

PET/Graphene Nanocomposite Fibers Obtained by Dry-Jet Wet-Spinning for Conductive Textiles

 , ,
, ,  ,
, 
Abstract
:1. Introduction
2. Materials and Methods
2.1. Chemicals
2.2. Preparation of Nanocomposite Fibers
2.3. Characterization
3. Results
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Yan, W.; Page, A.; Nguyen-Dang, T.; Qu, Y.; Sordo, F.; Wei, L.; Sorin, F. Advanced Multimaterial Electronic and Optoelectronic Fibers and Textiles. Adv. Mater. 2019, 31, 1802348. [Google Scholar] [CrossRef] [PubMed]
- Chen, G.; Li, Y.; Bick, M.; Chen, J. Smart Textiles for Electricity Generation. Chem. Rev. 2020, 120, 3668–3720. [Google Scholar] [CrossRef] [PubMed]
- Allison, L.; Hoxie, S.; Andrew, T.L. Towards Seamlessly-Integrated Textile Electronics: Methods to Coat Fabrics and Fibers with Conducting Polymers for Electronic Applications. Chem. Commun. 2017, 53, 7182–7193. [Google Scholar] [CrossRef] [PubMed]
- Shi, J.; Liu, S.; Zhang, L.; Yang, B.; Shu, L.; Yang, Y.; Ren, M.; Wang, Y.; Chen, J.; Chen, W.; et al. Smart Textile-Integrated Microelectronic Systems for Wearable Applications. Adv. Mater. 2020, 32, 1901958. [Google Scholar] [CrossRef] [PubMed]
- Choudhry, N.A.; Arnold, L.; Rasheed, A.; Khan, I.A.; Wang, L. Textronics—A Review of Textile-Based Wearable Electronics. Adv. Eng. Mater. 2021, 23, 2100469. [Google Scholar] [CrossRef]
- Ruckdashel, R.R.; Venkataraman, D.; Park, J.H. Smart Textiles: A Toolkit to Fashion the Future. J. Appl. Phys. 2021, 129, 130903. [Google Scholar] [CrossRef]
- Gao, Y.; Cho, J.H.; Ryu, J.; Choi, S. A Scalable Yarn-Based Biobattery for Biochemical Energy Harvesting in Smart Textiles. Nano Energy 2020, 74, 104897. [Google Scholar] [CrossRef]
- Esfahani, M.I.M. Chapter 6-Smart Textiles in Healthcare: A Summary of History, Types, Applications, Challenges, and Future Trends. In Micro and Nano Technologies; Ehrmann, A., Nguyen, T.A., Nguyen Tri, P.B.T., Eds.; Elsevier: Amsterdam, The Netherlands, 2021; pp. 93–107. ISBN 978-0-12-820777-2. [Google Scholar]
- Ma, W.; Zhang, Y.; Pan, S.; Cheng, Y.; Shao, Z.; Xiang, H.; Chen, G.; Zhu, L.; Weng, W.; Bai, H.; et al. Smart Fibers for Energy Conversion and Storage. Chem. Soc. Rev. 2021, 50, 7009–7061. [Google Scholar] [CrossRef]
- Grancarić, A.M.; Jerković, I.; Koncar, V.; Cochrane, C.; Kelly, F.M.; Soulat, D.; Legrand, X. Conductive Polymers for Smart Textile Applications. J. Ind. Text. 2017, 48, 612–642. [Google Scholar] [CrossRef]
- Fang, B.; Yan, J.; Chang, D.; Piao, J.; Ma, K.M.; Gu, Q.; Gao, P.; Chai, Y.; Tao, X. Scalable Production of Ultrafine Polyaniline Fibres for Tactile Organic Electrochemical Transistors. Nat. Commun. 2022, 13, 2101. [Google Scholar] [CrossRef]
