1. Introduction
Lattice structures are attracting attention in a wide range of industries, including aerospace, automotive, medical, and heat management, where lightweight and multifunctionality are required. Properties like thermal insulation, acoustic absorption, mechanical vibration damping, high stiffness-to-volume fraction ratio, and energy absorption are required within these structures [
1]. They enable the enhancement of the performance-to-weight ratio, the creation of highly controlled architectures, and the distribution of impact shock across an object.
In comparison to bulk materials, lattice structures have a high number of design variables, which increases their complexity and limits their ability to be fabricated using conventional manufacturing processes. However, the advent of additive manufacturing (AM) provides opportunities to fabricate such complex structures, e.g., lattice structures, and opens doors for creating and exploring more designs.
The fundamental advantage of the lattice structures is that materials can be placed only where they are needed for a particular application [
2]. Thus, the inherent characteristics of the material, relative density (RD), and geometry variables are the most important factors that influence various lattices’ performances, all of which can be tuned to satisfy the needed qualities. In other words, material, RD, and geometry are variables that can be varied to achieve specific lattice properties. In regards to material, AM allows for controlling material composition, e.g., incorporating particles/fibers as reinforcement, leading to uncovering new enhanced multiphase (composite) materials. This enhances the functionality and performance of the lattices in many aspects, such as mechanical [
3,
4,
5,
6], medical [
6,
7], electrical [
8], and multifunctional characteristics [
9]. In this regard, the FDM technique offers promising potential for developing highly reliable and mechanically strong composite lattice structures [
10].
The most common lattice structures’ unit cells are strut-based and surface-based, e.g., triply periodic minimal surfaces (TPMS) [
11,
12]. Strut-based structures are characterized by their structural members’ joint and frame architecture [
13]. Examples of strut-based cell types are body-centered cubic (BCC), face-centered cubic (FCC) [
2], octet-truss [
14], octagonal, and Kelvin [
15]. On the other hand, surface-based structures have a sheet-like architecture. Examples of TPMS cell topologies are Diamond, Gyroid, Primitive, Fisher-Koch, and IWP [
16]. Compared with strut-based structures, TPMS structures have shown better mechanical performance, such as high strength, high load-bearing capacity, high energy absorption capacity, and structural stability [
17]. Furthermore, TPMS structures have a higher surface-to-volume ratio, enabling them to be used in medical fields (e.g., scaffolds [
18,
19]) and heat management [
20].
Researchers are becoming increasingly interested in the design and 3D printing of TPMS structures in an attempt to enhance their performance. Spear and Palazotto [
13] investigated the impact of different parameters including cell topologies (Diamond, Primitive, and I-WP), size and number of cells, and wall thickness on the mechanical performance of TPMS structures using factorial design. The samples were printed by selective laser melting (SLM) using INC718 material. The results indicated the importance of considering the main and combined variables when designing a lattice structure, especially for energy absorbing purposes. Kladovasilakis et al. [
21] studied the mechanical behavior of three TPMS structures, namely Gyroid, Diamond, and Primitive, printed with PLA by FDM. The different structures were investigated at different RDs (10% to 30%). They found that Diamond structures showed the highest strength, whereas Primitive structures demonstrated the highest capacity for energy absorption. At low RDs, the mechanical properties of the considered TPMS structures deteriorate. Abueidda et al. [
22] studied the effect of TPMS cell topologies (Primitive, Schoen IWP, and Neovius), structure size, and RD on the stiffness and strength of SLS-made TPMS polyamide-12 under compression testing. Results showed that both Neovius and IWP structures demonstrated improved strength and stiffness compared with Primitive structures. Shi et al. [
23] researched the compression properties and energy absorption of four TPMS cell topologies (Gyroid, Diamond, IW, and Primitive). The TPMS structures were additively manufactured at different RDs from Ti6Al4V using SLM. Compression strength and modulus, and energy absorption were influenced by cell topologies and RDs, according to the findings. Ali et al. [
24] investigated the effects of annealing heat treatment and various cell topologies, including Diamond, Primitive, Gyroid, Split-P, Kelvin, Octet, and Sea-Urchin Plus (SUP), on surface morphology, mechanical characteristics, and energy absorption. The results showed that among the studied structures, the SUP structure demonstrated the highest strength, while the Diamond lattice demonstrated the best energy absorption capacity.
