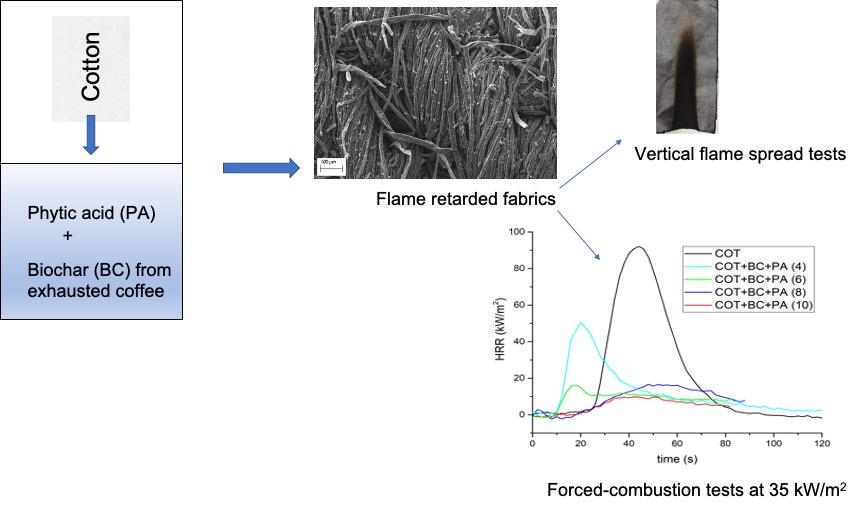
Phytic Acid and Biochar: An Effective All Bio-Sourced Flame Retardant Formulation for Cotton Fabrics





Abstract
:
1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Preparation of Phytic Acid/Biochar Dispersions
2.3. Application of Phytic acid/Biochar Dispersions to Cotton Fabrics
2.4. Characterization Techniques
3. Results and Discussion
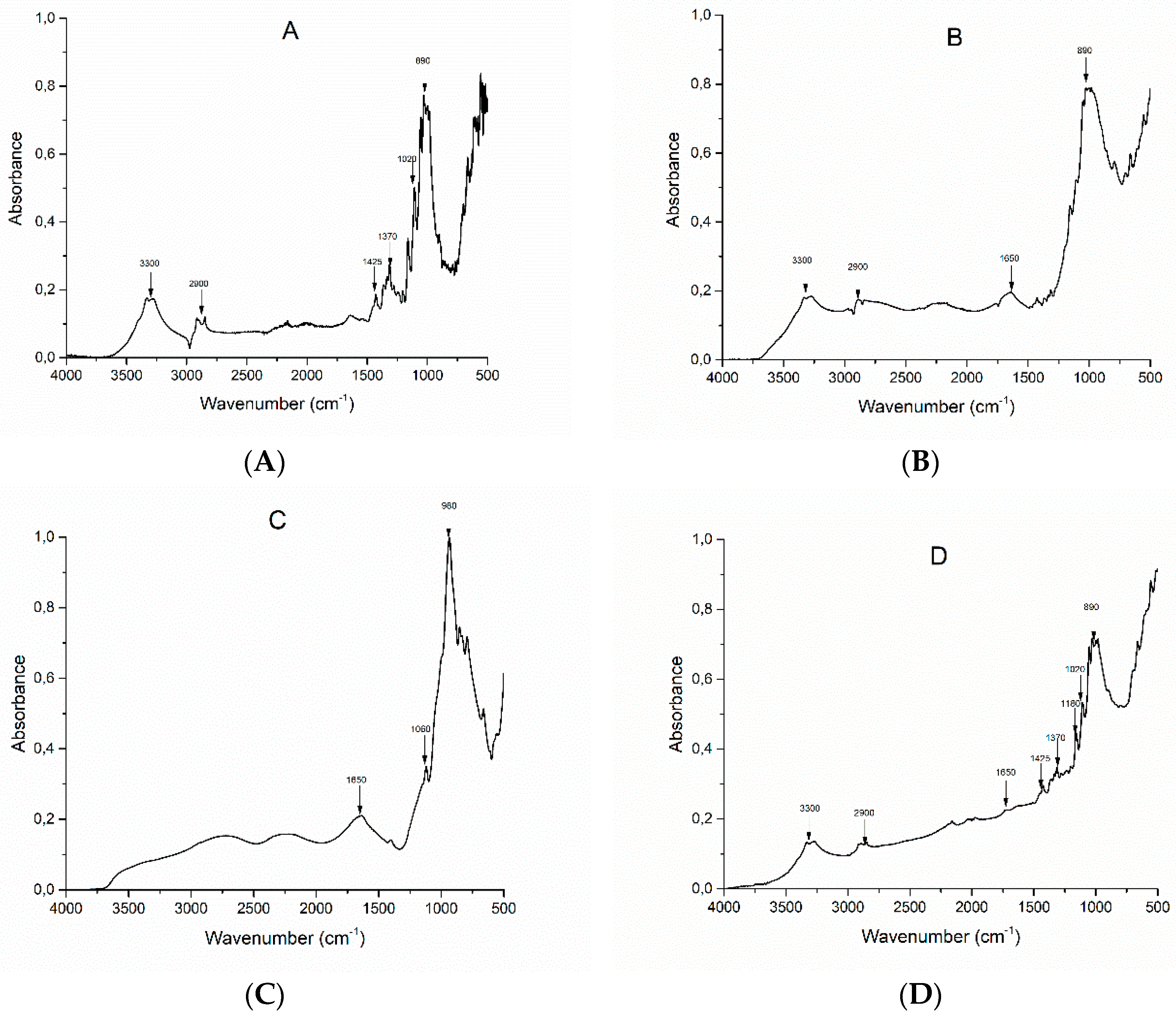
3.1. FTIR-ATR Spectroscopy
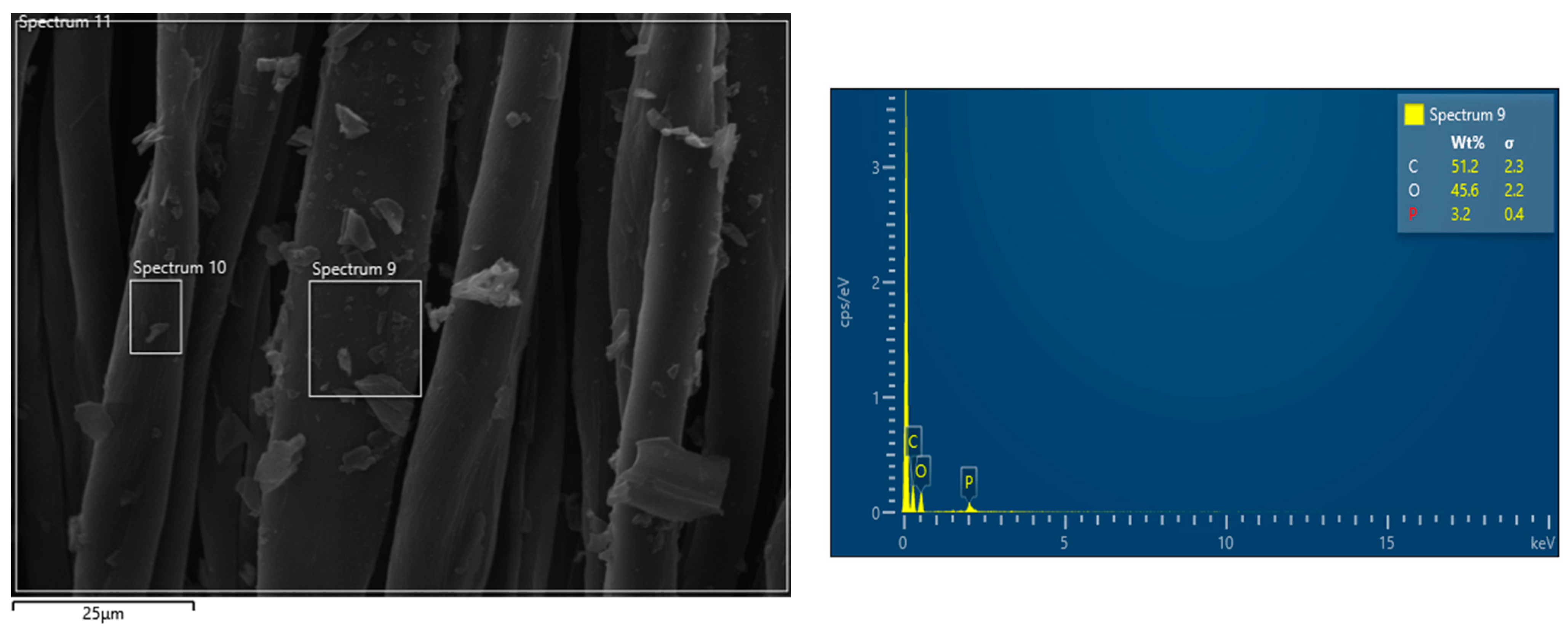
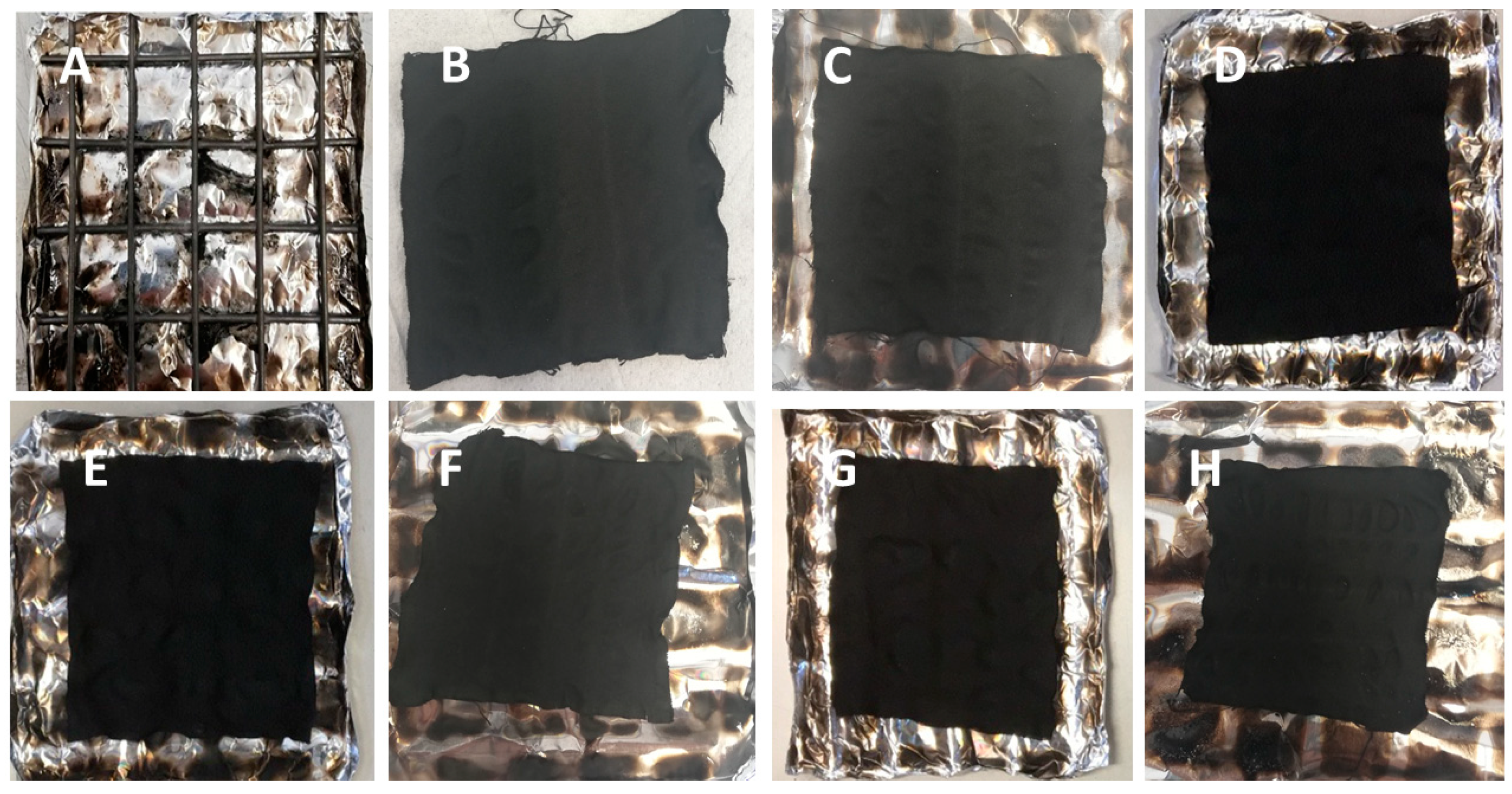
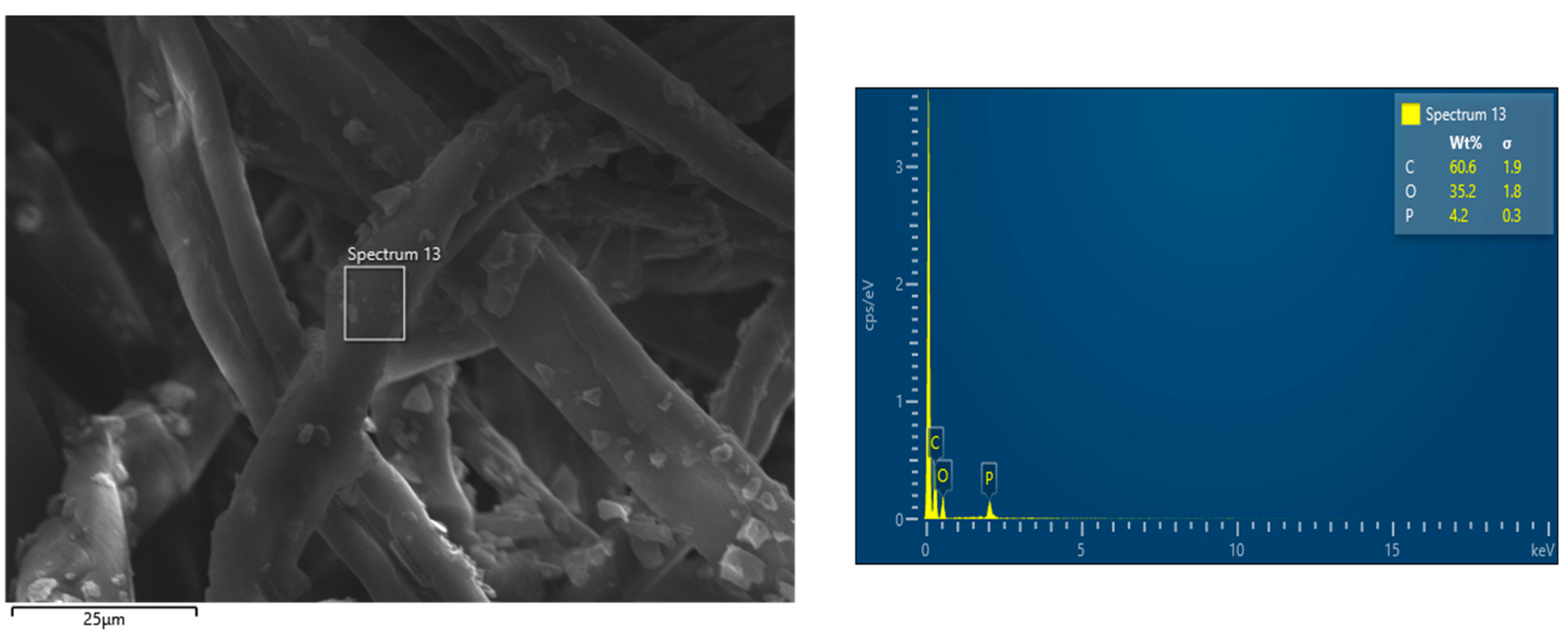
3.2. Morphology of the Treated Fabrics
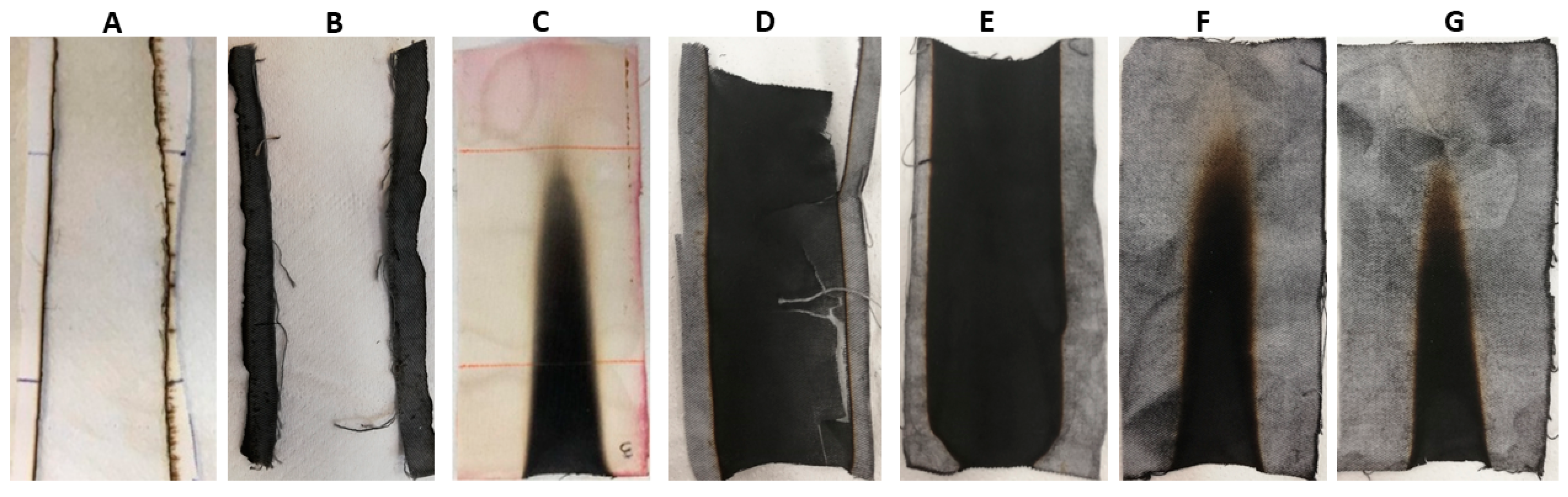
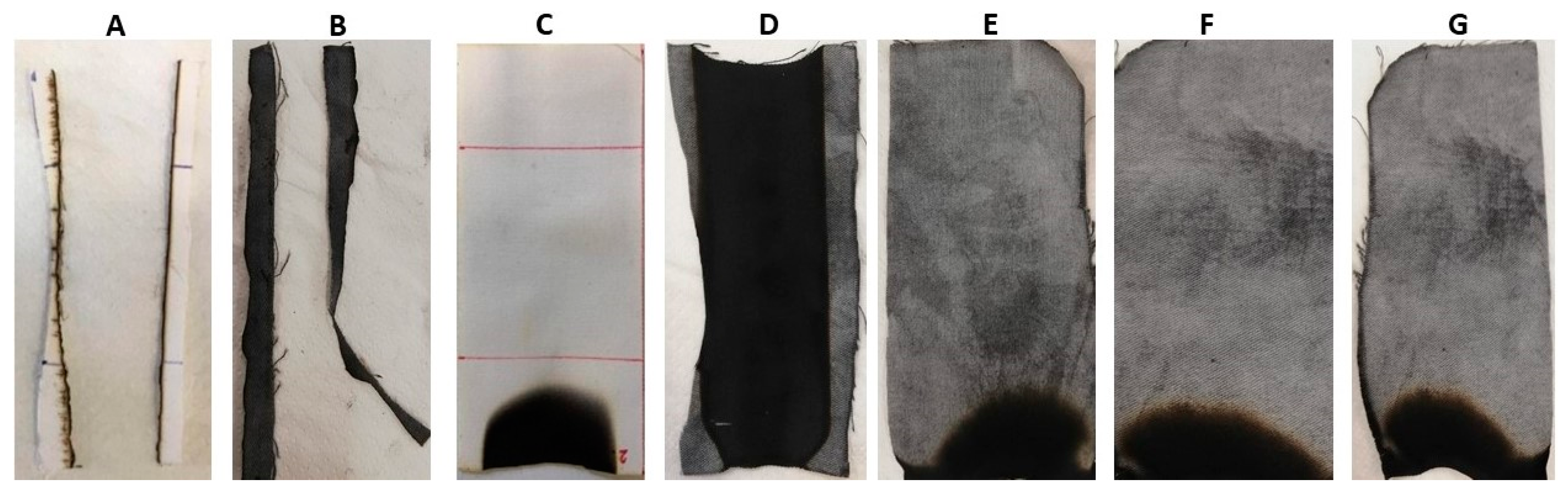
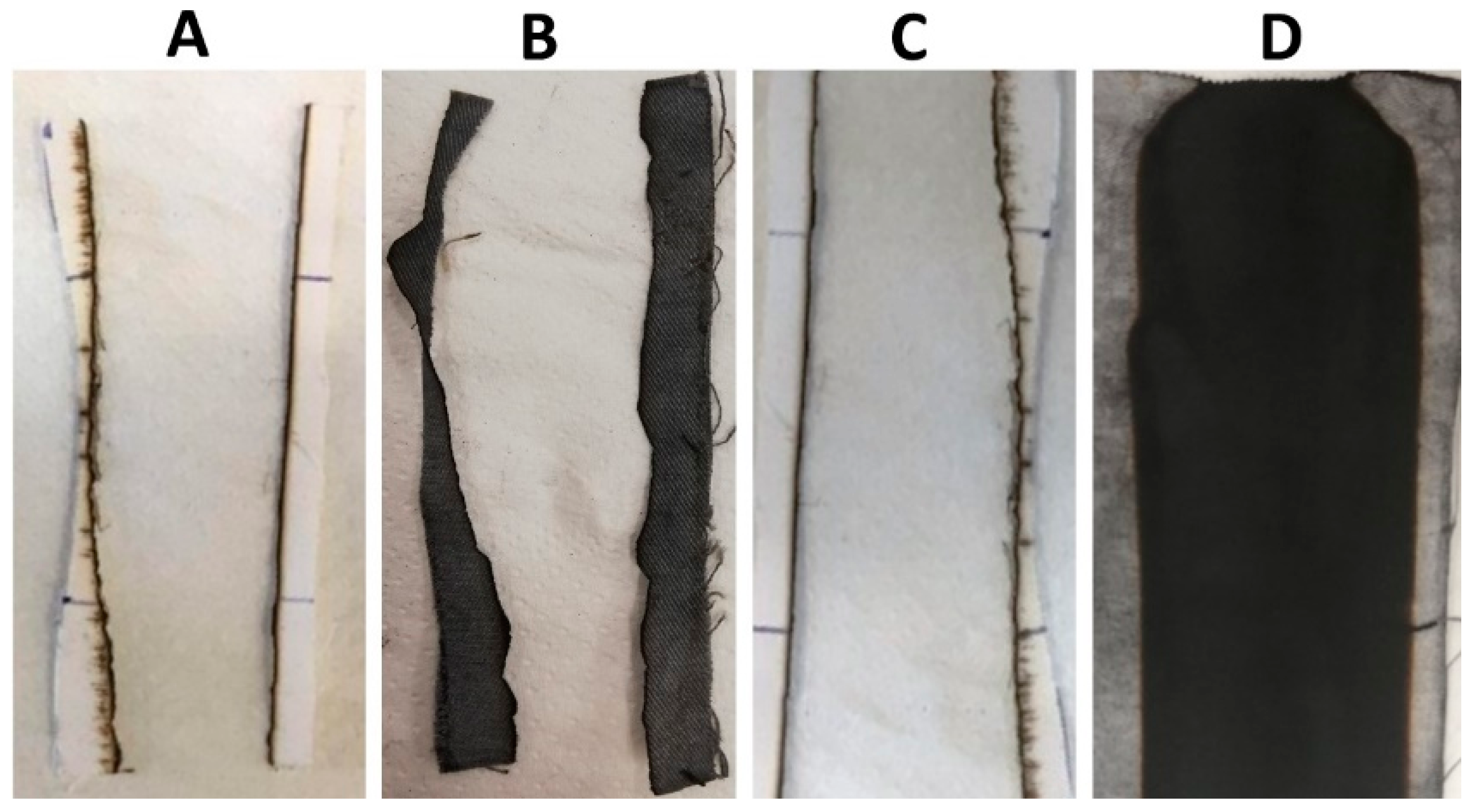
3.3. Flame Spread Tests
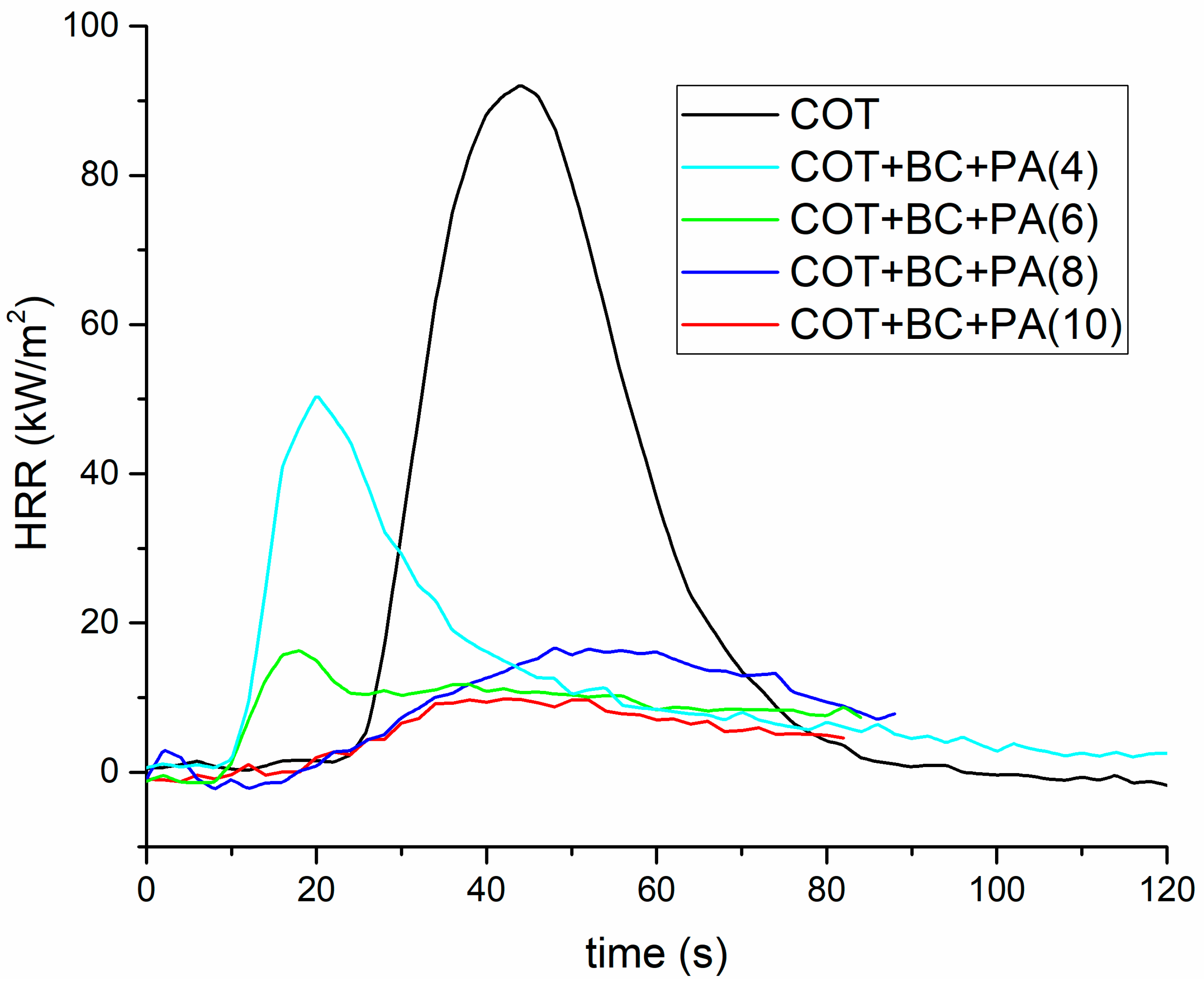
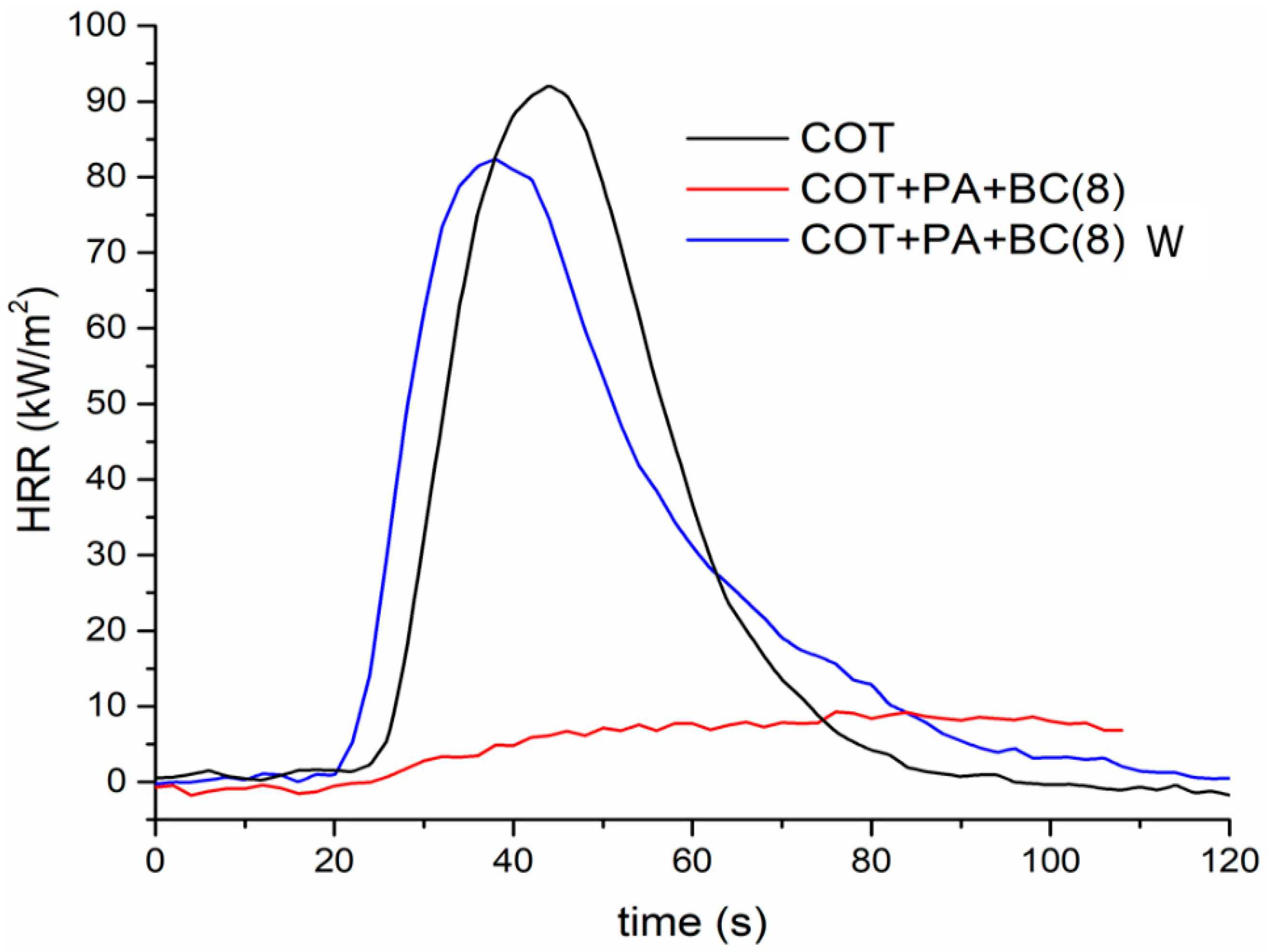
3.4. Cone Calorimetry Tests
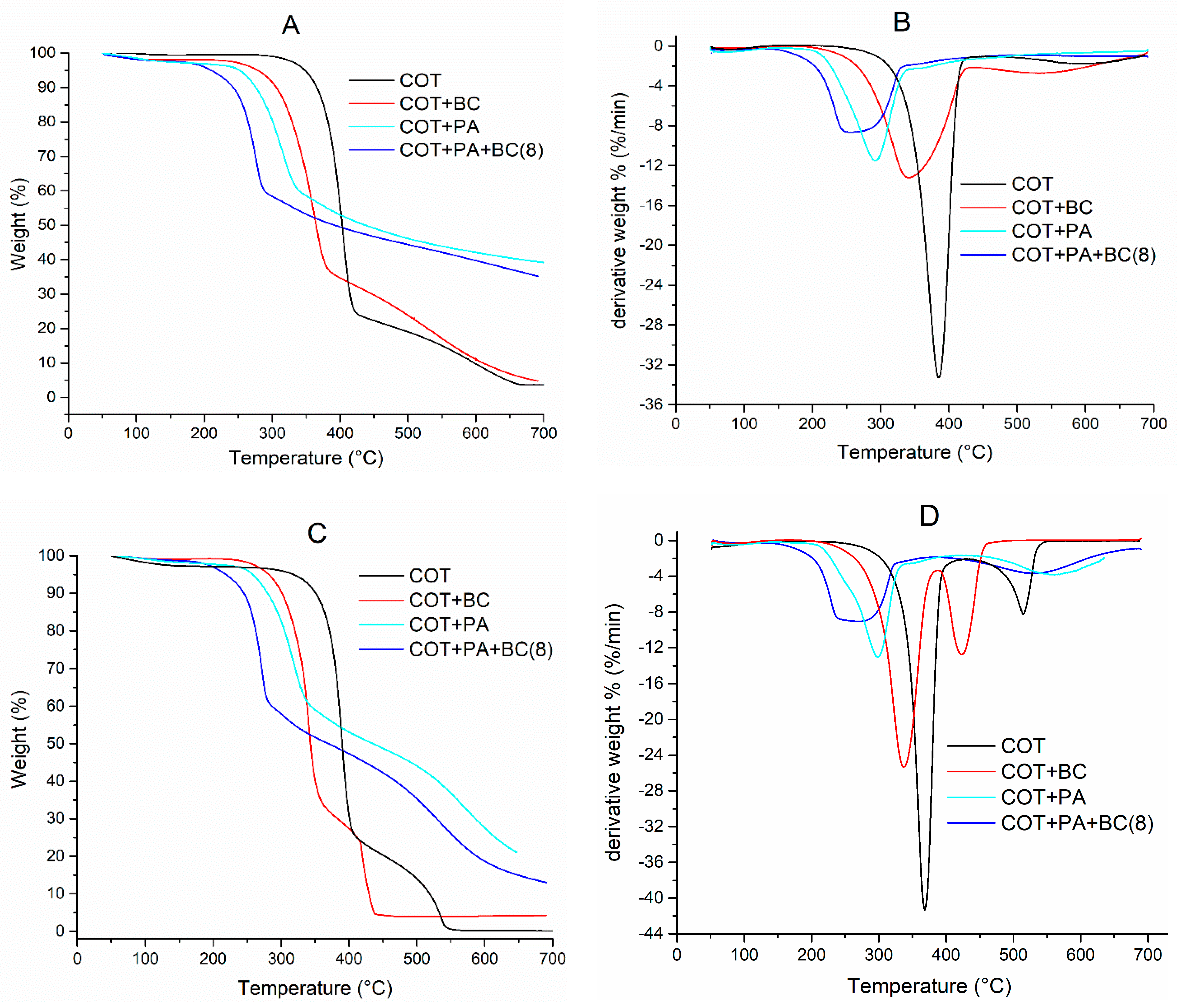
3.5. Thermal And Thermo-Oxidative Stability of The Treated Fabrics
3.6. Durability of the Designed FR Treatments
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Morgan, A.B.; Gilman, J.W. An overview of flame retardancy of polymeric materials: Application, technology, and future directions. Fire Mater. 2013, 37, 259–279. [Google Scholar] [CrossRef] [Green Version]
- Horrocks, A.R.; Price, D. Fire Retardant Materials; Woodhead Publishing Limited: Cambridge, UK, 2001; p. 429. [Google Scholar]
