
Properties of Low-Cost WPCs Made from Alien Invasive Trees and rLDPE for Interior Use in Social Housing

Abstract
:
1. Introduction
2. Materials and Methods
2.1. Materials
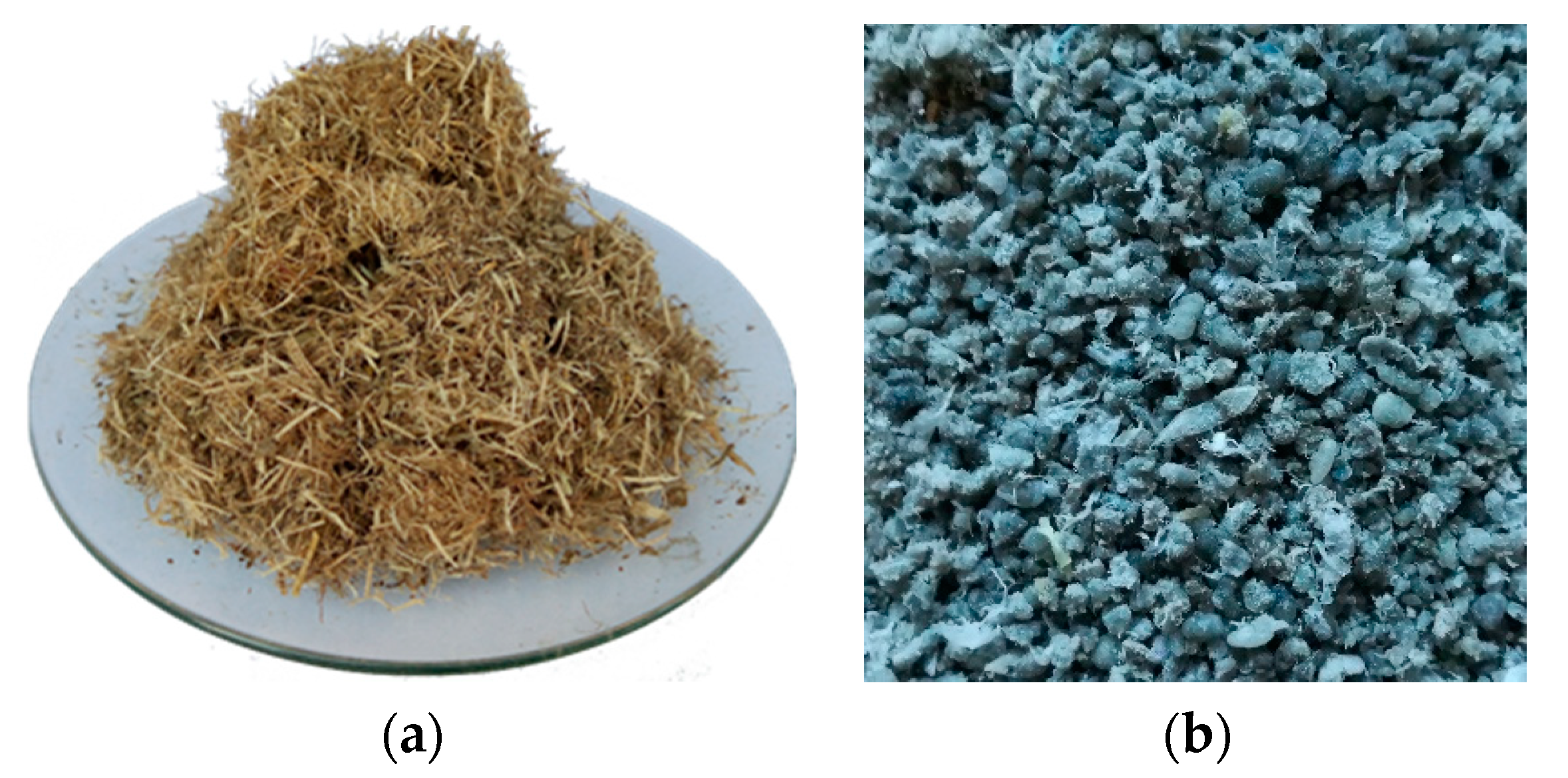
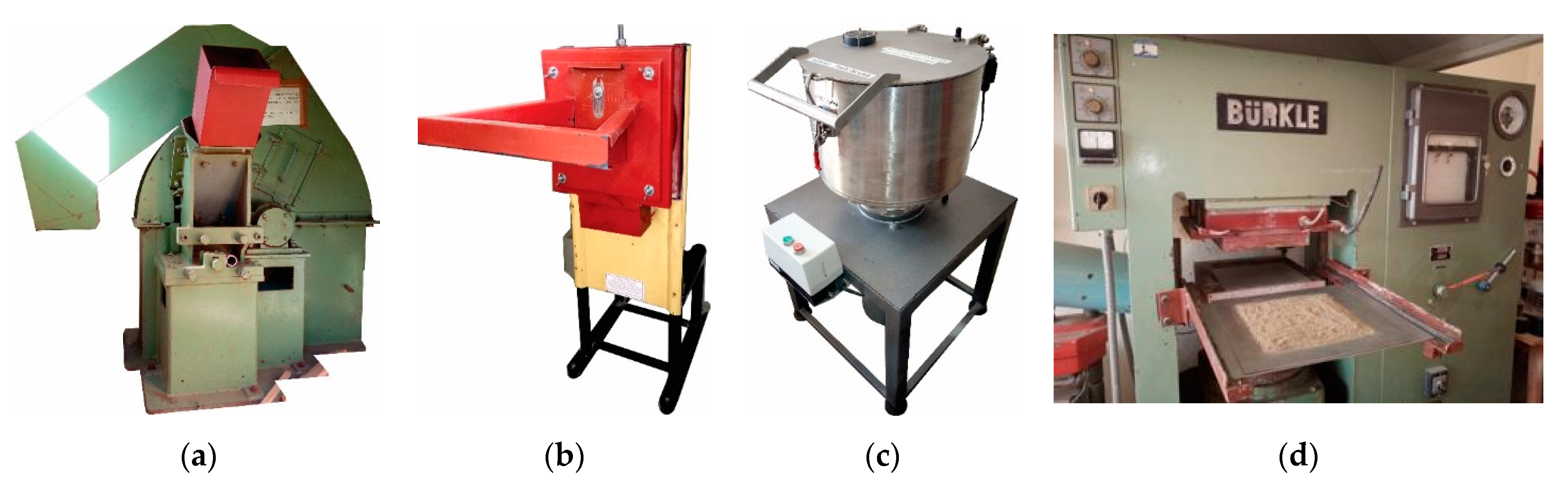
2.2. Composite Preparation
2.3. Size Analysis of Dry-Compounded Feedstock
2.4. Physical Properties
2.5. Chemical Properties
2.6. Mechanical Properties
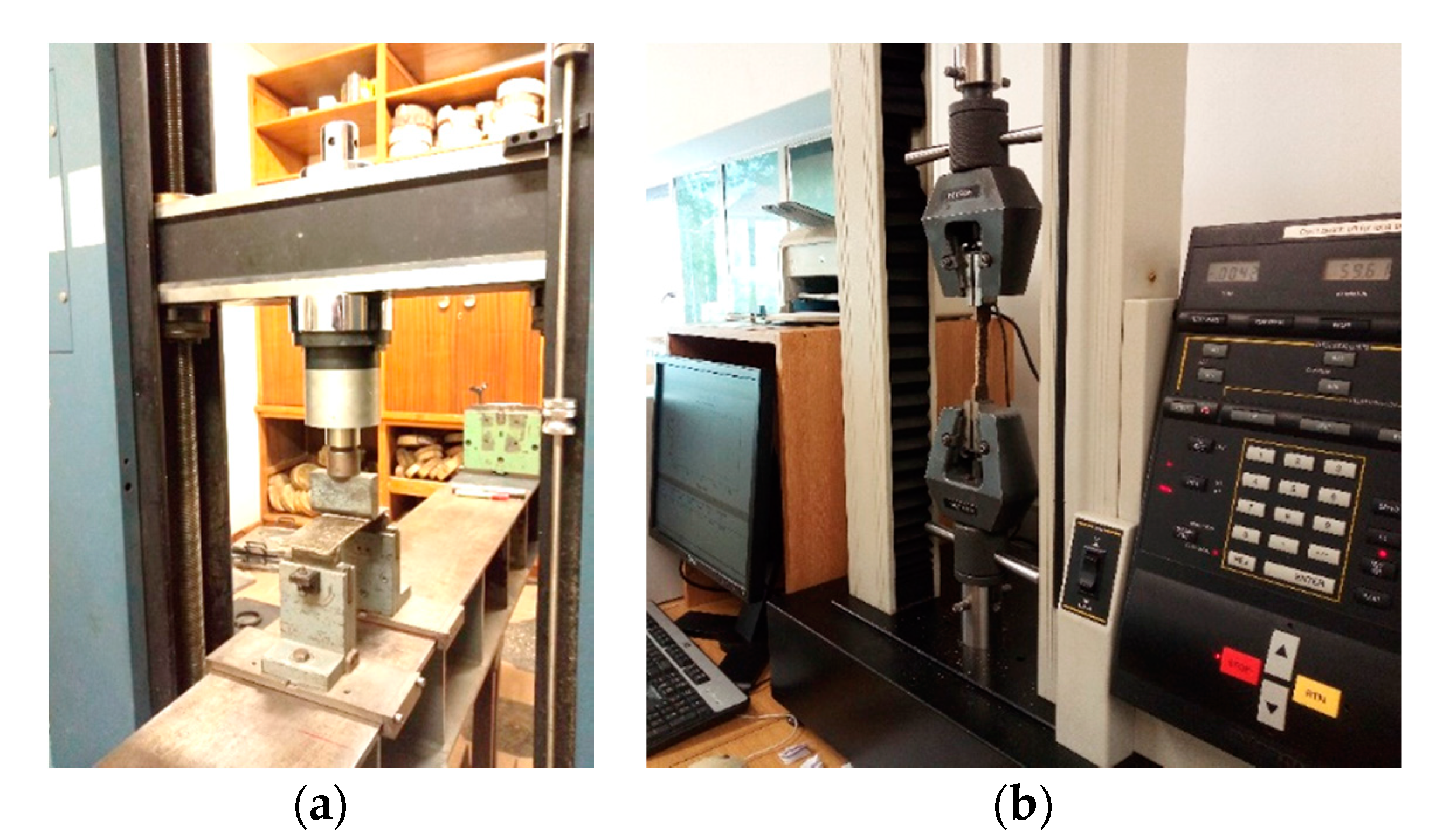
2.6.1. Static Bending
2.6.2. Tensile Tests
2.7. Statistical Analysis
3. Results
3.1. Chemical Composition
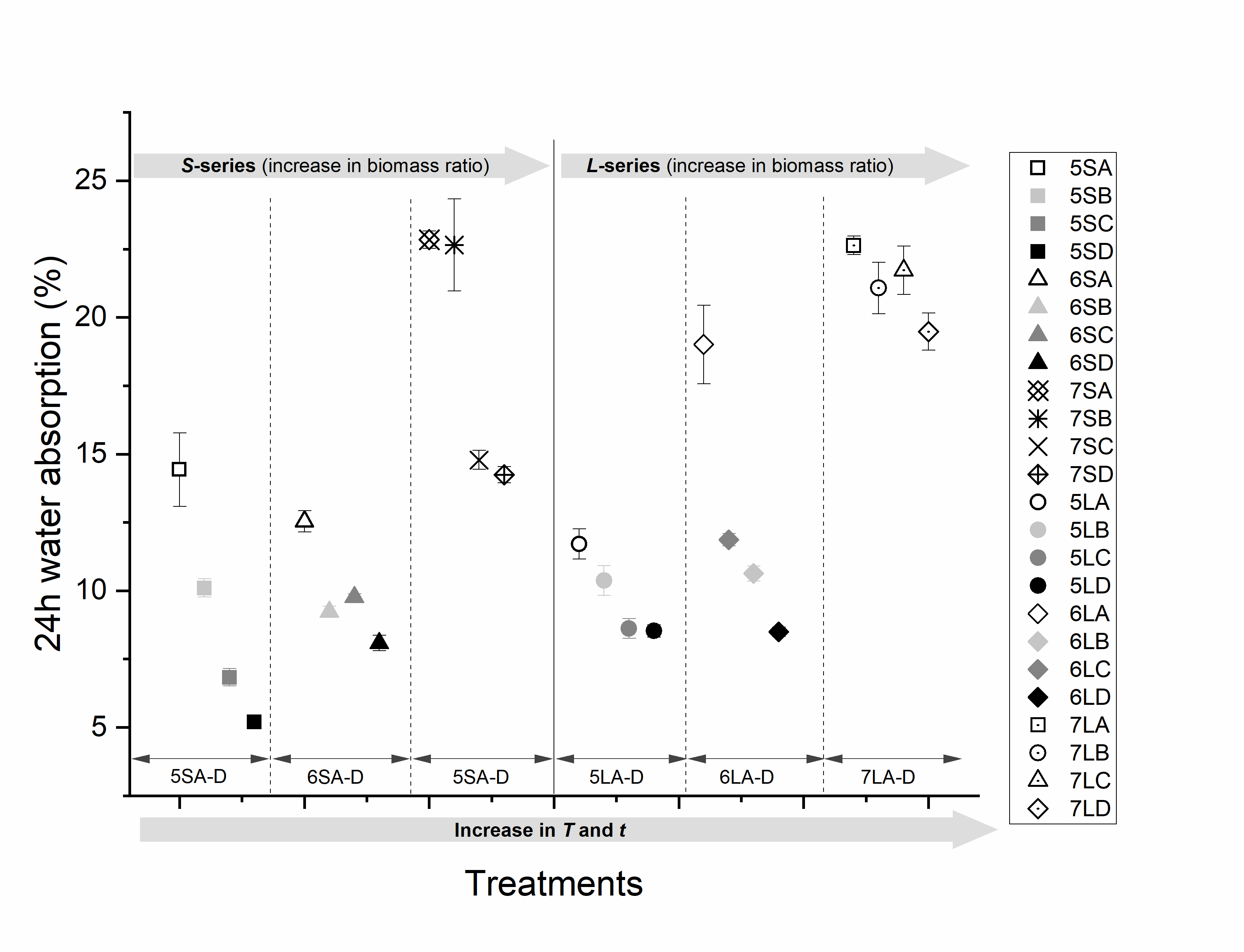
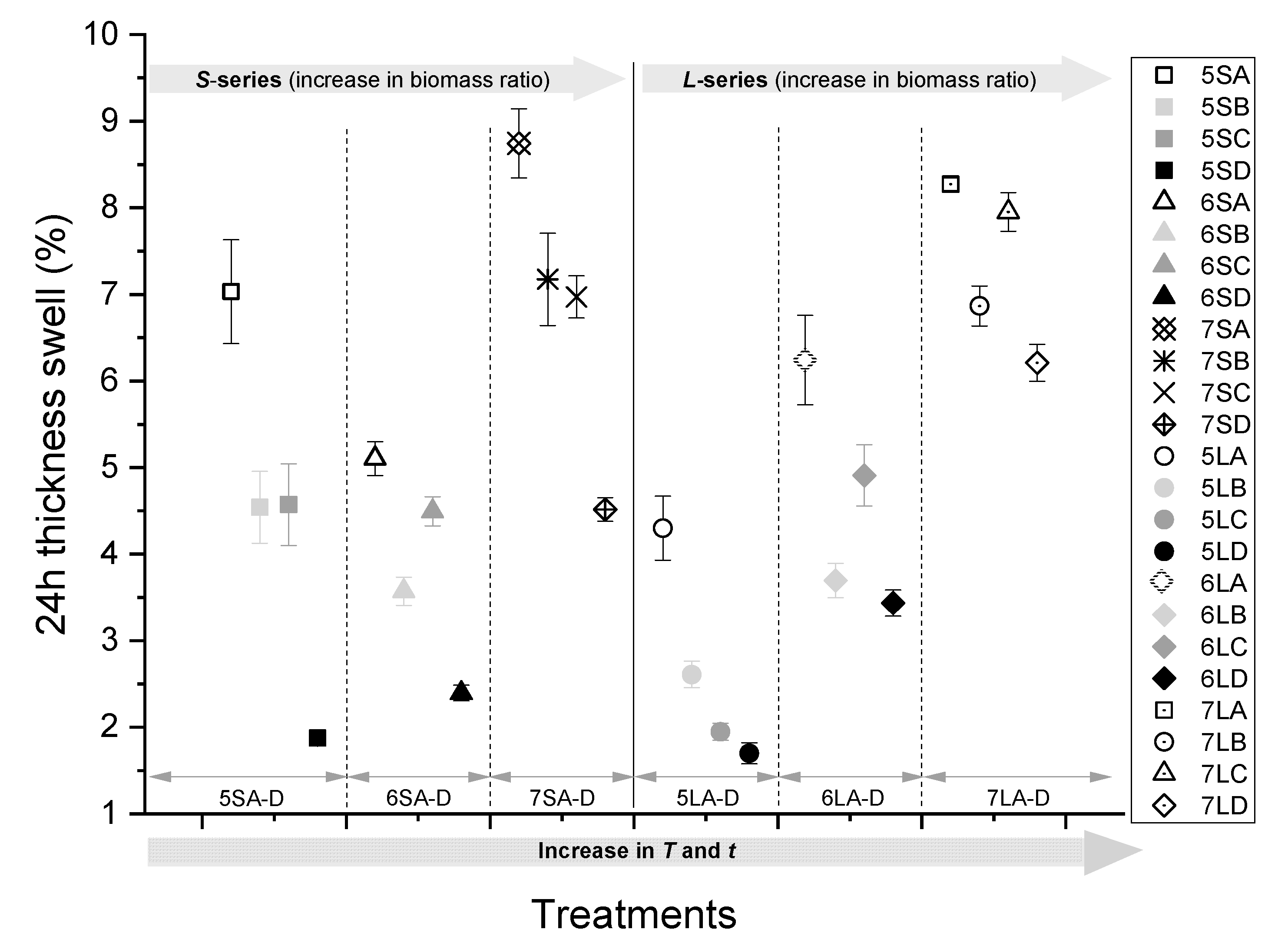
3.2. Water Absorption (WA) and Thickness Swelling (TS)