Regarding the incorporation of reinforcements as a strategy for enhancing lattices’ performance, very limited work has been reported particularly in TPMS structures. Zarei Zarei et al. [
6] explored the effect of adding Ti6Al4V to PLA on the mechanical and biological performance of FDM-printed scaffolds. The results demonstrated that the ultimate compressive strength and compressive modulus of composite scaffolds were enhanced by the incorporation of 3–6 wt% Ti6Al4V. Qin et al. [
17] studied the influence of adding reinforcements (CaCO3 and TCP) to the PLA matrix on the compressive modulus, compressive strength, energy absorption, structure stability of Diamond (TPMS type) and cubic structures, additively manufactured by FDM. Results showed that the strength and compressive modulus of lattice structures were enhanced by adding CaCO3 and TCP. Furthermore, with regard to cell topology, the Diamond lattice demonstrated better load-bearing capacity, energy absorption, and structure stability. Kaur et al. [
3] performed compression testing to study the mechanical performance of octahedral and octet lattice structures printed with PLA and carbon fiber-reinforced composite of PLA (CFRPLA) using FDM. CFRPLA’s octahedral and octet structures demonstrated higher modulus and energy absorption than PLA structures. Based on their observation, this could be due to shear forces acting on the polymer melt during extrusion causing fibers to align along the printing direction, enhancing the structures’ mechanical stability. Stan et al. [
10] investigated the mechanical behavior of FDM 3D-printed lattice structures under axial and transverse compression tests. Structures were 3D-printed from carbon fiber (CF) and glass fiber (GF) reinforced polyamide-12 (PA12) composites. Considering axial and transverse specific load and stiffness, the performance of the CF/PA12 structures was better than that of the PA12 or GF/PA12 structures. In [
25], experiments and numerical simulations were used to study the bending properties of various lattice structures made of wood fiber/PLA. Hexagonal, squared, triangular, circular-cored hexagonal, and circular-core squared structures were considered. The results showed that the circular-cored hexagonal structure yielded the highest flexural strength and stiffness. However, this study did not compare the findings of wood fiber/PLA with neat PLA to show the influence of wood fiber incorporation.
It is critical to understand the single and combined effects of various variables, such as material characteristics, relative density, and design parameters on the performance of the FDM TPMS structures. Studying the single and combined effects of various variables needs to be conducted based on a design of experiments (DOE) scheme. This allows statistical exploration of the single and combined effects of factors and further generalization of the lattice’s performance using model-based analysis. Developing models based on factorial design could be a beneficial method for designing customized lattice structures [
26]. To the best of our knowledge, almost all reported studies of TPMS lattice structures have not employed a DOE to investigate the influence of design, materials, and relative density variables, which have the most impact on the lattice structure’s properties. Only a few studies have used a DOE approach to investigate the performance of strut-based lattice structures [
26,
27,
28,
29,
30,
31] and focused only on single-phase materials. In addition, no study has reported using artificial intelligence modeling to predict the mechanical performance of 3D-printed lattice structures made from singular-phase or composite materials.
It is worth mentioning that most of the reported studies ignored the influence of RD when statistically investigating the influence of the design parameters on mechanical characteristics. For instance, the reports that studied the effect of design parameters, such as strut/wall thickness, cell type, and cell size directly induced RD variations in their results. In other words, it can be said that the results were affected by RD in an uncontrolled manner. This is because wall thickness, cell type, and cell size control the RD, and any combination of them will lead to a particular RD. For example, [
26] performed a statistical analysis of the effect of cell size, cell type, and strut diameter on different mechanical characteristics. Similarly, the authors of [
13] conducted a statistical study on the influence of different TPMS topologies, cell sizes, cell numbers, and surface thicknesses. In such cases, the statistical findings could be misleading since the influence may be attributed to the resulting RD rather than the investigated factors.
