
Methodology for the Path Definition in Multi-Layer Gas Metal Arc Welding (GMAW)



Abstract
:1. Introduction
2. Materials and Methods
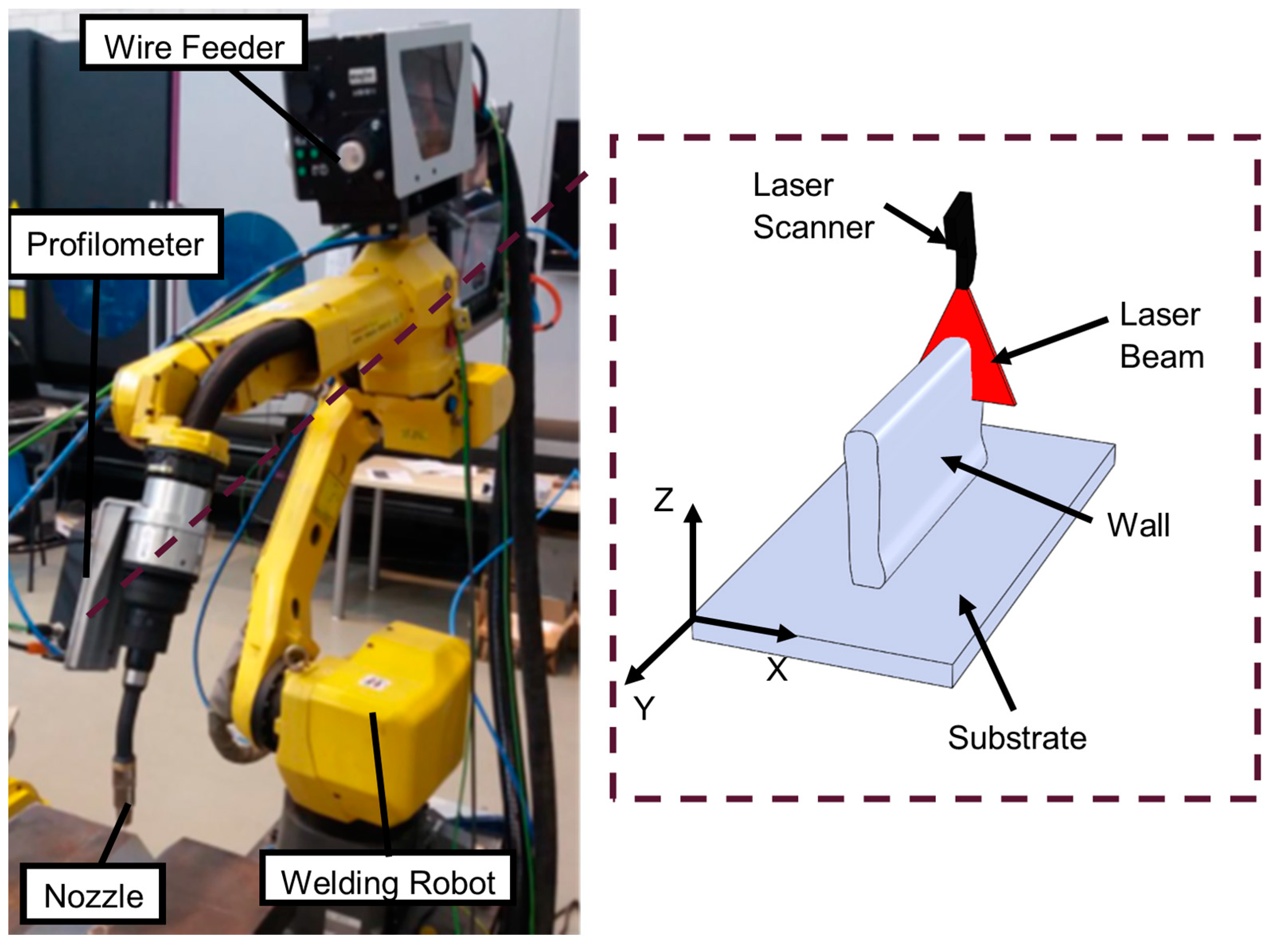
2.1. Materials and Set-Up
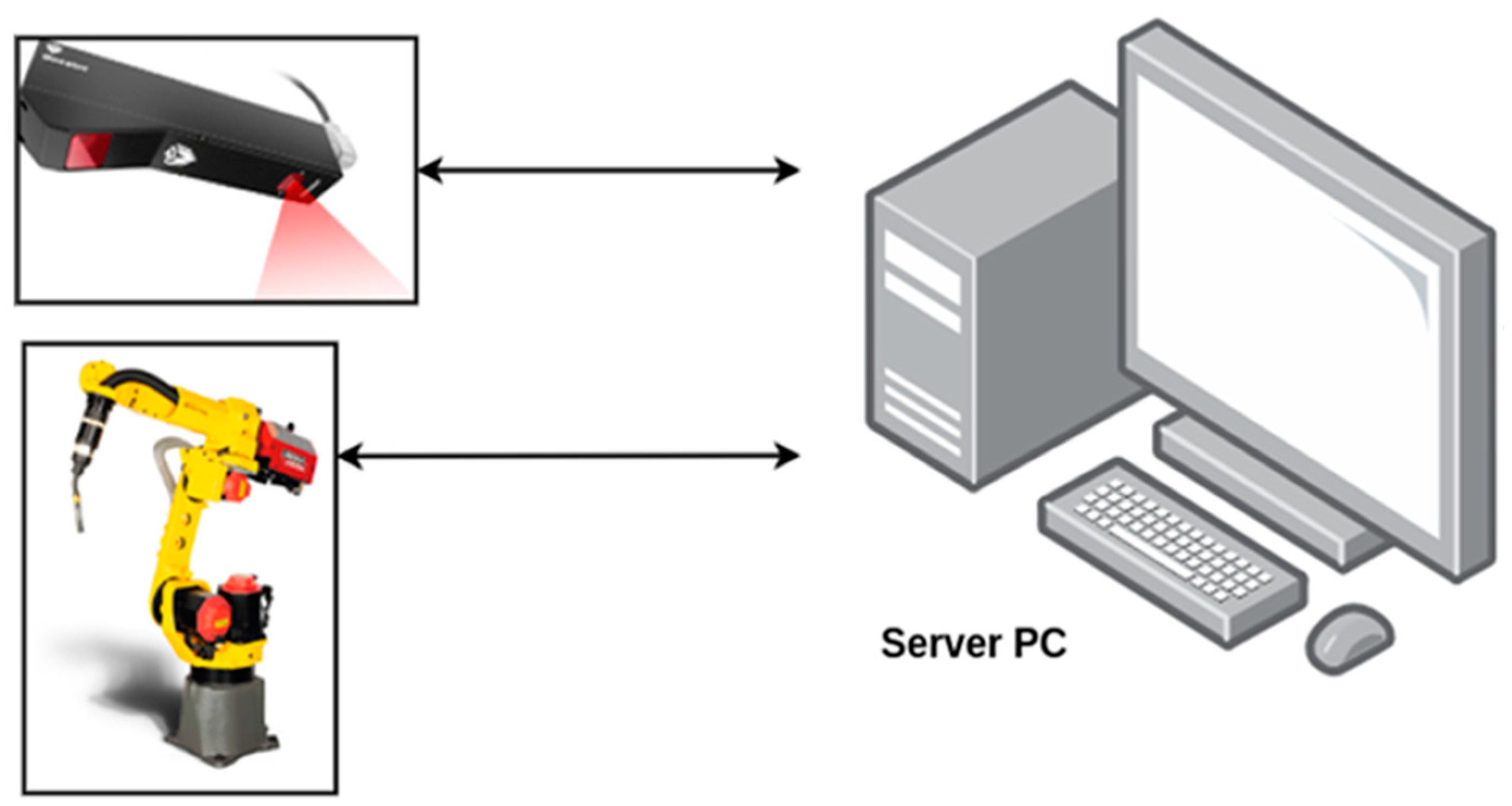