3.3. Mechanical Properties
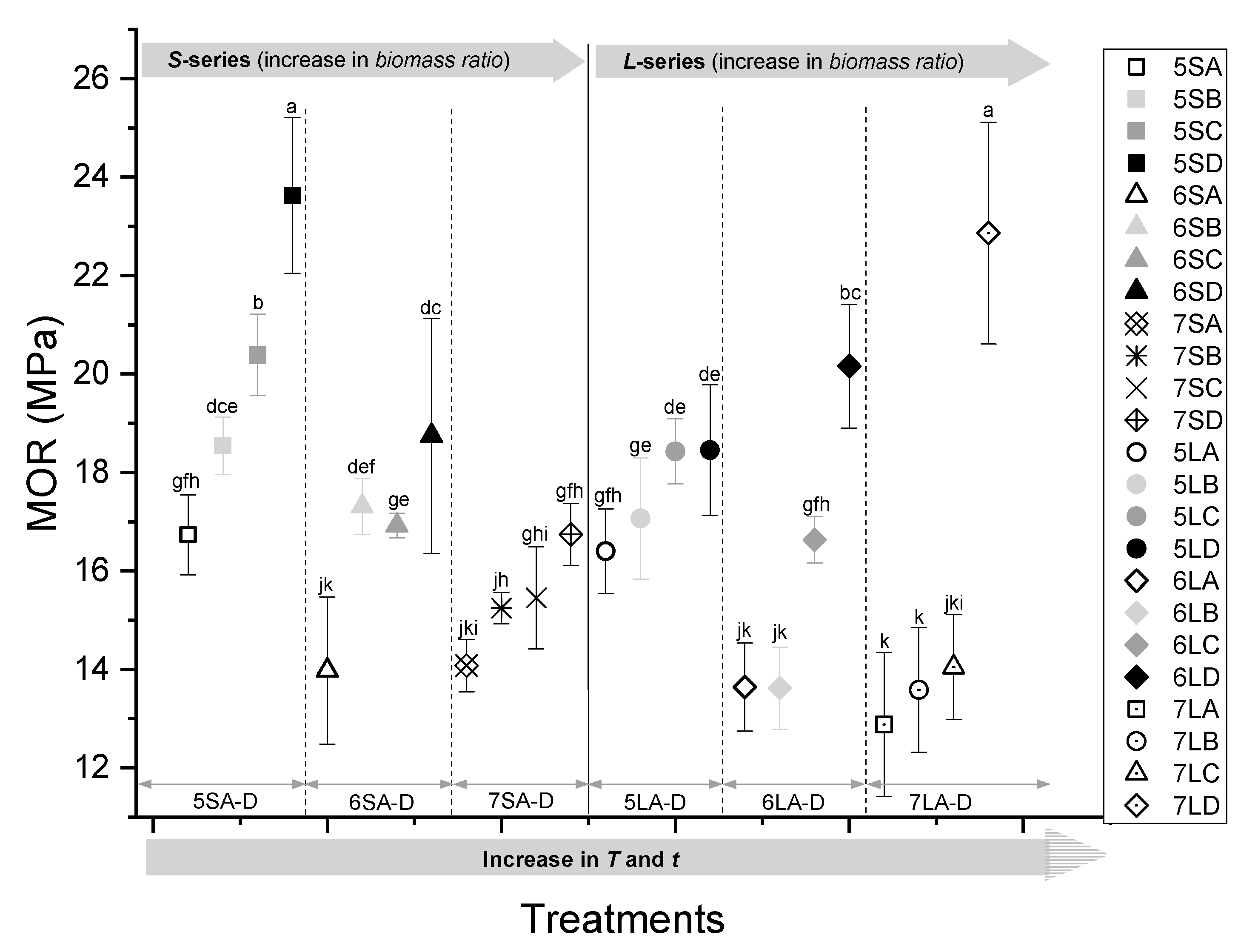
3.3.1. Static Bending Strength
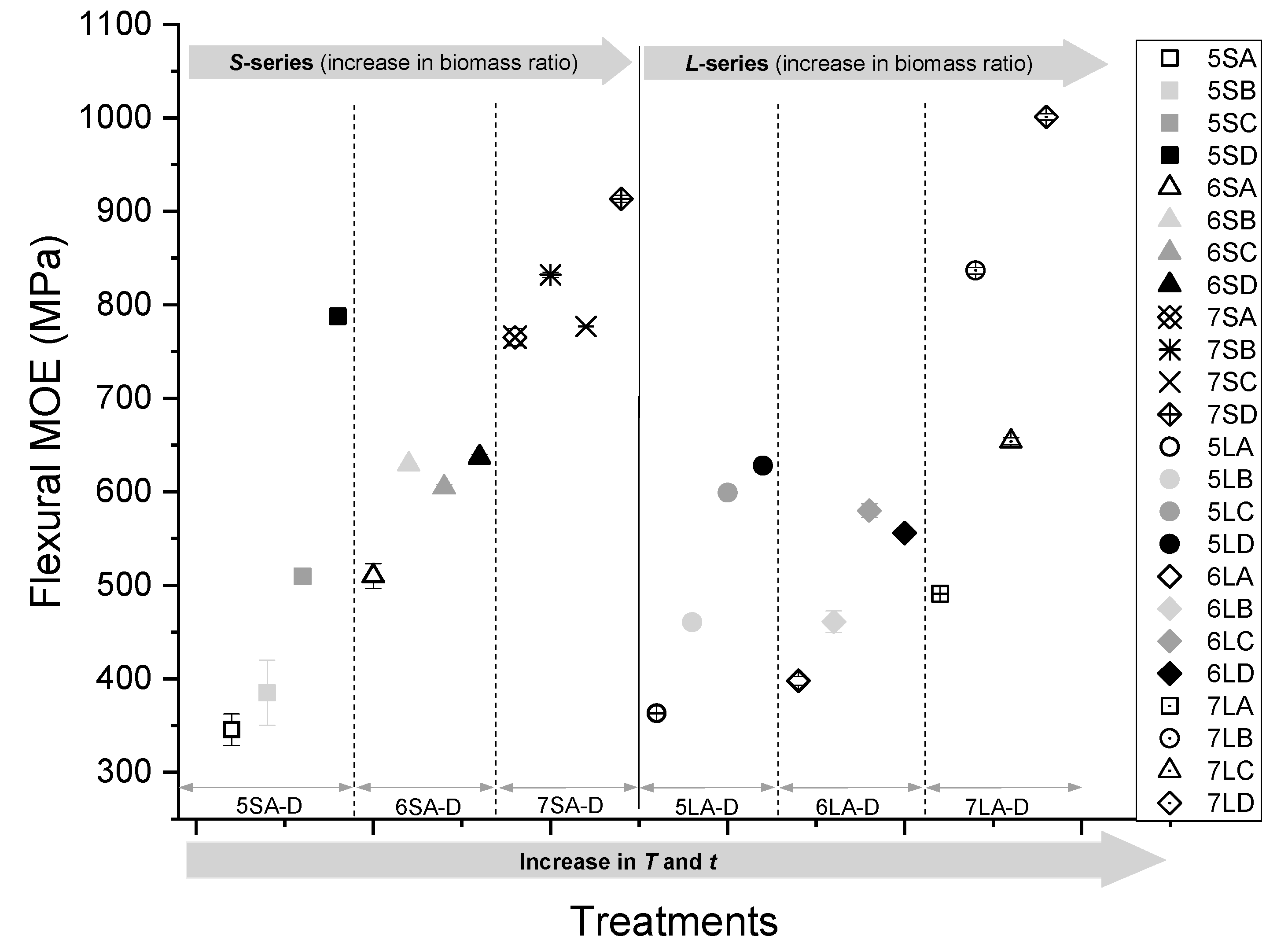
3.3.2. Flexural MOE
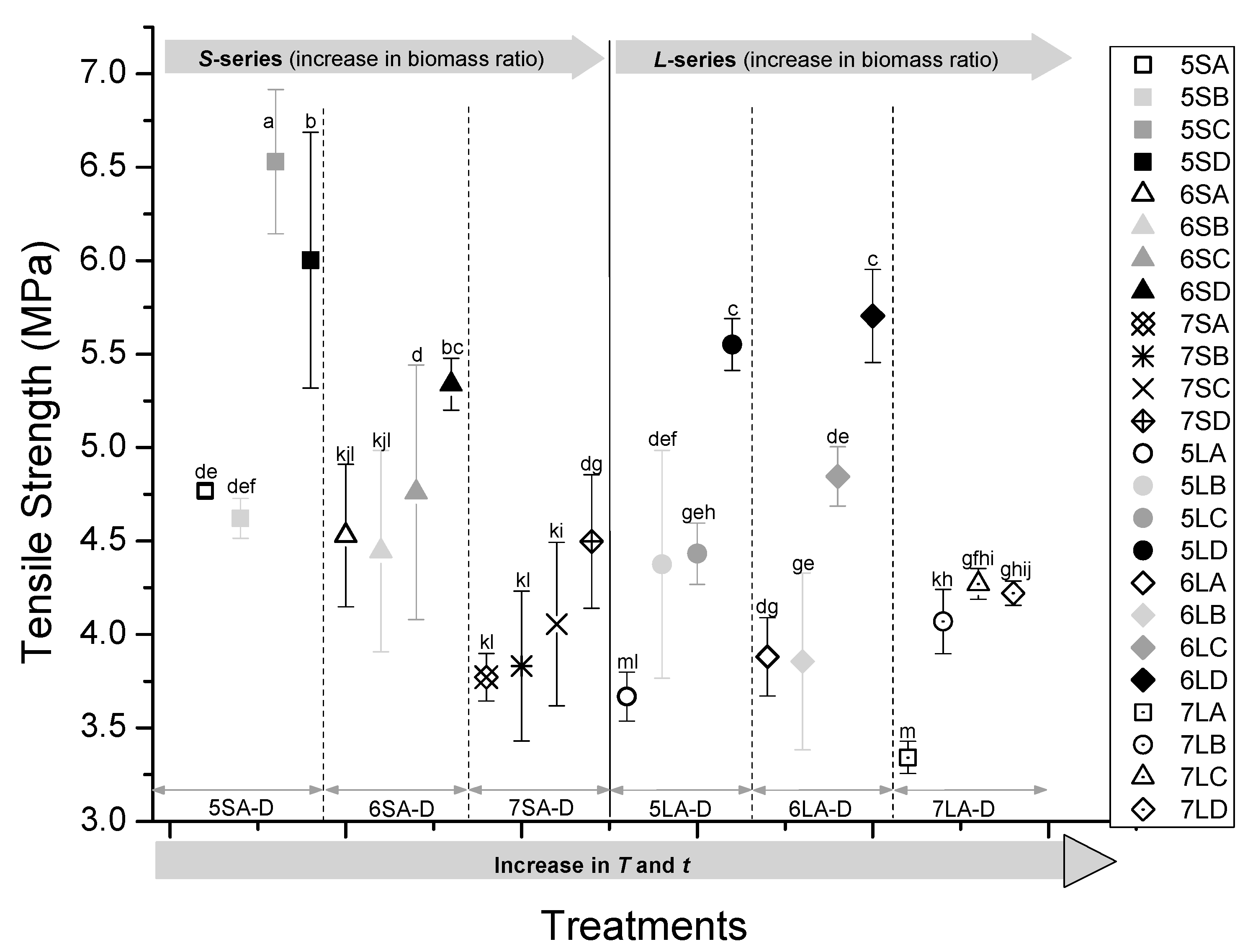
3.3.3. Tensile Strength
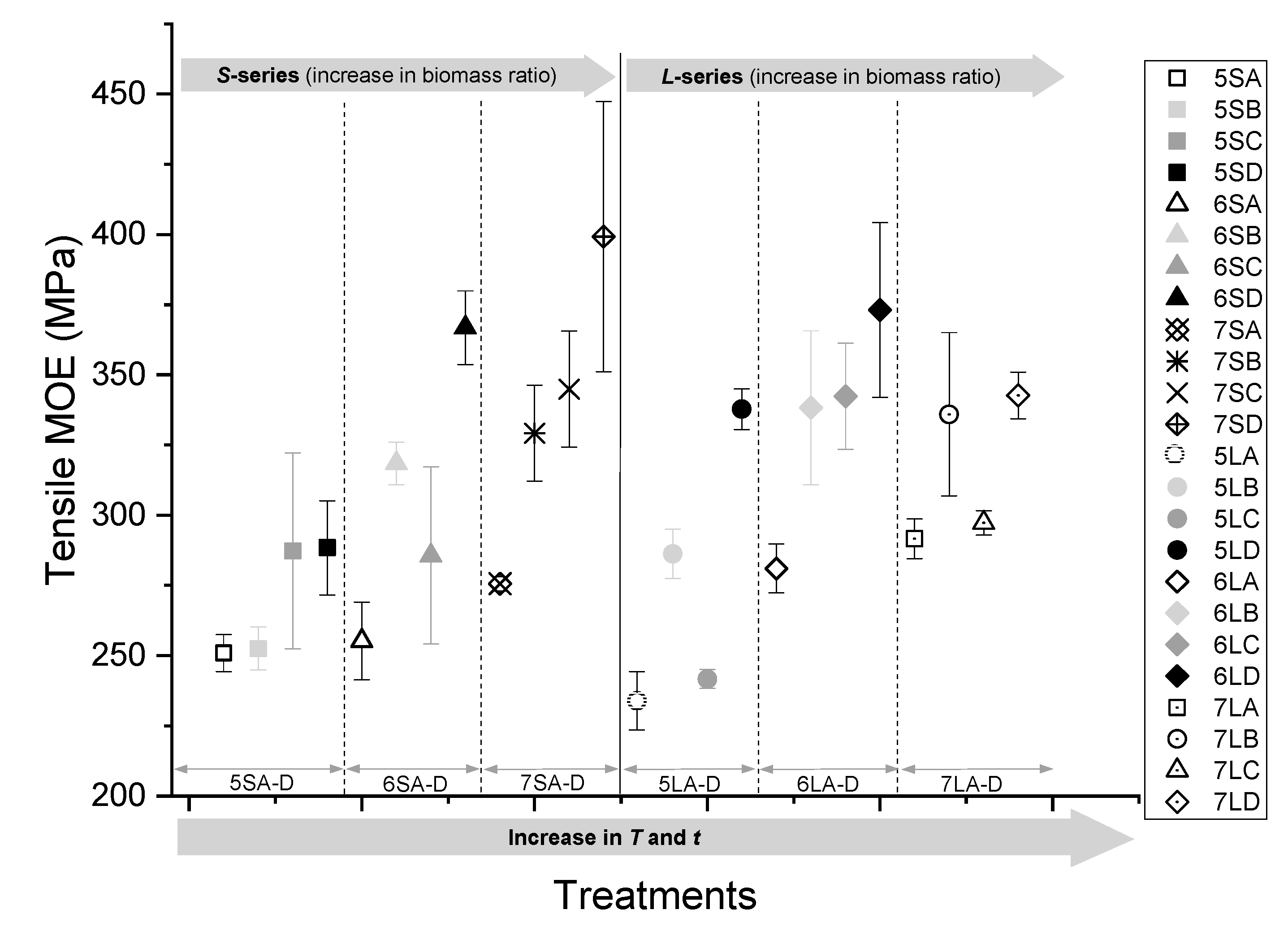
3.3.4. Tensile MOE
4. Discussion
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Wilson, J.R.U.; Ivey, P.; Manyama, P.; Nänni, I. A new national unit for invasive species detection, assessment and eradication planning. S. Afr. J. Sci. 2013, 109, 1–13. [Google Scholar] [CrossRef] [Green Version]
- Van Wilgen, B.W.; Reyers, B.; Le Maitre, D.C.; Richardson, D.M.; Schonegevel, L. A biome-scale assessment of the impact of invasive alien plants on ecosystem services in South Africa. J. Environ. Manag. 