
Effect of Fluorane Microcapsule Content on Properties of Thermochroic Waterborne Topcoat on Tilia europaea

Abstract
:1. Introduction
2. Materials and Methods
2.1. Preparation of Color Changing Finish Topcoat
2.2. Testing and Characterization
3. Results and Discussion
3.1. Orthogonal Experiment
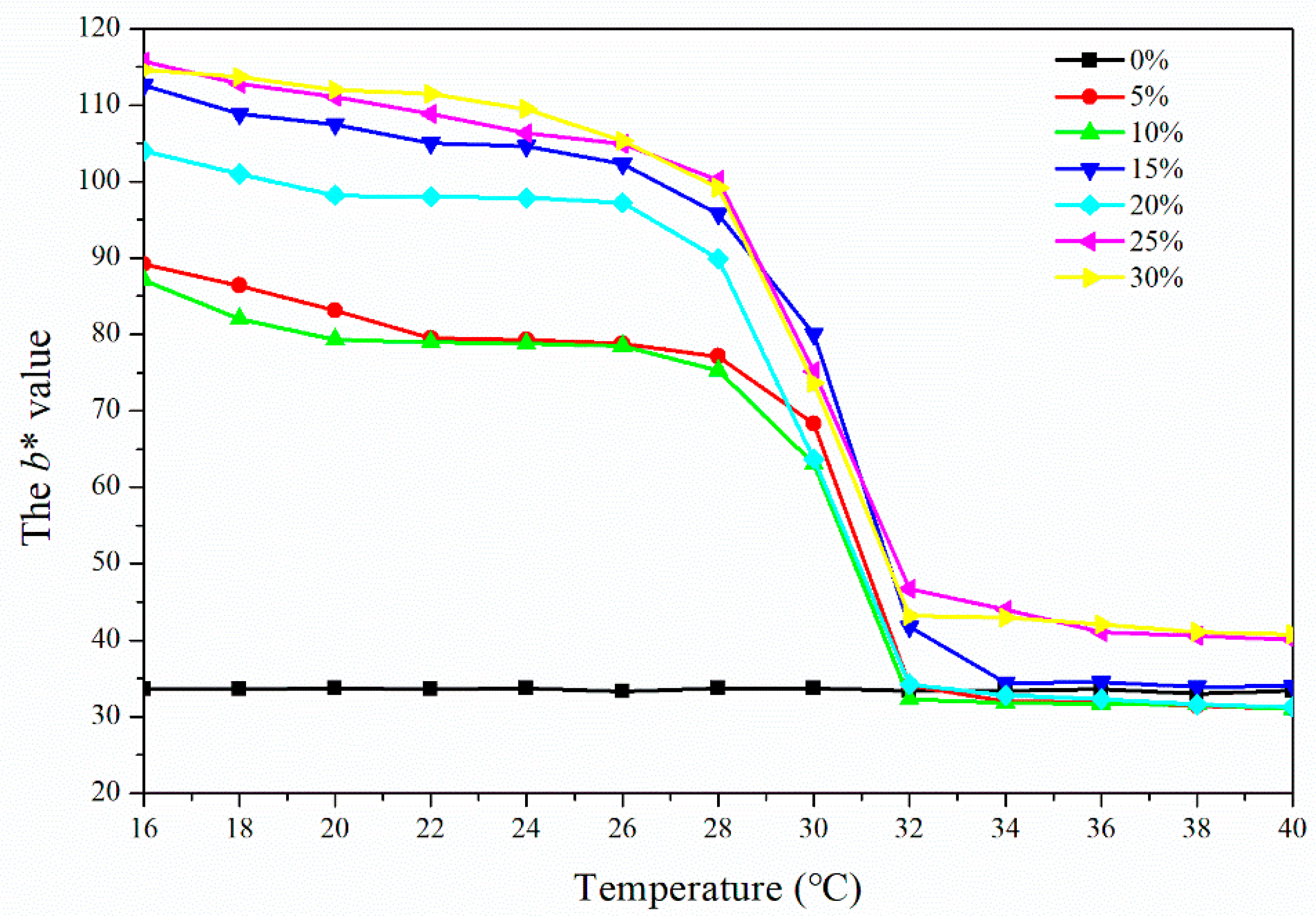
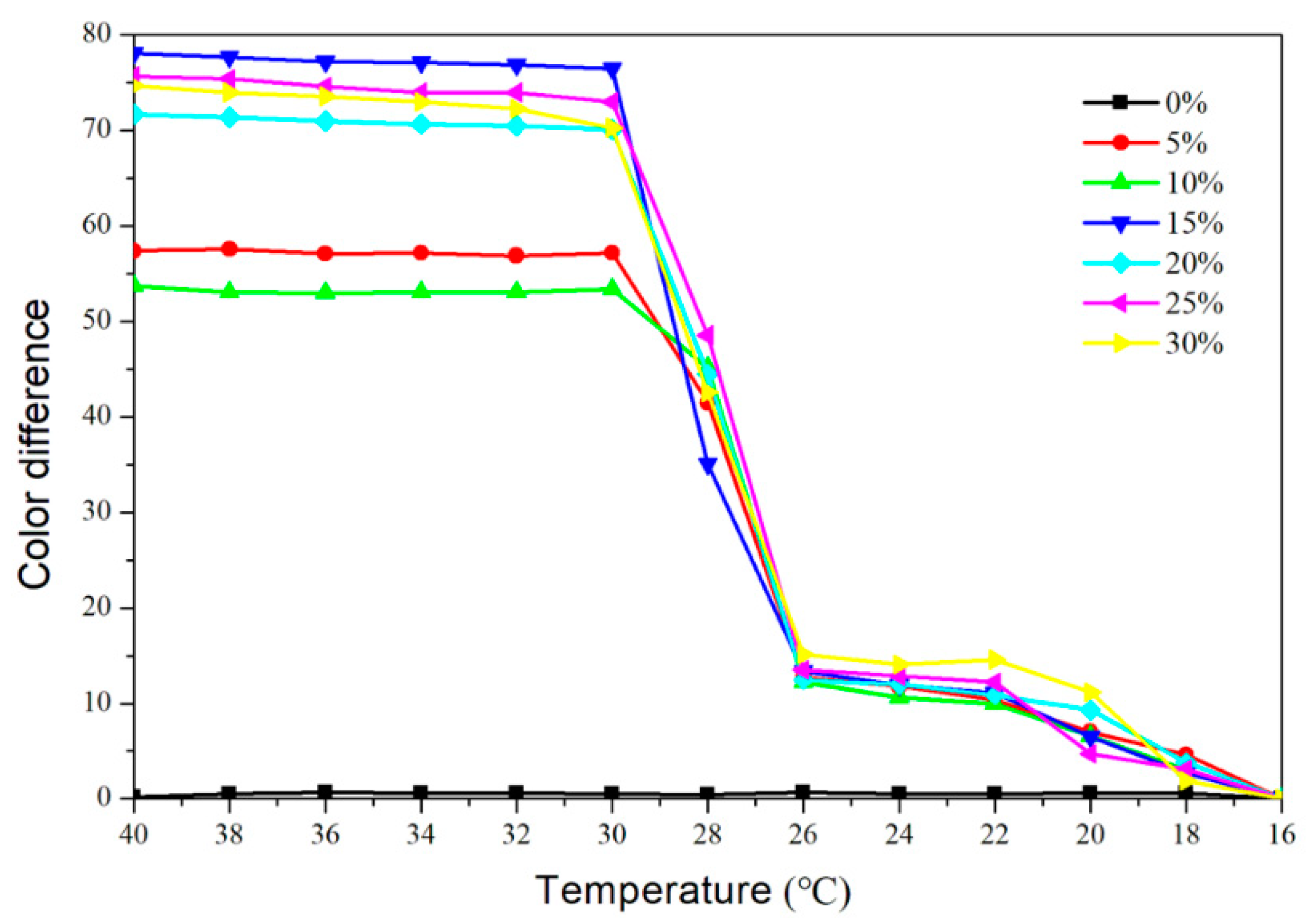
3.2. Optical Properties
3.3. Mechanical Property
3.4. Liquid Resistance
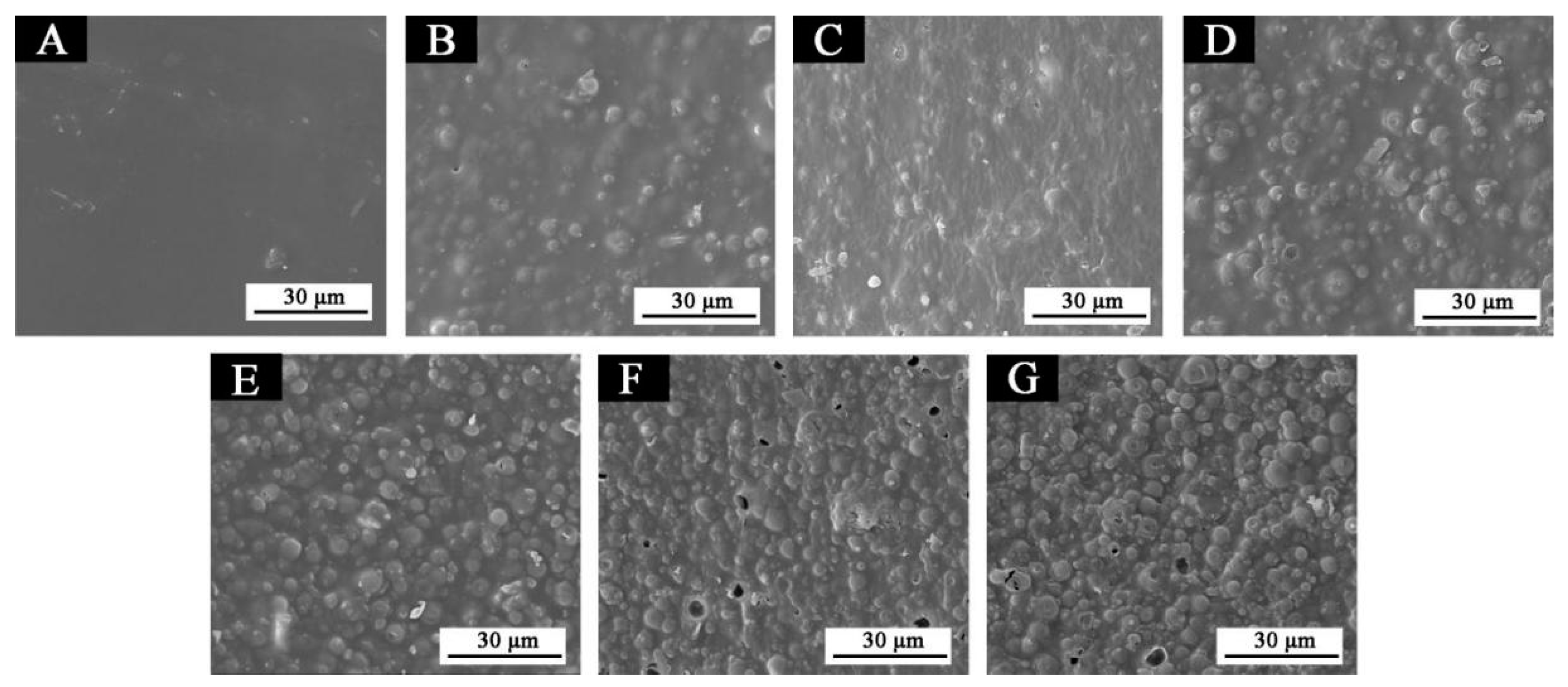
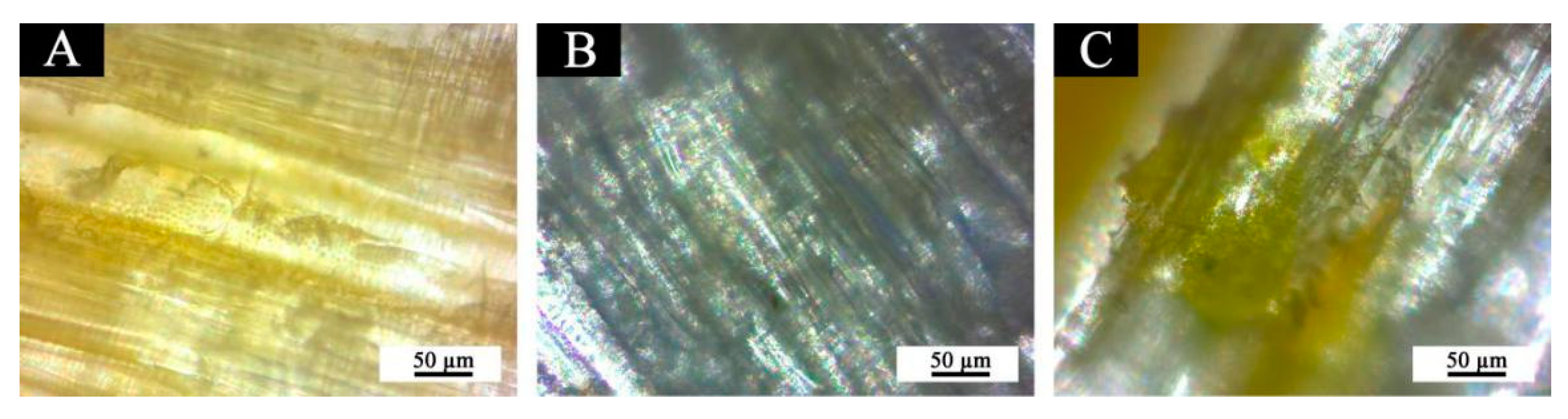
3.5. Microstructure and Infrared Spectroscopy Analysis
3.6. Artificially Accelerated Aging Experiment
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Liu, Q.; Gao, D.; Xu, W. Influence of the bottom color modification and material color modification process on the performance of modified poplar. Coatings 2021, 11, 660. [Google Scholar] [CrossRef]
- Zhang, N.; Mao, Y.Q.; Wu, S.S.; Xu, W. Effects of the Ball Milling Process on the Particle Size of Graphene Oxide and Its Ap-plication in Enhancing the Thermal Conductivity of Wood. Forests 2022, 13, 1325. [Google Scholar] [CrossRef]
- Liu, Y.; Hu, J.; Wu, Z. Fabrication of coatings with structural color on a wood surface. Coatings 2020, 10, 32. [Google Scholar] [CrossRef]
- Zhao, Y.; Ren, J.; Zheng, X.; Pan, B.; Leng, W. Effects of three kinds of fungi on color, chemical composition and route of in-fection of Picea sitchensis. J. For. Eng. 2021, 6, 88–93. [Google Scholar]