This study attempts to examine the influence of material composition, geometry (cell type and size), and RD variables on the FDM-printed TPMS lattice structures using the DOE approach. In this regard, three TPMS cell types, namely Diamond, Gyroid, and Primitive, with various cell sizes (8 mm and 12 mm), CF incorporation (0% and 15%), and RDs (30% and 44%) were considered. The analysis was conducted based on a full factorial design. The actual relative densities of the printed samples were measured to ensure no significant difference between the designed and printed RDs. Uniaxial compression testing was used to evaluate the mechanical properties of 3D-printed samples, including compression modulus, strength, and SEA. Moreover, ANFIS modeling was also employed for predicting the performance of the TPMS structures, and the results were compared with the mathematical models developed based on the DOE approach. By using the ANFIS modeling predictions, we could accurately predict mechanical characteristics considering the inherent imperfections in 3D printing, such as an RD variation, which cannot be avoided. Due to the freedom in the ANFIS modeling approach, the actual RDs were used instead of the intended (designed) RDs, leading to improved prediction accuracy. Finally, the best parameter settings for maximizing the TPMS lattices’ performance were determined using multi-objective optimization through the desirability function.
The following section discusses the materials and methods used in this study. The results are presented in
Section 3.
Section 4 provides the discussions. Finally,
Section 5 presents the conclusions.
4. Discussion
Stress-strain curves depicted in
Figure 6 show evident variations in the mechanical response during the compression testing. Variations are clearly detected in terms of stress, compressive modulus, and deformation patterns. Primitive structures showed a wave pattern of deformation (
Figure 6e,f (e.g., run #17–24)), while Diamond structures (
Figure 6a,b) and Gyroid structures (
Figure 6c,d) seemed to deform uniformly, giving them the advantage of accumulating the load-bearing capacity (e.g., run #1–8 for Diamond and run #9–16 for Gyroid. Compared with D (
Figure 6a) and G (
Figure 6c), samples with 0% CF, which exhibit a sharp reduction in stress following elastic deformation, D (
Figure 6b) and G (
Figure 6d) samples with 15% CF demonstrate more plastic deformation. However,
Figure 6f shows that incorporating CF into the Primitive structures, particularly with samples of 12 mm cell sizes (run#22 and run#22 24), makes the deformation more wavy than in samples with 0% CF (
Figure 6e).
From the results presented in
Table 4, Diamond-based TPMS lattice structures showed the best mechanical properties, including compressive modulus, σ
peak, and SEA. For instance, the maximum compressive modulus (0.549 GPa), σ
peak (15.768 MPa), and SEA (15.591 J/g) were observed with Diamond, 15% CF, 44% RD, and 12 mm cell size (run #8). On the other hand, the worst mechanical responses were obtained by Primitive-based cell-type TPMS structures. The minimum compressive modulus (0.144 GPa) was obtained with Primitive, 0% CF, 30% RD, and 8 mm cell size (run #17), while the lowest σ
peak (4.583 MPa) was observed with Primitive, 15% CF, 30% RD, and 8 mm cell size (run #21). Similarly, the minimum SEA (3.759 J/g) was observed with Primitive, 15% CF, 30% RD, and 12 mm cell size (run #22). The walls’ orientation and better material distribution within the geometry of the Diamond structures improve wall contact and reduce the empty spaces, making it less susceptible to fracture initiation [
5,
24]. For illustration,
Figure 18 shows cross-sections of lattice structures with 12 mm cell size and 44% RD. It is evident from the cross sections that empty spaces between walls in the Diamond structure (
Figure 18a) are less than those in Gyroid and Primitive structures;
Figure 18b,c, respectively.
