In-mold and Machine Sensing and Feature Extraction for Optimized IC-tray Manufacturing



Abstract
:1. Introduction
2. Literature Review
3. Methodology
- (1)
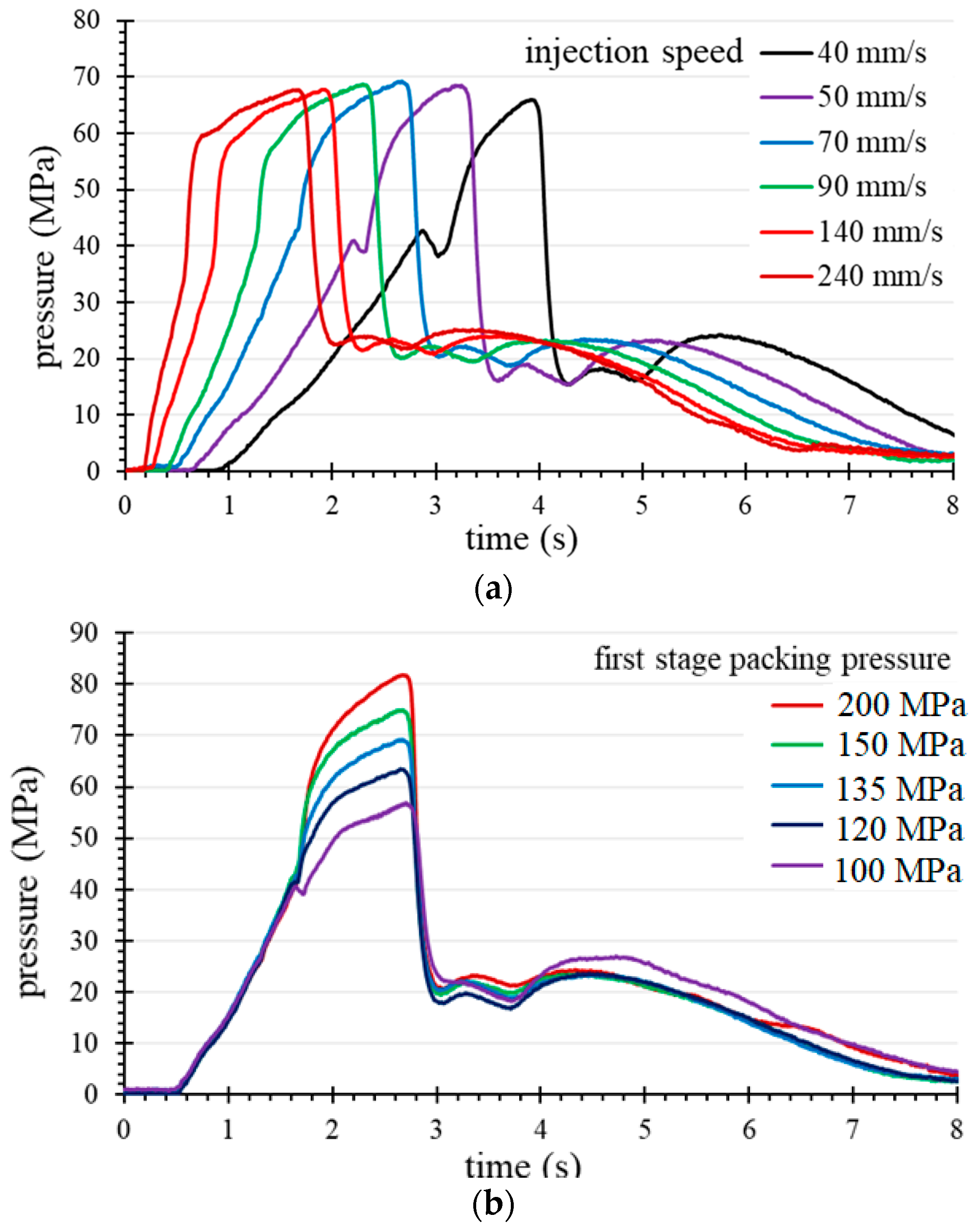
- Optimizing the injection speed and pressure during the filling phase: The injection molding machine performs a speed control and an upper limit pressure strategy on the injection screw, which pushes the molten resin to fill the cavity during the filling phase. The first task is to check if the injection pressure is set high enough to provide enough force for the desired injection speed. In particular, the filling time value multiplied by the highest actual injection pressure with respect to various injection speeds reflects the viscosity characteristics. The next step is to optimize the injection speed to ensure minimal viscosity fluctuations, which yields the most stable flow quality of the molten resin.