2.2. Data Measurement Chain in the Robotic GMAW Process
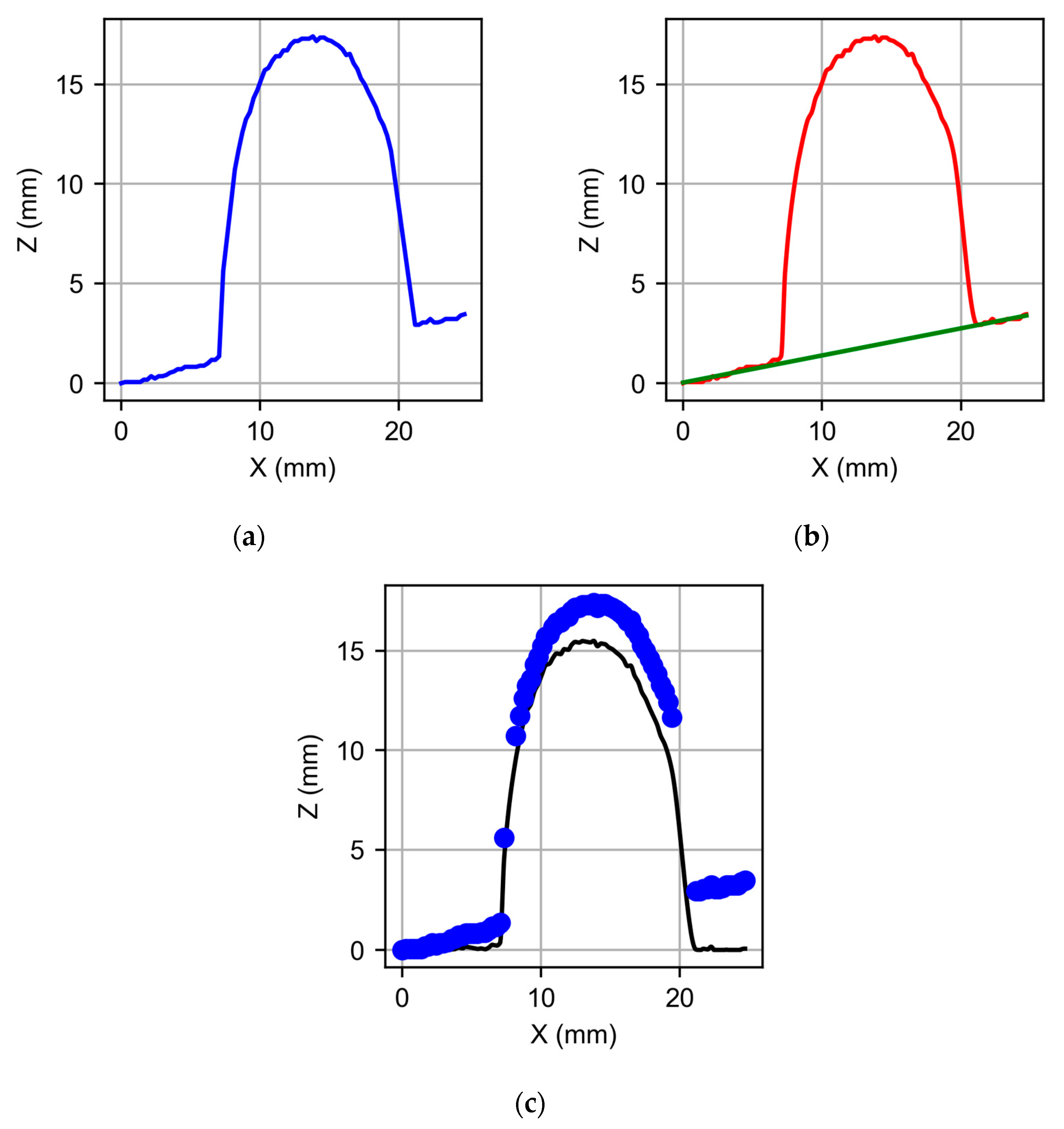
2.3. Point Cloud Preparation and Processing
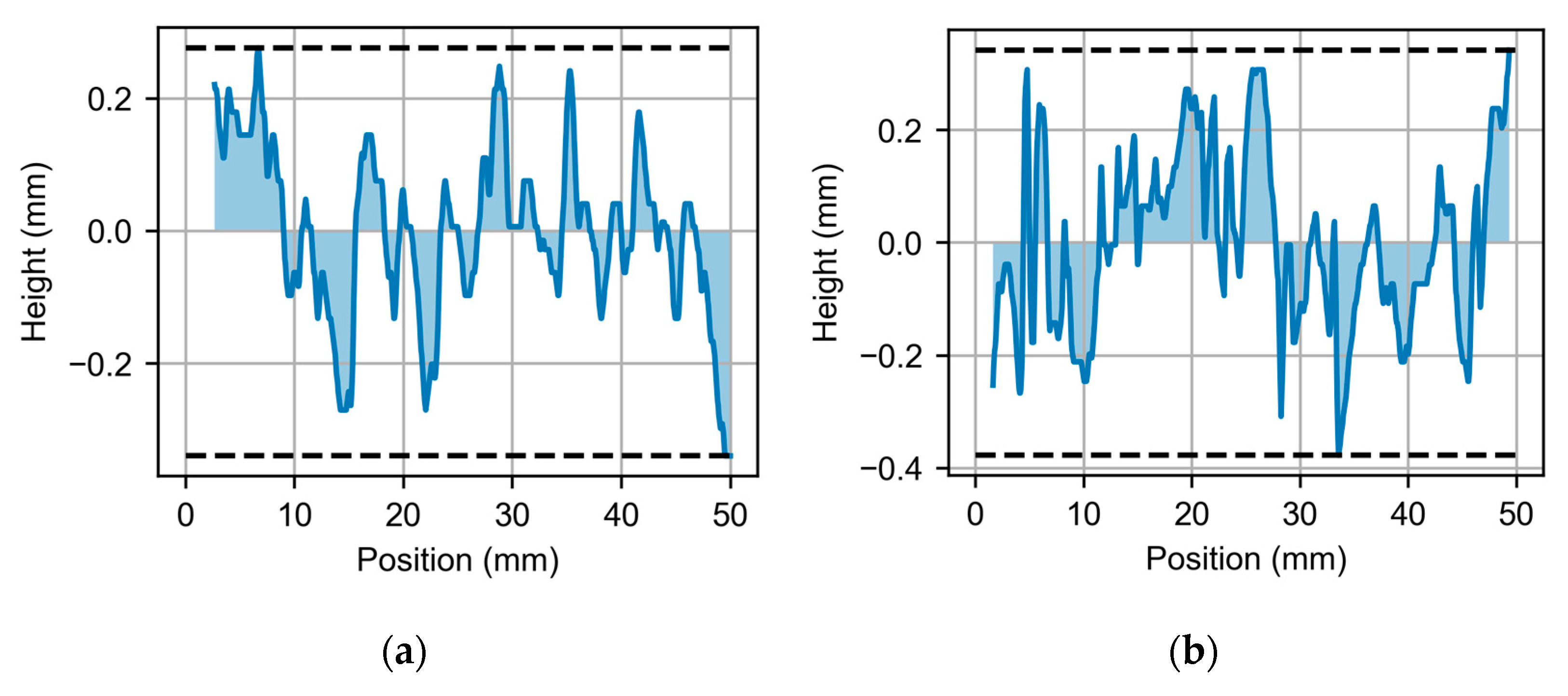
- The layer profile is translated to 0 at its extreme point (see Figure 3a).