The influence of all considered parameters, including cell topology and size, CF incorporation, and RD, as well as their different combinations on the compressive response of the TPMS structures, was statistically significant. Results showed that RD had the greatest impact on mechanical response among the four studied variables, followed by cell type and CF incorporation. Cell size had the least impact. The authors of [
44] stated that RD is the key factor in mechanical performance, including elastic modulus and strength of a given lattice structure. This is in line with the statistical findings, which show that RD has a high influence on both the E and σ
peak (58.95% and 71.68%, respectively). The statistical analysis confirms that cell type and RD influence the compressive modulus, σ
peak, and SEA of the TPMS lattice structures. This finding is in line with previous studies that investigated the effect of TPMS cell topologies and RDs on E, σ
peak, and SEA characteristics, such that these properties were enhanced as RD increased [
16]. Diamond structures showed the best performance, while Primitive structures were the worst [
24]. In this regard, when statistically investigating the influence of design parameters, such as strut/wall thickness and cell type and size, RD has to be controlled; otherwise, the results could be misleading.
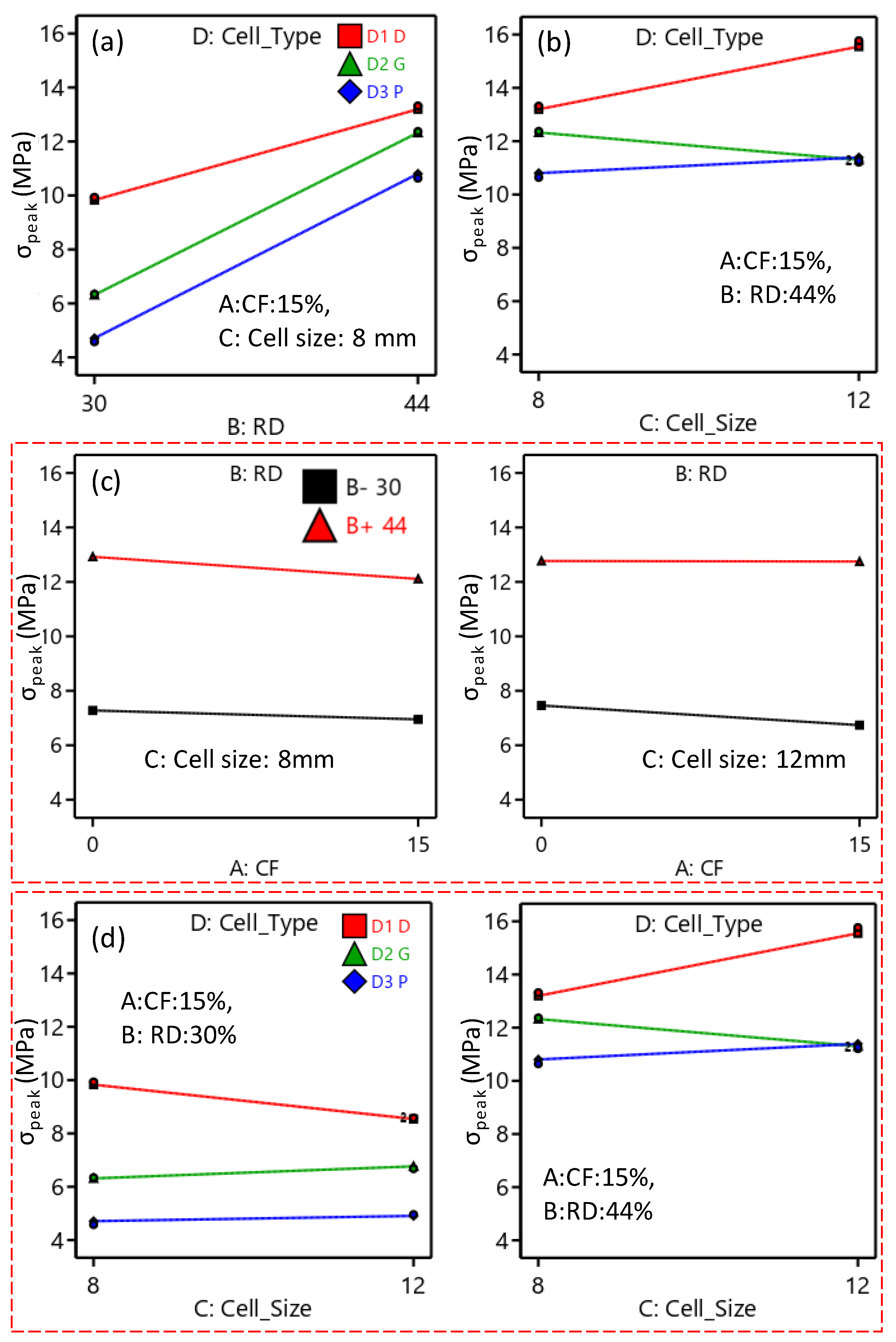
CF incorporation was found to be a statistically significant influence on the mechanical properties and SEA. These findings are consistent with [