- Wang, B.; Facchetti, A. Mechanically Flexible Conductors for Stretchable and Wearable E-Skin and E-Textile Devices. Adv. Mater. 2019, 31, 1901408. [Google Scholar] [CrossRef]
- Dubal, D.P.; Chodankar, N.R.; Kim, D.H.; Gomez-Romero, P. Towards Flexible Solid-State Supercapacitors for Smart and Wearable Electronics. Chem. Soc. Rev. 2018, 47, 2065–2129. [Google Scholar] [CrossRef]
- Wang, C.; Xia, K.; Wang, H.; Liang, X.; Yin, Z.; Zhang, Y. Advanced Carbon for Flexible and Wearable Electronics. Adv. Mater. 2019, 31, 1801072. [Google Scholar] [CrossRef]
- Torrisi, F.; Carey, T. Graphene, Related Two-Dimensional Crystals and Hybrid Systems for Printed and Wearable Electronics. Nano Today 2018, 23, 73–96. [Google Scholar] [CrossRef]
- Afroj, S.; Tan, S.; Abdelkader, A.M.; Novoselov, K.S.; Karim, N. Highly Conductive, Scalable, and Machine Washable Graphene-Based E-Textiles for Multifunctional Wearable Electronic Applications. Adv. Funct. Mater. 2020, 30, 2000293. [Google Scholar] [CrossRef] [Green Version]
- Afroj, S.; Karim, N.; Wang, Z.; Tan, S.; He, P.; Holwill, M.; Ghazaryan, D.; Fernando, A.; Novoselov, K.S. Engineering Graphene Flakes for Wearable Textile Sensors via Highly Scalable and Ultrafast Yarn Dyeing Technique. ACS Nano 2019, 13, 3847–3857. [Google Scholar] [CrossRef] [Green Version]
- Karim, N.; Afroj, S.; Tan, S.; He, P.; Fernando, A.; Carr, C.; Novoselov, K.S. Scalable Production of Graphene-Based Wearable E-Textiles. ACS Nano 2017, 11, 12266–12275. [Google Scholar] [CrossRef] [Green Version]
- Salavagione, H.J.; Shuttleworth, P.S.; Fernández-Blázquez, J.P.; Ellis, G.J.; Gómez-Fatou, M.A. Scalable Graphene-Based Nanocomposite Coatings for Flexible and Washable Conductive Textiles. Carbon N. Y. 2020, 167, 495–503. [Google Scholar] [CrossRef]
- Pan, Q.; Shim, E.; Pourdeyhimi, B.; Gao, W. Nylon-Graphene Composite Nonwovens as Monolithic Conductive or Capacitive Fabrics. ACS Appl. Mater. Interfaces 2017, 9, 8308–8316. [Google Scholar] [CrossRef]
- Neves, A.I.S.; Rodrigues, D.P.; De Sanctis, A.; Alonso, E.T.; Pereira, M.S.; Amaral, V.S.; Melo, L.V.; Russo, S.; De Schrijver, I.; Alves, H.; et al. Towards Conductive Textiles: Coating Polymeric Fibres with Graphene. Sci. Rep. 2017, 7, 4250. [Google Scholar] [CrossRef] [Green Version]
- Torres Alonso, E.; Rodrigues, D.P.; Khetani, M.; Shin, D.-W.; De Sanctis, A.; Joulie, H.; de Schrijver, I.; Baldycheva, A.; Alves, H.; Neves, A.I.S.; et al. Graphene Electronic Fibres with Touch-Sensing and Light-Emitting Functionalities for Smart Textiles. NPJ Flex. Electron. 2018, 2, 25. [Google Scholar] [CrossRef] [Green Version]
