1. Introduction
Bentonite clay is one of the most widely used industrial minerals the world over. Millions of tons are utilized annually in a large variety of applications. The main traditional applications of bentonite clays include their use as drilling fluids, cements, bleaching earths, emulsions stabilizers, foundry bond clay, agricultural carriers, desiccants, pelletizing iron ores, cat box absorbents, catalysts, sealants, adhesives, cosmetics, animal feed bonds, pharmaceuticals, paints, filtering agents, paper making, environmental remediation, and construction [
1,
2]. Properties such as its high specific surface area, plasticity, high bonding strength, high layer charge, colloidal size and crystalline structure, and rheological and adsorptive features make bentonite an attractive product for numerous industrial applications [
3,
4,
5].
Depending on the dominant exchangeable cations present in the interlamellar space, bentonite is classified as either calcium (Ca-bentonite) or sodium bentonite (Na-bentonite), each exhibiting different properties, resulting in varied applications. The terms non-swelling and swelling bentonite are synonymous with calcium and sodium bentonites [
6]. Na-bentonites, however, are the most sought-after clays for most industrial applications. Their ability to absorb large amounts of water molecules and expand their dry volume many times, as well as their low permeability, results in the material exhibiting high viscosity [
4,
7]. The resultant thixotropic properties, higher cation exchange capacity displayed by Na-rich bentonites, and better dispersiveness in water than Ca-forms make these clays highly attractive for most engineering applications [
8]. Applications in oil and gas well drilling, catalytic applications, ceramic elements, and in the production of surfactant-based organoclays for geotechnical, petroleum, and polymer nanostructured applications are just some examples of Na-bentonites’ uses [
9,
10]. In the oil and gas well-drilling activities, for instance, Na-bentonite is the main raw material in the preparation of drilling fluids. These are viscous water-based fluids used to increase the viscosity and reduce the filtration losses of water to the surrounding rocks of the wellbore. During the well-drilling process, the water is trapped between the bentonite layers [
4,
11,
12].
Naturally occurring Na-bentonite deposits are very rare. Sightings have been made in South Dakota, Wyoming, and Montana in the USA. The vast majority of Na-bentonites available in the world are the result of the activation processes in presence of sodium salts. Variant sodium salts can be used in the activation process; however, treatment with Na
2CO
3, also known as soda ash, is the standard and most commonly used in industrial applications [
9]. The swelling capabilities and viscosity-changing properties of bentonite can be significantly improved by increasing the Na/Ca ratio. This in turn can be achieved by adding very small amounts of Na
2CO
3 to the clay, usually 2 to 4 wt.% [
4,
6,
13,
14,
15,
16,
17,
18].
Mozambique has huge reserves of bentonite. The most well-known and investigated bentonite deposit is located in the District of Boane, Maputo Province, in the South of Mozambique. Previous studies on Boane bentonite deposits indicated the presence of Ca-bentonite with about 60 wt.% montmorillonite [
19,
20,
21]. According to these authors, the major problem limiting the utilization of this bentonite is the high content of impurities, with cristobalite being the major contributor, accounting for ca. 35 wt.% of the total composition. The high amount of cristobalite, which cannot be removed cost effectively, compromises the quality of the bentonite. In the work titled “Industrial Minerals of Mozambique” by Cíleck [
20], it was suggested that, without any beneficiation process, Boane white bentonite was unsuitable for most industrial applications, further suggesting that the foundry industry was the only suitable destination for this clay. Given this scenario, there is a need to develop cost-effective technologies and processes to beneficiate the clay for downstream applications. Both researchers and commercial users posit that the quality of this bentonite can be improved through a chemical treatment process, even without removing the cristobalite impurity phase. The present study seeks to explore this notion.
Some work on the beneficiation of Boane white bentonite has been carried out in an attempt to upgrade its quality [
19,
20,
21,
22,
23,
24,
25]. However, to the best of our knowledge, the synthesis of sodium-activated bentonite has not been reported. Therefore, this study seeks to explore the beneficiation of Boane white bentonite using a Na
2CO
3-based sodium activation process. It is hypothesized that the quality of the resultant clay will improve significantly making it attractive for use in a variety of engineering applications.