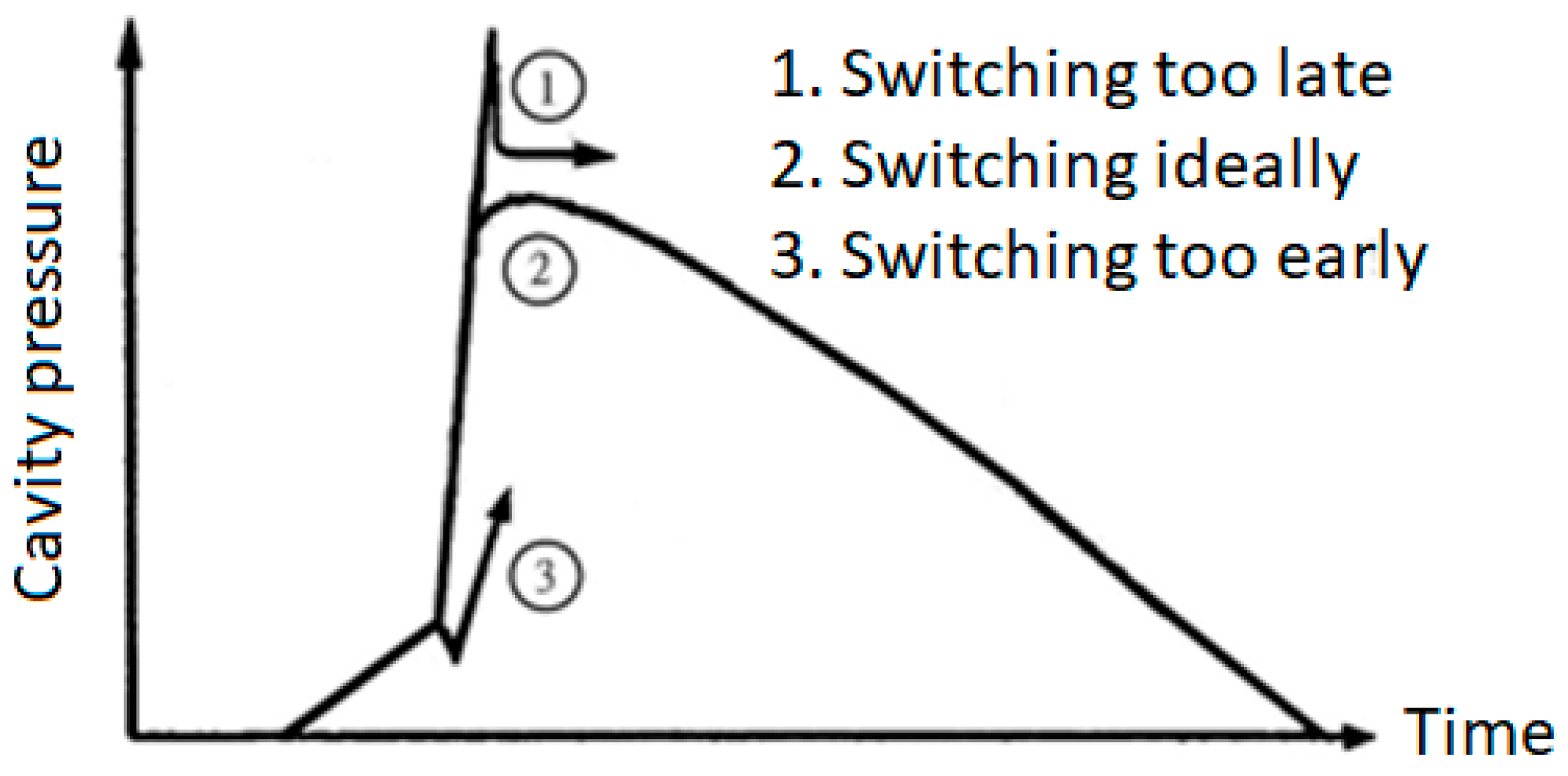
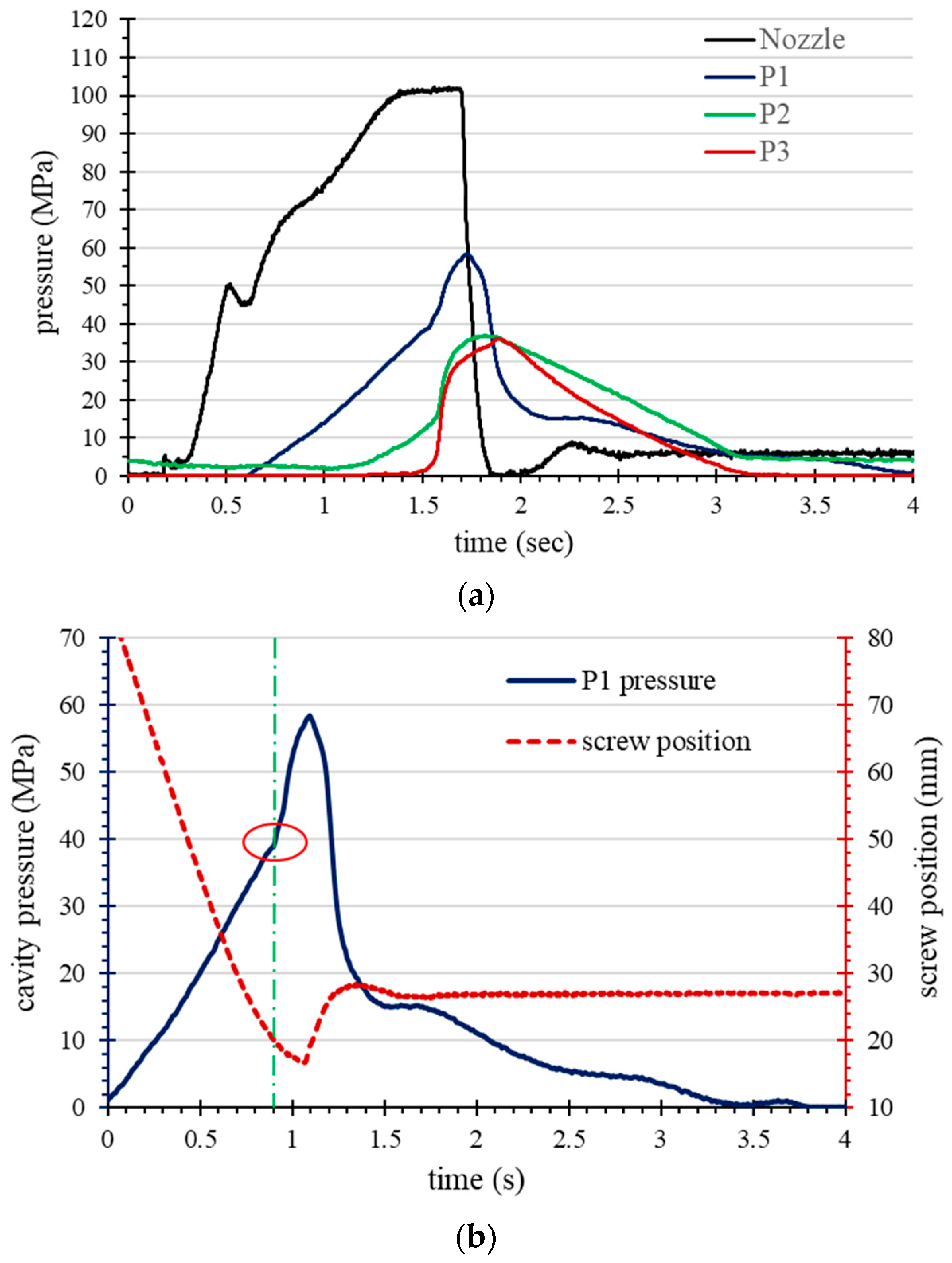
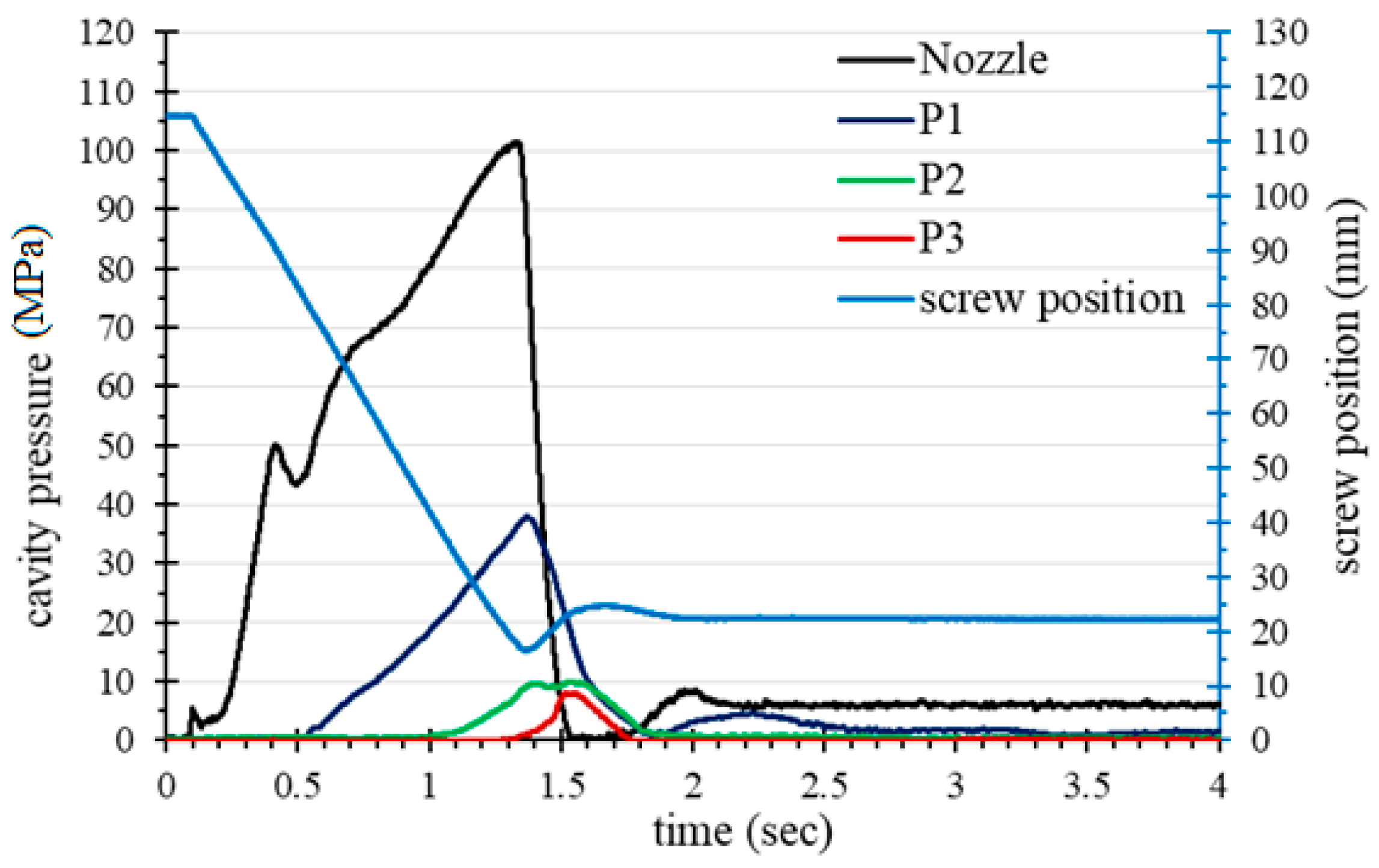
- (2)
- Optimizing velocity-to-pressure switching time: By observing the screw position and pressure history profile, the early, late or ideal switching time from the speed control of the injection screw to the pressure control during the mold filling and packing phase is determined. The first has a significant pressure drop and then rises at the switching point, the second has an apparent peak pressure, and the third has a relatively smooth pressure profile (Figure 2).