2008, 89, 336–349. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Wilcox, C.; Van Sebille, E.; Hardesty, B.D.; Estes, J.A. Threat of plastic pollution to seabirds is global, pervasive, and increasing. Proc. Natl. Acad. Sci. USA 2015, 112, 11899–11904. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Jambeck, J.; Geyer, R.; Wilcox, C.; Siegler, T.R.; Perryman, M.; Andrady, A.; Narayan, R.; Law, K.L. Plastic waste inputs from land into the ocean. Mar. Pollut. 2015, 347, 768–771. [Google Scholar] [CrossRef] [PubMed]
- WEF. The New Plastics Economy: Rethinking the Future of Plastics; WEF: Geneva, Swizerland, 2016; Available online: https://www.ellenmacarthurfoundation.org/assets/downloads/publications/NPEC-Hybrid_English_22-11-17_Digital.pdf (accessed on 2 May 2020).
- Geyer, R.; Jambeck, J.R.; Law, K.L. Production, use, and fate of all plastics ever made. Sci Adv. 2017, 3, 25–29. [Google Scholar] [CrossRef] [Green Version]
- Department of Human Settlement. National Housing Policy and Subsidy Programmes; Department of Human Settlement: Pretoria, South Africa, 2010. [Google Scholar]
- Krickova, A. Reconstruction and Development Programme as a tool of socio-economic transformation. Modern Africa Polit. Hist. Soc. 2015, 3, 57–93. [Google Scholar]
- Manomano, T.; Tanga, P.T. Housing needs: The quality and quantity of housing provided by the government for the poor in the Eastern Cape province in South Africa. Soc. Work 2018, 54, 19–36. [Google Scholar] [CrossRef]
- Clemons, C. Interfacing wood-plastic composites industries in the U.S. For. Prod. J. 2002, 52, 10–18. [Google Scholar]
- Li, Y. Wood-polymer composites. In Advances in Composite Materials—Analysis of Natural and Man-Made Materials; Tesinova, P., Ed.; IntechOpen: Shanghai, China, 2011; pp. 229–284. Available online: http://www.intechopen.com/books/advances-in-composite-materials-analysis-of-natural-and-man-madematerials/%0Awood-polymer-composites (accessed on 9 September 2020).