- Zafar, F.; Sharmin, E. Flame Retardants; Intech Open: Rijeca, Croatia, 2019. [Google Scholar] [CrossRef]
- Yusuf, M. A review on flame retardant textile finishing: Current and future trends. Curr. Smart Mater. 2018, 3, 99–108. [Google Scholar] [CrossRef]
- Pakalin, S.; Cole, T.; Steinkellner, J.; Nicolas, R.; Tissier, C.; Munn, S.; Eisenreich, S. Review on Production Processes of Decabromodiphenyl Ether (decaBDE) Used in Polymeric Applications in Electrical and Electronic equipment, and Assessment of the Availability of Potential Alternatives to DecaBDE; European Report EUR 22693; European Commission: Brussels, Belgium, 2007; p. 47. [Google Scholar]
- Salmeia, K.A.; Gaan, S.; Malucelli, G. Recent advances for flame retardancy of textiles based on phosphorus chemistry. Polymers 2016, 8, 319. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Van der Veen, I.; De Boer, J. Phosphorus flame retardants: Properties, production, environmental occurrence, toxicity and analysis. Chemosphere 2012, 88, 1119–1153. [Google Scholar] [CrossRef] [PubMed]
- Horrocks, A.R. Flame retardant challenges for textiles and fibres: New chemistry versus innovatory solutions. Polym. Degrad. Stab. 2011, 96, 377–392. [Google Scholar] [CrossRef]
- Morgan, A.B. Flame retarded polymer layered silicate nanocomposites: A review of commercial and open literature systems. Polym. Adv. Technol. 2016, 17, 206–217. [Google Scholar] [CrossRef]
