1. Introduction
Recently, the regulations on hazardous substances have been strengthened. In particular, the manufacture and disposal of environmental pollutants have been severely restricted across all the electrical and electronic products. In the field of electronic ceramics, PZT system ceramics sintered above 1200 °C can cause in general the environmental pollution caused by PbO, which exhibits the rapid volatilization characteristics at around 1000 °C, because the PZT ceramics are composed of PbO over 60–70% [
1,
2,
3,
4]. Accordingly, in order to solve these problems, it is required to develop the low temperature sintering ceramics with high physical properties which can restrain the deteriorations of dielectric and piezoelectric properties in case of sintering at low temperature. Pb(Ni
1/3Nb
2/3)O
3-Pb(Zr,Ti)O
3 ternary ceramics widely used as a compositions for piezoelectric speakers due to its large piezoelectric d
33 constant can enhance piezoelectric properties through increasing the kp and d
33 by the substitution of PMW or PZN instead of PNN [
5,
6,
7,
8]. Here, it is possible to sinter the ceramics at the temperature below 920 °C through the addition of sintering aids of ZnO, CuO, Li
2CO
3, and CaCO
3.
Piezoelectric speakers have high sound pressure levels at high-frequency ranges, while they have low sound pressure levels at low-frequency ranges because of a solid state device. To increase the sound pressure at low frequencies, the frequency constant must be lowered, the number of stacked actuators must be increased in order to improve the generation power. Moreover, the piezoelectric d
33 constant must be increased to increase the displacement. The composition ceramics applied to the LG G-8 smartphone has a rather high dielectric constant [
1]. Such a high dielectric constant (ε
r) has caused a problem that a high power consumption is accompanied by an increase in capacitance (C) when the piezoelectric speaker is manufactured. In particular, when the piezoelectric speaker is made as a multi-layer type, the capacitance C value further can increase in proportion to the number of stacks, and the use of a material with a high dielectric constant can cause restrictions on the number of stacks because capacitance C is proportional to dielectric constant (ε
r). Therefore, to lower the dielectric constant of the ceramics is required. And also, for price competitiveness, pure Ag or Ag rich-Pd electrodes must be utilized [
9,
10,
11]. Since the sintering temperature of the composition applied to the LG G-8 is currently 950 °C, Ag/Pd = 90/10 is used as an internal electrode. Therefore, the simultaneous firing process with Ag/Pd internal electrode should be applied during the lamination process for manufacturing the multilayer device. However, in this process, in order to use inexpensive pure Ag/Pd = 95/05 as an electrode, the sintering temperature of the ceramic must be 920 °C or less.
In addition, when the applied voltage is increased when driving the multilayer actuator, the sound pressure can increase, so it is good to increase the applied voltage while increasing the number of layers.
However, when the coercive electric field Ec is small, a de-poling problem in the multilayer actuator may occur, and the piezoelectric performance can be decreased.
Therefore, in order to prevent these phenomena, there is urgently required to develop the composition ceramics with a coercive electric field of 11 kV/cm or more.
For manufacturing the ceramics sintered at low temperature for multilayer piezoelectric device application, Pb(Ni1/3Nb2/3)O3-Pb(Zr,Ti)O3-BiFeO3 composition ceramics substituted with Pb(Mg1/2W1/2)O3 with the piezoelectric d33 constant was selected and MnO2 was added, and their physical properties were studied.
2. Experimental
The samples were fabricated using a conventional mixed oxide process. The composition ceramics used in this experiment were as follows; 0.99[0.03Pb(Mg1/2W1/2)O3-0.09Pb(Ni1/3Nb2/3)O3-0.88Pb(Zr0.5Ti0.5)O3] + 0.01 BiFeO3 + 0.2 wt%Li2CO3 + 0.25wt% CaCO3 + x wt% MnO2 (x = 0 ~ 0.5).
The raw materials like PbO, ZrO2, TiO2, NiO, MnO2, Nb2O5, MgO, and WO3 for the above composition were weighted by mole ratio and the powders were ball-milled for 24 h. After drying, they were calcined at 850 °C for 2 h. And then, sintering aids CaCO3 and Li2CO3 were added, ball-milled, and dried. A 5% polyvinyl alcohol was added to the ceramic powders. The powders were molded by the pressure of 1 ton/cm2 in a mold which has a diameter of 17 millimeters, burned out at 600 °C for 3 h, and then sintered at 920 °C for 2 h. The density was measured using Archimedes method. For measuring the physical properties, the samples were polished and then electrodeposited with Ag paste. The poling was performed at 120 °C in a silicon oil bath by applying DC Electric Fields of 30 kV/cm for 30 min. The microstructure and crystal structure of samples were measured using a scanning electron microscope (SEM: Model Hitachi, S-2400) and X-ray diffraction (XRD: Rigaku, D/MAX-2500H), respectively. For investigating the dielectric properties, capacitance C was measured at 1 kHz using an ANDO AG-4034 LCR meter. For the purpose of investigating the piezoelectric characteristics, by using an impedance analyzer (Agilent 4294A), fr and fa were measured according to IRE standard, and then kp and Qm were calculated.