In this study, the sodium activation treatment process was carried out thermochemically and the response of the bentonite to sodium activation was assessed through CEC. Since the thermochemical sodium activation process was shown to be dependent on time, temperature, and clay chemical composition [
4,
26], the influence of these three factors and their interactive effects on the CEC were investigated; this was performed using a Statistical Design of Experiment approach. Finally, response surface methodology was used to optimize the activation process conditions.
2. Materials and Methods
2.1. Materials
Raw Ca-rich bentonite sample, exhibiting a white color, which occurs as a weathering product of rhyolites and rhyolitic tuffs of the Karoo volcanics distributed in the Pequenos Libombos range [
27], was obtained from Boane region, Maputo Province, Mozambique, and was supplied by Minerais Indústriais de Moçambique Lda Company (Mimoc, Maputo, Mozambique). XRF measurements (on dry basis) indicated the following chemical composition [
25]: 79.5 wt.% SiO
2, 12.1 wt.% Al
2O
3, 3.44 wt.% Fe
2O
3, 0.44 wt.% CaO, 0.26 wt.% K
2O, 1.17 wt.% Na
2O, 2.87 wt.% MgO, 0.01 wt.% MnO, 0.21 wt.% TiO
2, and 0.02 wt.% P
2O
5. Methylene blue and a pure fine powder form of sodium carbonate were provided by Tecnotraguas-Mozambique and used as received.
2.2. Beneficiation of Raw Bentonite
Beneficiation of bentonite is the purification process in which the impurities are removed from raw bentonite, leaving the clay particles with a more uniform size distribution. Dry and wet sieving are the most well-known traditional methods for the purification of clays. However, wet sieving combined with sedimentation process is the most recommended one. According to Magzoub et al. [
4], in the wet sieving process (using a 75 µm mesh No. 200), stable colloidal suspensions are formed when bentonite is dispersed in water (1:5 by weight) for 24 h. Any sand, quartz, feldspar, or iron impurities will not be suspended and will rapidly settle out during this process. Thus, in the present work raw bentonite samples were purified using a combined wet sieving and sedimentation process.
2.3. Sodium Carbonate Treatment
The Na
2CO
3 activation process was carried out as follow: A predetermined amount of Na
2CO
3 was first dissolved in an appropriate amount of distilled water, to produce a 4 wt.% Na
2CO
3 solution. A 6 wt.% sample of wet sieved bentonite (WSB) was dispersed in 350 mL of distilled water contained in a 500-mL glass container. The resulting clay dispersion was then mixed with the Na
2CO
3 solution and stirred using a high-speed mixer for 10 min. The activation process was performed at three different stirring times (2, 3, and 4 h), three different temperatures (25, 45, and 65 °C), and three different Na
2CO
3 concentrations (2, 4, and 6 wt.%). About 2.5% of water is expected to evaporate at the end of the stirring process. To compensate for the lost water and maintain the same bentonite concentration in the suspension, distilled water was added to the mixture [
4]. After completing the activation process, the suspension was filtrated and washed with abundant distilled water to obtain bentonite cake relatively free from excess of Ca
2+ ions. The sodium-modified samples were then dried at 60 °C in a convection oven for 24 h. Finally, the dried bentonite samples were ground into powder with an aggregate particle size of <75 μm.