- Stokke, D.D.; Gardner, D.J. Fundamental aspects of wood as a component of thermoplastic composites. J. Vinyl Addit. Technol. 2003, 9, 96–104. [Google Scholar] [CrossRef]
- Cho, J.D.; Kim, S.G.; Hong, J.W. Surface modification of polypropylene sheets by UV-radiation grafting polymerization. J. Appl. Polym. Sci. 2006, 99, 1446–1461. [Google Scholar] [CrossRef]
- Van Der Leeden, M.C.; Frens, G. Surface properties of plastic materials in relation to their adhering performance. Adv. Eng. Mater. 2002, 4, 280–289. [Google Scholar] [CrossRef]
- Schneider, M.H. Wood Polymer Composites. Wood Fiber Sci. 1994, 26, 142–151. [Google Scholar]
- Clemons, C.M.; Caufield, D.F. Wood flour. In Functional Fillers for Plastics; Xanthos, M., Ed.; Wiley-VCH Verlag GmbH & Co KgaA: Weinheim, Germany, 2005; pp. 249–270. [Google Scholar]
- Vassilev, S.V.; Baxter, D.; Andersen, L.K.; Vassileva, C.G.; Morgan, T.J. An overview of the organic and inorganic phase composition of biomass. Fuel 2012, 94, 1–33. [Google Scholar] [CrossRef]
- Farmer, R.H. Chemistry in the Utilization of Wood, 1st ed.; Pergamon Press Ltd.: London, UK, 1967; pp. 1–183. [Google Scholar] [CrossRef]
- Migneault, S.; Koubaa, A.; Perré, P.; Riedl, B. Effects of wood fiber surface chemistry on strength of wood-plastic composites. Appl. Surf. Sci. 2015, 343, 11–18. [Google Scholar] [CrossRef]
- Frihart, C.R.; Hunt, C.G. Adhesives with wood materials: Bond formation and performance. In Wood Handbook—Wood as an Engineering Material; General Technical Report FPL-GTR-190; Centennial Ross, R.J., Ed.; Forest Products Laboratory: Madison, WI, USA, 2010; pp. 228–251. [Google Scholar]
- Irle, M.; Barbu, M.C. Wood-based panel technology. In Wood-Based Panels—An Introduction for Specialists; Thoemen, H., Irle, M., Sernek, M., Eds.; Brunel University Press: London, UK, 2010; pp. 1–94. [Google Scholar]
- Reddy, K.O.; Uma Maheswari, C.; Muzenda, E.; Shukla, M.; Rajulu, A.V. Extraction and Characterization of Cellulose from Pretreated Ficus (Peepal Tree) Leaf Fibers. J. Nat. Fibers 2016, 13, 54–64. [Google Scholar] [CrossRef]
- Ogah, A.O.; Elom, N.I.; Ngele, S.O.; Nwofe, P.A.; Agbo, P.E.; Englund, K.R. Water Absorption, Thickness Swelling and Rheological Properties of Agro Fibers/HDPE Composites. IOSR J. Polym Text. Eng. 2015, 2, 66–73. [Google Scholar] [CrossRef]
- Liu, H.; Wu, Q.; Zhang, Q. Preparation and properties of banana fiber-reinforced composites based on high density polyethylene (HDPE)/Nylon-6 blends. Bioresour. Technol. 2009, 100, 6088–6097. [Google Scholar] [CrossRef] [PubMed]
- Hung, K.C.; Yeh, H.; Yang, T.C.; Wu, T.L.; Xu, J.W.; Wu, J.H. Characterization of wood-plastic composites made with different lignocellulosic materials that vary in their morphology, chemical composition and thermal stability. Polymers 2017, 9, 726. [Google Scholar] [CrossRef] [Green Version]
- Dehghan, M.; Faezipour, M.; Azizi, M.; Hosseinabadi, H.Z.; Bari, E.; Nicholas, D.D. Assessment of physical, mechanical, and biological properties of bamboo plastic composite made with polylactic acid. Maderas Cienc. Tecnol. 2019, 21, 599–610. [Google Scholar] [CrossRef] [Green Version]
- Ayrilmis, N.; Kaymakci, A.; Akbulut, T.; Elmas, G.M. Mechanical performance of composites based on wastes of polyethylene aluminum and lignocellulosics. Compos. Part B Eng. 2013, 47, 150–154. [Google Scholar] [CrossRef]
- Effah, B.; Van Reenen, A.; Meincken, M. Mechanical properties of wood-plastic composites made from various wood species with different compatibilisers. Eur. J. Wood Wood Prod. 2018, 76, 57–68. [Google Scholar] [CrossRef]
- Frihart, C.R. Wood adhesion and adhesives. In Handbook of Wood Chemistry and Wood Composites; Rowell, R.M., Ed.; CRC Press: Boca Raton, FL, USA, 2005; pp. 219–282. [Google Scholar]
- Hosseinihashemi, S.K.; Modirzare, M.; Safdari, V.; Kord, B. Decay resistance, hardness, water absorption, and thickness swelling of a bagasse fiber/plastic composite. BioResources 2011, 6, 3289–3299. [Google Scholar] [CrossRef]
- Zabihzadeh, S.M. Water uptake and flexural properties of natural filler/HDPE composites. BioResources 2010, 5, 316–323. [Google Scholar] [CrossRef]
- Jayamani, E.; Hamdan, S.; Ezhumalai, P.; Soon, K.H. Acoustic and thermal properties of polymer composites reinforced with lignocellulosic fibers. Appl. Mech. Mater. 2014, 624, 25–29. [Google Scholar] [CrossRef]
- Bouafif, H.; Koubaa, A.; Perré, P.; Cloutier, A. Effects of fiber characteristics on the physical and mechanical properties of wood plastic composites. Compos. Part A Appl. Sci. Manuf. 2009, 40, 1975–1981. [Google Scholar] [CrossRef]
- AlMaadeed, M.A.; Nógellová, Z.; Janigová, I.; Krupa, I. Improved mechanical properties of recycled linear low-density polyethylene composites filled with date palm wood powder. Mater. Des. 2014, 58, 209–216. [Google Scholar] [CrossRef]
- Adefisan, O.O.; McDonald, A.G. Evaluation of the strength, sorption and thermal properties of bamboo plastic composites. Maderas Cienc. Tecnol. 2019, 21, 3–14. [Google Scholar] [CrossRef] [Green Version]
- Krause, K.C.; Sauerbier, P.; Koddenberg, T.; Krause, A. Utilization of recycled material sources for wood-polypropylene composites: Effect on internal composite structure, particle characteristics and physico-mechanical properties. Fibers 2018, 6, 86. [Google Scholar] [CrossRef] [Green Version]
- Migneault, S.; Koubaa, A.; Erchiqui, F.; Chaala, A.; Englund, K.; Wolcott, M.P. Effects of processing method and fiber size on the structure and properties of wood-plastic composites. Compos. Part A Appl. Sci. Manuf. 2009, 40, 80–85. [Google Scholar] [CrossRef]
- Ozdemir, F.; Ayrilmis, N.; Kaymakci, A.; Kwon, J.H. Improving dimensional stability of injection molded wood plastic composites using cold and hot water extraction methods. Maderas Cienc. Tecnol. 2014, 16, 365–372. [Google Scholar] [CrossRef] [Green Version]
- Pelaez-Samaniego, M.R.; Yadama, V.; Lowell, E.; Amidon, T.E.; Chaffee, T.L. Hot water extracted wood fiber for production of wood plastic composites (WPCs). Holzforschung 2013, 67, 193–200. [Google Scholar] [CrossRef]
- Adhikary, K.B.; Pang, S.; Staiger, M.P. Dimensional stability and mechanical behaviour of wood-plastic composites based on recycled and virgin high-density polyethylene (HDPE). Compos. Part B Eng. 2008, 39, 807–815. [Google Scholar] [CrossRef]
- Stark, N.M.; Cai, Z.; Carll, C. Wood-Based Composite Materials Panel Products, Glued-Laminated Timber, Structural Materials. In Wood Handbook—Wood as an Engineering Material; General Technical Report, FPL-GTR-190; Centennial Ross, R.J., Ed.; Wood Products Laboratory: Madison, WI, USA, 2010; pp. 252–279. [Google Scholar]
- Luo, Z.; Li, P.; Cai, D.; Chen, Q.; Qin, P.; Tan, T.; Cao, H. Comparison of performances of corn fiber plastic composites made from different parts of corn stalk. Ind. Crops Prod. 2017, 95, 521–527. [Google Scholar] [CrossRef]
- Acheampong, J.B.; de Angelis, M.; Krause, A.; Meincken, M. The effect of raw material selection on physical and mechanical properties of wood plastic composites made from recycled LDPE and wood from invasive trees in South Africa. Wood Mater. Sci. Eng. 2021, 16, 118–123. [Google Scholar] [CrossRef]
- Rowell, R.M. Moisture Properties. In Handbook of Wood Chemistry and Wood Composites; Rowell, R.M., Ed.; CRC Press: Boca Raton, FL, USA, 2005; pp. 84–106. [Google Scholar]
- Hakkou, M.; Pétrissans, M.; Zoulalian, A.; Gérardin, P. Investigation of wood wettability changes during heat treatment on the basis of chemical analysis. Polym. Degrad. Stab. 2005, 89, 1–5. [Google Scholar] [CrossRef]
- Wang, M.-L.; Chang, R.-Y.; Hsu, C.-H. Material properties of plastics. In Laser Welding of Plastics, 1st ed.; Klein, R., Ed.; Wiley-VCH Verlag GmbH & Co. KGaA: Weinheim, Germany, 2011; pp. 3–69. [Google Scholar]
- Kallakas, H.; Poltimäe, T.; Süld, T.M.; Kers, J.; Krumme, A. The influence of accelerated weathering on the mechanical and physical properties of wood-plastic composites. In Proceedings of the Estonian Academy of Sciences, 2015; Estonian Academy Publishers: Tallinn, Estonia, 2015; Volume 64, pp. 94–104. [Google Scholar] [CrossRef]
- Gulitah, V.; Liew, K.C. Three different recycle codes of plastic/Acacia fibre composites: Physical and morphological properties. Int. J. Biobased Plast. 2019, 1, 1–7. [Google Scholar] [CrossRef] [Green Version]
- Wechsler, A.; Hiziroglu, S. Some of the properties of wood-plastic composites. Build. Environ. 2007, 42, 2637–2644. [Google Scholar] [CrossRef] [Green Version]
- Tabarsa, T.; Khanjanzadeh, H.; Pirayesh, H. Manufacturing of wood-plastic composite from completely recycled materials. Key Eng. Mater. 2011, 471–472, 62–66. [Google Scholar] [CrossRef]
- Wiedenhoeft, A. Structure and function of wood. In Wood Handbook: Wood as an Engineering Material; General Technical Report, FPL-GTR-19; Centennial Ross, R.J., Ed.; Forest Products Laboratory: Madison, WI, USA, 2010; pp. 62–79. Available online: www.fpl.fs.fed.us (accessed on 30 May 2021).