- Malucelli, G.; Bosco, F.; Alongi, J.; Carosio, F.; Di Blasio, A.; Mollea, C.; Cuttica, F.; Casale, A. Biomacromolecules as novel green flame retardant systems for textiles: An overview. RSC Adv. 2014, 86, 46024–46039. [Google Scholar] [CrossRef]
- Basak, S.; Wazed, A. Sustainable fire retardancy of textiles using bio-macromolecules. Polym. Degrad. Stab. 2016, 133, 47–64. [Google Scholar] [CrossRef]
- Basak, S.; Samanta, K.; Chattopadhyay, S.; Narkar, R.; Mahangade, R. Flame retardant cellulosic textile using bannana pseudostem sap. Int. J. Cloth. Sci. Tech. 2015, 27, 247–261. [Google Scholar] [CrossRef]
- Basak, S.; Wazed, A. Leveraging flame retardant efficacy of pomegranate rind extract, a novel biomolecule, on ligno-cellulosic materials. Polym. Degrad. Stab. 2017, 144, 83–92. [Google Scholar] [CrossRef]
- Alongi, J.; Carletto, R.A.; Di Blasio, A.; Carosio, F.; Bosco, F.; Malucelli, G. DNA: A novel, green, natural flame retardant and suppressant for cotton. J. Mater. Chem. A 2013, 1, 4779–4785. [Google Scholar] [CrossRef]
- Malucelli, G. Biomacromolecules and bio-sourced products for the design of flame retarded fabrics: Current state of the art and future perspectives. Molecules 2019, 24, 3774. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Costes, L.; Laoutid, F.; Brohex, S.; Dubois, P. Bio-based flame retardants: When nature meets fire protection. Mat. Sci. Eng. R. 2017, 117, 1–25. [Google Scholar] [CrossRef]