3. Results and Discussion
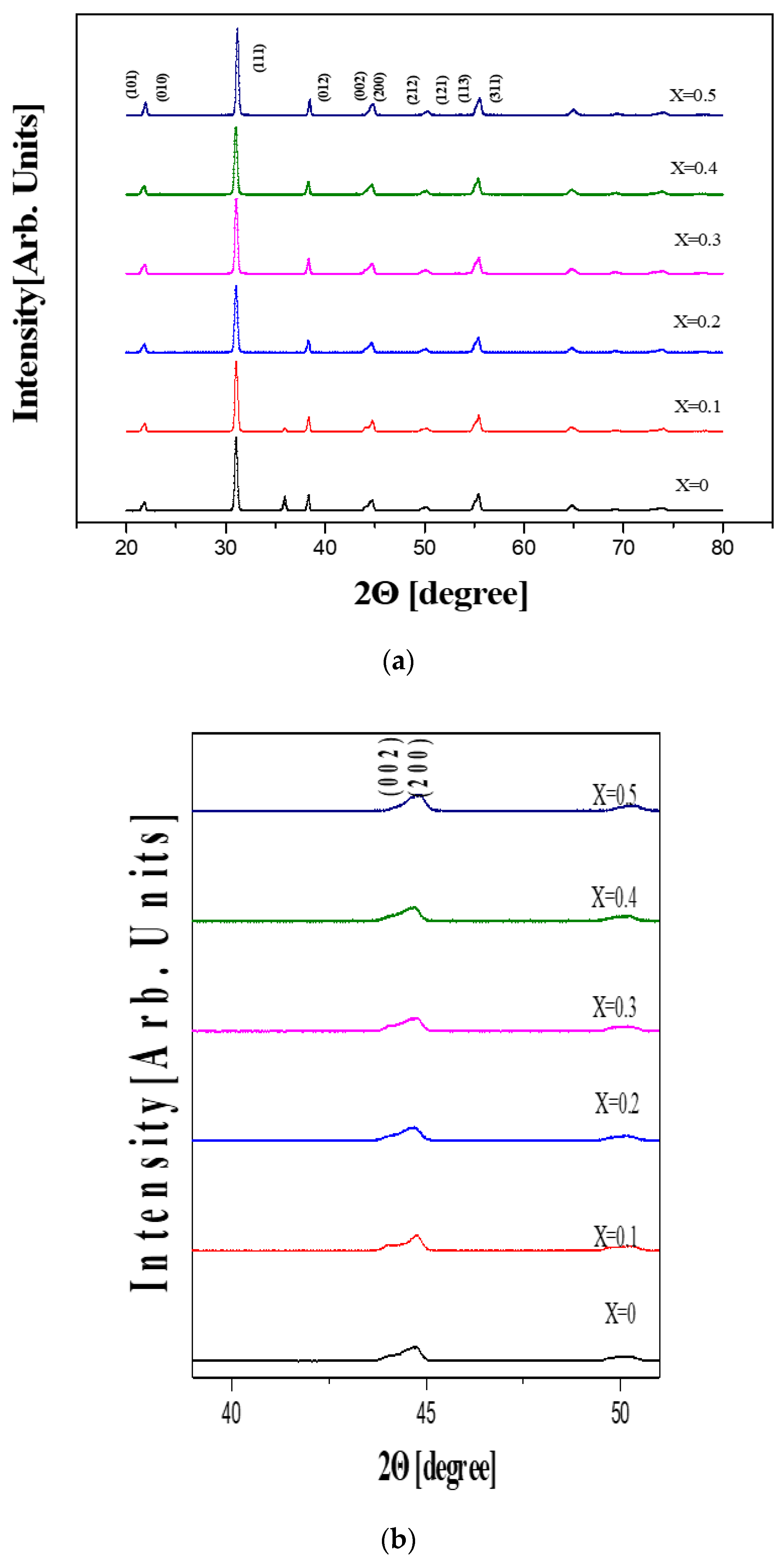
Figure 1 presents X-ray diffraction patterns of samples sintered at 920 °C with MnO
2 addition. Pure perovskite phases were presented at all samples and no secondary phases are observed in the measurement range of XRD except for x = 0 and 0.1. As shown in Fig.1b, the ceramic specimens possess a weak rombohedral-tetragonal (R-T) phase coexistence from (002) and (200) peak along with the rhombohedral (200) peak between 40° and 50° from x = 0 to x = 0.3. Above x = 0.4, rombohedral phase appeared.
