R.; Kawano, H.; Shuto, T.; Ikeda, A.; Takao, T.; Asano, T. Room-temperature vacuum packaging using ultrasonic bonding with Cu compliant rim. In Proceedings of the 2014 4th IEEE International Workshop on Low Temperature Bonding for 3D Integration (LTB-3D), Tokyo, Japan, 15–16 July 2014; p. 6886183. [Google Scholar]
- Qiu, L.; Ikeda, A.; Noda, K.; Nakai, S.; Asano, T. Room-Temperature Cu Microjoining with Ultrasonic Bonding of Cone-Shaped Bump. Jpn. J. Appl. Phys. 2013, 52, 4. [Google Scholar] [CrossRef]
- Arai, Y.; Nimura, M.; Tomokage, H. Cu-Cu Direct Bonding Technology Using Ultrasonic Vibration for Flip-chip Intercon-nection. In Proceedings of the 2015 International Conference on Electronics Packaging and iMAPS All Asia Conference (ICEP-IAAC), Kyoto, Japan, 14–17 April 2015; pp. 468–472. [Google Scholar]
- Yasuda, K. Ultrasonic Bonding Technology for Micro System Integration. J. Jpn. Inst. Electron. Packag. 2019, 22, 395–399. [Google Scholar] [CrossRef]
- Wang, H.; Hao, X.; Yan, K.; Zhou, H.; Lin, H. Ultrasonic vibration-strengthened adhesive bonding of CFRP-to-aluminum joints. J. Mater Process Technol. 2018, 257, 213–226. [Google Scholar] [CrossRef]
- Arai, Y.; Miyamoto, Y.; Nimura, M.; Tomokage, H. Evaluation of ultrasonic vibration energy for copper-to-copper bonding by flip-chip technology. In Proceedings of the 2014 International Conference on Electronics Packaging (ICEP), Toyama, Japan, 23–25 April 2014; pp. 658–661. [Google Scholar]
- Sasaki, T.; Komiyama, K.; Pramudita, A.J. Influence of tool edge angle on the bondability of aluminum in ultrasonic bonding. J. Mater Process Technol. 2018, 252, 167–175. [Google Scholar] [CrossRef]
- Kang, C.-G.; Kwon, H. Finite element analysis considering fracture strain of sheath material and die lubricant in extrusion process of Al/Cu clad composites and its experimental investigation. Int. J. Mech. Sci. 2002, 44, 247–267. [Google Scholar] [CrossRef]
- Myung, W.; Kim, K.Y.; Kim, Y.; Jung, S.B. The reliability of ultrasonic bonded Cu to Cu electrode for 3D TSV stacking. J. Mater. Sci. Mater. Electron. 2017, 28, 16467–16475. [Google Scholar] [CrossRef]