- The profile is filtered to remove brightness with a moving median filter of order N = 7. The trend of the signal is removed to eliminate the positioning error of the substrate, which in this case is eight degrees. This removed angle then allows the torch to be placed perpendicular to the substrate, which is desired (see Figure 3b).
- Once the tilt is corrected by means of an interpolation, a greater number of points in the cloud are extracted by means of a Piecewise Cubic Hermite Interpolating Polynomial (pchip) interpolation because it adjusts the flat areas more adequately than the interpolation by splines (see Figure 3c).
3. Results
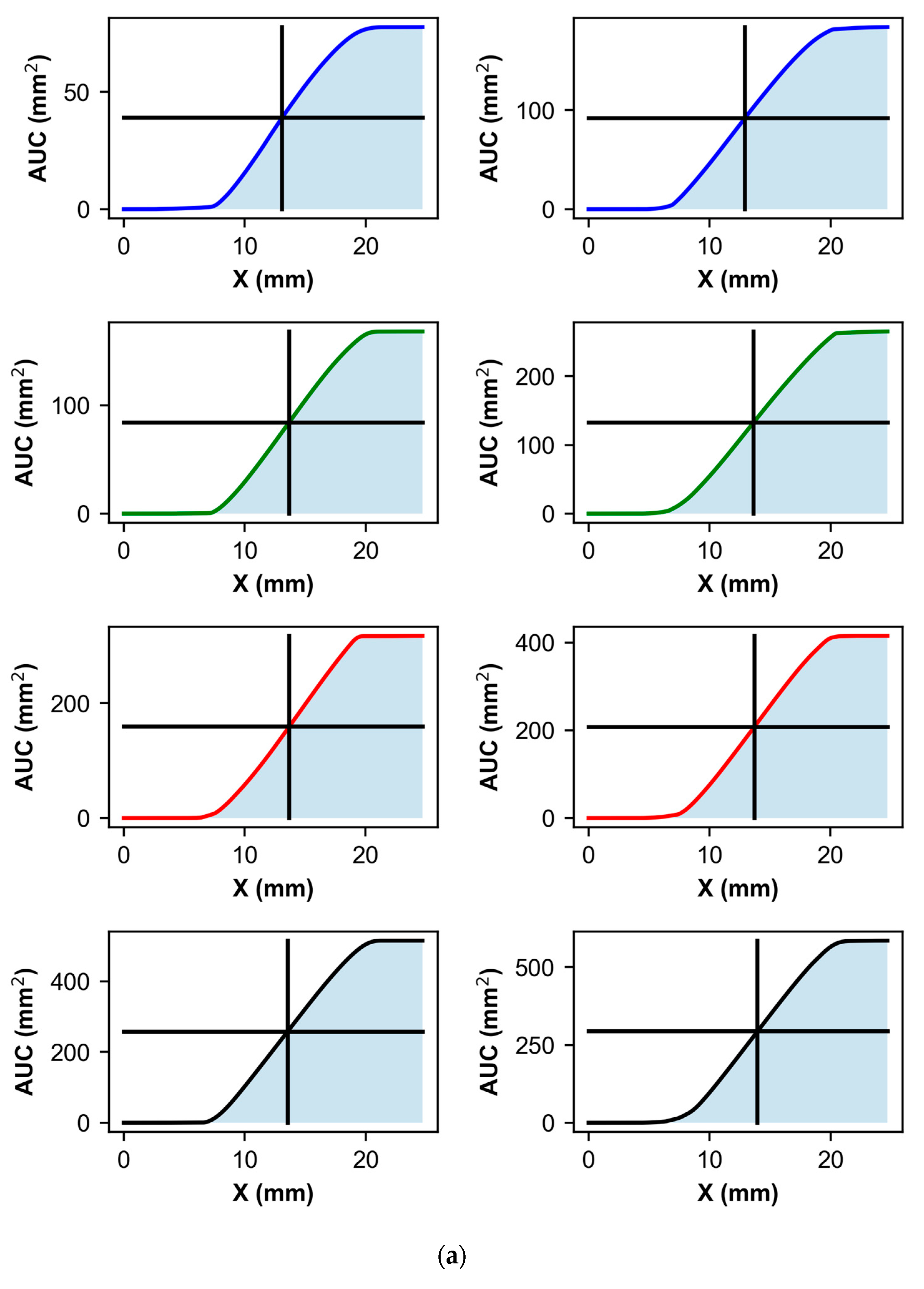
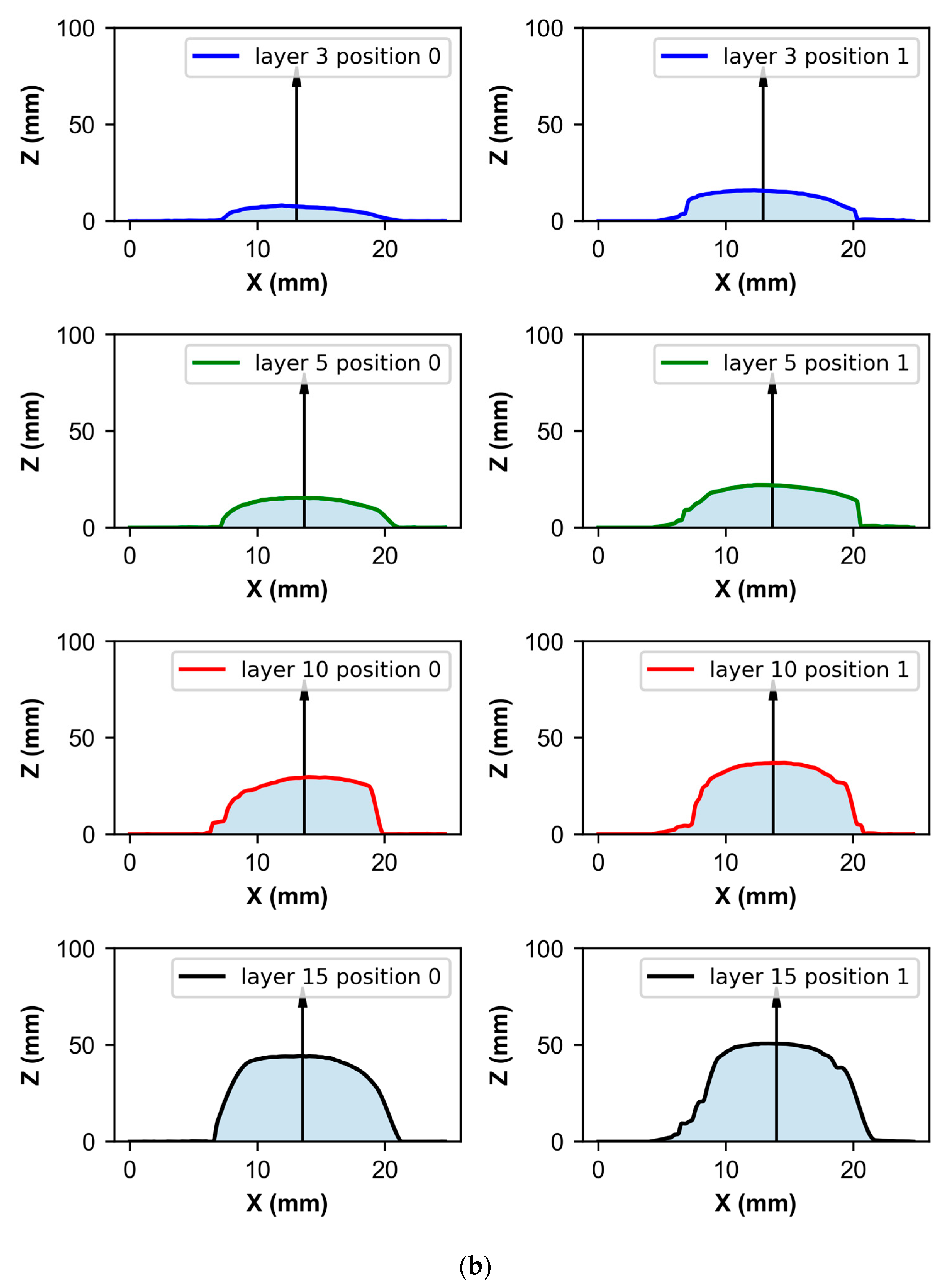
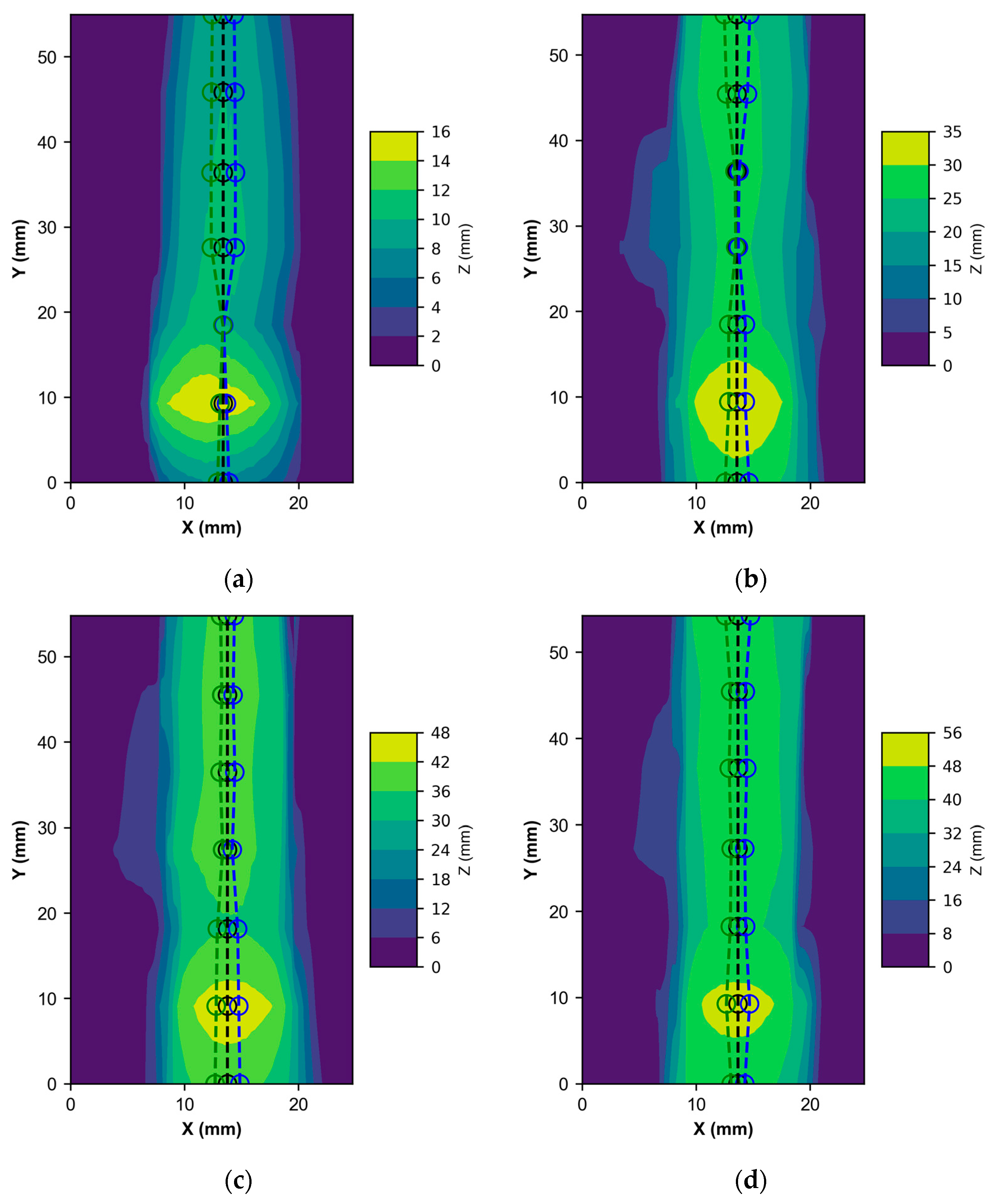
3.1. Methodology Based on Centroid Calculation