- Liu, Y.; Hu, J. Investigation of polystyrene-based microspheres from different copolymers and their structural color coatings on wood surface. Coatings 2021, 11, 14. [Google Scholar] [CrossRef]
- Fu, R.; Zhang, W.; Li, D.; Zhang, H. Analyses on chemical composition of ancient wood structural component by using near infrared spectroscopy. J. For. Eng. 2021, 6, 114–119. [Google Scholar]
- Hu, W.G.; Zhang, J.Z. Study on static lateral load–slip behavior of single-shear stapled connections in plywood for upholstered furniture frame construction. J. Wood Sci. 2021, 67, 40. [Google Scholar] [CrossRef]
- Hu, W.G.; Zhang, J.L. Bolt-bearing yield strength of three-layered cross-laminated timber treated with phenol formaldehyde resin. Forests 2020, 11, 501. [Google Scholar] [CrossRef]
- Li, R.R.; He, C.J.; Xu, W.; Wang, X.D. Modeling and optimizing the specific cutting energy of medium density fiberboard during the helical up-milling process. Wood Mater. Sci. Eng. 2022, Online. [Google Scholar] [CrossRef]
- Peng, X.R.; Zhang, Z.K. Improvement of paint adhesion of environmentally friendly paint film on wood surface by plasma treatment. Prog. Org. Coat. 2019, 134, 255–263. [Google Scholar] [CrossRef]
- Lu, Z.; Hu, J.; Zhang, M.; Chang, S.; Liu, Y.; Zheng, L.; Li, X. Research on wettability of wood surface with waterborne-resin priming paint. J. For. Eng. 2021, 6, 178–183. [Google Scholar]