- Neves, A.I.S.; Bointon, T.H.; Melo, L.V.; Russo, S.; de Schrijver, I.; Craciun, M.F.; Alves, H. Transparent Conductive Graphene Textile Fibers. Sci. Rep. 2015, 5, 9866. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Ren, J.; Wang, C.; Zhang, X.; Carey, T.; Chen, K.; Yin, Y.; Torrisi, F. Environmentally-Friendly Conductive Cotton Fabric as Flexible Strain Sensor Based on Hot Press Reduced Graphene Oxide. Carbon N. Y. 2017, 111, 622–630. [Google Scholar] [CrossRef] [Green Version]
- Shim, S.H.; Kim, K.T.; Lee, J.U.; Jo, W.H. Facile Method to Functionalize Graphene Oxide and Its Application to Poly(Ethylene Terephthalate)/Graphene Composite. ACS Appl. Mater. Interfaces 2012, 4, 4184–4191. [Google Scholar] [CrossRef] [PubMed]
- Paszkiewicz, S.; Szymczyk, A.; Špitalský, Z.; Soccio, M.; Mosnáček, J.; Ezquerra, T.A.; Rosłaniec, Z. Electrical Conductivity of Poly(Ethylene Terephthalate)/Expanded Graphite Nanocomposites Prepared by in Situ Polymerization. J. Polym. Sci. Part B Polym. Phys. 2012, 50, 1645–1652. [Google Scholar] [CrossRef]
- Li, M.; Jeong, Y.G. Poly(Ethylene Terephthalate)/Exfoliated Graphite Nanocomposites with Improved Thermal Stability, Mechanical and Electrical Properties. Compos. Part A Appl. Sci. Manuf. 2011, 42, 560–566. [Google Scholar] [CrossRef]
- Zhang, H.-B.; Zheng, W.-G.; Yan, Q.; Yang, Y.; Wang, J.-W.; Lu, Z.-H.; Ji, G.-Y.; Yu, Z.-Z. Electrically Conductive Polyethylene Terephthalate/Graphene Nanocomposites Prepared by Melt Compounding. Polymer 2010, 51, 1191–1196. [Google Scholar] [CrossRef]
- de Souza, Z.S.B.; Pinto, G.M.; da Silva, G.C.; Demarquette, N.R.; Fechine, G.J.M.; Sobrinho, M.A.M. Interface Adjustment between Poly(Ethylene Terephthalate) and Graphene Oxide in Order to Enhance Mechanical and Thermal Properties of Nanocomposites. Polym. Eng. Sci. 2021, 61, 1997–2011. [Google Scholar] [CrossRef]
- Selatile, K.; Ray, S.S.; Ojijo, V.; Sadiku, R.E. Morphological, Thermal, and Mechanical Properties of Electrospun Recycled Poly(Ethylene Terephthalate)/Graphene Oxide Composite Nanofiber Membranes. ACS Omega 2021, 6, 21005–21015. [Google Scholar] [CrossRef]
- Aoyama, S.; Ismail, I.; Park, Y.T.; Macosko, C.W.; Ougizawa, T. PET/Graphene Compatibilization for Different Aspect Ratio Graphenes via Trimellitic Anhydride Functionalization. ACS Omega 2020, 5, 3228–3239. [Google Scholar] [CrossRef] [Green Version]
- Ozdemir, E.; Arenas, D.R.; Kelly, N.L.; Hanna, J.V.; van Rijswijk, B.; Degirmenci, V.; McNally, T. Ethylene Methyl Acrylate Copolymer (EMA) Assisted Dispersion of Few-Layer Graphene Nanoplatelets (GNP) in Poly(Ethylene Terephthalate) (PET). Polymer 2020, 205, 122836. [Google Scholar] [CrossRef]