2.4. Clay Sample Characterizations
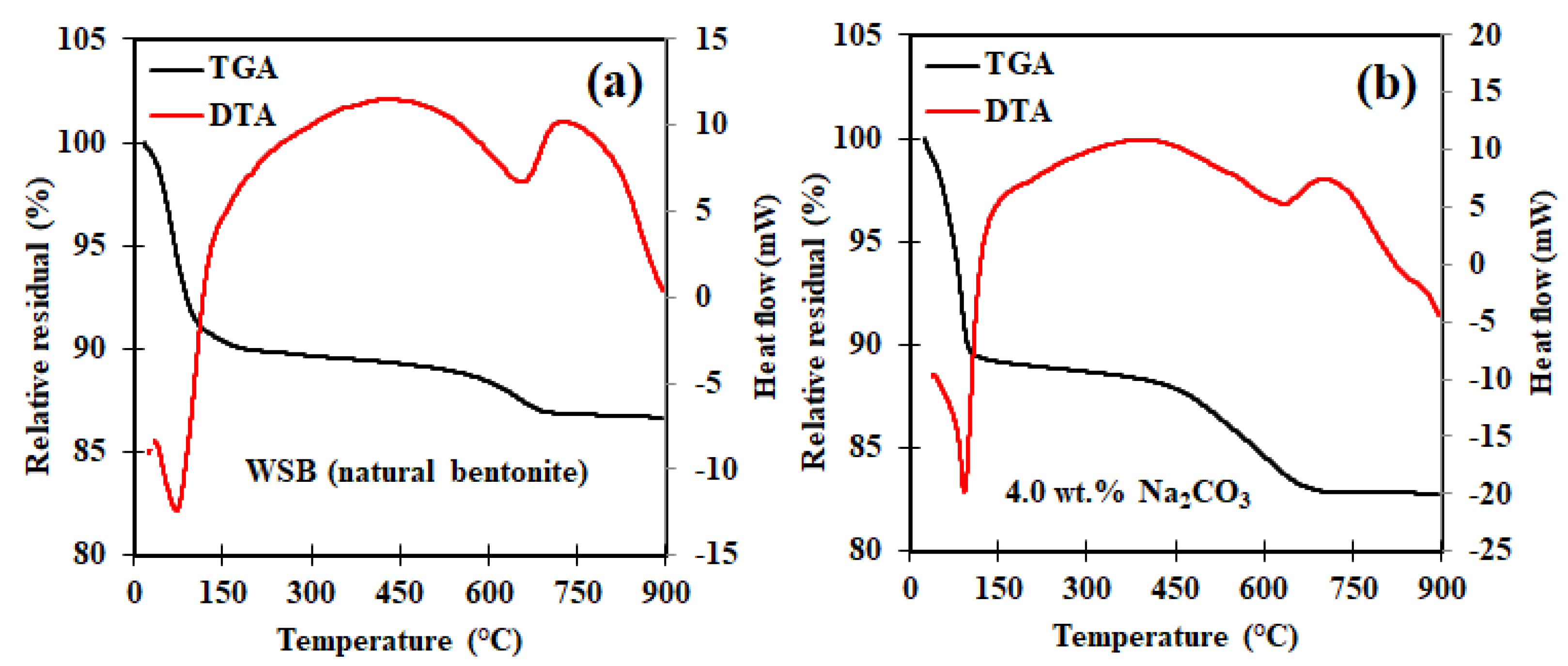
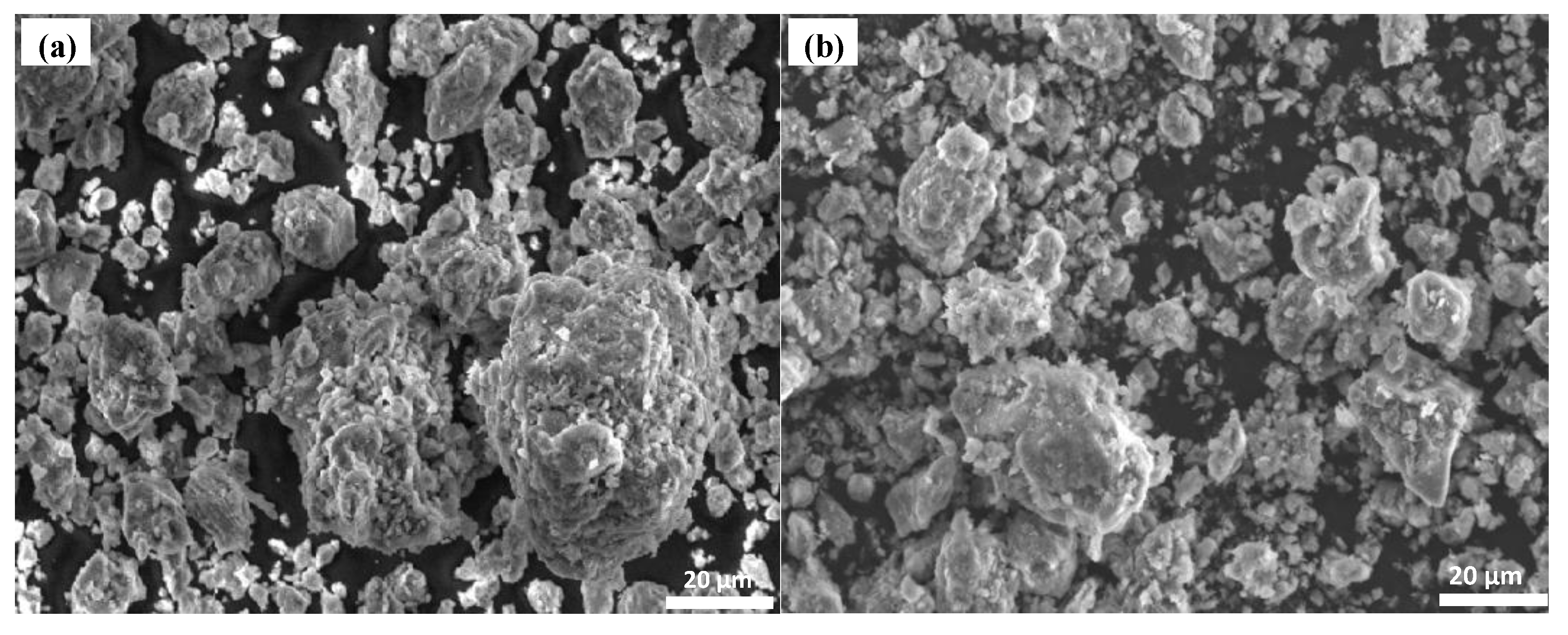
The elemental composition of the clay samples was determined by x-ray fluorescense (XRF) analysis. The Thermo Fisher ARL Perform’X Sequential XRF instrument (ThermoFisher Scientific Inc., Waltham, MA, USA) with Uniquant software 5 (ThermoFisher Scientific Inc., Waltham, MA, USA) was used to collect the data. The major elemental analysis was executed on fused beads, which were obtained by milling the samples in a tungsten carbide milling pot to achieve particle sizes < 75 µm and drying them at 100 °C before roasting them at 1000 °C to determine the loss on ignition (LOI) values. One gram of sample was mixed with 6 g of lithium tetraborate flux and fused at 1050 °C to make a stable fused glass bead. X-ray diffraction (XRD) analysis was conducted on a PANalyticalX’Pert Pro powder diffractometer XRF (PANalytical, Malvern, UK) with an X’Celerator detector and variable divergence and fixed receiving slits with Fe-filtered Co-Kα radiation (λ = 1.789 Å). The mineralogy was determined by selecting the best-fitting pattern from the ICSD database to the measured diffraction pattern, using X’Pert High Score Plus software 5.1 (PANalytical, Malvern, UK). The relative phase amounts (wt.% of crystalline portion) were estimated using the Rietveld method. Thermogravimetric analysis (TGA) and thermodifferential analysis (DTA) were performed on a Perkin Elmer Pyris 4000TGA instrument (PerkinElmer, Inc., Waltham, MA, USA) using the dynamic method. About 15 mg of the sample was placed in open 150 µL alumina pans. Temperature was scanned from 25 