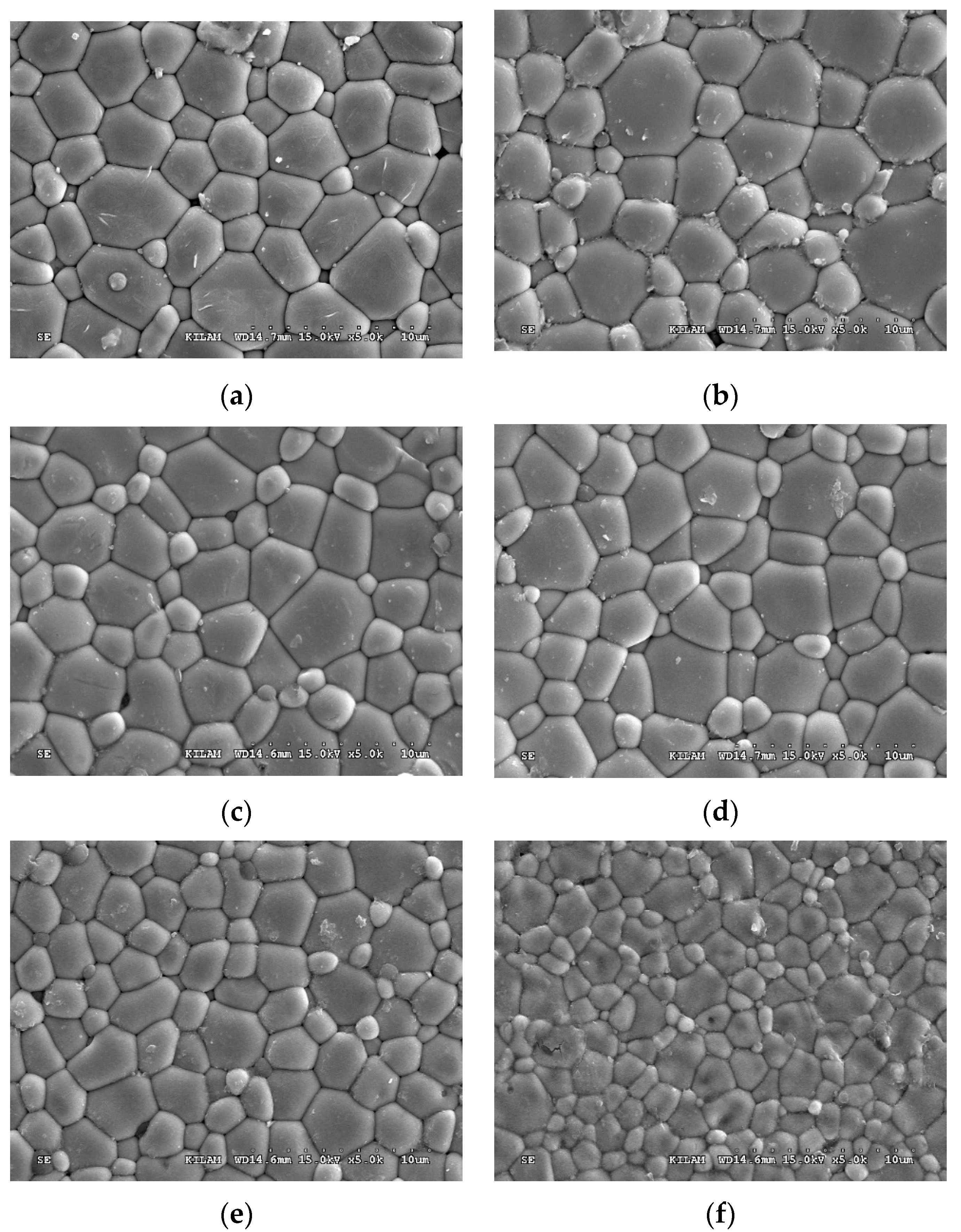
Figure 2 presents the microstructure of samples sintered at 920 °C according to the amount of MnO
2 addition. As can be seen in
Figure 2, the average grain sizes gradually increased up to 6.13 μm at 0.1 wt% MnO
2 with increasing MnO
2 addition and then reduced over 0.2 wt% MnO
2 addition.