- Yu, W.; Zhang, X.; Gao, X.; Liu, H.; Zhang, X. Fabrication of High-Strength PET Fibers Modified with Graphene Oxide of Varying Lateral Size. J. Mater. Sci. 2020, 55, 8940–8953. [Google Scholar] [CrossRef]
- Aoyama, S.; Ismail, I.; Park, Y.T.; Macosko, C.W.; Ougizawa, T. Higher-Order Structure in Amorphous Poly(Ethylene Terephthalate)/Graphene Nanocomposites and Its Correlation with Bulk Mechanical Properties. ACS Omega 2019, 4, 1228–1237. [Google Scholar] [CrossRef] [Green Version]
- Yang, B.; Chen, J.; Su, L.F.; Miao, J.B.; Chen, P.; Qian, J.S.; Xia, R.; Shi, Y. Melt Crystallization and Thermal Properties of Graphene Platelets (GNPs) Modified Recycled Polyethylene Terephthalate (RPET) Composites: The Filler Network Analysis. Polym. Test. 2019, 77, 105869. [Google Scholar] [CrossRef]
- Aoyama, S.; Ismail, I.; Park, Y.T.; Yoshida, Y.; Macosko, C.W.; Ougizawa, T. Polyethylene Terephthalate/Trimellitic Anhydride Modified Graphene Nanocomposites. ACS Appl. Nano Mater. 2018, 1, 6301–6311. [Google Scholar] [CrossRef]
- Khan, U.; Young, K.; O’Neill, A.; Coleman, J.N. High Strength Composite Fibres from Polyester Filled with Nanotubes and Graphene. J. Mater. Chem. 2012, 22, 12907–12914. [Google Scholar] [CrossRef] [Green Version]
- Seyedin, S.; Romano, M.S.; Minett, A.I.; Razal, J.M. Towards the Knittability of Graphene Oxide Fibres. Sci. Rep. 2015, 5, 14946. [Google Scholar] [CrossRef] [Green Version]
- Um, I.C.; Kweon, H.; Lee, K.G.; Ihm, D.W.; Lee, J.-H.; Park, Y.H. Wet Spinning of Silk Polymer: I. Effect of Coagulation Conditions on the Morphological Feature of Filament. Int. J. Biol. Macromol. 2004, 34, 89–105. [Google Scholar] [CrossRef]
- Wu, G.; Cuculo, J.A. Preparation of High Performance PET Fiber by Solution Spinning Technique. J. Appl. Polym. Sci. 1995, 56, 869–875. [Google Scholar] [CrossRef]
- Xie, X.; Zhou, Y.; Huang, K. Advances in Microwave-Assisted Production of Reduced Graphene Oxide. Front. Chem. 2019, 7, 355. [Google Scholar] [CrossRef] [Green Version]
- Stankovich, S.; Dikin, D.A.; Piner, R.D.; Kohlhaas, K.A.; Kleinhammes, A.; Jia, Y.; Wu, Y.; Nguyen, S.T.; Ruoff, R.S. Synthesis of Graphene-Based Nanosheets via Chemical Reduction of Exfoliated Graphite Oxide. Carbon N. Y. 2007, 45, 1558–1565. [Google Scholar] [CrossRef]
- Hammersley, A.P.; Svensson, S.O.; Thompson, A.; Graafsma, H.; Kvick, Å.; Moy, J.P. Calibration and Correction of Distortions in Two-Dimensional Detector Systems. Rev. Sci. Instrum. 1995, 66, 2729–2733. [Google Scholar] [CrossRef]