- Feng, X.; Chen, J.; Wu, Z.; Wu, Y.; Gan, J. The formation mechanism of “skin-tactile” coating and its application and trends in furniture. J. For. Eng. 2021, 6, 167–175. [Google Scholar]
- Hu, J.; Liu, Y.; Wu, Z.; Pang, X. Construction of bionic structural color coating on wood surface based on polystyrene micro-spheres. J. For. Eng. 2021, 6, 35–42. [Google Scholar]
- Noh, H.H.; Lee, J.K. Microencapsulation of self-healing agents containing a fluorescent dye. Express Polym. Lett. 2013, 7, 88–94. [Google Scholar] [CrossRef]
- Gao, H.; Sapelkin, A.V.; Titirici, M.M.; Sukhorukov, G.B. In Situ Synthesis of Fluorescent Carbon Dots/Polyelectrolyte Nano-composite Microcapsules with Reduced Permeability and Ultrasound Sensitivit. ACS Nano 2016, 10, 9608–9615. [Google Scholar] [CrossRef]
- Yashchenok, A.M.; Jose, J.; Trochet, P.; Sukhorukov, G.B.; Gorin, D.A. Multifunctional Polyelectrolyte Microcapsules as a Contrast Agent for Photoacoustic Imaging in Blood. J. Biophotonics 2016, 9, 792–799. [Google Scholar] [CrossRef]
- Campana, A.L.; Sotelo, D.C.; Oliva, H.A.; Aranguren, A.; Ornelas-Soto, N.; Cruz, J.C.; Osma, J.F. Fabrication and Characterization of a Low-Cost Microfluidic System for the Manufacture of Alginate-Lacasse Microcapsules. Polymers 2020, 12, 1158. [Google Scholar] [CrossRef]
- Di Girolamo, S.; Puorger, C.; Lipps, G. Stable and Selective Permeable Hydrogel Microcapsules for High-throughput Cell Cultivation and Enzymatic analysis. Microb. Cell Factories 2020, 19, 170. [Google Scholar] [CrossRef]