- Gallagher, L.W.; McDonald, A.G. The effect of micron sized wood fibers in wood plastic composites. Maderas Cienc Tecnol. 2013, 15, 357–374. [Google Scholar] [CrossRef] [Green Version]
- Clemons, C. Raw materials for wood-polymer composites. In Composites Science and Engineering, Wood-Polymer Composites; Niska, K.O., Sain, M., Eds.; Woodhead Publishing: Sawston, UK, 2008; pp. 1–22. [Google Scholar] [CrossRef]
- Leskinen, T.; Salas, C.; Kelley, S.S.; Argyropoulos, D.S. Wood Extractives Promote Cellulase Activity on Cellulosic Substrates. Biomacromolecules 2015, 16, 3226–3234. [Google Scholar] [CrossRef]
- Jansson, M.B.; Nilvebrant, N.-O. Wood extractives. In Pulp and Paper Chemistry and Technology: Wood Chemistry and Wood Biotechnology; Ek, M., Gellerstedt, G., Henriksson, G., Eds.; Walter de Gruyter GmbH & Co.: Berlin, Germany, 2009; Volume 1, pp. 147–171. [Google Scholar]
- Klyosov, A.A. Wood-Plastic Composites; John Wiley & Sons, Inc.: Hoboken, NJ, USA, 2007; pp. 1–696. [Google Scholar]
- Rowell, R.M.; Pettersen, R.; Han, J.S.; Rowell, J.S.; Tshabalala, M.A. Cell Wall Chemistry. In Handbook of Wood Chemistry and Wood Composites; Rowell, R.M., Ed.; CRC Press: Boca Raton, FL, USA, 2005; pp. 43–82. [Google Scholar]
- Clemons, C.M.; Stark, N.M. Feasibility of using saltcedar as a filler in injection-molded polyethylene composites. Wood Fiber Sci. 2009, 41, 2–12. [Google Scholar]
- Boonstra, M.J.; Van Acker, J.; Kegel, E.; Stevens, M. Optimisation of a two-stage heat treatment process: Durability aspects. Wood Sci. Technol. 2007, 41, 31–57. [Google Scholar] [CrossRef]
- Ates, S.; Hakan, A.M.; Ozdemir, H. Heat-Treated Calabrian Pine Wood. BioResources 2009, 4, 1032–1043. [Google Scholar]
- Phuong, L.X.; Shida, S.; Saito, Y. Effects of heat treatment on brittleness of Styrax tonkinensis wood. J. Wood Sci. 2007, 53, 181–186. [Google Scholar] [CrossRef]
- Inari, G.N.; Petrissans, M.; Lambert, J.; Ehrhardt, J.J.; Rardin, P.G. XPS characterization of wood chemical composition after heat-treatment. Surf. Interface Anal. 2006, 38, 1380–1385. [Google Scholar] [CrossRef]
- Pétrissans, M.; Gérardin, P.; El Bakali, I.; Serraj, M. Wettability of heat-treated wood. Holzforschung 2003, 57, 301–307. [Google Scholar] [CrossRef]
- Gérardin, P.; Petrič, M.; Petrissans, M.; Lambert, J.; Ehrhrardt, J.J. Evolution of wood surface free energy after heat treatment. Polym. Degrad. Stab. 2007, 92, 653–657. [Google Scholar] [CrossRef]
- Chaouch, M.; Pétrissans, M.; Pétrissans, A.; Gérardin, P. Use of wood elemental composition to predict heat treatment intensity and decay resistance of different softwood and hardwood species. Polym. Degrad. Stab. 2010, 95, 2255–2259. [Google Scholar] [CrossRef]
- Mitsui, K.; Inagaki, T.; Tsuchikawa, S. Monitoring of hydroxyl groups in wood during heat treatment using NIR spectroscopy. Biomacromolecules 2008, 9, 286–288. [Google Scholar] [CrossRef]
- Lyutyy, P.; Bekhta, P.; Sedliacik, J.; Ortynska, G. Properties of flat-pressed wood-polymer composites made using secondary polyethylene. Acta Fac Xylologiae 2014, 56, 39–50. [Google Scholar]
- Santos, J.A. Mechanical behaviour of Eucalyptus wood modified by heat. Wood Sci. Technol. 2000, 34, 39–43. [Google Scholar] [CrossRef]
- Kubojima, Y.; Okano, T.; Ohta, M. Bending strength and toughness of heat-treated wood. J. Wood Sci. 2000, 46, 8–15. [Google Scholar] [CrossRef]
- Korkut, S.; Akgül, M.; Dündar, T. The effects of heat treatment on some technological properties of Scots pine (Pinus sylvestris L.) wood. Bioresour. Technol. 2008, 99, 1861–1868. [Google Scholar] [CrossRef] [PubMed]
- Bal, B.C.; Bektaş, I. The Effects of Heat Treatment on Some Mechanical Properties of Juvenile Wood and Mature Wood of Eucalyptus grandis. Dry Technol. 2013, 31, 479–485. [Google Scholar] [CrossRef]
- Rahman, K.S.; Islam, M.N.; Rahman, M.M.; Hannan, M.O.; Dungani, R.; Khalil, H.P.S.A. Flat-pressed wood plastic composites from sawdust and recycled polyethylene terephthalate (PET): Physical and mechanical properties. Springerplus 2013, 2, 1–7. [Google Scholar] [CrossRef] [Green Version]
- Chen, H.C.; Chen, T.Y.; Hsu, C.H. Effects of wood particle size and mixing ratios of HDPE on the properties of the composites. Holz Roh Werkst 2006, 64, 172–177. [Google Scholar] [CrossRef] [Green Version]
- Wang, W.; Morrell, J.J. Water sorption characteristics of two wood-plastic composites. For. Prod. J. 2004, 54, 209–212. [Google Scholar]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Blending Ratio (wt. %) | Particle size S | Pressure (kg/cm2) | Particle Size L | ||||
|---|---|---|---|---|---|---|---|