- Herbert, E.G.; Oliver, W.C.; Pharr, G.M. Nanoindentation and the Dynamic Characterization of Viscoelastic Solids. J. Phys. D Appl. Phys. 2008, 41, 74021. [Google Scholar] [CrossRef]
- Oliver, W.C.; Pharr, G.M. An Improved Technique for Determining Hardness and Elastic Modulus Using Load and Displacement Sensing Indentation Experiments. J. Mater. Res. 1992, 7, 1564–1583. [Google Scholar] [CrossRef]
- Mahalingam, S.; Raimi-Abraham, B.T.; Craig, D.Q.M.; Edirisinghe, M. Solubility-Spinnability Map and Model for the Preparation of Fibres of Polyethylene (Terephthalate) Using Gyration and Pressure. Chem. Eng. J. 2015, 280, 344–353. [Google Scholar] [CrossRef] [Green Version]
- Jafari, S.; Hosseini Salekdeh, S.S.; Solouk, A.; Yousefzadeh, M. Electrospun Polyethylene Terephthalate (PET) Nanofibrous Conduit for Biomedical Application. Polym. Adv. Technol. 2020, 31, 284–296. [Google Scholar] [CrossRef]
- Xiang, C.; Behabtu, N.; Liu, Y.; Chae, H.G.; Young, C.C.; Genorio, B.; Tsentalovich, D.E.; Zhang, C.; Kosynkin, D.V.; Lomeda, J.R.; et al. Graphene Nanoribbons as an Advanced Precursor for Making Carbon Fiber. ACS Nano 2013, 7, 1628–1637. [Google Scholar] [CrossRef]
- Oksuz, M.; Erbil, H.Y. Wet-Spun Graphene Filaments: Effect of Temperature of Coagulation Bath and Type of Reducing Agents on Mechanical & Electrical Properties. RSC Adv. 2018, 8, 17443–17452. [Google Scholar] [CrossRef] [Green Version]
- Quiles-Díaz, S.; Enrique-Jimenez, P.; Papageorgiou, D.G.; Ania, F.; Flores, A.; Kinloch, I.A.; Gómez-Fatou, M.A.; Young, R.J.; Salavagione, H.J. Influence of the Chemical Functionalization of Graphene on the Properties of Polypropylene-Based Nanocomposites. Compos. Part A Appl. Sci. Manuf. 2017, 100, 31–39. [Google Scholar] [CrossRef]
- Salavagione, H.J.; Quiles-Díaz, S.; Enrique-Jimenez, P.; Martínez, G.; Ania, F.; Flores, A.; Gómez-Fatou, M.A. Development of Advanced Elastomeric Conductive Nanocomposites by Selective Chemical Affinity of Modified Graphene. Macromolecules 2016, 49, 4948–4956. [Google Scholar] [CrossRef]
- Martín-Gullón, I.; Esperanza, M.; Font, R. Kinetic Model for the Pyrolysis and Combustion of Poly-(Ethylene Terephthalate) (PET). J. Anal. Appl. Pyrolysis 2001, 58–59, 635–650. [Google Scholar] [CrossRef]
- Seyyed Monfared Zanjani, J.; Saner Okan, B.; Menceloglu, Y. Manufacturing of Multilayer Graphene Oxide/Poly(Ethylene Terephthalate) Nanocomposites with Tunable Crystallinity, Chain Orientations and Thermal Transitions. Mater. Chem. Phys. 2016, 176, 58–67. [Google Scholar] [CrossRef]
- Santoro, G.; Gómez, M.A.; Marco, C.; Ellis, G. A Solvent-Free Dispersion Method for the Preparation of PET/MWCNT Composites. Macromol. Mater. Eng. 2010, 295, 652–659. [Google Scholar] [CrossRef]