to 950 °C at a rate of 10 °C min−1 with air flowing at a rate of 50 mL min−1. A Zeiss Ultra 55 FESEM Field emission scanning electron microscope (Carl Zeiss, Jena, Germany) was used to study the morphology of the clay samples at 1 kV. The clay samples were coated with carbon prior to analysis.
2.5. Determination of Cation Exchange Capacity and Na/Ca Ratio
The CEC of the original and sodium-activated bentonite samples was determined using a methylene blue test (standard test method for methylene blue index of clay, ANSI/ASTM C 837-76). The Na/Ca ratio of raw bentonites (dry and wet sieved samples) and activated samples were determined using energy-dispersive X-ray spectroscopy (EDX) conducted using a scanning electron microscopic (SEM-EDS, Jeol Instruments, Tokyo, Japan) analysis.
2.6. Statistical Design of Experiments
Factorial design is a widely-used technique when working with systems with two or more independent variables. The technique allows the testing of the effects of several factors and their interactions simultaneously [
28,
29,
30,
31,
32]. In the present study a 2
k factorial design was used to examine the factors and their interactive effects on the CEC. Factors such as time, temperature, and Na
2CO
3 concentration were considered as the independent variables (k = 3) and CEC as the dependent variable (response). Factor levels were coded as − and + for the lowest and highest range of each factor used in these experiments, respectively. The study also explored the central point of each of the three factors and this was coded as 0 (
Table 1). In statistical design of experiments, coded levels (−, 0, +) are represented by
Xi,j.