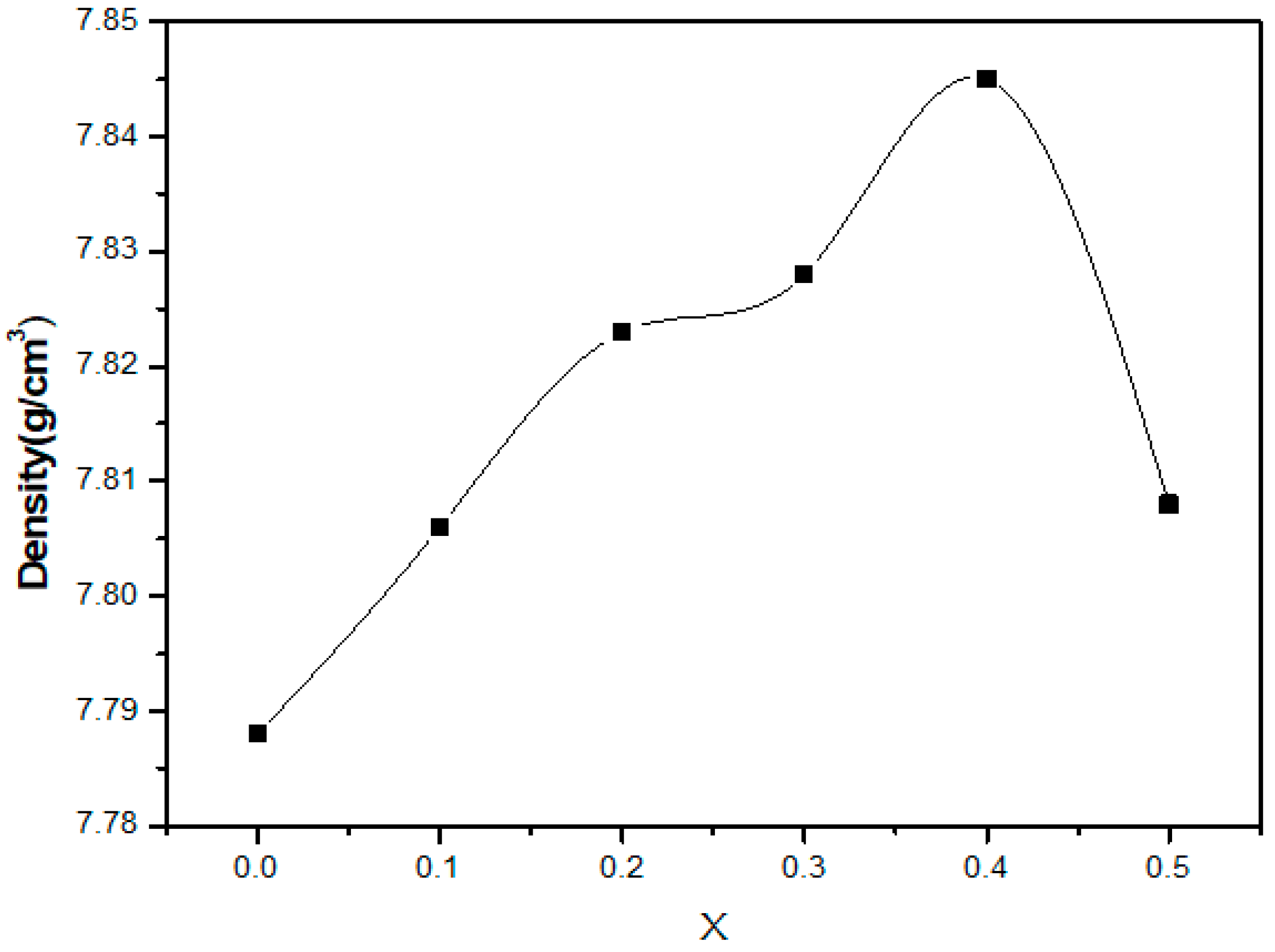
Figure 3 shows density with MnO
2 addition. The highest density of samples was increased up to 7.845 g/cm
3 and 0.4 wt% MnO
2 addition. Thereafter, the density was decreased due to the over addition of MnO
2. These phenomena can be explained by the fact that the Mn
3+ ion can facilitate the particle diffusion by playing the role of acceptor dopant. Subsequently, the densification of specimens was enhanced [
1].
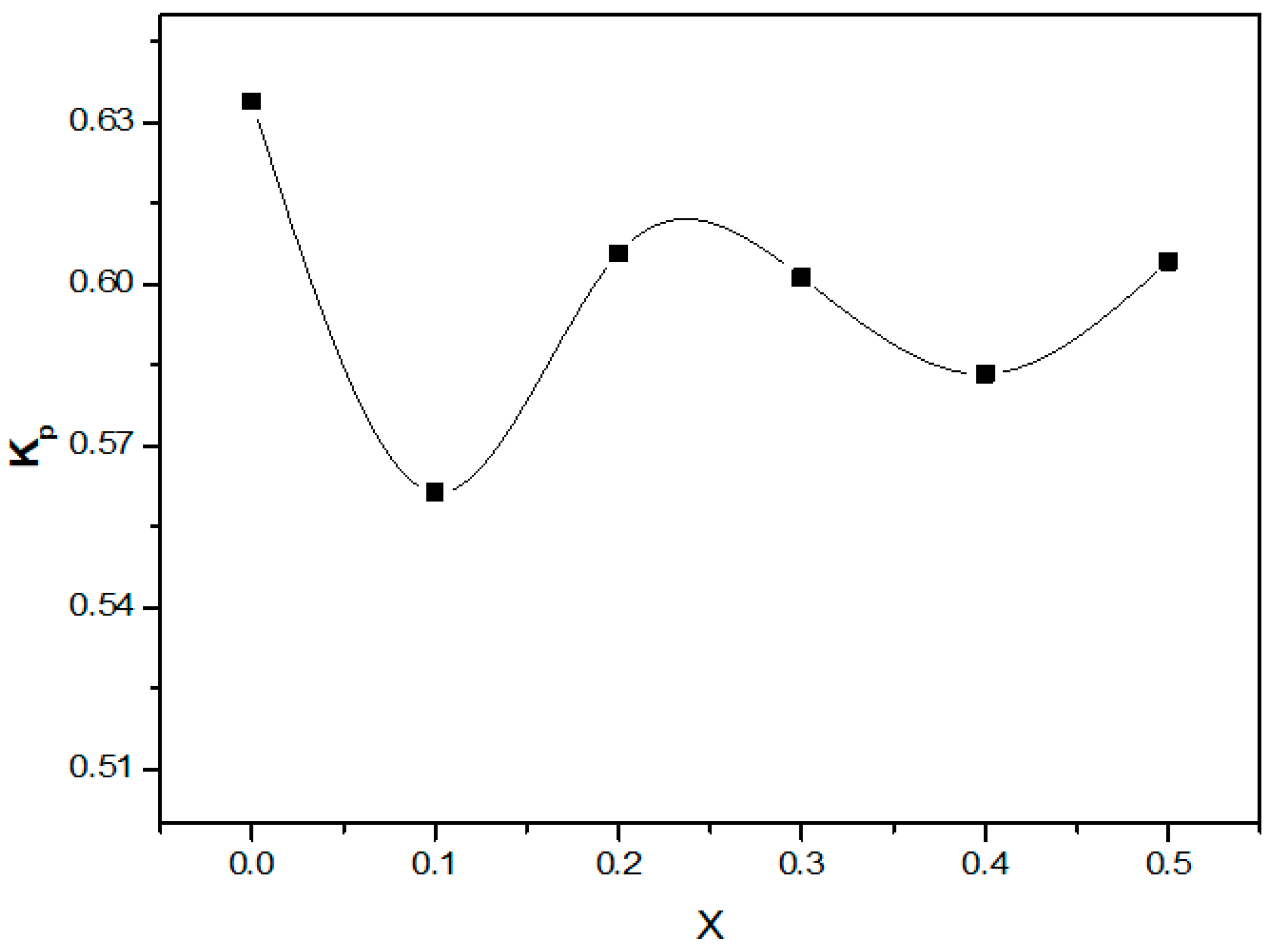
Figure 4 shows k
p according to MnO
2 addition. The k