- Yoo, H.J.; Jung, Y.C.; Cho, J.W. Effect of Interaction between Poly(Ethylene Terephthalate) and Carbon Nanotubes on the Morphology and Properties of Their Nanocomposites. J. Polym. Sci. Part B Polym. Phys. 2008, 46, 900–910. [Google Scholar] [CrossRef]
- López-González, M.; Flores, A.; Marra, F.; Ellis, G.; Gómez-Fatou, M.; Salavagione, H.J. Graphene and Polyethylene: A Strong Combination towards Multifunctional Nanocomposites. Polymers 2020, 12, 2094. [Google Scholar] [CrossRef]
- Flores, A.; Calleja, F.J.B. Mechanical Properties of Poly(Ethylene Terephthalate) at the near Surface from Depth-Sensing Experiments. Philos. Mag. A 1998, 78, 1283–1297. [Google Scholar] [CrossRef]
- Chen, J.; Guo, X.; Tang, Q.; Zhuang, C.; Liu, J.; Wu, S.; Beake, B.D. Nanomechanical Properties of Graphene on Poly(Ethylene Terephthalate) Substrate. Carbon N. Y. 2013, 55, 144–150. [Google Scholar] [CrossRef]
- Pang, H.; Xu, L.; Yan, D.X.; Li, Z.M. Conductive Polymer Composites with Segregated Structures. Prog. Polym. Sci. 2014, 39, 1908–1933. [Google Scholar] [CrossRef]
- Lu, C.; Chen, X. Electrospun Polyaniline Nanofiber Networks toward High-Performance Flexible Supercapacitors. Adv. Mater. Technol. 2019, 4, 1900564. [Google Scholar] [CrossRef]
- Li, S.; Zheng, G.; Wang, X.; Chen, Y.; Wu, D.; Sun, D. Improved Electrical Conductivity of PANI/PEO Polymer via Electrospinning and Its Application as NH3 Gas Sensor. In Proceedings of the 8th Annual IEEE International Conference on Nano/Micro Engineered and Molecular Systems, Suzhou, China, 7–10 April 2013; Volume 1, pp. 891–894. [Google Scholar] [CrossRef]
- Simotwo, S.K.; Delre, C.; Kalra, V. Supercapacitor Electrodes Based on High-Purity Electrospun Polyaniline and Polyaniline-Carbon Nanotube Nanofibers. ACS Appl. Mater. Interfaces 2016, 8, 21261–21269. [Google Scholar] [CrossRef]
- Malakhova, Y.N.; Korovin, A.N.; Lapkin, D.A.; Malakhov, S.N.; Shcherban, V.V.; Pichkur, E.B.; Yakunin, S.N.; Demin, V.A.; Chvalun, S.N.; Erokhin, V. Planar and 3D Fibrous Polyaniline-Based Materials for Memristive Elements. Soft Matter 2017, 13, 7300–7306. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Liu, W.; Zhong, T.; Liu, T.; Zhang, J.; Liu, H. Preparation and Characterization of Electrospun Conductive Janus Nanofibers with Polyaniline. ACS Appl. Polym. Mater. 2020, 2, 2819–2829. [Google Scholar] [CrossRef]
- Chen, C.Y.; Huang, S.Y.; Wan, H.Y.; Chen, Y.T.; Yu, S.K.; Wu, H.C.; Yang, T.I. Electrospun Hydrophobic Polyaniline/Silk Fibroin Electrochromic Nanofibers with Low Electrical Resistance. Polymers 2020, 12, 2102. [Google Scholar] [CrossRef] [PubMed]