It is important to note that a 2
k factorial design assumes a linearity in the effects of the factors in the region under investigation. However, this linearity is not always a certainty. For instance, for cases where it is needed to investigate the behavior of the response at the central point of the factor, where normally the interaction terms between the factors are added, the linear model may present some torsion. For such cases, a statistical design of experiments for a 2nd order model is the most recommended. The respective classical model is represented in Equation (1).
where
Y is the predicted response,
β0 represents the offset term,
βi represents the linear effect,
βii represents the squared effect,
βij represents the interaction effect,
Xi is the coded factors, and
ε the error.
Statistical design of experiments for a 2nd order model can be constructed from the first order plans (2
k factorial design) by adding two experiments for each independent factor at points with +
α and –
α coordinates for a given factor and 0 for the remaining factors, and m
0 trials at the plan center with coordinates 0 for all coded factors. The parameter
α is called rotatability and represents the distance between a certain axial point and its central point. The value of
α was calculated as follows:
where
k is the number of the factors.
The upper +
α (
Zi,+α) and lower −
α (
Zi,−α) levels (real levels of the variable) are determined through the Equations (3) and (4), respectively,
where
Zi,0 is the basic level (central level) and Δ
i is the variation range of factor, parameters calculated by the Equations (5) and (6), respectively,
where
Zi,1 and
Zi,2 are, respectively, the upper and lower levels (real levels) of the factors.
2.7. Prediction of Optimal Sodium Modification Conditions Using Response Surface Methodology (RSM)
In this study RSM with a central composite design was used to determine the optimal sodium modification conditions through CEC. The optimal response of the CEC that considers the relationship between the set of independent variables (Na
2CO
3 content, temperature, and time) and their interactions was predicted through Equation (1). RSM is a technique of optimization based on the use of factorial design for a specified set of factors through a mathematical models approach. The methodology, which was introduced by Box in the 1950s, uses quantitative data to evaluate the relationship of a set of controlled experimental factors and response [
29,
30,
31,
32]. Compared to the classic factorial design experiment, RSM is the most recommended as it allows a reduced number of experiments for the investigation of factor interaction, and, simultaneously, solve multivariate equations. According to Nemukula et al. [
29], RSM is comprised of four important steps: (1) identification of critical factors for the process; (2) determination of the range of factor levels; (3) selection of specific test samples by the experimental design; and (4) analysis of the data by RSM and data interpretation.
Since there are 3 factors, a 2
3 standard Box–Wilson central composite design was used. The resulting design matrix contained the classic factorial design points 2
3 (1–8) augmented with 6 axial points (9–14) coded ±
α, and 9 axial centre points (15–23), all factors at zero level. The summarized matrix of the respective combination of independent factors including the response is shown in
Table 2. In this table,
Z1,
Z2, and
Z3 are the real level of the variables, with,
Z1,
Z2, and
Z3 representing the Na
2CO
3 content (wt.%), temperature (°C), and time (hours), respectively. The mathematical relationship between the real levels (
Z1,j) and coded levels (
Xi,j) of the variables is given by the following equation
where
Z1,0 and Δ
i are calculated through Equations (5) and (6).
Using Equation (2) and considering that there are three factors in this study, the
α was determined to be 1.682. Using a combination of Equations (3)–(6), the values of
Zi,+α and
Zi,−α levels were calculated (
Table 3).