- (3)
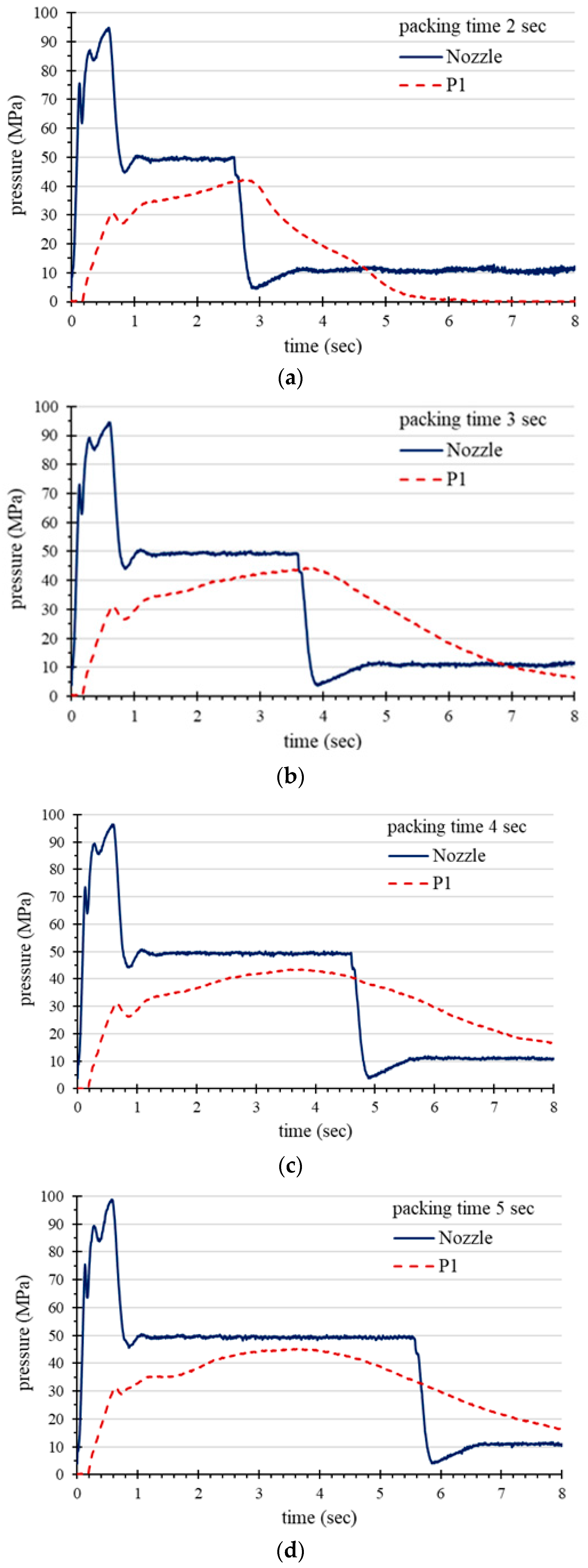
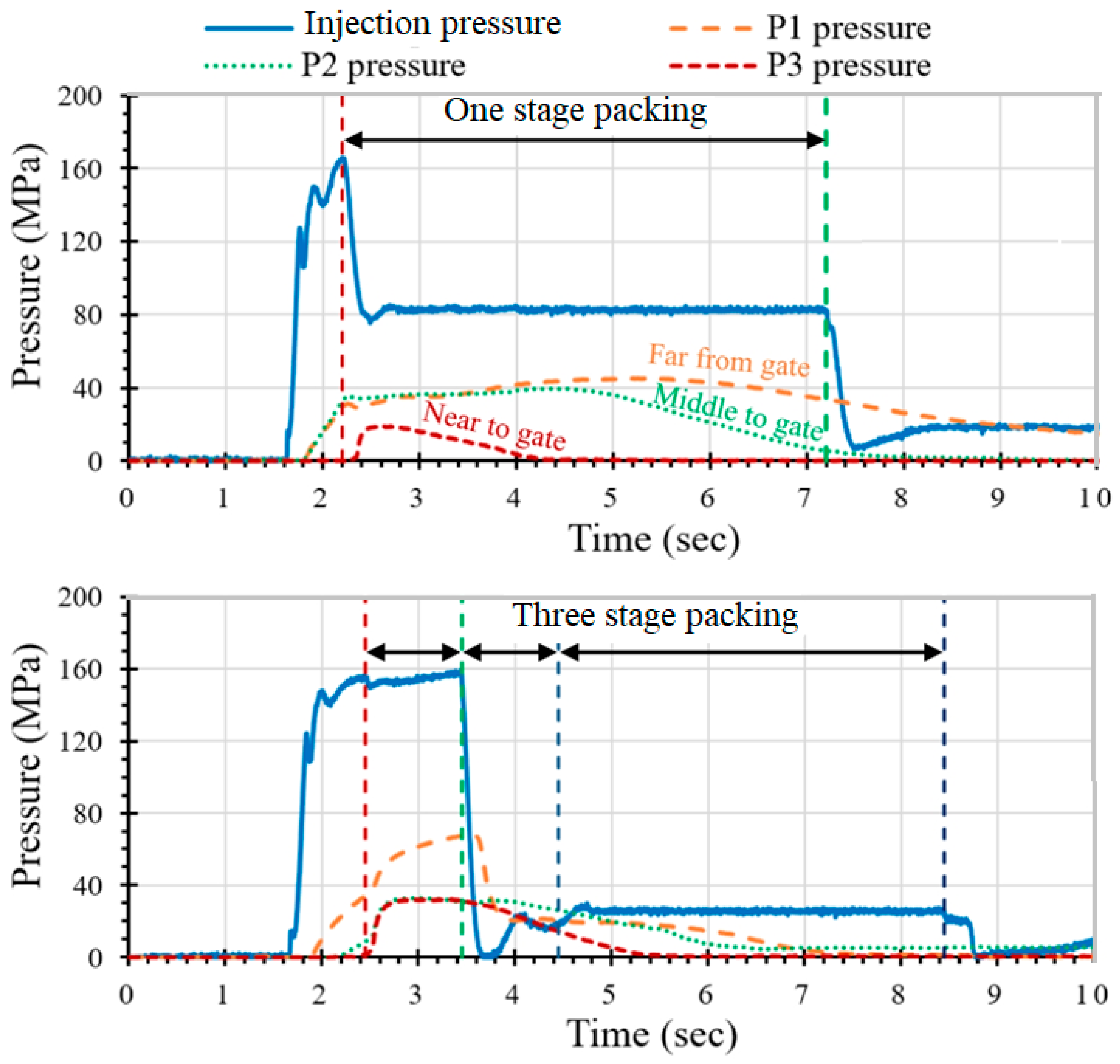
- Optimizing the packing pressure and time during the packing phase: By observing the screw position and hold time, a minimum packing time sufficient to compensate for the plastic shrinkage is determined. In addition, the optimum packing pressure is set to an averaged value of the lowest and the highest packing pressures which do not cause defective injection molding quality.
4. Experiments
5. Results and Discussion