- Wang, Y.F.; Zhou, J.; Guo, X.C.; Hu, Q.; Qin, C.R.; Liu, H.; Dong, M.; Chen, Y.J. Layer-by-layer Assembled Biopolymer Micro-capsule with Separate Layer Cavities Generated by Gas-liquid Microfluidic Approach. Mater. Sci. Eng. C 2017, 81, 13–19. [Google Scholar] [CrossRef]
- Zhang, Y.; Mustapha, A.N.; Zhang, X.T.; Baiocco, D.; Wellio, G.; Davies, T.; Zhang, Z.B.; Li, Y.L. Improved Volatile Cargo Retention and Mechanical Properties of Capsules Via Sediment-free in Situ Polymerization with Cross-linked Poly (vinyl alcohol) as an Emulsifier. J. Colloid Interface Sci. 2020, 568, 155–164. [Google Scholar] [CrossRef]
- Sun, J.X.; Su, C.; Zhang, X.J.; Li, J.F.; Zhang, W.B.; Zhao, N.; Xu, J.; Yang, S.G. Responsive Complex Capsules Crepared with Polymerization of Dopamine, Hydrogen-bonding Assembly, and Catechol Dismutation. J. Colloid Interface Sci. 2018, 513, 470–479. [Google Scholar] [CrossRef] [PubMed]
- Wang, L.; Yan, X.X. Mechanical and Optical Properties of Thermochromic Reversible Waterborne Primer Film on Tilia europaea with 1,2-Benzo-6-diethylaminofluorane Based Microcapsules. Polymers 2020, 12, 2062. [Google Scholar] [CrossRef] [PubMed]
- Li, R.R.; He, C.J.; Wang, X.D. Evaluation and modeling of processability of laser removal technique for bamboo outer layer. JOM 2021, 73, 2423–2430. [Google Scholar] [CrossRef]
- GB/T 4893.4-2013; Test of Surface Coatings of Furniture. Standardization Administration of the People’s Republic of China: Beijing, China, 2013.