- Malucelli, G. Textile finishing with biomacromolecules: A low environmental impact approach in flame retardancy. In The Impact and Prospects of Green Chemistry for Textile Technology; Woodhead Publishing: Cambridge, UK, 2019; pp. 251–279. [Google Scholar]
- Yang, W.; Tawiah, B.; Yu, C.; Qian, Y.F.; Wang, L.L.; Yuen, A.C.Y.; Zhu, S.E.; Hu, E.Z.; Chen, T.B.Y.; Yu, B.; et al. Manufacturing, mechanical and flame retardant properties of poly (lactic acid) biocomposites based on calcium magnesium phytate and carbon nanotubes. Compos. Part. A Appl. Sci. Manuf. 2018, 110, 227. [Google Scholar] [CrossRef]
- Giorcelli, M.; Bartoli, M. Development of coffee biochar filler for the production of electrical conductive reinforced plastic. Polymers 2019, 11, 1916. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Jagdale, P.; Ziegler, D.; Rovere, M.; Tulliani, J.M.; Tagliaferro, A. Waste coffee ground biochar: A material for humidity sensors. Sensors 2019, 19, 801. [Google Scholar] [CrossRef] [Green Version]
- Alongi, J.; Malucelli, G. Reactions and Mechanisms in Thermal Analysis of Advanced Materials; Tiwari, A., Raj, B., Eds.; Wiley Scrivener Publisher: Hoboken, NJ, USA, 2015. [Google Scholar]
- Cheng, X.; Guan, J.; Kiekens, P.; Yang, X.; Tang, R. Preparation and evaluation of an eco-friendly, reactive, and phytic acid-based flame retardant for wool. React. Funct. Polym. 2019, 134, 58–66. [Google Scholar] [CrossRef]