5.1. Injection Speed and Pressure Optimization during Filling Phase
5.2. Velocity-to-Pressure Switching Time Optimization
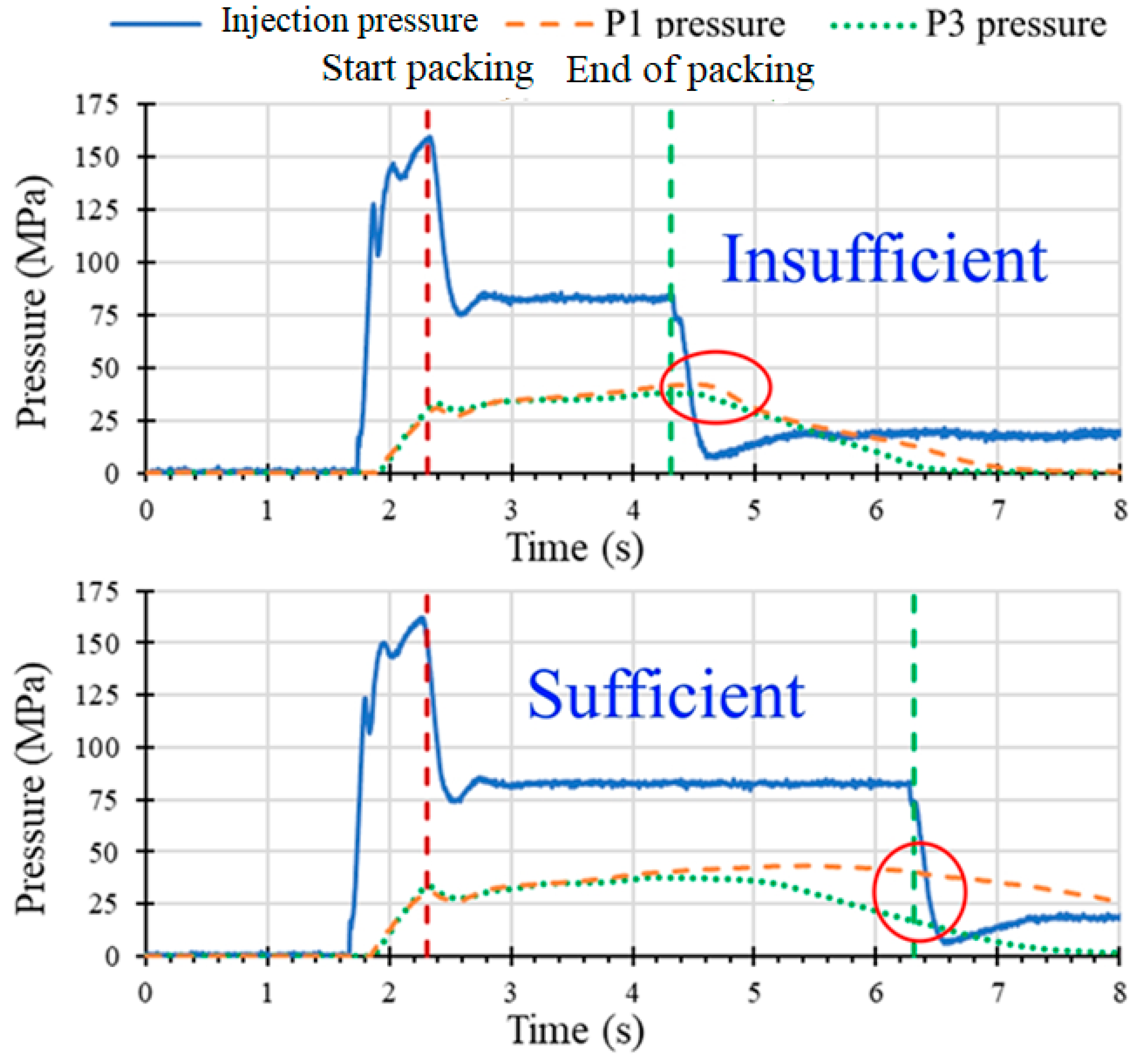
5.3. Gate Freezing Time Experiment
5.4. Packing Pressure/Time Optimization in the Packing Phase
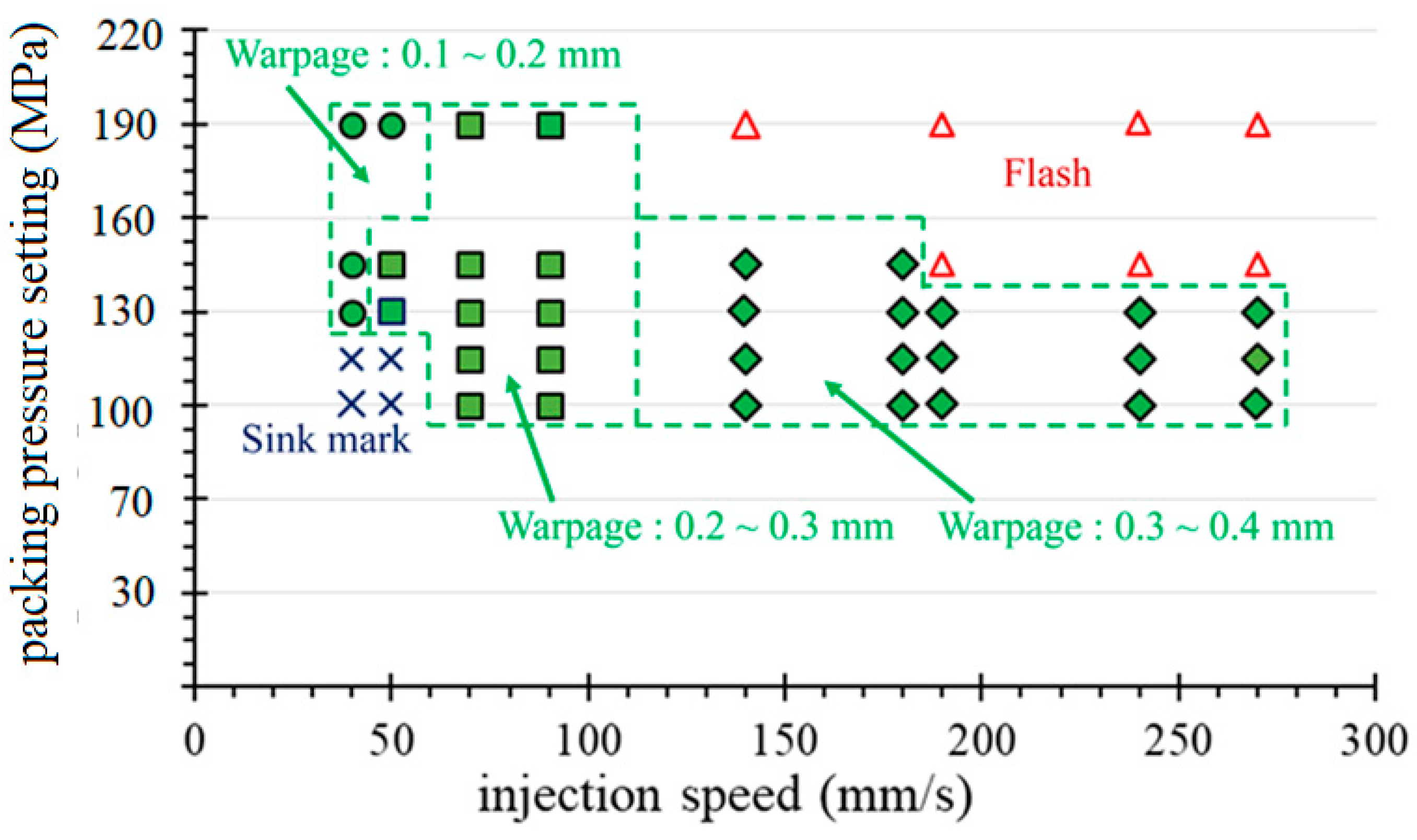
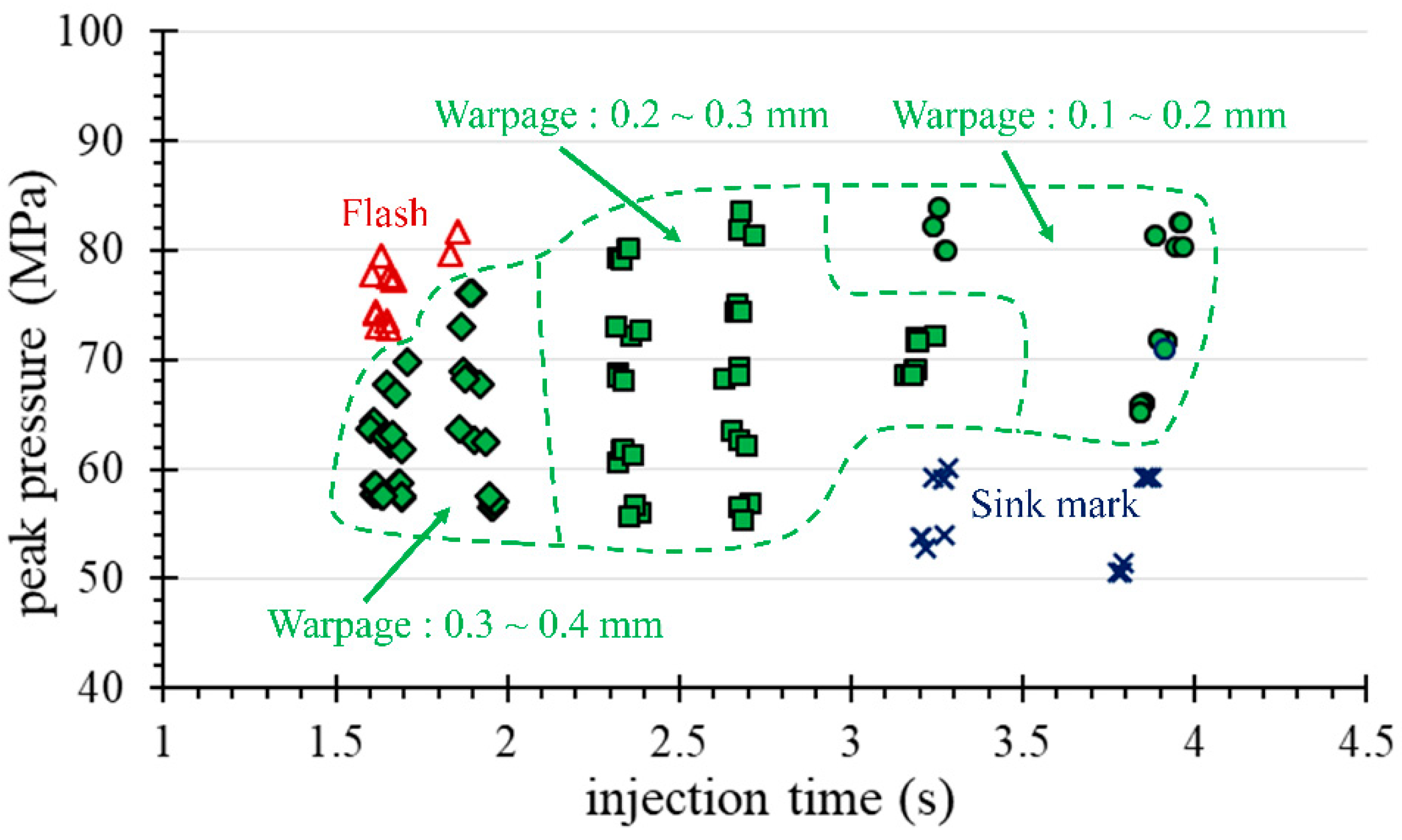
5.5. Robust Molding Window Experiment
6. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Chen, J.Y.; Yang, K.J.; Huang, M.S. Online quality monitoring of molten resin in injection molding. Int. J. Heat Mass Transf. 2018, 122, 681–693. [Google Scholar]
- Huang, M.S. Cavity pressure based grey prediction of the filling-to-packing switchover point for injection molding. J. Mater. Process. Technol. 2007, 183, 419–424. [Google Scholar] [CrossRef]
- Nian, S.C.; Wu, C.Y.; Huang, M.S. Warpage control of thin-walled injection molding using local mold temperatures. Int. Commun. Heat Mass 2015, 61, 102–110. [Google Scholar] [CrossRef]
- Nian, S.C.; Li, M.H.; Huang, M.S. Warpage control of headlight lampshades fabricated using external gas-assisted injection molding. Int. J. Heat Mass Transf. 2015, 86, 358–368. [Google Scholar] [CrossRef]
- Kazmer, D.; Barkan, P. Multi-cavity pressure control in the filling and packing stages of the injection molding process. Polym. Eng. Sci. 1997, 37, 1865–1879. [Google Scholar] [CrossRef]
- Brett, L. Scientific Molding. Available online: https://www.scientificmolding.com (accessed on 29 March 2019).