- GB/T 6739-2006; Paint and Varnishes-Determination of Film Hardness by Pencil Test. Standardization Administration of the People’s Republic of China: Beijing, China, 1998.
- GB/T 1732-1993; Determination of Impact Resistance of Film. Standardization Administration of the People’s Republic of China: Beijing, China, 1993.
- GB/T 4893.1-2021; Test of Surface Coatings of Furniture—Part 1: Determination of Surface Resistance to Cold Liquids. Standardization Administration of the People’s Republic of China: Beijing, China, 2021.
- Landry, V.; Blanchet, P.; Zotig, L.; Martel, T. Performance of exterior semitransparent PVDF-acrylic coatings. J. Coat. Technol. Res. 2013, 10, 37–46. [Google Scholar] [CrossRef]
- Zhou, X.; Zhang, X.J.; Han, S.L.; Dou, Y.; Liu, M.Y.; Zhang, L.; Guo, J.W.; Shi, Q.; Gong, G.H.; Wang, R.B.; et al. Yeast Microcapsule-Mediated Targeted Delivery of Diverse Nanoparticles for Imaging and Therapy Via the Oral Route. Nano Lett. 2019, 17, 1056–1064. [Google Scholar] [CrossRef]
- Hastings, D.E.; Stover, H.D.H. Crosslinked Hydrogel Capsules for Cell Encapsulation Formed Using Amino/Betaine Dual-Functional Semibatch Copolymers. ACS Appl. Polym. Mater. 2019, 1, 2055–2067. [Google Scholar] [CrossRef]
- Ermakov, A.V.; Inozemtseva, O.A.; Gorin, D.A.; Sukhorukov, G.B.; Belyakov, S.; Antipina, M.N. Influence of Heat Treatment on Loading of Polymeric Multilayer Microcapsules with Rhodamine B. Macromol. Rapid Commun. 2019, 40, 1800200. [Google Scholar] [CrossRef]
- Zhang, X.; Wang, P.F.; Sun, D.W.; Li, X.; An, J.L.; Yu, T.X.; Yang, E.H.; Yang, J.L. Dynamic Plastic Deformation and Failure Mechanisms of Individual Microcapsule and Its Polymeric Composites. J. Mech. Phys. Solids. 2020, 139, 103933. [Google Scholar] [CrossRef]
- Roy, S.; Zhu, D.C.; Parak, W.J.; Feliu, N. Lysosomal Proton Buffering of Poly(ethylenimine) Measured In Situ by Fluorescent pH-Sensor Microcapsules. ACS Nano 2020, 14, 8012–8023. [Google Scholar] [CrossRef]
- Yang, T.J.; Cingolani, A.; Casalini, T.; Aribia, A.; Klaue, A.; Wu, H.; Stavrakis, S.; de Mello, A.; Morbidelli, M. Reactive Gelation Synthesis of Monodisperse Polymeric Capsules Using Droplet-Based Microfluidics. Adv. Mater. Technol. 2019, 4, 1900092. [Google Scholar] [CrossRef]
- Drachuk, I.; Harbaugh, S.; Kelley-Loughnane, N.; Chavez, J.L. Preparation of Multifunctional Silk-based Microcapsules Loaded with DNA Plasmids Encoding RNA Aptamers and Riboswitches. Jove-J. Vis. Exp. 2021, 176, e62854. [Google Scholar] [CrossRef] [PubMed]
- Zhang, Y.; Jiang, Z.; Zhang, Z.B.; Ding, Y.L.; Yu, Q.H.; Li, Y.L. Polysaccharide Assisted Microencapsulation for Volatile Phase Change Materials with a Fluorescent Retention Indicator. Chem. Eng. J. 2019, 359, 1234–1243. [Google Scholar] [CrossRef]
- Ishii, K.; Ryota, A.; Fumoto, K. Two-Dimensional Flow Field Visualization of Temperature-Sensitive Magnetic Fluids Using a Luminescent Microcapsule. IEEE Magn. Lett. 2020, 11, 8103005. [Google Scholar] [CrossRef]