| Press Temperature (°C) | Press Time (min) | Sample Code | Press Temperature (°C) | Press Time (min) | Sample Code | ||
| 50:50 | 150 | 10 | 5SA | 2500 | 150 | 10 | 5LA |
| 30 | 5SB | 30 | 5LB | ||||
| 180 | 10 | 5SC | 180 | 10 | 5LC | ||
| 30 | 5SD | 30 | 5LD | ||||
| 60:40 | 150 | 10 | 6SA | 150 | 10 | 6LA | |
| 30 | 6SB | 30 | 6LB | ||||
| 180 | 10 | 6SC | 180 | 10 | 6LC | ||
| 30 | 6SD | 30 | 6LD | ||||
| 70:30 | 150 | 10 | 7SA | 150 | 10 | 7LA | |
| 30 | 7SB | 30 | 7LB | ||||
| 180 | 10 | 7SC | 180 | 10 | 7LC | ||
| 30 | 7SD | 30 | 7LD | ||||
| Parameters (%) | Biomass Type | ||
|---|---|---|---|
| A. saligna | A. mearnsii | E. camaldulensis | |
| Lignin | 19.69 (0.48) | 18.92 (0.57) | 21.14 (1.96) |
| Hemicelluloses | 15.18 (0.69) | 16.24 (0.10) | 17.36 (1.23) |
| Cellulose | 41.97 (2.54) | 35.55 (0.49) | 28.74 (2.34) |
| Water Extractives | 7.62 (0.41) | 6.02 (1.22) | 4.85 (0.78) |
| Ethanol Extractives | 0.18 (0.19) | 0.15 (0.09) | 0.18 (0.04) |
| Total Extractives | 7.80 (0.19) | 6.17 (0.92) | 5.03 (0.64) |
| Ash | 1.07 (0.47) | 1.30 (0.76) | 0.93 (0.08) |
| Treatment | Sample Code a | (g/cm3) | WA (h) | TS (h) | Sample Code a | (g/cm3) | WA (h) | TS (h) | ||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 2 | 24 | 672 | 2 | 24 | 672 | 2 | 24 | 672 | 2 | 24 | 672 | |||||
| A | 5SA | 1.61 | 3.27 (0.23) | 14.43 (1.34) | 30.76 (2.44) | 4.39 (0.39) | 7.03 (0.60) | 9.60 (0.55) | 5LA | 1.49 | 3.68 (0.17) | 11.71 (0.56) | 29.64 (0.83) | 2.56 (0.27) | 4.30 (0.37) | 8.40 (0.68) |
| 6SA | 0.93 | 5.27 (0.12) | 12.54 (0.38) | 33.96 (0.62) | 1.42 (0.06) | 5.10 (0.20) | 9.30 (0.30) | 6LA | 0.94 | 5.70 (0.27) | 19.01 (1.44) | 37.46 (1.86) | 3.79 (0.25) | 6.23 (0.52) | 8.94 (0.58) | |
| 7SA | 0.96 | 10.69 (0.19) | 22.81 (0.28) | 37.05 (0.45) | 5.70 (0.15) | 8.74 (0.40) | 11.46 (0.32) | 7LA | 0.76 | 11.40 (0.18) | 22.63 (0.34) | 37.40 (1.44) | 4.76 (0.05) | 8.27 (0.07) | 12.06 (0.12) | |
| B | 5SB | 1.52 | 2.84 (0.15) | 10.10 (0.33) | 30.53 (0.83) | 3.99 (0.14) | 4.54 (0.42) | 6.91 (0.60) | 5LB | 1.54 | 2.50 (0.08) | 10.37 (0.54) | 28.18 (1.09) | 0.71 (0.05) | 2.61 (0.15) | 6.26 (0.35) |
| 6SB | 1.01 | 2.65 (0.06) | 9.23 (0.20) | 30.30 (0.59) | 0.65 (0.03) | 3.57 (0.16) | 6.49 (0.31) | 6LB | 0.97 | 2.95 (0.08) | 10.63 (0.28) | 35.58 (0.85) | 0.43 (0.02) | 3.70 (0.20) | 7.19 (0.32) | |
| 7SB | 0.93 | 8.72 (0.44) | 22.65 (1.68) | 34.09 (2.39) | 3.89 (0.22) | 7.17 (0.53) | 9.61 (0.71) | 7LB | 0.88 | 8.30 (0.22) | 21.07 (0.95) | 34.87 (1.76) | 2.53 (0.05) | 6.87 (0.23) | 10.79 (0.31) | |
| C | 5SC | 1.46 | 2.79 (0.10) | 6.83 (0.31) | 27.39 (2.28) | 3.15 (0.34) | 4.57 (0.47) | 6.86 (0.63) | 5LC | 1.39 | 2.97 (0.12) | 8.62 (0.36) | 27.36 (0.74) | 0.65 (0.04) | 1.95 (0.10) | 5.90 (0.27) |
| 6SC | 1.12 | 2.73 (0.05) | 9.77 (0.11) | 31.02 (0.25) | 1.30 (0.06) | 4.49 (0.17) | 6.95 (0.26) | 6LC | 0.97 | 3.82 (0.09) | 11.86 (0.23) | 32.67 (0.86) | 2.30 (0.16) | 4.91 (0.35) | 7.55 (0.47) | |
| 7SC | 0.97 | 5.24 (0.11) | 14.79 (0.34) | 29.76 (0.51) | 3.51 (0.18) | 6.97 (0.25) | 9.65 (0.34) | 7LC | 0.89 | 8.91 (0.29) | 21.72 (0.88) | 35.87 (1.71) | 4.12 (0.17) | 7.95 (0.22) | 11.46 (0.33) | |
| D | 5SD | 1.41 | 1.32 (0.04) | 5.20 (0.17) | 19.85 (0.82) | 0.58 (0.03) | 1.87 (0.09) | 6.39 (0.29) | 5LD | 1.47 | 2.43 (0.07) | 8.53 (0.23) | 24.45 (0.85) | 0.50 (0.04) | 1.70 (0.12) | 5.64 (0.37) |
| 6SD | 0.94 | 2.32 (0.07) | 8.09 (0.28) | 27.28 (0.81) | 1.03 (0.04) | 2.39 (0.09) | 6.25 (0.16) | 6LD | 1.06 | 2.26 (0.04) | 8.50 (0.17) | 27.88 (0.62) | 1.14 (0.05) | 3.43 (0.15) | 5.84 (0.21) | |
| 7SD | 0.99 | 4.89 (0.12) | 14.24 (0.30) | 27.96 (0.67) | 2.43 (0.06) | 4.51 (0.14) | 9.04 (0.25) | 7LD | 0.89 | 6.62 (0.23) | 19.48 (0.68) | 30.18 (1.07) | 2.39 (0.07) | 6.21 (0.21) | 10.23 (0.26) | |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Mohammed, A.S.; Meincken, M. Properties of Low-Cost WPCs Made from Alien Invasive Trees and rLDPE for Interior Use in Social Housing. Polymers 2021, 13, 2436. https://doi.org/10.3390/polym13152436
Mohammed AS, Meincken M. Properties of Low-Cost WPCs Made from Alien Invasive Trees and rLDPE for Interior Use in Social Housing. Polymers. 2021; 13(15):2436. https://doi.org/10.3390/polym13152436
Chicago/Turabian StyleMohammed, Abubakar Sadiq, and Martina Meincken. 2021. "Properties of Low-Cost WPCs Made from Alien Invasive Trees and rLDPE for Interior Use in Social Housing" Polymers 13, no. 15: 2436. https://doi.org/10.3390/polym13152436
APA StyleMohammed, A. S., & Meincken, M. (2021). Properties of Low-Cost WPCs Made from Alien Invasive Trees and rLDPE for Interior Use in Social Housing. Polymers, 13(15), 2436. https://doi.org/10.3390/polym13152436