p of samples increased according to the increase of the amount of MnO
2 addition. The k
p of samples showed the highest value of 0.634 at non doped MnO
2 addition and then decreased due to acceptor dopant Mn
3+ ion.
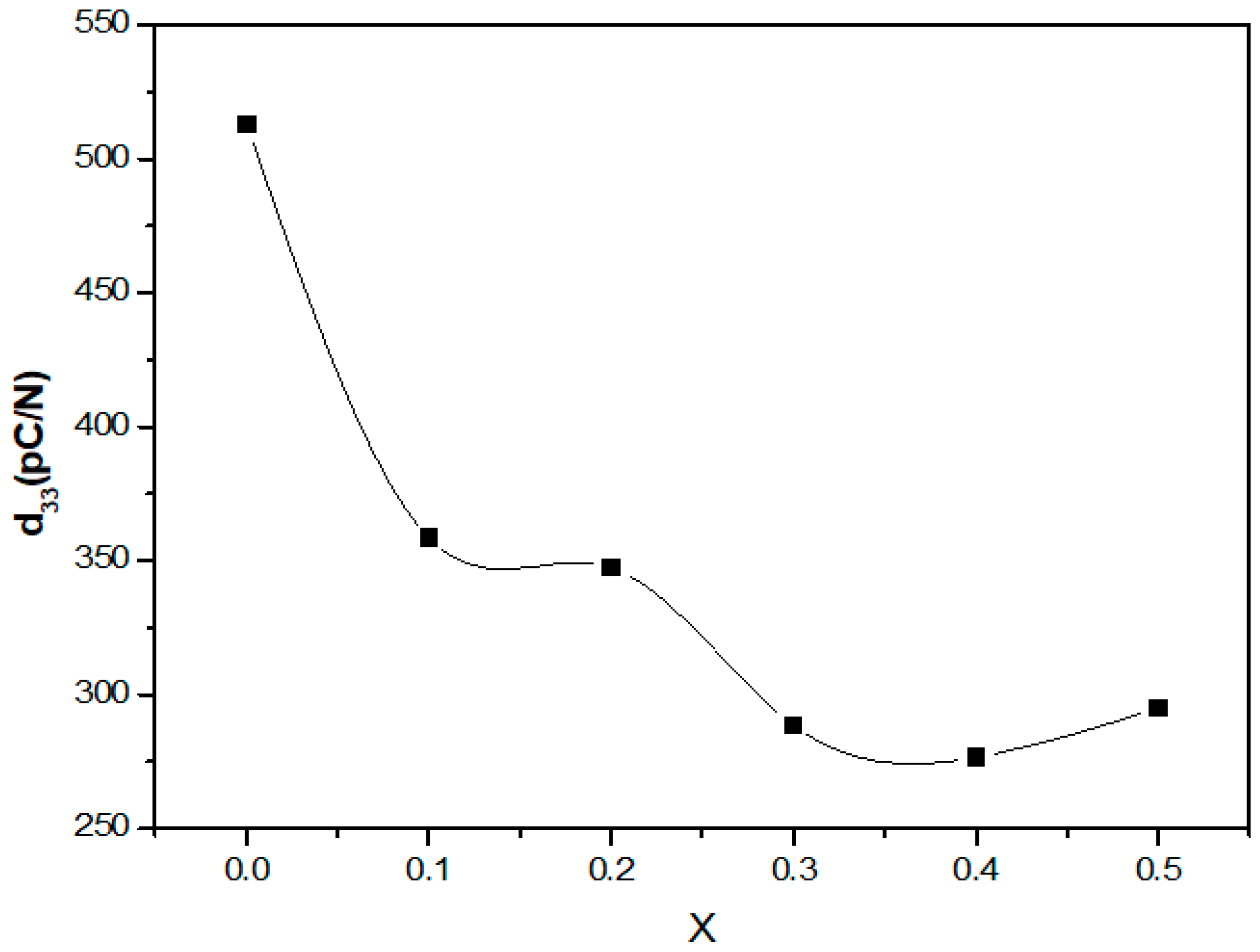
Figure 5 presents d
33 according to MnO
2 addition. The d
33 of samples decreased according to the increase of the amount of MnO
2 addition. The d
33 of samples showed the highest value of 513 (pC/N) at non doped MnO
2 addition. It is considered that the Mn
3+ ion can play a role of acceptor dopant by the substitution of Zr
4+ and Ti
4+ ion sites.