- Cheng, X.; Liang, C.; Guan, J.; Hong, X.; Tang, R. Flame retardant and hydrophobic properties of novel sol-gel derived phytic acid/silica hybrid organic-inorganic coatings for silk fabric. Appl. Surf. Sci. 2018, 427, 69–80. [Google Scholar] [CrossRef]
- Cheng, X.; Liang, C.; Guan, J.; Yang, X.; Tang, R. Phytic acid as a bio-based phosphorus flame retardant for poly (lactic acid) nonwoven fabric. J. Clean. Prod. 2016, 124, 114–119. [Google Scholar] [CrossRef]
- Liu, X.; Zhang, Q.; Cheng, B.; Ren, Y.; Zhang, Y.; Ding, C. Durable flame retardant cellulosic fibers modified with novel, facile and efficient phytic acid-based finishing agent. Cellulose 2018, 25, 799–811. [Google Scholar] [CrossRef]
- Laufer, G.; Kirkland, C.; Morgan, A.B.; Grunlan, J.C. Intumescent multilayer nanocoating, made with renewable polyelectrolytes, for flame-retardant cotton. Biomacromolecules 2012, 13, 2843–2848. [Google Scholar] [CrossRef] [PubMed]
- Barbalini, M.; Bertolla, L.; Toušek, J.; Malucelli, G. Hybrid silica—Phytic acid coatings: Effect on the thermal stability and flame retardancy of cotton. Polymers 2019, 11, 1664. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Cheng, X.W.; Tang, R.C.; Guan, J.P.; Zhou, S.Q. An eco-friendly and effective flame retardant coating for cotton fabric based on phytic acid doped silica sol approach. Prog. Org. Coat. 2020, 141, 105539. [Google Scholar] [CrossRef]