- Lim, M.R.; Sauli, Z.; Aris, H.; Retnasamy, V.; Lo, C.; Muniandy, K.; Khan, N.; Foong, C.S. First level interconnection based on optimization of Cu stud bump for chip to chip package. In AIP Conference Proceedings; AIP Publishing: Melville, NY, USA, 2018; Volume 2045, p. 020095. [Google Scholar]
- Rong, L.M.; Sauli, Z.; Aris, H.; Retnasamy, V. Reliability comparison between solder and solderless flip chip interconnection in terms of high temperature storage. In AIP Conference Proceedings; AIP Publishing LLC: Melville, NY, USA, 2018; Volume 2203, p. 020094. [Google Scholar]
- Chuang, T.-H.; Hsu, S.-W.; Chen, C.-H. Intermetallic Compounds at the Interfaces of Ag–Pd Alloy Stud Bumps with Al Pads. IEEE Trans. Compon. Packag. Manuf. Technol. 2020, 10, 1657–1665. [Google Scholar] [CrossRef]
- Fujiwara, S.; Harada, M.; Fujita, Y. Interconnection reliability and interfacial structure between Au alloy bump and Al pad using ultrasonic bonding. Weld. Int. 2016, 30, 1–9. [Google Scholar] [CrossRef]
- Kim, H.-J.; Cho, J.-S.; Park, Y.-J.; Lee, J.; Paik, K.-W. Effects of Pd addition on Au stud bumps/Al pads interfacial reactions and bond reliability. J. Electron. Mater. 2004, 33, 1210–1218. [Google Scholar] [CrossRef]
- Tanisawa, H.; Kato, F.; Koui, K.; Sato, S.; Watanabe, K.; Takahashi, H.; Murakami, Y.; Sato, H. Transient thermal characteristics of high-temperature SiC power module enhanced with Al-bump technology. Jpn. J. Appl. Phys. 2018, 57, 04FR10. [Google Scholar] [CrossRef] [Green Version]
- Owens, D.K.; Wendt, R.C. Estimation of surface free energy of polymers. J. Appl. Polym. Sci. 1969, 13, 1741–1747. [Google Scholar] [CrossRef]
- Kim, S.Y.; Hong, K.; Kim, K.; Yu, H.K.; Kim, W.K.; Lee, J.L. Effect of N2, Ar, and O2 plasma treatments on surface properties of metals. J. Appl. Phys. 2008, 103, 076101. [Google Scholar] [CrossRef] [Green Version]
- Kim, J.-W.; Kim, K.-S.; Lee, H.-J.; Kim, H.-Y.; Park, Y.-B.; Hyun, S. The effect of plasma pre-cleaning on the Cu-Cu direct bonding for 3D chip stacking. In Proceedings of the 18th IEEE International Symposium on the Physical and Failure Analysis of Integrated Circuits (IPFA), Incheon, Korea, 4–7 July 2011; pp. 1–4. [Google Scholar]