- Fotia, A.; Malara, A.; Paone, E.; Bonaccorsi, L.; Frontera, P.; Serrano, G.; Caneschi, A. Self Standing Mats of Blended Polyaniline Produced by Electrospinning. Nanomaterials 2021, 11, 1269. [Google Scholar] [CrossRef] [PubMed]
- Bednarczyk, K.; Matysiak, W.; Tański, T.; Janeczek, H.; Schab-Balcerzak, E.; Libera, M. Effect of Polyaniline Content and Protonating Dopants on Electroconductive Composites. Sci. Rep. 2021, 11, 7487. [Google Scholar] [CrossRef]
- Raeesi, F.; Nouri, M.; Haghi, A.K. Electrospinning of Polyaniline-Polyacrylonitrile Blend Nanofibers. e-Polymers 2009, 9, 114. [Google Scholar] [CrossRef]
- Karbownik, I.; Rac-Rumijowska, O.; Fiedot-Toboła, M.; Rybicki, T.; Teterycz, H. The Preparation and Characterization of Polyacrylonitrile-Polyaniline (PAN/PANI) Fibers. Materials 2019, 12, 664. [Google Scholar] [CrossRef] [Green Version]
- Qu, C.; Zhao, P.; Wu, C.; Zhuang, Y.; Liu, J.; Li, W.; Liu, Z.; Liu, J. Electrospun PAN/PANI Fiber Film with Abundant Active Sites for Ultrasensitive Trimethylamine Detection. Sens. Actuators B Chem. 2021, 338, 129822. [Google Scholar] [CrossRef]
- Kutanis, S.; Karakışla, M.; Akbulut, U.; Saçak, M. The Conductive Polyaniline/Poly(Ethylene Terephthalate) Composite Fabrics. Compos. Part A Appl. Sci. Manuf. 2007, 38, 609–614. [Google Scholar] [CrossRef]
- Gorrasi, G.; Bugatti, V.; Milone, C.; Mastronardo, E.; Piperopoulos, E.; Iemmo, L.; Di Bartolomeo, A. Effect of Temperature and Morphology on the Electrical Properties of PET/Conductive Nanofillers Composites. Compos. Part B Eng. 2018, 135, 149–154. [Google Scholar] [CrossRef]
- Xu, Q.; Wang, C.; Wang, B.; Chen, Y.; Wang, H. In Situ Polymerization and Characterization of Graphite Nanoplatelet/Poly(Ethylene Terephthalate) Nanocomposites for Construction of Melt-Spun Fibers. RSC Adv. 2017, 7, 33477–33485. [Google Scholar] [CrossRef] [Green Version]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
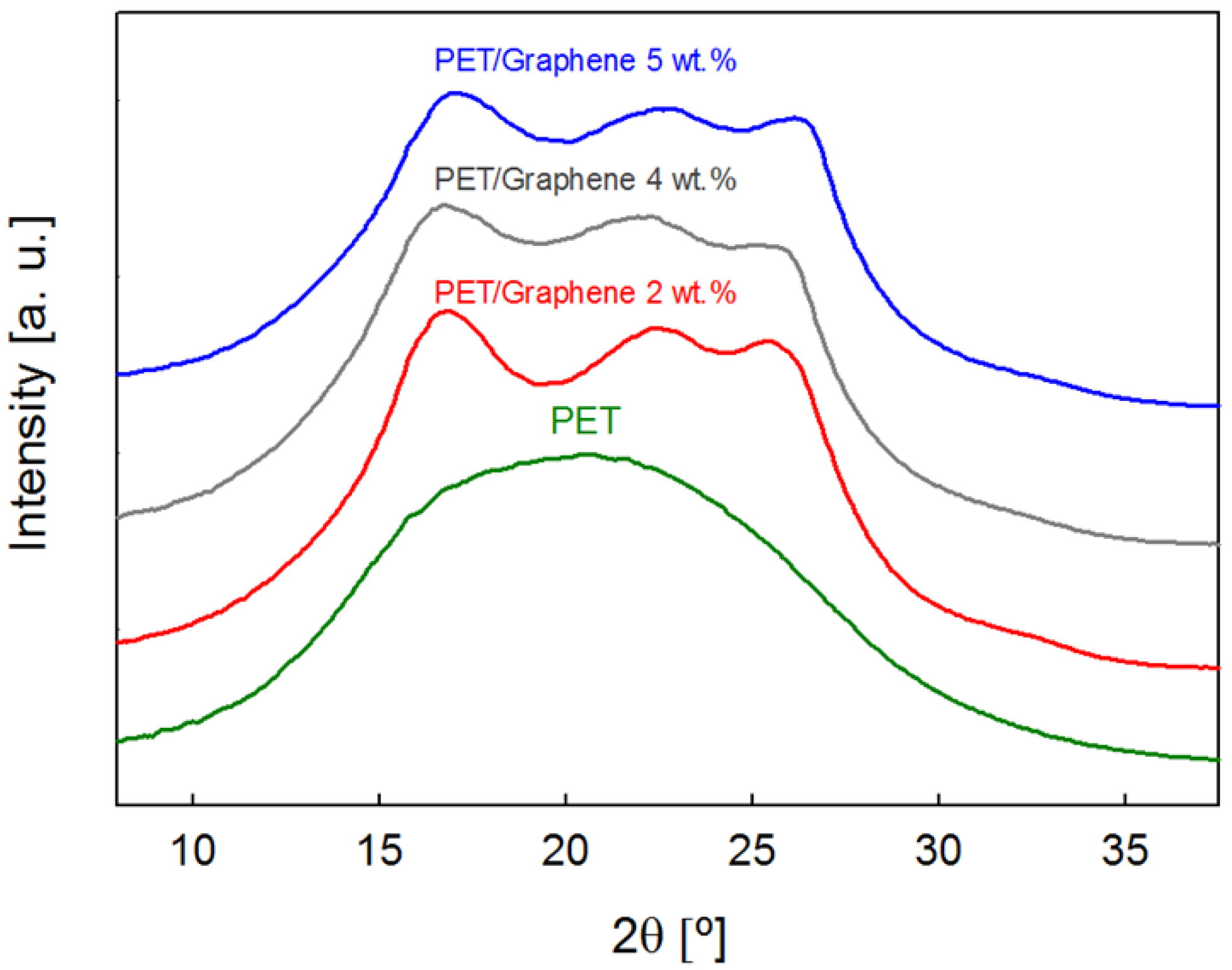
| Fiber Type | Xc |
|---|---|
| PET | 0 |
| PET/Graphene 2 wt.% | 0.29 |
| PET/Graphene 4 wt.% | 0.23 |
| PET/Graphene 5 wt.% | 0.28 |
| Fiber Type | Conductivity (S/cm) |
|---|---|
| PET/Graphene 2 wt.% | - |
| PET/Graphene 3 wt.% | 0.020 ± 0.003 |
| PET/Graphene 4 wt.% | 0.103 ± 0.032 |
| PET/Graphene 5 wt.% | 0.181 ± 0.010 |
| Entry | Fiber Type | Conducting Component Loading (wt.%) | Nanocomposite Form | Electrical Conductivity (S/cm) | Reference |
|---|---|---|---|---|---|
| 1 | PANI | 100 | Fibers by wet spinning | ~5 × 10−4 | [11] |
| 2 | PANI | 100 | Fibers by electrospinning | 0.03 | [60] |
| 3 | PEO/PANI/ | 98.5–99.9 | Fibers by electrospinning | ~10−4–10−3 | [61] |