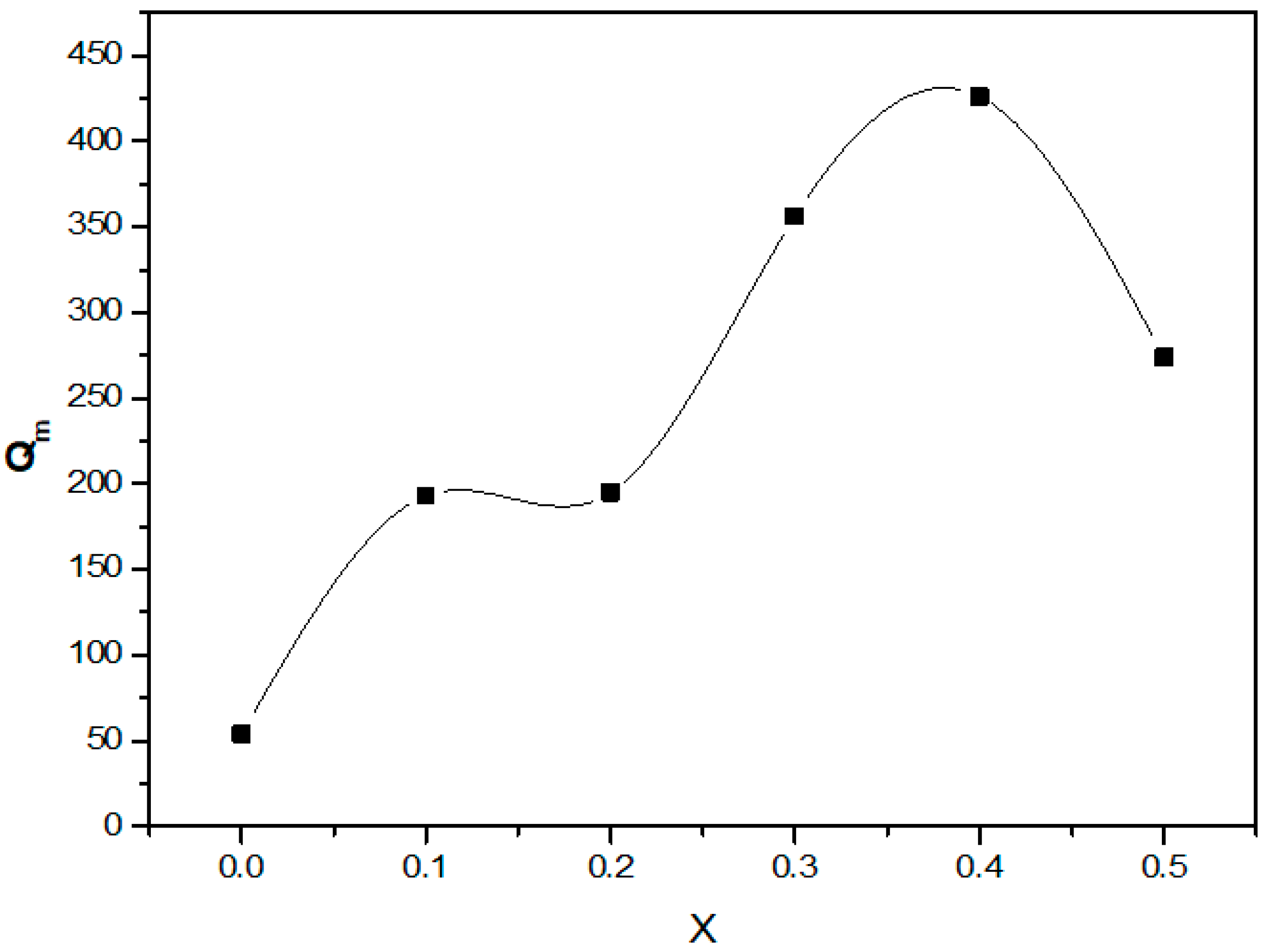
Figure 6 presents Q
m according to MnO
2 addition. The behavior of Q
m showed opposite trends with k
p. That is, as the amount of MnO
2 addition increased, the value of Q
m increased because the substitution of Mn
3+ ion for Zr
4+, Ti
4+ ion sites can increase the oxygen vacancy of the ceramics.