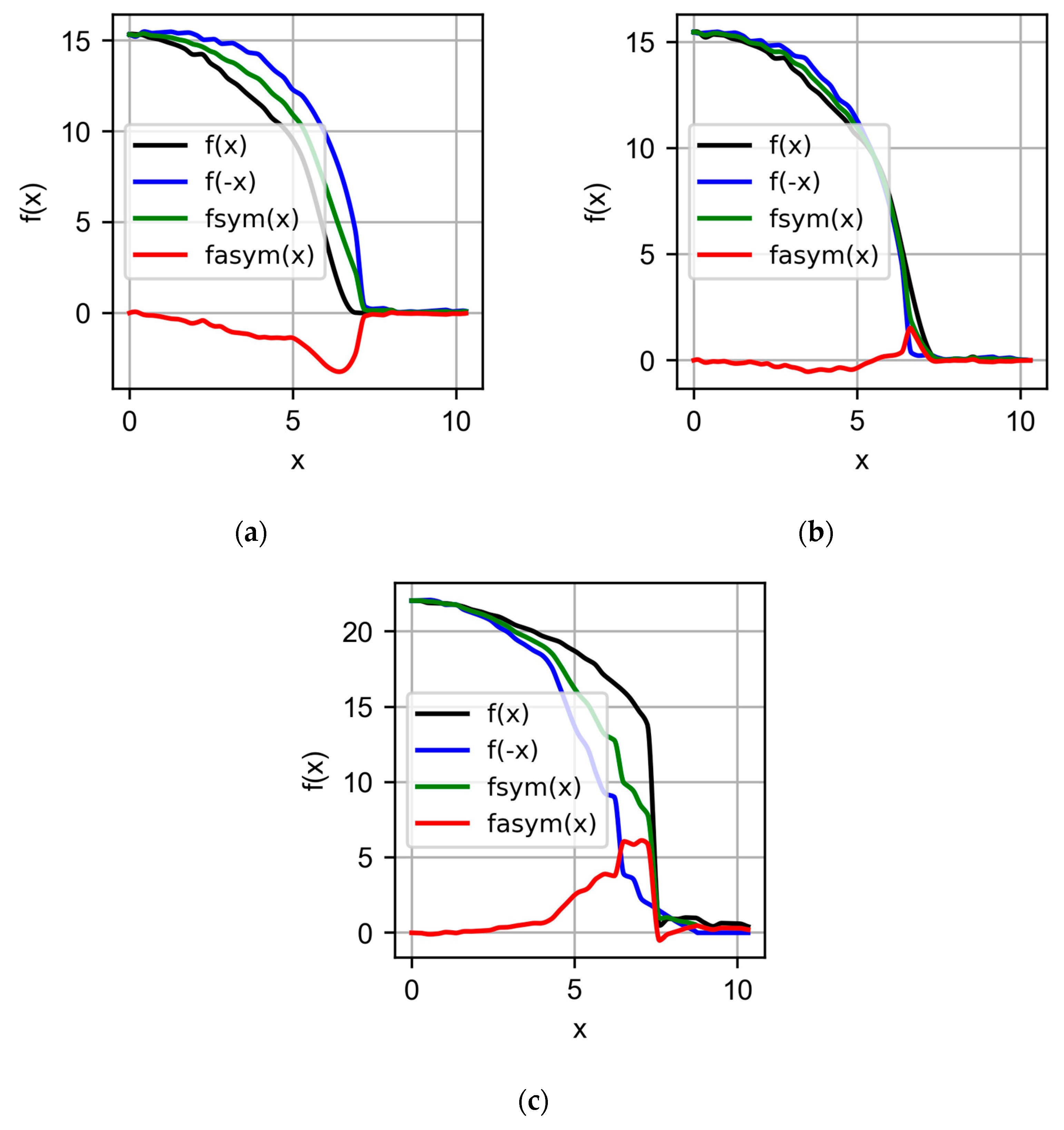
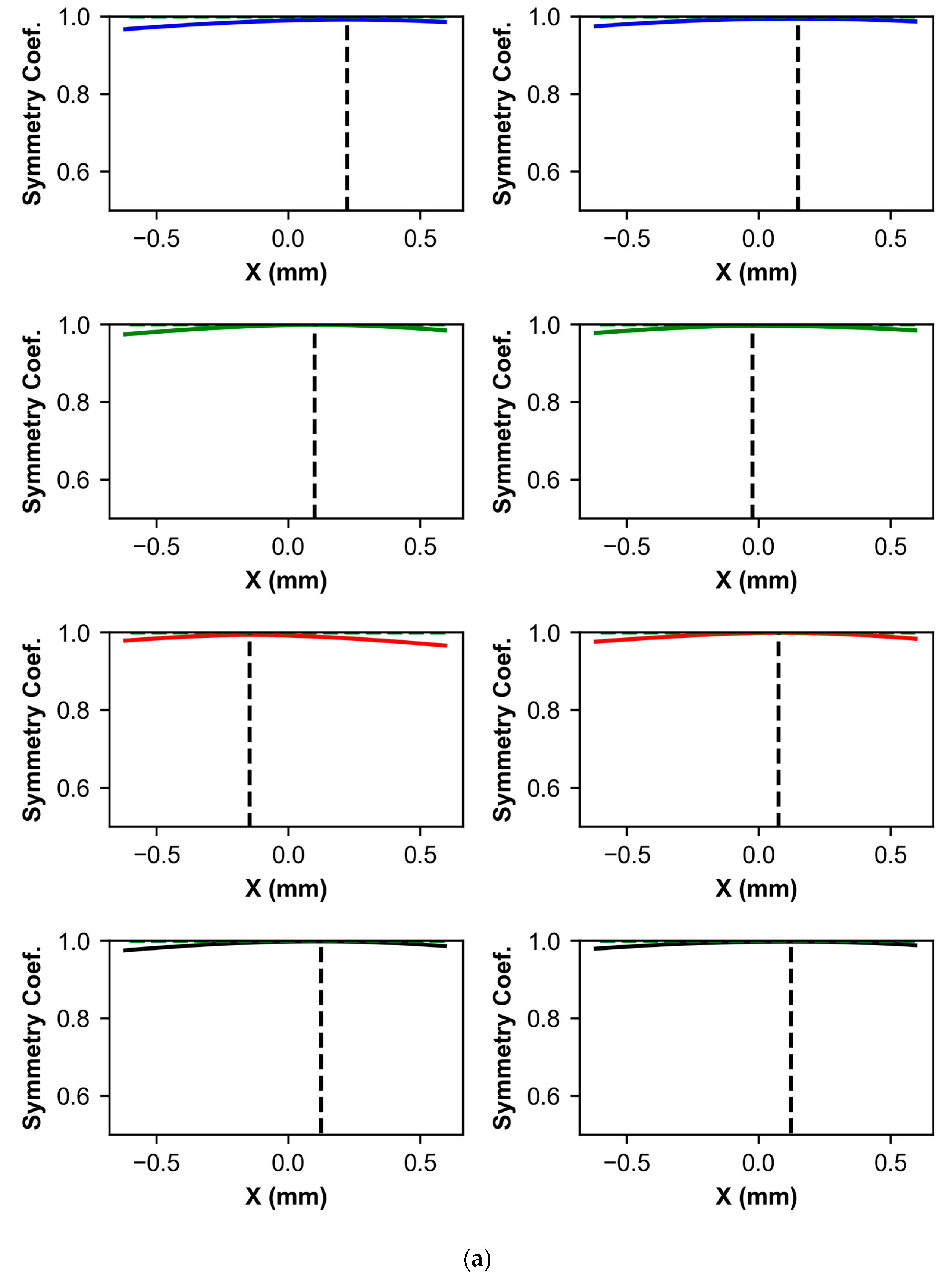
3.2. Methodology Based on Symmetry Calculation
3.3. Methodology Based on Symmetry Calculation
4. Discussion
5. Conclusions
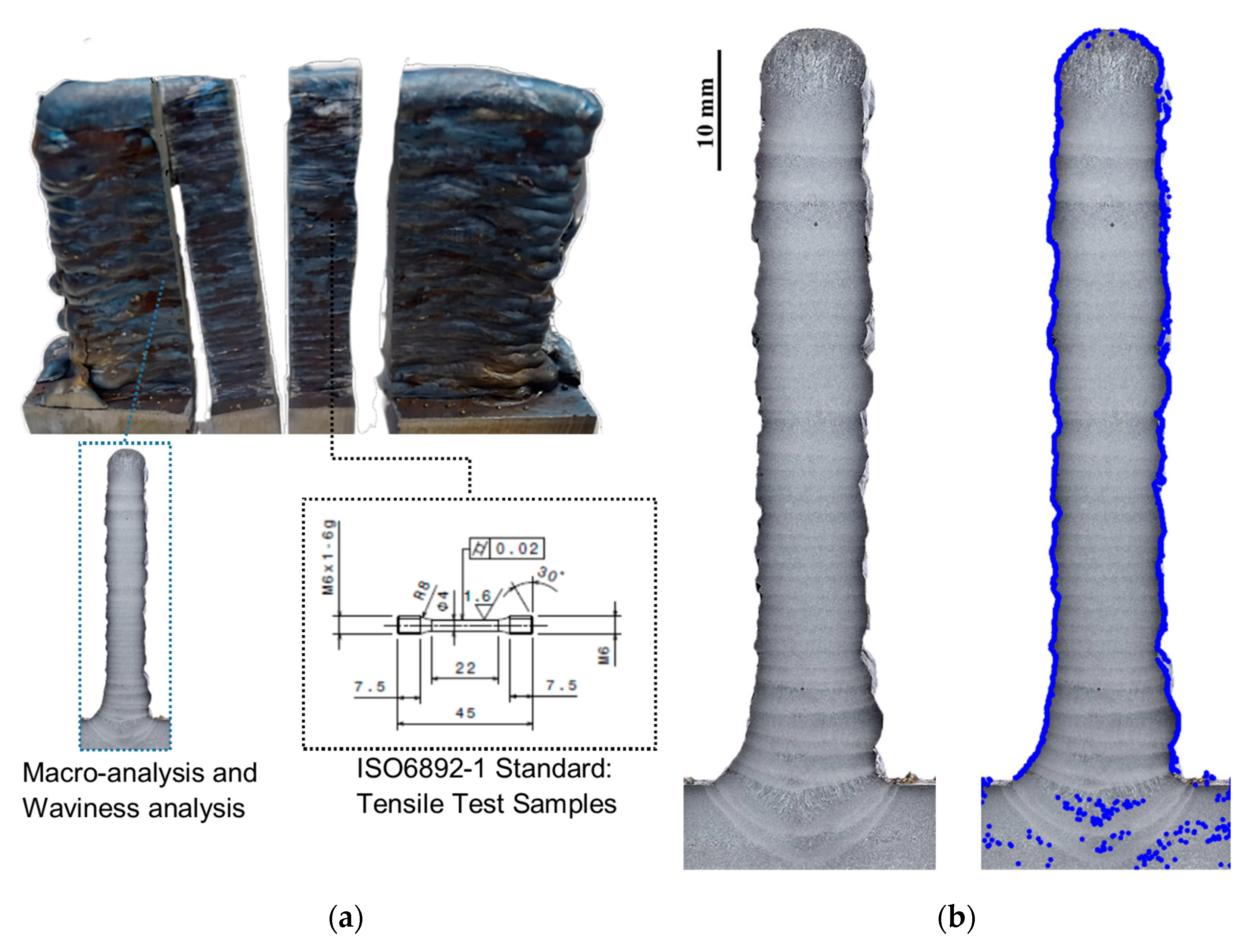
- By using a profilometric scanner, the geometry of the layer was obtained to determine the centroid that divides the deposited material into two equal parts.