- Socrates, G. Infrared and Raman Characteristic Group Frequencies: Tables and Charts, 3rd ed.; John Wiley & Sons: Hoboken, NY, USA, 2004; p. 366. [Google Scholar]
- Levitt, M.; Perutz, M.F. Aromatic rings act as hydrogen bond acceptors. J. Mol. Biol. 1988, 201, 751. [Google Scholar] [CrossRef]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample Code | PA (wt.%) | BC (wt.%) | Wet Pickup (wt.%) | Dry Add-On A% (wt.%) |
|---|---|---|---|---|
| COT+PA | 100 | 0 | 78 | 8 |
| COT+BC | 0 | 100 | 84 | 8 |
| COT+PA+BC(4) | 50 | 50 | 85 | 4 |
| COT+PA+BC(6) | 50 | 50 | 86 | 6 |
| COT+PA+BC(8) | 50 | 50 | 87 | 8 |
| COT+PA+BC(10) | 50 | 50 | 87 | 10 |
| SAMPLE | Total Dry Add-On (%) | SELF-EXTINCTION | Residue (%) | Classification |
|---|---|---|---|---|
| COT | / | NO | 0 | NC |
| COT+BC | 8 | NO | 0 | NC |
| COT+PA | 8 | YES | 53 | V0 |
| COT+PA+BC(4) | 4 | NO | 51 | NC |
| COT+PA+BC(6) | 6 | NO | 55 | NC |
| COT+PA+BC(8) | 8 | YES | 85 | V0 |
| COT+PA+BC(10) | 10 | YES | 90 | V0 |
| SAMPLE | Total Add-On (%) | t1 (s) | t2 (s) | ttot (s) | Burning Rate (mm/s) | Residue (%) |
|---|---|---|---|---|---|---|
| COT | / | 12 | 40 | 63 | 1.58 | 0 |
| COT+BC | 8 | 13 | 41 | 63 | 1.58 | 0 |
| COT+PA | 8 | / | / | / | / | 92 |
| COT+PA+BC(4) | 4 | 15 | 45 | 70 | 1.42 | 57 |
| COT+PA+BC(6) | 6 | / | / | / | / | 95 |
| COT+PA+BC(8) | 8 | / | / | / | / | 97 |