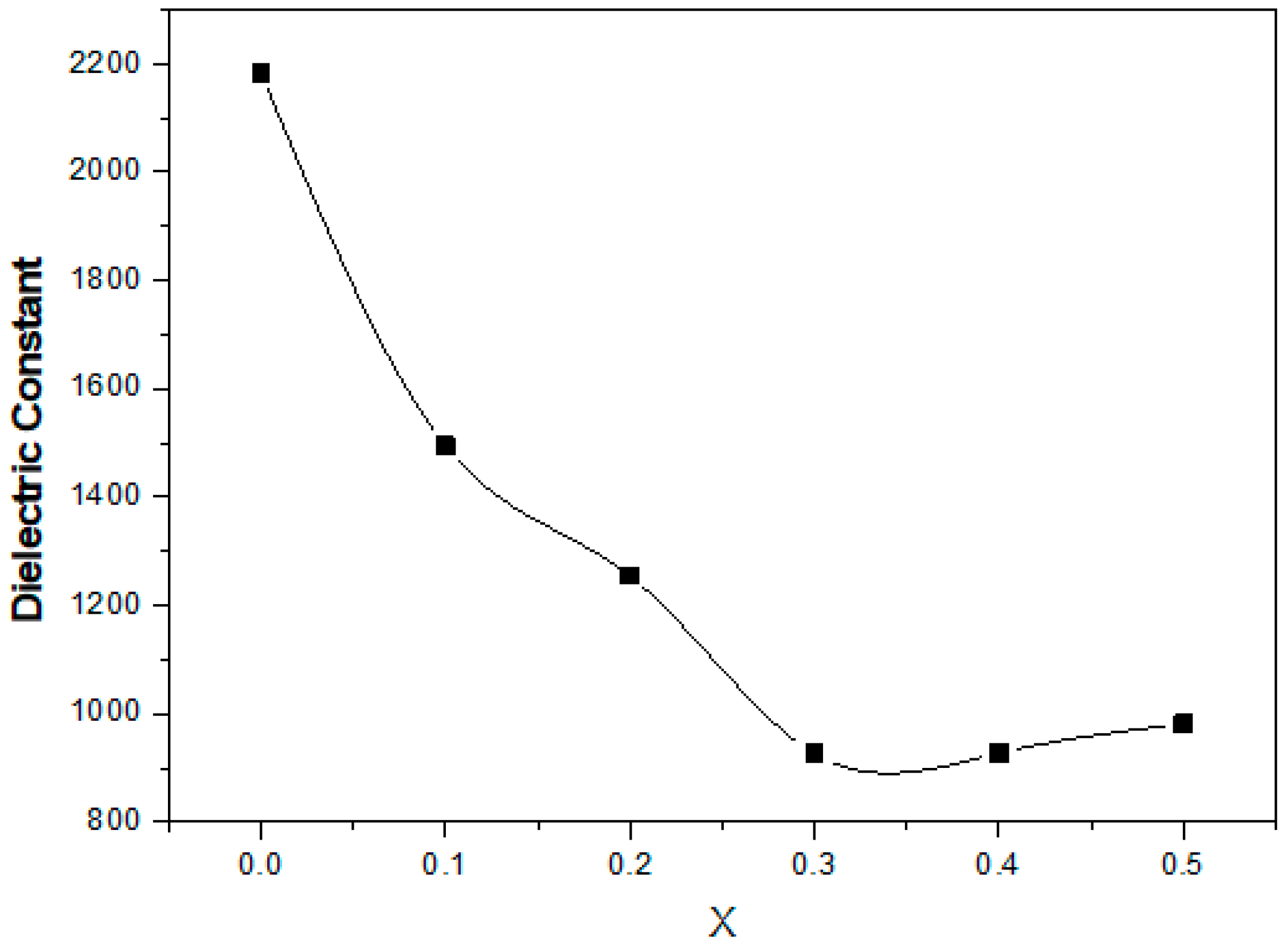
Figure 7 presents ε
r according to MnO
2 addition. The ε
r of specimens decreased according to the increase of the amount of MnO
2 addition and was nearly consistent with the trends of piezoelectric constant d
33.