- Mayorova, O.A.; Sindeeva, O.A.; Lomova, M.V.; Gusliakova, O.I.; Tarakanchikova, Y.V.; Tyutyaev, E.V.; Pinyaev, S.I.; Kuli-kov, O.A.; German, S.V.; Pyataev, N.A.; et al. Endovascular Addressing Improves the Effectiveness of Magnetic Targeting of Drug Carrier. Comparison with the Conventional Administration Method. Nanomed. NBM 2020, 28, 102184. [Google Scholar] [CrossRef]
- Demina, P.A.; Sindeeva, O.A.; Abramova, A.M.; Prikhozhdenko, E.S.; Verkhovskii, R.A.; Lengert, E.V.; Sapelkin, A.V.; Goryacheva, I.Y.; Sukhorukov, G.B. Fluorescent Convertible Capsule Coding Systems for Individual Cell Labeling and Tracking. ACS Appl. Mater. Interfaces 2021, 13, 19701–19709. [Google Scholar] [CrossRef]
- Fukui, Y.; Kameyama, S.; Fujimoto, K. Preparation of Free-standing Hybrid Colloidal Membranes Via Assembly of Liponanocapsules. J. Biomater. Sci. Polym. Ed. 2017, 28, 1010–1024. [Google Scholar] [CrossRef]
- Brueckner, M.; Scheffler, K.; Reibetanz, U. Enhanced Cytoplasmic Release of Drug Delivery Systems: Chloroquine as a Multi-layer and Template Constituent of Layer-by-layer Microcarriers. J. Mater. Chem. B 2018, 6, 5153–5163. [Google Scholar] [CrossRef]
- Marturano, V.; Bizzarro, V.; De Luise, A.; Calarco, A.; Ambrogi, V.; Giamberini, M.; Tylkowski, B.; Cerruti, P. Essential Oils as Solvents and Core Materials for the Preparation of Photo-responsive Polymer Nanocapsules. Nano Res. 2018, 11, 2783–2795. [Google Scholar] [CrossRef]
- Gerasimova, E.N.; Yaroshenko, V.V.; Talianov, P.M.; Peltek, O.O.; Baranov, M.A.; Kapitanova, P.V.; Zuev, D.A.; Timin, A.S.; Zyuzin, M.V. Real-Time Temperature Monitoring of Photoinduced Cargo Release inside Living Cells Using Hybrid Capsules Decorated with Gold Nanoparticles and Fluorescent Nanodiamonds. ACS Appl. Mater. Interfaces 2021, 13, 36737–36746. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample (#) | Fluorane Microcapsule Content (%) | Drying Temperature (°C) | Drying Time (h) |
|---|---|---|---|
| 1 | 15 | 35 | 2 |
| 2 | 15 | 60 | 4 |
| 3 | 30 | 35 | 4 |
| 4 | 30 | 60 | 2 |
| Sample (#) | Fluorane Microcapsule Content (%) |
|---|---|
| 1 | 15 |
| 2 | 15 |
| 3 | 30 |
| 4 | 30 |
| 5 | 0 |
| 6 | 5 |
| 7 | 10 |
| 8 | 15 |
| 9 | 20 |
| 10 | 25 |
| 11 | 30 |
| Grade | Situation |
|---|---|
| 1 | No observable change (no damage) |
| 2 | There is only tiny apparent darkening or discontinuous marks when the light hits the test surface or is very close to the mark and reflects to the observer’s eye. |
| 3 | A faint impression that may be seen from multiple angles, such as a nearly full circle or ring. |
| 4 | The surface structure changes little. |
| 5 | Severe impact, modification of the surface’s structure, complete or partial shredding of the surface material, or paper adherence to the test surface. |
| Sample | Fluorane Microcapsule Content (%) | Drying Temperature (°C) | Drying Time (h) | Color Difference Results during Heating Process (16–32 °C) |