| 4 | PEO/PANI | 93 | Fibers by electrospinning | 0.144 | [62] |
| 5 | PEO/PANI | 10–40 | Fibers by electrospinning | ~10−6–10−3 | [63] |
| 6 | PEO/PANI | Fibers by electrospinning | <3.1 × 10−11 | [64] | |
| 7 | Silk fibroin/PANI | 2.5–30 | Fibers by electrospinning | Up to 0.5 | [65] |
| 8 | PVAc/PANI | 50–66 | Fibers by electrospinning | 2.5 × 10−5–3.6 × 10−5 | [66] |
| 9 | PAN/PANI | 1–3 | Fibers by electrospinning | ~7 × 10−3–2.8 10−2 | [67] |
| 10 | PAN/PANI | 10–30 | Fibers by electrospinning | ~10−5–0.1 | [68] |
| 11 | PAN/PANI | 16 | In situ aniline polymerization on PAN fibers | 1.8 × 10−4 | [69] |
| 12 | PAN/PANI | 25–43 | Fibers by electrospinning | <7 × 10−9 | [70] |
| 13 | PET/PANI | 1–9 | PANI coating on PET mats | ~1.7 × 10−3–10−2 | [71] |
| 14 | PET/G | 0.1–7 | Hot-pressed films from melt-compounded nanocomposites | Up to 10−6 | [27] |
| 15 | PET/G | 0.1–0.4 | Hot-pressed films from injection-molded nanocomposites | Up to 10−4 | [26] |
| 16 | PET/G | 0.5–2 | Hot-pressed films from melt-compounded nanocomposites | ~10−12–10−8 | [31] |
| 17 | PET/G | 1–12 | Hot-pressed films from melt-compounded nanocomposites | ~10−13–10−7 | [36] |
| 18 | PET/G | 3 | Hot-pressed films from ball-milling nanocomposites | ~10−2 | [73] |
| 19 | PET/G | 0.5–3 | Hot-pressed films from melt-compounded nanocomposites | ~10−11–1 | [28] |
| 20 | PET/G | 0.5–4 | Fibers by melt spinning from nanocomposites prepared by in situ polymerization | 1.75 × 10−9–1.5 × 10−8 | [73] |
| 21 | PET/G | 2–5 | Fibers by dry-wet jet spinning | Up to 0.18 | This work |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
León-Boigues, L.; Flores, A.; Gómez-Fatou, M.A.; Vega, J.F.; Ellis, G.J.; Salavagione, H.J. PET/Graphene Nanocomposite Fibers Obtained by Dry-Jet Wet-Spinning for Conductive Textiles. Polymers 2023, 15, 1245. https://doi.org/10.3390/polym15051245
León-Boigues L, Flores A, Gómez-Fatou MA, Vega JF, Ellis GJ, Salavagione HJ. PET/Graphene Nanocomposite Fibers Obtained by Dry-Jet Wet-Spinning for Conductive Textiles. Polymers. 2023; 15(5):1245. https://doi.org/10.3390/polym15051245
Chicago/Turabian StyleLeón-Boigues, Laia, Araceli Flores, Marian A. Gómez-Fatou, Juan F. Vega, Gary J. Ellis, and Horacio J. Salavagione. 2023. "PET/Graphene Nanocomposite Fibers Obtained by Dry-Jet Wet-Spinning for Conductive Textiles" Polymers 15, no. 5: 1245. https://doi.org/10.3390/polym15051245
APA StyleLeón-Boigues, L., Flores, A., Gómez-Fatou, M. A., Vega, J. F., Ellis, G. J., & Salavagione, H. J. (2023). PET/Graphene Nanocomposite Fibers Obtained by Dry-Jet Wet-Spinning for Conductive Textiles. Polymers, 15(5), 1245. https://doi.org/10.3390/polym15051245