3]: CF-reinforced PLA lattices showed enhanced compressive modulus and energy absorption. According to results in [
3], the shear forces acting on the polymer melt during extrusion cause fibers to align along the printing direction, enhancing the structures’ mechanical stability. Furthermore, results reported in [
4] stated that the tensile modulus and energy absorption at the break of chiral structures were significantly enhanced (by two times) when incorporating CF into PLA. The interaction of CF incorporation with the cell topology significantly influenced the SEA. This finding agrees with [
5] in that the CF incorporation evidently enhanced the energy absorption in the octahedral lattices, while a slight influence was found on the octet lattices. This study confirms these previous findings by demonstrating that CF increases the SEA of Diamond-based structures while (
Figure 14b) decreasing the SEA of Primitive-based structures (
Figure 14d). This influence of CF and cell type interaction on the SEA is also depicted in
Figure 19 using ANFIS 3D surface plot.
Cell size had the smallest effect, and the statistical analysis confirmed its influence only on the compressive modulus. However, its interactions with cell type and RD significantly influenced the compressive modulus and strength, as seen in
Table 5 and
Table 6. Moreover, the influence of the combination of cell size, CF incorporation, and RD on the σ
peak was significant. Even though the combination of the three factors had no statistical influence on the SEA contrary to [
28] (Truncated octahedron lattices), the negative influence on SEA was consistent with [
28]. Findings in [
41] stated that certain combinations of wall thickness and cell size (which control the structure RD) of Gyroid structures outperformed others, suggesting the need for predicting the optimal combination of wall thickness and cell size. This observation is noteworthy since it implies that different combinations of design, RD, and material composition (e.g., CF incorporation) factors could be used to attain the desired performance.
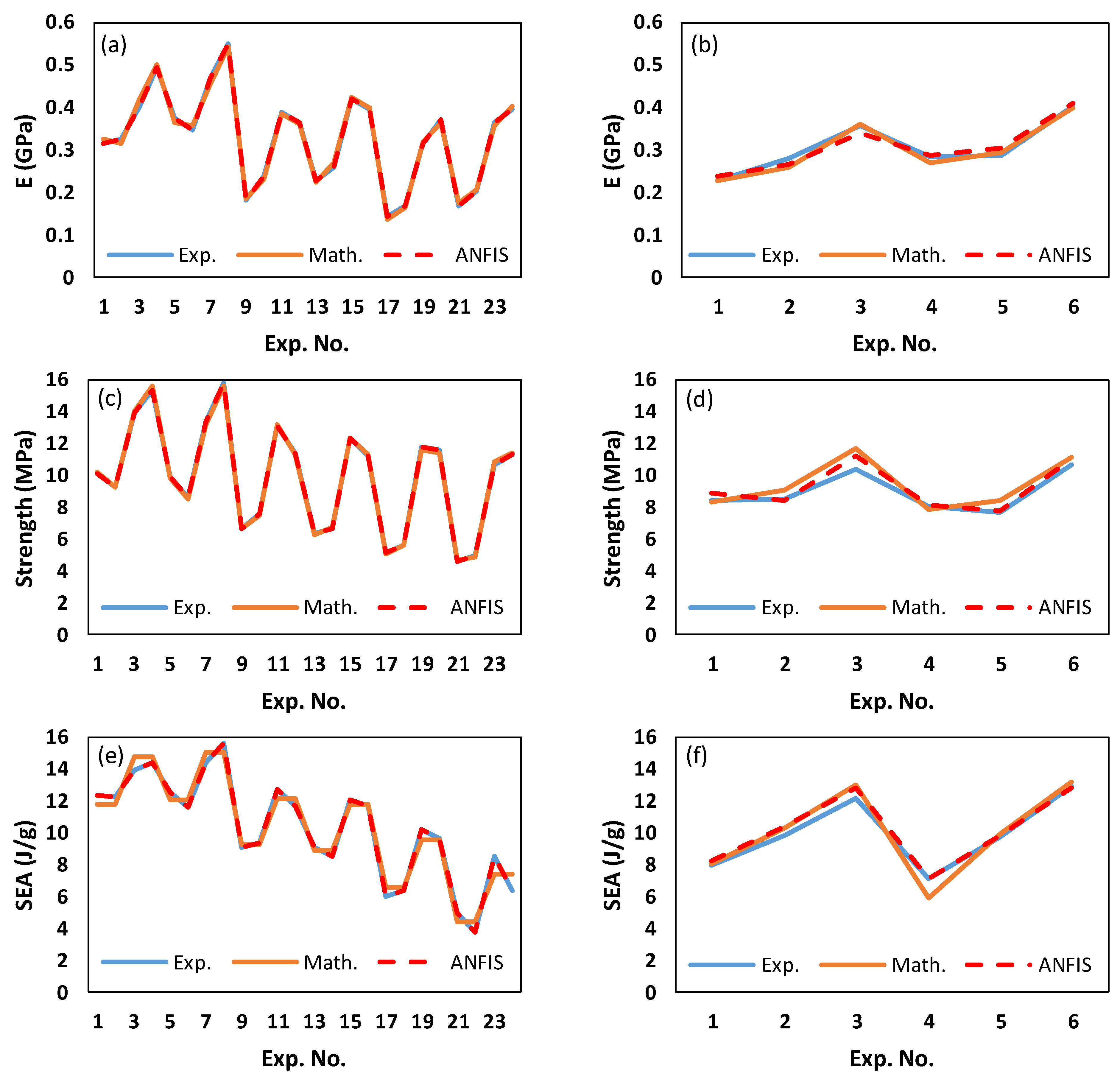
For the training data set, factorial design experiments presented in
Table 4, both prediction models, mathematical and ANFIS models, performed well in predicting E, σ
peak, and SEA, as illustrated in
Figure 16 and
Figure 17. However, regarding the testing data set presented in
Table 9, ANFIS models clearly outperformed the mathematical models in terms of RMSE (
Table 11) and the absolute percent deviation (
Table 12). Furthermore,
Table 12 and
Table 16 demonstrate that mathematical modeling predictions deviated more from experimental results compared with ANFIS predictions, notably for experiments having high RD deviation. This implies a connection between mathematical prediction performance and RD deviation. From the ANOVA analysis,
Section 3.1, the RD influenced E, σ
peak, and SEA with a contribution of 58.95%, 71.68%, and 22.44%, respectively.