- The maximum symmetry point and the symmetry of the layer were also obtained. In itself, this result allows us to establish a control of the process, detecting early on deviations with respect to the correct development of the process.
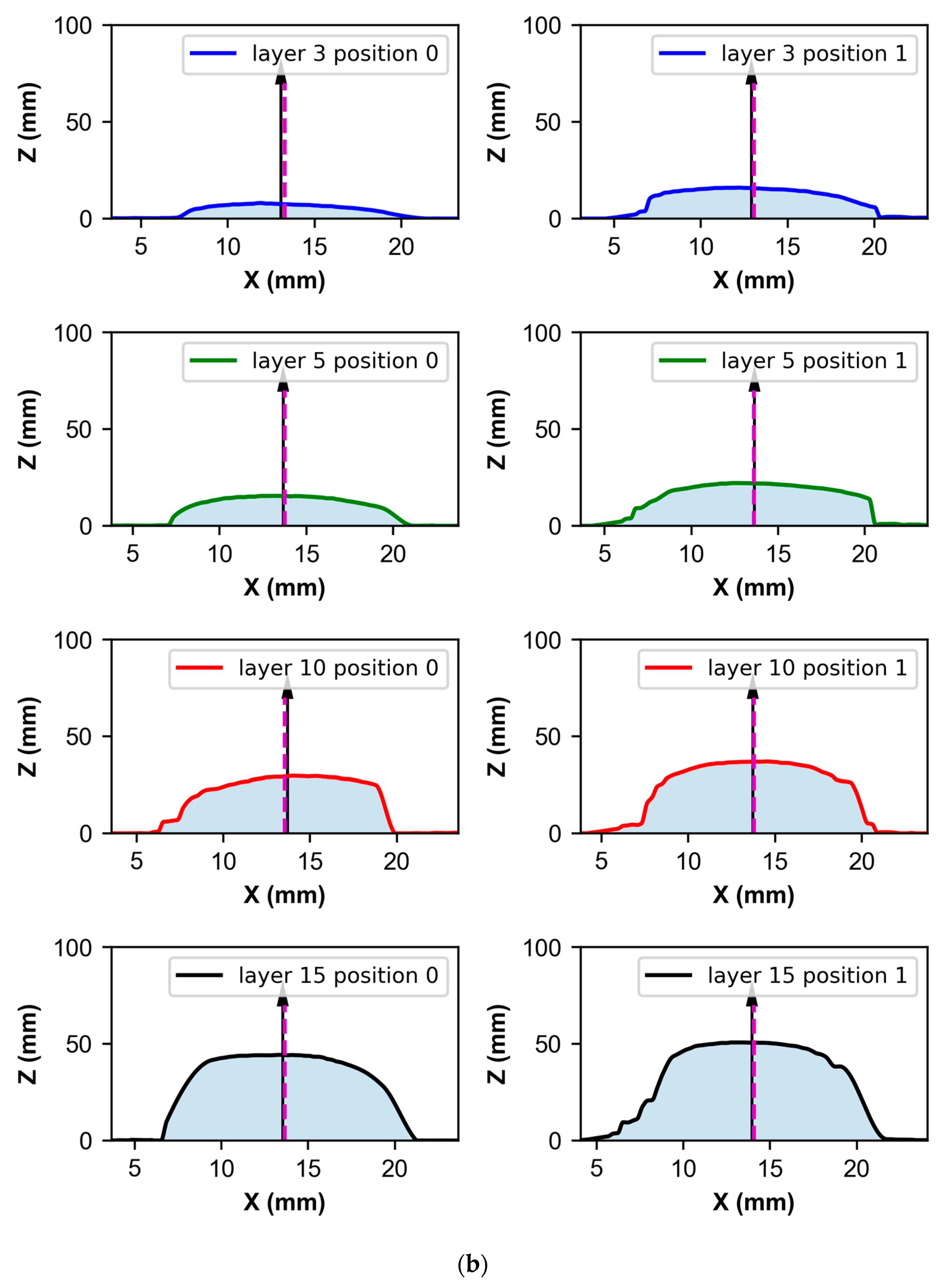
- By means of the symmetry point and the centroid, a methodology for the definition of the interlayer trajectory was established that allows us to compensate for a deviation from the incorrect layer growth.
- The surface quality of the demo wall was analysed, and it has an average ripple of 126 microns on one side and 98 microns on the other side.
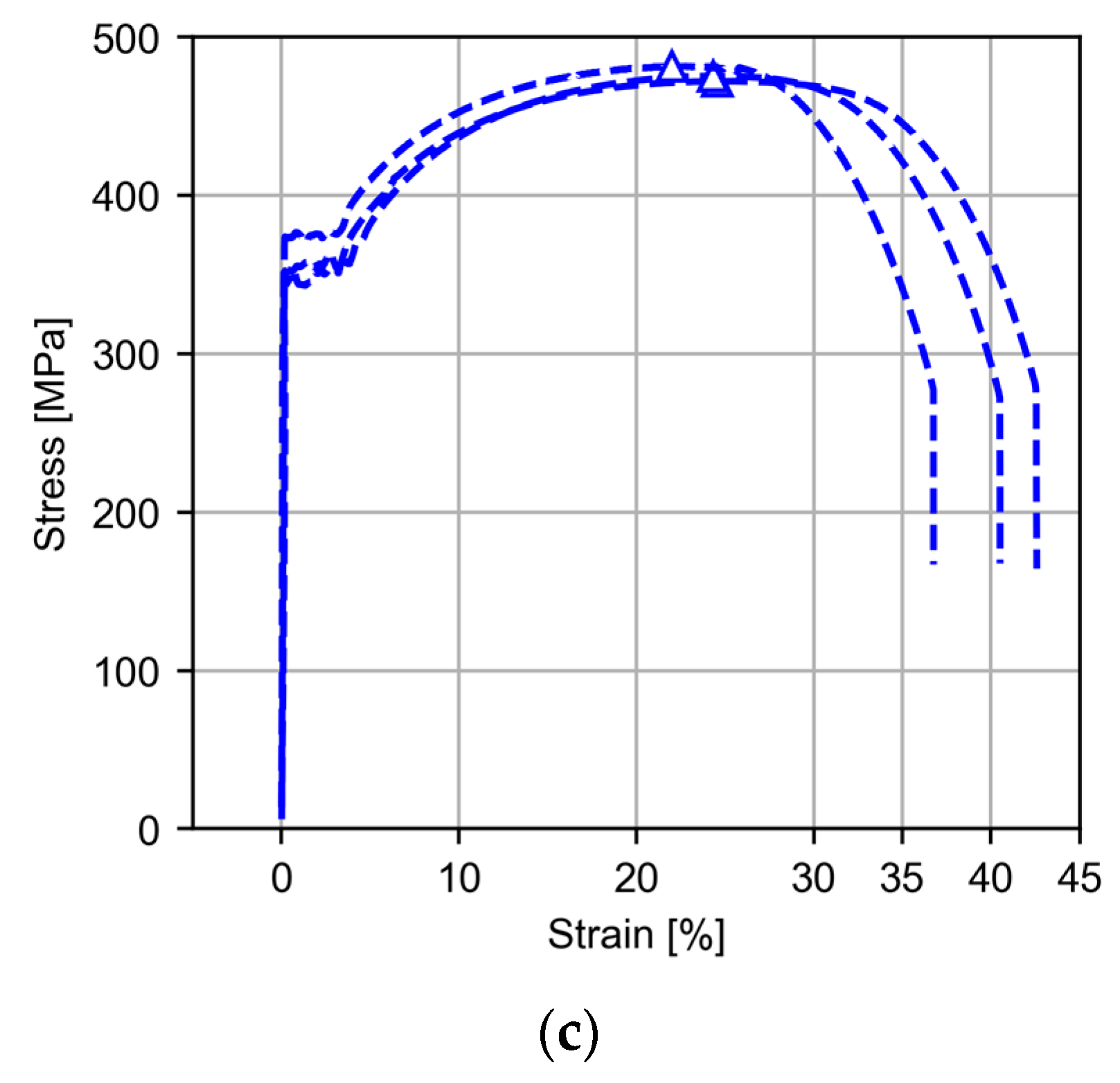
- This methodology was applied to the fabrication of an ER70-6 mild steel multi-layer wall with correct growth and compared to welding without the application of the methodology, thus improving the process in cases of high deposition rate.