| COT+PA+BC(10) | 10 | / | / | / | / | 97 |
| Sample | Time to Ignition (s) | HRR (kW/m2) | pkHRR (kW/m2) | Time to Peak (s) | THR (MJ/m2) | Residue (%) |
| Heat flux: 35 kW/m2 | ||||||
| COT | 19 | 15.6 | 96 | 38 | 2.0 | 0 |
| COT+PA+BC(4) | 10 | 12.4 | 53 | 20 | 1.5 | 10.4 |
| COT+PA+BC(6) | No ignition | 22.1 | ||||
| COT+PA+BC(8) | No ignition | 24.5 | ||||
| COT+PA+BC(10) | No ignition | 24.7 | ||||
| Heat flux: 50 kW/m2 | ||||||
| COT | 15 | 16.9 | 105 | 32 | 2.1 | 0 |
| COT+PA+BC(6) | 7 | 14.3 | 65 | 20 | 2.0 | 12.5 |
| COT+PA+BC(8) | 7 | 11.7 | 56 | 16 | 1.9 | 15.5 |
| COT+PA+BC(10) | 6 | 10.9 | 53 | 15 | 1.2 | 18.7 |
| Sample Code | TONSET (°C) | Tmax1 (°C) | Residue @Tmax1 (%) | Tmax2 (°C) | Residue @Tmax2 (%) | Residue @ 700 °C (%) |
|---|---|---|---|---|---|---|
| Atmosphere: nitrogen | ||||||
| COT | 358 | 386 | 48.3 | - | - | 3.8 |
| COT+PA | 270 | 290 | 75.0 | - | - | 37.0 |
| COT+BC | 311 | 341 | 71.0 | - | - | 4.9 |
| COT+PA+BC(8) | 250 | 241 | 89.1 | - | - | 36.0 |
| Atmosphere: air | ||||||
| COT | 350 | 368 | 53.0 | 514 | 7.3 | 3.5 |
| COT+PA | 265 | 296 | 73.0 | 550 | 30.2 | 20.0 |
| COT+BC | 321 | 337 | 65.5 | 425 | 14.0 | 3.9 |
| COT+PA+BC(8) | 248 | 263 | 80.2 | 540 | 28.5 | 13.1 |
| SAMPLE | Dry Add-On (%) | t1 (s) | t2 (s) | ttot (s) | Burning Rate (mm/s) | Residue (%) |
|---|---|---|---|---|---|---|
| COT | / | 12 | 40 | 63 | 1.58 | 0 |