- Aziz, M.J. Thermodynamics of diffusion under pressure and stress: Relation to point defect mechanisms. Appl. Phys. Lett. 1997, 70, 2810–2812. [Google Scholar] [CrossRef]















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Bump | Al | Cu | Ni | Pd | Au |
|---|---|---|---|---|---|
| Density (g/cm−3) | 2.7 | 8.96 | 8.908 | 12.023 | 19.3 |
| Poisson’s Ratio | 0.35 | 0.34 | 0.31 | 0.39 | 0.44 |
| Young’s Modulus (GPa) | 70 | 110 | 200 | 121 | 79 |
| Coefficient of Friction | 1.4 | 0.2 | 0.53 | 0.36 | 0.26 |
| Photolithography Type | Pre-Treatment | Bonding Environment | Joint Strength |
|---|---|---|---|
| Additive | Without pre-treatment | Air | Failed |
| N2 atmosphere | Failed | ||
| Ar plasma | N2 atmosphere | Failed | |
| Subtractive | Without pre-treatment | Air | 22.5 MPa |
| N2 atmosphere | 23.7 MPa | ||
| Ar plasma | N2 atmosphere | 44.6 MPa |
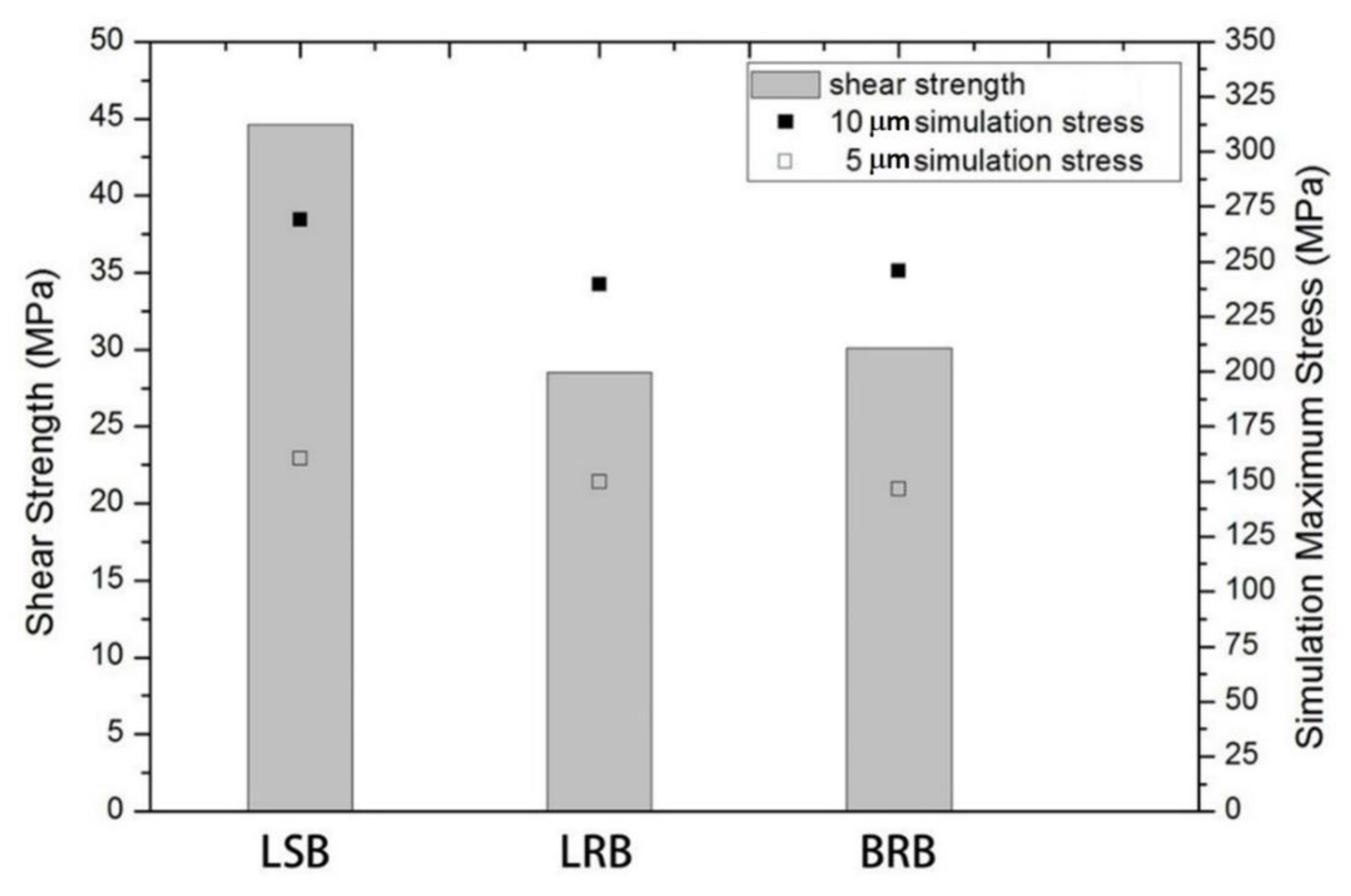
| Pre-Treatment | Bonding Environment | Joint Strength | |
|---|---|---|---|
| BRB | Ar plasma | N2 atmosphere | 30.1 MPa |
| LRB | 28.5 MPa | ||
| LSB | 44.6 MPa |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Lee, J.-H.; Li, P.-K.; Hung, H.-W.; Chuang, W.; Schellkes, E.; Yasuda, K.; Song, J.-M. Geometrical Effects on Ultrasonic Al Bump Direct Bonding for Microsystem Integration: Simulation and Experiments. Micromachines 2021, 12, 750. https://doi.org/10.3390/mi12070750
Lee J-H, Li P-K, Hung H-W, Chuang W, Schellkes E, Yasuda K, Song J-M. Geometrical Effects on Ultrasonic Al Bump Direct Bonding for Microsystem Integration: Simulation and Experiments. Micromachines. 2021; 12(7):750. https://doi.org/10.3390/mi12070750
Chicago/Turabian StyleLee, Jun-Hao, Pin-Kuan Li, Hai-Wen Hung, Wallace Chuang, Eckart Schellkes, Kiyokazu Yasuda, and Jenn-Ming Song. 2021. "Geometrical Effects on Ultrasonic Al Bump Direct Bonding for Microsystem Integration: Simulation and Experiments" Micromachines 12, no. 7: 750. https://doi.org/10.3390/mi12070750
APA StyleLee, J. -H., Li, P. -K., Hung, H. -W., Chuang, W., Schellkes, E., Yasuda, K., & Song, J. -M. (2021). Geometrical Effects on Ultrasonic Al Bump Direct Bonding for Microsystem Integration: Simulation and Experiments. Micromachines, 12(7), 750. https://doi.org/10.3390/mi12070750