|---|---|---|---|---|
| 1 | 15 | 35.0 | 2.0 | 68.6 |
| 2 | 15 | 60.0 | 4.0 | 70.6 |
| 3 | 30 | 35.0 | 4.0 | 72.0 |
| 4 | 30 | 60.0 | 2.0 | 74.9 |
| Mean 1 | 69.60 | 70.30 | 71.75 | |
| Mean 2 | 73.45 | 72.75 | 71.30 | |
| Range | 3.85 | 2.45 | 0.45 |
| Sample (#) | Fluorane Microcapsule Content (%) | 20° Gloss (%) | 60° Gloss (%) | 85° Gloss (%) |
|---|---|---|---|---|
| 5 | 0 | 8.0 | 33.2 | 52.9 |
| 6 | 5 | 1.9 | 5.0 | 11.9 |
| 7 | 10 | 1.8 | 4.5 | 8.3 |
| 8 | 15 | 1.9 | 3.9 | 10.7 |
| 9 | 20 | 1.6 | 2.7 | 6.8 |
| 10 | 25 | 1.8 | 2.7 | 7.9 |
| 11 | 30 | 1.8 | 2.4 | 8.7 |
| Sample (#) | Fluorane Microcapsule Content (%) | Hardness (H) | Adhesion (Level) | Impact Resistance (kg∙cm) | Elongation at Break (%) |
|---|---|---|---|---|---|
| 5 | 0 | H | 0 | 5 | 17.93 |
| 6 | 5 | 2H | 0 | 8 | 22.73 |
| 7 | 10 | 2H | 0 | 9 | 23.46 |
| 8 | 15 | 2H | 0 | 10 | 15.56 |
| 9 | 20 | 3H | 0 | 10 | 52.00 |
| 10 | 25 | 3H | 1 | 11 | 3.78 |
| 11 | 30 | 3H | 1 | 11 | 0.89 |
| Sample (#) | Fluorane Microcapsule Content (%) | ∆E94 | |||
|---|---|---|---|---|---|
| Red Ink | NaCl | Ethyl Alcohol | Detergent | ||
| 5 | 0 | 7.1 | 0.6 | 0.7 | 1.0 |
| 6 | 5 | 20.5 | 2.5 | 3.0 | 2.9 |
| 7 | 10 | 39.1 | 2.9 | 2.9 | 2.3 |
| 8 | 15 | 40.0 | 2.8 | 2.5 | 3.0 |
| 9 | 20 | 40.1 | 0.8 | 1.7 | 5.8 |
| 10 | 25 | 64.3 | 2.9 | 10 | 11.1 |
| 11 | 30 | 67.7 | 2.3 | 4.2 | 14.1 |
| Sample (#) | Fluorane Microcapsule Content (%) | Gloss after Red Ink (%) | Gloss after NaCl (%) | Gloss after Ethyl Alcohol (%) | Gloss after Detergent (%) |
|---|---|---|---|---|---|
| 5 | 0 | 32.2 | 32 | 31.6 | 32.1 |
| 6 | 5 | 4.4 | 4.8 | 4.9 | 5.1 |
| 7 | 10 | 4.0 | 4.0 | 4.2 | 4.6 |
| 8 | 15 | 3.4 | 4.1 | 4.4 | 4.2 |
| 9 | 20 | 2.4 | 2.7 | 2.7 | 2.7 |
| 10 | 25 | 2.4 | 2.6 | 2.6 | 3.0 |
| 11 | 30 | 2.1 | 2.3 | 2.3 | 2.7 |
| Sample (#) | Fluorane Microcapsule Content (%) | Level after Red Ink (Grade) | Level after NaCl (Grade) | Level after Ethyl Alcohol (Grade) | Level after Detergent (Grade) |
|---|---|---|---|---|---|
| 5 | 0 | 2 | 1 | 1 | 1 |
| 6 | 5 | 3 | 1 | 1 | 1 |
| 7 | 10 | 3 | 1 | 1 | 1 |
| 8 | 15 | 3 | 1 | 1 | 1 |
| 9 | 20 | 4 | 1 | 1 | 2 |
| 10 | 25 | 4 | 1 | 1 | 2 |
| 11 | 30 | 4 | 1 | 1 | 2 |
| Aging Environment | Fluorane Microcapsule Content (%) | Ageing Time (h) | ΔL* | Δa* | Δb* | ΔE94 |
|---|---|---|---|---|---|---|
| Oven to 120 °C | 0 | 0 | 0 | 0 | 0 | 0 |
| 8 | −4.5 | 1.5 | 1.0 | 4.8 | ||
| 16 | −4.2 | 2.4 | 1.7 | 5.1 | ||
| 24 | −3.9 | 2.5 | 2.7 | 5.4 | ||
| 32 | 1.4 | 2.0 | 6.5 | 6.9 | ||
| 40 | 3.2 | 0.4 | 8.4 | 9.0 | ||
| 15 | 0 | 0 | 0 | 0 | 0 | |
| 8 | −0.1 | 1.1 | 6.5 | 6.6 | ||
| 16 | −1.5 | −1.1 | 13.3 | 13.4 | ||
| 24 | −0.5 | −2.2 | 14.8 | 15 | ||
| 32 | 0.3 | 1.1 | 18.5 | 18.5 | ||
| 40 | 0.2 | 5.5 | 23.2 | 23.8 | ||
| Oven to 160 °C | 0 | 0 | 0 | 0 | 0 | 0 |
| 8 | 11.1 | −5.1 | −20.5 | 23.9 | ||
| 16 | 22.1 | −12.0 | −18.6 | 31.3 | ||
| 24 | 24.7 | −12.9 | −17.3 | 32.8 | ||