- Kulkarni, S. Robust Process Development and Scientific Molding: Theory and Practice; Carl Hanser Verlag: Munchen, Germany, 2017. [Google Scholar]
- Doyle, K. Top 10 Reasons Why Molders Fail at Implementing Scientific Molding. Plast. Technol. 2012. Available online: https://www.ptonline.com/articles/top-10-reasons-why-molders-fail-at-implementing-scientific-molding (accessed on 29 March 2019).
- Gornik, C. Viscosity measuring methods for feedstocks directly on injection molding machines. Mater. Sci. For. 2008, 591–593, 174–178. [Google Scholar] [CrossRef]
- Kurt, M.; Saban, K.O.; Kaynak, Y.; Atakok, G.; Girit, O. Experimental investigation of plastic injection molding: Assessment of the effects of cavity pressure and mold temperature on the quality of the final products. Mater. Des. 2009, 30, 3217–3224. [Google Scholar] [CrossRef]
- Wang, J.; Xie, P.; Ding, Y.; Yang, W. On-line testing equipment of P-V-T properties of polymers based on an injection molding machine. Polym. Test. 2009, 28, 228–234. [Google Scholar] [CrossRef]
- Xie, P.C.; Wang, X.H.; Wu, T.; Ding, Y.M.; Yang, W.M. Study on packing phase control based on the cavity pressure-temperature during injection molding. Inter. Polym. Process. 2014, 29, 184–190. [Google Scholar] [CrossRef]
- Wang, J.; Mao, Q. A novel process control methodology based on the PVT behavior of Polymer for injection molding. Adv. Polym. Technol. 2013, 32, E474–E485. [Google Scholar] [CrossRef]
- Gao, R.X.; Tang, X.; Gordon, G.; Kazmer, D.O. Online product quality monitoring through in-process measurement. CIRP Annals—Manuf. Technol. 2014, 63, 493–496. [Google Scholar] [CrossRef]
- Gordon, G.; Kazmer, D.O.; Tang, X.; Fan, Z.; Gao, R.X. Quality control using a multivariate injection molding sensor. Inter. J. Adv. Manuf. Technol. 2015, 78, 1381–1391. [Google Scholar] [CrossRef]
- Chen, S.C.; Chiu, M.C.; Tseng, Y.L.; Tang, C.C. Evaluating the through-plane conductivity of molded parts via magnetic field in the injection molding process. In Proceedings of the SPE ANTEC Conference, Orlando, FL, USA, 7–10 May 2018. [Google Scholar]
- Lin, C.C.; Wang, W.T.; Kuo, C.C.; Wuet, C.L. Experimental and theoretical study of melt viscosity in injection process. Inter. J. Mech. Mecha. Eng. 2014, 8, 687–691. [Google Scholar]
- Zhao, P.; Zhou, H.; He, Y.; Cai, K.; Fu, J. A nondestructive online method for monitoring the injection molding process by collecting and analyzing machine running data. Int. J. Adv. Manuf. Technol. 2014, 72, 765–777. [Google Scholar] [CrossRef]
- Gefran Co. GE1029 Tie-Bar Strain Sensor. Available online: https://www.gefran.com/en/products/424-ge1029-tie-bar-strain-sensor (accessed on 29 March 2019).
- Huang, M.S.; Nian, S.C.; Chen, J.Y.; Lin, C.Y. Influence of clamping force on tie-bar elongation, mold separation, and part dimensions in injection molding. Precis. Eng. 2018, 51, 647–658. [Google Scholar] [CrossRef]
- Huang, M.S.; Lin, T.Y. Simulation of a regression-model & PCA based searching method developed for setting the robust injection molding parameters of multi-quality characteristics. Int. J. Heat Mass Transf. 2008, 51, 5828–5837. [Google Scholar]















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| CAE Simulation | Actual Molding |
|---|---|
Product design stage:
| Process parameter setting:
|
Mold development stage:
| Robust parameter setting:
|
| Parameter (units) | Value |
|---|---|
| Injection pressure (MPa) | 120 |
| Injection speed (mm/s) | 180 |
| Packing pressure (MPa) | 130 |
| Melt temperature (°C) | 330 |
| Mold temperature (°C) | 135 |
| Stage of Packing | Packing Pressure (MPa) | Packing Time (s) |
|---|---|---|
| 1st | 135 | 1 |
| 2nd | 17 | 1 |
| 3rd | 34 | 4 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Nian, S.-C.; Fang, Y.-C.; Huang, M.-S. In-mold and Machine Sensing and Feature Extraction for Optimized IC-tray Manufacturing. Polymers 2019, 11, 1348. https://doi.org/10.3390/polym11081348
Nian S-C, Fang Y-C, Huang M-S. In-mold and Machine Sensing and Feature Extraction for Optimized IC-tray Manufacturing. Polymers. 2019; 11(8):1348. https://doi.org/10.3390/polym11081348
Chicago/Turabian StyleNian, Shih-Chih, Yung-Chih Fang, and Ming-Shyan Huang. 2019. "In-mold and Machine Sensing and Feature Extraction for Optimized IC-tray Manufacturing" Polymers 11, no. 8: 1348. https://doi.org/10.3390/polym11081348
APA StyleNian, S. -C., Fang, Y. -C., & Huang, M. -S. (2019). In-mold and Machine Sensing and Feature Extraction for Optimized IC-tray Manufacturing. Polymers, 11(8), 1348. https://doi.org/10.3390/polym11081348