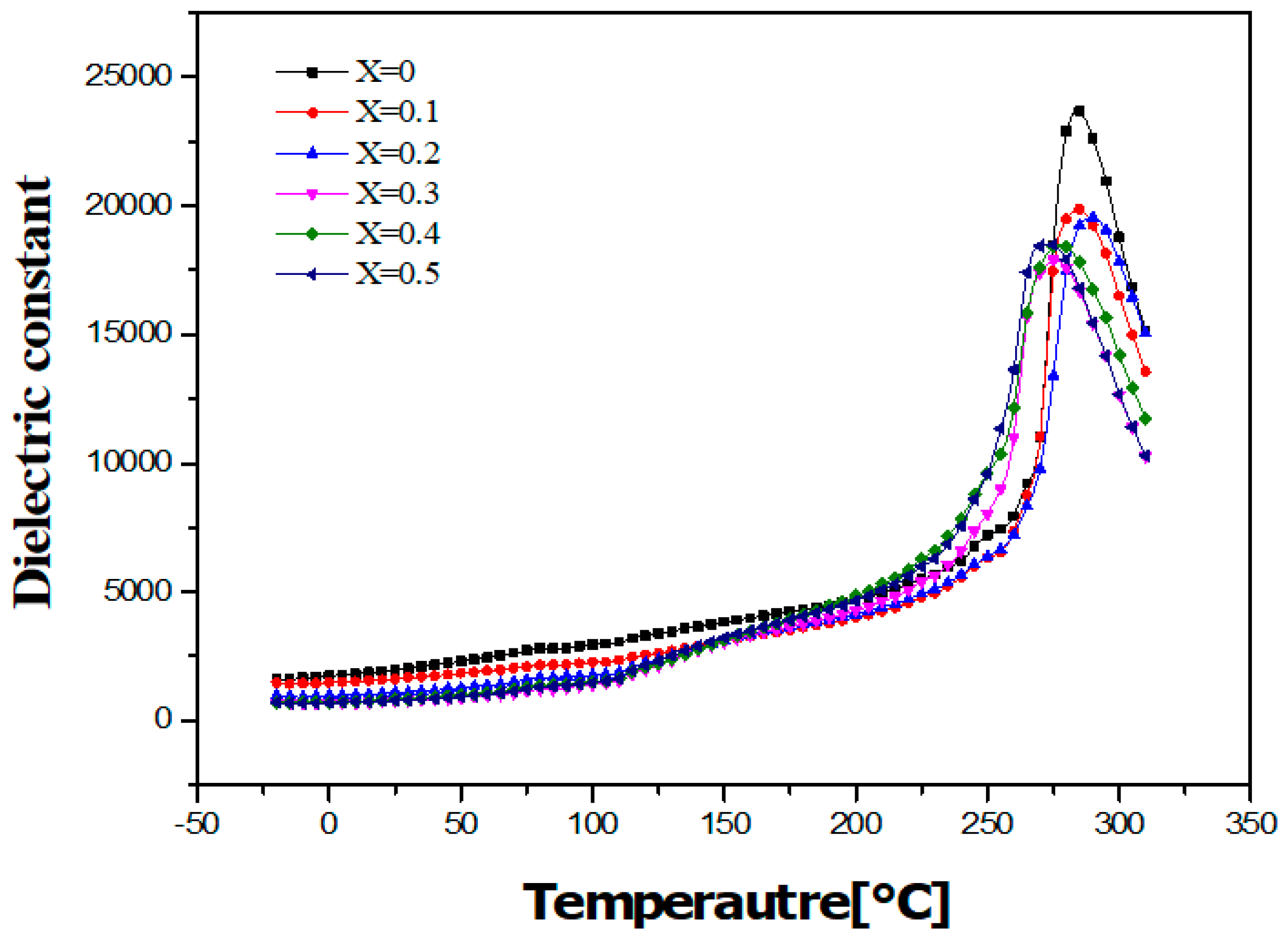
Figure 8 presents the temperature dependence of dielectric constant (ε
r) according to MnO
2 addition. The Curie of specimens slowly decreased with the increase of the amount of MnO
2 addition.
Taking into consideration the physical properties of ε
r = 1250, d
33 = 347 pC/N, and k
p = 0.605 were suitable for the device application such as speaker using low-temperature sintering multilayer piezoelectric actuators [
1].
Table 1 shows the physical properties of specimens manufactured according to the amount of MnO
2 addition.
4. Conclusions
For the application to multi-layer piezoelectric devices capable of being used in piezoelectric speakers, Pb(Ni1/3Nb2/3)O3-Pb(Zr,Ti)O3-BiFeO3 ceramics substituted with Pb(Mg1/2W1/2)O3 were manufactured according to MnO2 addition, and their physical properties were studied. The results obtained from the experiments are as follows:
The ceramic composition showed weak rombohedral-tetragonal (R-T) phase coexistence from x = 0 to x = 0.3.
At non-doped MnO2 added specimen, the maximum values of piezoelectric properties were shown, respectively: the εr of 2182, d33 of 513 pC/N, and kp of 0.634. In case of increasing the numbers of multilayer in ceramics.
At x = 0.2 compositions, the εr of 1250, d33 of 347 pC/N, and kp of 0.605 were suitable for the device application such as speaker using low-temperature sintering multilayer piezoelectric actuators.











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}