| 32 | 29.0 | −14.9 | −13.2 | 35.2 | ||
| 40 | 30.3 | −16.4 | −15.0 | 37.6 | ||
| 15 | 0 | 0 | 0 | 0 | 0 | |
| 8 | 7.9 | 1.2 | 20.4 | 21.9 | ||
| 16 | 13.2 | 2.8 | 33.2 | 35.8 | ||
| 24 | 19.8 | 2.9 | 47.2 | 51.3 | ||
| 32 | 19.5 | 2.2 | 49.2 | 53.0 | ||
| 40 | 22.2 | 2.4 | 53.9 | 58.3 | ||
| UV | 0 | 0 | 0 | 0 | 0 | 0 |
| 40 | −0.9 | 5.3 | 3.9 | 6.6 | ||
| 80 | −2.9 | 4.9 | 3.7 | 6.8 | ||
| 120 | −3.9 | 4.1 | 4.5 | 7.2 | ||
| 160 | −4.2 | 5.2 | 3.4 | 7.5 | ||
| 200 | 2.8 | 2.5 | 6.6 | 7.6 | ||
| 15 | 0 | 0 | 0 | 0 | 0 | |
| 40 | 5.9 | 13.4 | 80.5 | 81.8 | ||
| 80 | 6.1 | 11.8 | 79.1 | 80.2 | ||
| 120 | 5.3 | 11.9 | 87.7 | 88.7 | ||
| 160 | 4.4 | 12.4 | 88.7 | 89.7 | ||
| 200 | 4.9 | 11.1 | 91.2 | 92.0 |
| Aging Environment | Fluorane Microcapsule Content (%) | Ageing Time (h) | 20° (%) | 60° (%) | 85° (%) |
|---|---|---|---|---|---|
| Oven to 120 °C | 0 | 0 | 8.0 | 33.2 | 52.9 |
| 8 | 8.2 | 33.1 | 20.4 | ||
| 16 | 8.0 | 32.6 | 21.2 | ||
| 24 | 7.7 | 32.0 | 22.2 | ||
| 32 | 7.6 | 30.4 | 20.2 | ||
| 40 | 7.4 | 27.9 | 23.0 | ||
| 15 | 0 | 1.9 | 3.9 | 10.7 | |
| 8 | 1.5 | 3.3 | 3.6 | ||
| 16 | 1.6 | 3.2 | 3.5 | ||
| 24 | 1.6 | 3.3 | 1.6 | ||
| 32 | 1.5 | 3.0 | 3.1 | ||
| 40 | 1.5 | 2.9 | 3.5 | ||
| Oven to 160 °C | 0 | 0 | 8.0 | 33.2 | 52.9 |
| 8 | 7.9 | 32.3 | 34.1 | ||
| 16 | 7.7 | 31.6 | 26.0 | ||
| 24 | 7.8 | 29.0 | 22.0 | ||
| 32 | 5.8 | 27.3 | 19.8 | ||
| 40 | 5.7 | 24.8 | 20.7 | ||
| 15 | 0 | 1.9 | 3.9 | 10.7 | |
| 8 | 1.0 | 2.9 | 3.8 | ||
| 16 | 1.0 | 2.9 | 3.9 | ||
| 24 | 0.9 | 2.9 | 4.5 | ||
| 32 | 0.8 | 2.8 | 4.2 | ||
| 40 | 0.7 | 2.7 | 4.3 | ||
| UV | 0 | 0 | 8.0 | 33.2 | 52.9 |
| 40 | 7.6 | 32.6 | 45.7 | ||
| 80 | 7.6 | 30.8 | 31.4 | ||
| 120 | 6.9 | 28.6 | 29.2 | ||
| 160 | 6.3 | 26.0 | 23.0 | ||
| 200 | 5.1 | 23.1 | 19.1 | ||
| 15 | 0 | 1.9 | 3.9 | 10.7 | |
| 40 | 1.7 | 3.6 | 3.6 | ||
| 80 | 1.7 | 3.6 | 3.8 | ||
| 120 | 1.6 | 3.5 | 3.5 | ||
| 160 | 1.6 | 3.3 | 2.9 | ||
| 200 | 1.7 | 3.2 | 3.9 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yang, Z.; Han, Y.; Peng, W.; Wang, L.; Yan, X. Effect of Fluorane Microcapsule Content on Properties of Thermochroic Waterborne Topcoat on Tilia europaea. Polymers 2022, 14, 3638. https://doi.org/10.3390/polym14173638
Yang Z, Han Y, Peng W, Wang L, Yan X. Effect of Fluorane Microcapsule Content on Properties of Thermochroic Waterborne Topcoat on Tilia europaea. Polymers. 2022; 14(17):3638. https://doi.org/10.3390/polym14173638
Chicago/Turabian StyleYang, Zixin, Yan Han, Wenwen Peng, Lin Wang, and Xiaoxing Yan. 2022. "Effect of Fluorane Microcapsule Content on Properties of Thermochroic Waterborne Topcoat on Tilia europaea" Polymers 14, no. 17: 3638. https://doi.org/10.3390/polym14173638
APA StyleYang, Z., Han, Y., Peng, W., Wang, L., & Yan, X. (2022). Effect of Fluorane Microcapsule Content on Properties of Thermochroic Waterborne Topcoat on Tilia europaea. Polymers, 14(17), 3638. https://doi.org/10.3390/polym14173638