| COT+PA W | 8 | 13 | 44 | 69 | 1.44 | 2 |
| COT+BC W | 8 | 13 | 43 | 64 | 1.56 | 0 |
| COT+PA+BC(8) W | 8 | 15 | 48 | 75 | 1.33 | 18 |
| Sample | Time to Ignition (s) | HRR (kW/m2) | pkHRR (kW/m2) | Time to Peak (s) | THR (MJ/m2) | Residue (%) |
|---|---|---|---|---|---|---|
| COT | 19 | 15.6 | 96.4 | 38 | 2.0 | 0 |
| COT+PA+BC(8) | No ignition | 24.5 | ||||
| COT+PA+BC(8) W | 10.5 | 14.8 | 80.9 | 22 | 1.6 | 12.5 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Barbalini, M.; Bartoli, M.; Tagliaferro, A.; Malucelli, G. Phytic Acid and Biochar: An Effective All Bio-Sourced Flame Retardant Formulation for Cotton Fabrics. Polymers 2020, 12, 811. https://doi.org/10.3390/polym12040811
Barbalini M, Bartoli M, Tagliaferro A, Malucelli G. Phytic Acid and Biochar: An Effective All Bio-Sourced Flame Retardant Formulation for Cotton Fabrics. Polymers. 2020; 12(4):811. https://doi.org/10.3390/polym12040811
Chicago/Turabian StyleBarbalini, Marco, Mattia Bartoli, Alberto Tagliaferro, and Giulio Malucelli. 2020. "Phytic Acid and Biochar: An Effective All Bio-Sourced Flame Retardant Formulation for Cotton Fabrics" Polymers 12, no. 4: 811. https://doi.org/10.3390/polym12040811
APA StyleBarbalini, M., Bartoli, M., Tagliaferro, A., & Malucelli, G. (2020). Phytic Acid and Biochar: An Effective All Bio-Sourced Flame Retardant Formulation for Cotton Fabrics. Polymers, 12(4), 811. https://doi.org/10.3390/polym12040811