- As a future line of research, it would be of interest to extend the application of this methodology to more complex parts or to welds in different types of joints.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Gyasi, E.A.; Kah, P.; Penttilä, S.; Ratava, J.; Handroos, H.; Sanbao, L. Digitalized Automated Welding Systems for Weld Quality Predictions and Reliability. Procedia Manuf. 2019, 38, 133–141. [Google Scholar] [CrossRef]
- Liu, Y. Toward Intelligent Welding Robots: Virtualized Welding Based Learning of Human Welder Behaviors. Weld. World 2016, 60, 719–729. [Google Scholar] [CrossRef]
- Kah, P.; Shrestha, M.; Hiltunen, E.; Martikainen, J. Robotic Arc Welding Sensors and Programming in Industrial Applications. Int. J. Mech. Mater. Eng. 2015, 10, 13. [Google Scholar] [CrossRef] [Green Version]
- Garašić, I.; Kožuh, Z.; Remenar, M. Sensors and Their Classification in the Fusion Weldingtechnology. Teh. Vjesn. 2015, 22, 1069–1074. [Google Scholar] [CrossRef]
- Bestard, G.A.; Sampaio, R.C.; Vargas, J.A.R.; Alfaro, S.C.A. Sensor Fusion to Estimate the Depth and Width of the Weld Bead in Real Time in GMAW Processes. Sensors 2018, 18, 962. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Tejas, R.; Macherla, P.; Shylashree, N. Image Sensor—CCD and CMOS. In Microelectronics, Communication Systems, Machine Learning and Internet of Things; Nath, V., Mandal, J.K., Eds.; Springer Nature: Singapore, 2023; pp. 455–484. [Google Scholar]
- Ding, D.; He, F.; Yuan, L.; Pan, Z.; Wang, L.; Ros, M. The First Step towards Intelligent Wire Arc Additive Manufacturing: An Automatic Bead Modelling System Using Machine Learning through Industrial Information Integration. J. Ind. Inf. Integr. 2021, 23, 100218. [Google Scholar] [CrossRef]
- Wang, C.; Bai, H.; Ren, C.; Fang, X.; Lu, B. A Comprehensive Prediction Model of Bead Geometry in Wire and Arc Additive Manufacturing. J. Phys. Conf. Ser. 2020, 1624, 022018. [Google Scholar] [CrossRef]
- Li, F.; Chen, S.; Shi, J.; Zhao, Y.; Tian, H. Thermoelectric Cooling-Aided Bead Geometry Regulation in Wire and Arc-Based Additive Manufacturing of Thin-Walled Structures. Appl. Sci. 2018, 8, 207. [Google Scholar] [CrossRef] [Green Version]
- Tang, S.; Wang, G.; Huang, C.; Zhang, H. Investigation and Control of Weld Bead at Both Ends in WAAM. In Proceedings of the 30th Annual International Solid Freeform Fabrication Symposium—An Additive Manufacturing Conference, Austin, TX, USA, 12–14 August 2019. [Google Scholar]
- Karmuhilan, M.; Sood, A.K. Intelligent Process Model for Bead Geometry Prediction in WAAM. Mater. Today Proc. 2018, 5, 24005–24013. [Google Scholar] [CrossRef]
- Pradhan, R.; Joshi, A.P.; Sunny, M.R.; Sarkar, A. Performance of Predictive Models to Determine Weld Bead Shape Parameters for Shielded Gas Metal Arc Welded T-Joints. Mar. Struct. 2022, 86, 103290. [Google Scholar] [CrossRef]
- Bi, G.; Sun, C.N.; Gasser, A. Study on Influential Factors for Process Monitoring and Control in Laser Aided Additive Manufacturing. J. Mater. Process. Technol. 2013, 213, 463–468. [Google Scholar] [CrossRef]
- Wang, D.; Wu, S.; Fu, F.; Mai, S.; Yang, Y.; Liu, Y.; Song, C. Mechanisms and Characteristics of Spatter Generation in SLM Processing and Its Effect on the Properties. Mater. Des. 2017, 117, 121–130. [Google Scholar] [CrossRef]
- Colodrón, P.; Fariña, J.; Rodríguez-Andina, J.J.; Vidal, F.; Mato, J.L.; Montealegre, M.Á. Performance Improvement of a Laser Cladding System through FPGA-Based Control. In Proceedings of the IECON 2011—37th Annual Conference of the IEEE Industrial Electronics Society, Melbourne, VIC, Australia, 7–10 November 2011; pp. 2814–2819. [Google Scholar]
- Chabot, A.; Rauch, M.; Hascoët, J.-Y. Towards a Multi-Sensor Monitoring Methodology for AM Metallic Processes. Weld. World 2019, 63, 759–769. [Google Scholar] [CrossRef]
- Bestard, G.A. Online Measurements in Welding Processes; IntechOpen: London, UK, 2020; ISBN 978-1-83881-896-8. [Google Scholar]
- Srivastava, M.; Rathee, S.; Tiwari, A.; Dongre, M. Wire Arc Additive Manufacturing of Metals: A Review on Processes, Materials and Their Behaviour. Mater. Chem. Phys. 2023, 294, 126988. [Google Scholar] [CrossRef]
- Tripathi, U.; Saini, N.; Mulik, R.S.; Mahapatra, M.M. Effect of Build Direction on the Microstructure Evolution and Their Mechanical Properties Using GTAW Based Wire Arc Additive Manufacturing. CIRP J. Manuf. Sci. Technol. 2022, 37, 103–109. [Google Scholar] [CrossRef]
- Ding, D.; Pan, Z.; Cuiuri, D.; Li, H. A Tool-Path Generation Strategy for Wire and Arc Additive Manufacturing. Int. J. Adv. Manuf. Technol. 2014, 73, 173–183. [Google Scholar] [CrossRef] [Green Version]
- Rani, K.U.; Kumar, R.; Mahapatra, M.M.; Mulik, R.S.; Świerczyńska, A.; Fydrych, D.; Pandey, C. Wire Arc Additive Manufactured Mild Steel and Austenitic Stainless Steel Components: Microstructure, Mechanical Properties and Residual Stresses. Materials 2022, 15, 7094. [Google Scholar] [CrossRef]
- Venturini, G.; Montevecchi, F.; Scippa, A.; Campatelli, G. Optimization of WAAM Deposition Patterns for T-Crossing Features. Procedia CIRP 2016, 55, 95–100. [Google Scholar] [CrossRef] [Green Version]
- Song, G.-H.; Lee, C.-M.; Kim, D.-H. Investigation of Path Planning to Reduce Height Errors of Intersection Parts in Wire-Arc Additive Manufacturing. Materials 2021, 14, 6477. [Google Scholar] [CrossRef]
- Veiga, F.; Arizmendi, M.; Suarez, A.; Bilbao, J.; Uralde, V. Different Path Strategies for Directed Energy Deposition of Crossing Intersections from Stainless Steel SS316L-Si. J. Manuf. Process. 2022, 84, 953–964. [Google Scholar] [CrossRef]