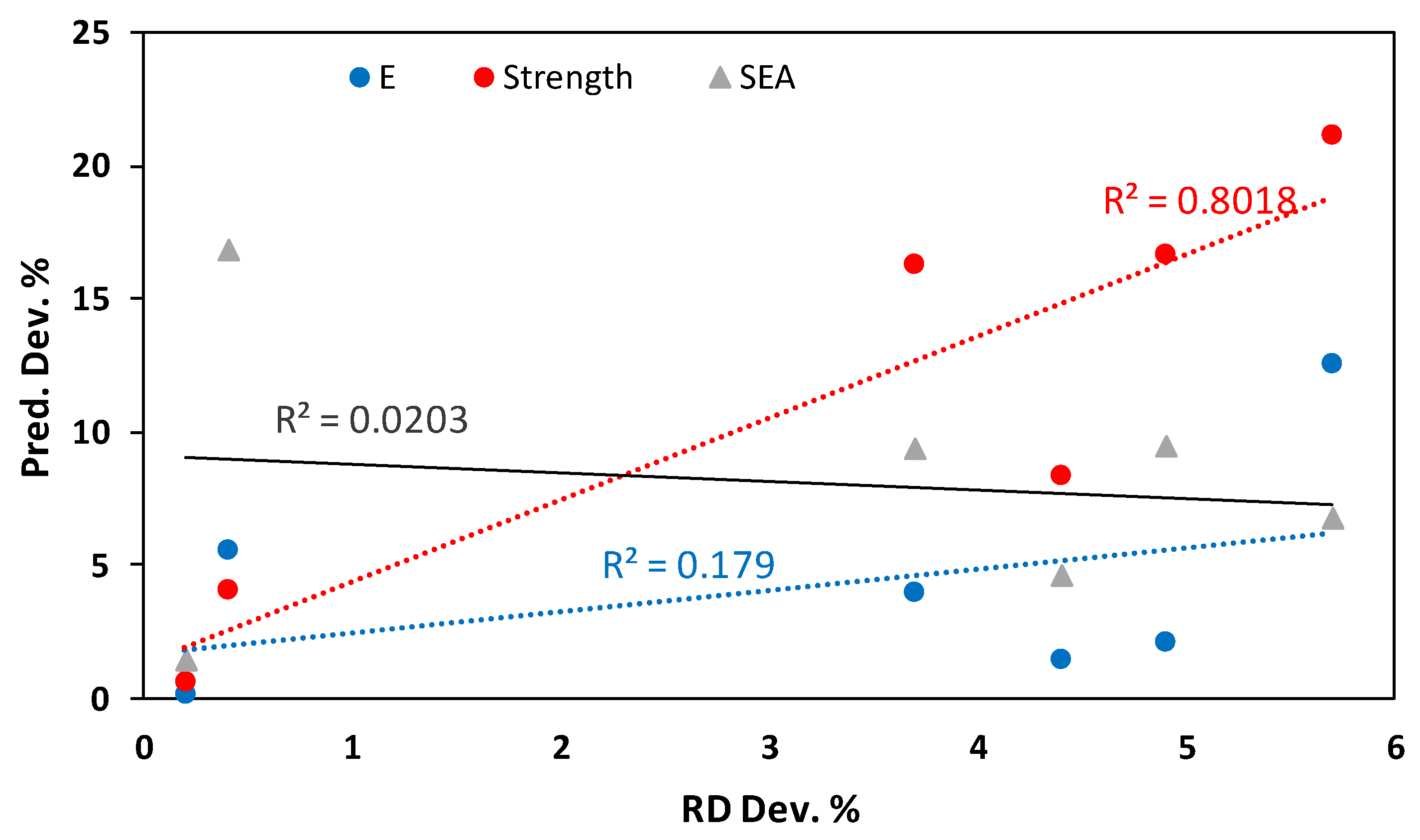
A correlation was observed between the contribution percentage of the RD influence on the TPMS structure performance (e.g., E, σ
peak, and SEA) reported in ANOVA analysis (
Table 5,
Table 6 and
Table 7) and the performance of the mathematical predictions. In other words, a high contribution percentage of RD influence on a TPMS structure’s performance (e.g., E, σ
peak, or SEA) indicates a high error in mathematical modeling predictions for experiments having a high RD deviation. For instance, the higher mathematical modeling prediction deviations for σ
peak (16.67%, 16.23%, 21.11%, and 8.30%) were observed for the testing experiments (2, 3, 5, and 6, respectively), with relatively high RD deviations; see
Table 16. The fourth testing experiment (i.e., regarding the mathematical prediction deviations for the E and SEA) was an exceptional case where the aforementioned phenomenon was not valid. Furthermore,
Figure 20 depicts the relationship between the RD deviation and the mathematical prediction deviation for E, σ
peak, and SEA. A high correlation between the RD deviation and mathematical prediction deviation in the case of σ
peak (R
2 = 0.802) can be observed, while a low correlation is in the case of SEA.
Table 17 presents the results of the Spearman Rho correlation test, indicating a significant correlation (0.943) between the RD deviation and mathematical prediction performance in the case of σ
peak, which is highly influenced by the RD variable (71.68%).


























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}