- Michel, F.; Lockett, H.; Ding, J.; Martina, F.; Marinelli, G.; Williams, S. A Modular Path Planning Solution for Wire + Arc Additive Manufacturing. Robot. Comput.-Integr. Manuf. 2019, 60, 1–11. [Google Scholar] [CrossRef]
- Uralde, V.; Veiga, F.; Aldalur, E.; Suarez, A.; Ballesteros, T. Symmetry and Its Application in Metal Additive Manufacturing (MAM). Symmetry 2022, 14, 1810. [Google Scholar] [CrossRef]
- Veiga, F.; Suárez, A.; Aldalur, E.; Bhujangrao, T. Effect of the Metal Transfer Mode on the Symmetry of Bead Geometry in WAAM Aluminum. Symmetry 2021, 13, 1245. [Google Scholar] [CrossRef]
- Veiga, F.; Suarez, A.; Aldalur, E.; Artaza, T. Wire Arc Additive Manufacturing of Invar Parts: Bead Geometry and Melt Pool Monitoring. Measurement 2022, 189, 110452. [Google Scholar] [CrossRef]
- Xiong, J.; Zhang, G.; Gao, H.; Wu, L. Modeling of Bead Section Profile and Overlapping Beads with Experimental Validation for Robotic GMAW-Based Rapid Manufacturing. Robot. Comput.-Integr. Manuf. 2013, 29, 417–423. [Google Scholar] [CrossRef]
- Murray, P.E. Selecting Parameters for GMAW Using Dimensional Analysis. Weld. J. 2002, 81, 125-S–131-S. [Google Scholar]
- Pinto-Lopera, J.E.; S. T. Motta, J.M.; Absi Alfaro, S.C. Real-Time Measurement of Width and Height of Weld Beads in GMAW Processes. Sensors 2016, 16, 1500. [Google Scholar] [CrossRef]
- Hönnige, J.; Seow, C.E.; Ganguly, S.; Xu, X.; Cabeza, S.; Coules, H.; Williams, S. Study of Residual Stress and Microstructural Evolution in As-Deposited and Inter-Pass Rolled Wire plus Arc Additively Manufactured Inconel 718 Alloy after Ageing Treatment. Mater. Sci. Eng. A 2021, 801, 140368. [Google Scholar] [CrossRef]
- Wu, Q.; Mukherjee, T.; De, A.; DebRoy, T. Residual Stresses in Wire-Arc Additive Manufacturing—Hierarchy of Influential Variables. Addit. Manuf. 2020, 35, 101355. [Google Scholar] [CrossRef]
- Artaza, T.; Suárez, A.; Veiga, F.; Braceras, I.; Tabernero, I.; Larrañaga, O.; Lamikiz, A. Wire Arc Additive Manufacturing Ti6Al4V Aeronautical Parts Using Plasma Arc Welding: Analysis of Heat-Treatment Processes in Different Atmospheres. J. Mater. Res. Technol. 2020, 9, 15454–15466. [Google Scholar] [CrossRef]
- Aldalur, E.; Veiga, F.; Suárez, A.; Bilbao, J.; Lamikiz, A. High Deposition Wire Arc Additive Manufacturing of Mild Steel: Strategies and Heat Input Effect on Microstructure and Mechanical Properties. J. Manuf. Process. 2020, 58, 615–626. [Google Scholar] [CrossRef]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Authors | Measured Entity | Measurement Methodology |
|---|---|---|
| Ding et al. [7] | Overlapping distance (OD) and bead height (BH) | 3D laser scanner |
| Wang et al. [8] | Track width, layer height, penetration, accumulated area, penetration area, aspect ratio and dilution ratio | Laser profile scanner |
| Li et al. [9] | Bead width (W) and bead height (H) | Laser displacement scanner |
| Tang et al. [10] | Arc striking (AS) and arc extinguishing (AE) area | Infrared camera and arial topography measurement sensor |
| Karmuhilan et al. [11] | Bead height and width | Coordinate measuring machine (CMM) |
| Pradhan et al. [12] | Width, penetration depth, throat length and leg length | Internal signals + neural networks (NN) for geometry prediction |
| Bi et al. [13] | Melt-pool temperature and size | CCD camera + photodiode |
| Wang et al. [14] | Discontinuities/Cracks | Acoustic sensor |
| Colodron et al. [15] | Fusion bath geometry | CMOS camera + optical filter |
| Chabot et al. [16] | Temperature–height distribution | IR camera |
| Z-Range | X-Range Start | X-Range End | Distance | Resolution | Size | Weight |
|---|---|---|---|---|---|---|
| (mm) | (mm) | (mm) | (mm) | (mm) | (mm) | (g) |
| 120 | 60 | 80 | 84 | 0.0798 | 186 × 32 × 84 | 430 |
| Mn | Si | C | Cr | Cu | Ni | S | P | Mo | Ti | Zr | Fe |
|---|---|---|---|---|---|---|---|---|---|---|---|
| 1.64 | 0.94 | 0.06 | 0.02 | 0.02 | 0.02 | 0.016 | 0.013 | 0.005 | 0.004 | 0.002 | bal. |
| Wire Diameter | Mode | Vwire | Vnozzle | Stick Out |
|---|---|---|---|---|
| 1.2 (mm) | MIG/MAG | 8 (m/min) | 65 (cm/min) | 22 (mm) |
| Material | Density | Gas | Gas flow | |
| ER70 | 7850 (kg/m3) | %20 CO2–%80 Ar | 17 (L/min) | |
| Wp: | Wv: | Wt: | Wz: | Wa: | Wq: | |
|---|---|---|---|---|---|---|
| Side | Max Profile Peak Height | Max Profile Valley Depth | Total Height of Profile | Maximum Height of Profile | Arithmetical Mean Deviation | Root-Mean-Square Deviation |
| Left | 0.276 | −0.339 | 0.078 | 0.616 | 0.093 | 0.123 |
| Right | 0.342 | −0.377 | 0.178 | 0.719 | 0.123 | 0.151 |
| Test Direction | UTS (MPa) | YS 0.2% (MPa) | Elong. (%) |
|---|---|---|---|
| Vertical Direction | 476 ± 2.41 | 365 ± 5.67 | 40 ± 2.6 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Curiel, D.; Veiga, F.; Suarez, A.; Villanueva, P. Methodology for the Path Definition in Multi-Layer Gas Metal Arc Welding (GMAW). Symmetry 2023, 15, 268. https://doi.org/10.3390/sym15020268
Curiel D, Veiga F, Suarez A, Villanueva P. Methodology for the Path Definition in Multi-Layer Gas Metal Arc Welding (GMAW). Symmetry. 2023; 15(2):268. https://doi.org/10.3390/sym15020268
Chicago/Turabian StyleCuriel, David, Fernando Veiga, Alfredo Suarez, and Pedro Villanueva. 2023. "Methodology for the Path Definition in Multi-Layer Gas Metal Arc Welding (GMAW)" Symmetry 15, no. 2: 268. https://doi.org/10.3390/sym15020268
APA StyleCuriel, D., Veiga, F., Suarez, A., & Villanueva, P. (2023). Methodology for the Path Definition in Multi-Layer Gas Metal Arc Welding (GMAW). Symmetry, 15(2), 268. https://doi.org/10.3390/sym15020268