Statistical Analysis
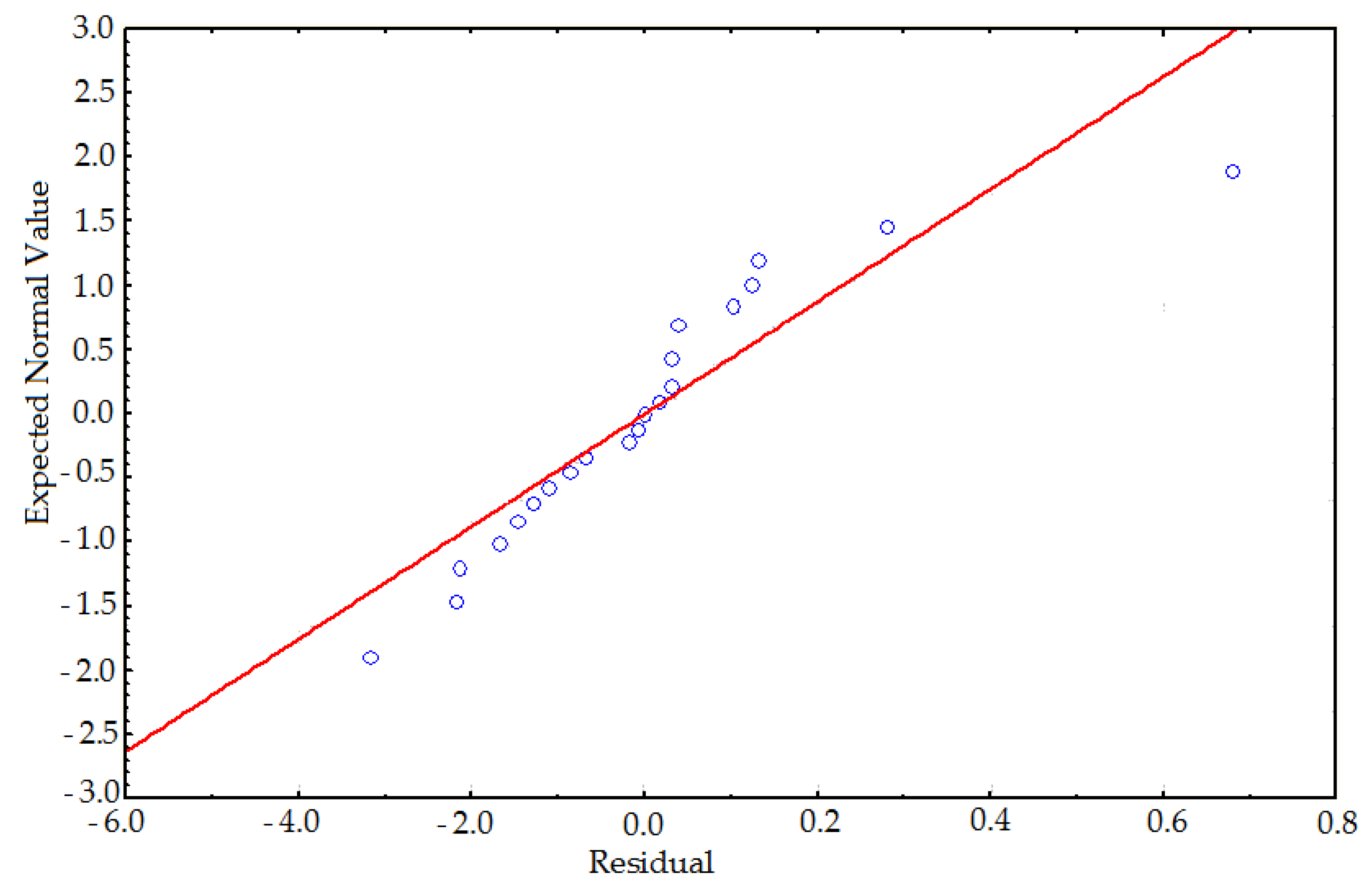
The output of the experimental design was analyzed with Statsoft Statistica 8 software, version 8.0.360.0 English (Statsoft, Palo Alto, California, USA) and the response (CEC) was analyzed with ANOVA, coupled with the above mentioned software (Statsoft Statistica 8). The simultaneous interaction of the three independent factors was investigated by RSM. The model terms were selected or rejected based on the p-value with 95% confidence level. The quality of fit of the statistical design model was expressed by coefficient with the determination of R2. A model validation was then carried out to investigate the adequacy of the statistical design model.
4. Conclusions
A calcium white-rich bentonite from Boane region (Mozambique) was thermally activated with Na2CO3 in an attempt to upgrade its quality. The response of the bentonite to the sodium activation process was determined through the CEC via the methylene blue method and energy-dispersive X-ray spectroscopy. Since the thermal sodium activation process is shown to be dependent on the Na2CO3 concentration, temperature, and activation time, the influence of these factors and their respective interactive effects on the CEC were investigated. A statistical design consisting of a factorial design and a central composite design were applied to optimize the activation process conditions. Based on the experimental results, the following conclusions were drawn.
The X-ray diffraction (XRD) patterns confirmed that Ca-rich bentonite was effectively modified into Na-bentonite since, after the activation, the d(001) decreased from 1.52 nm to 1.30 nm. The analysed Boane bentonite sample exhibited a d060 reflection between 0.149 nm and 0.151 nm, which is a characteristic of dioctahedral smectites.
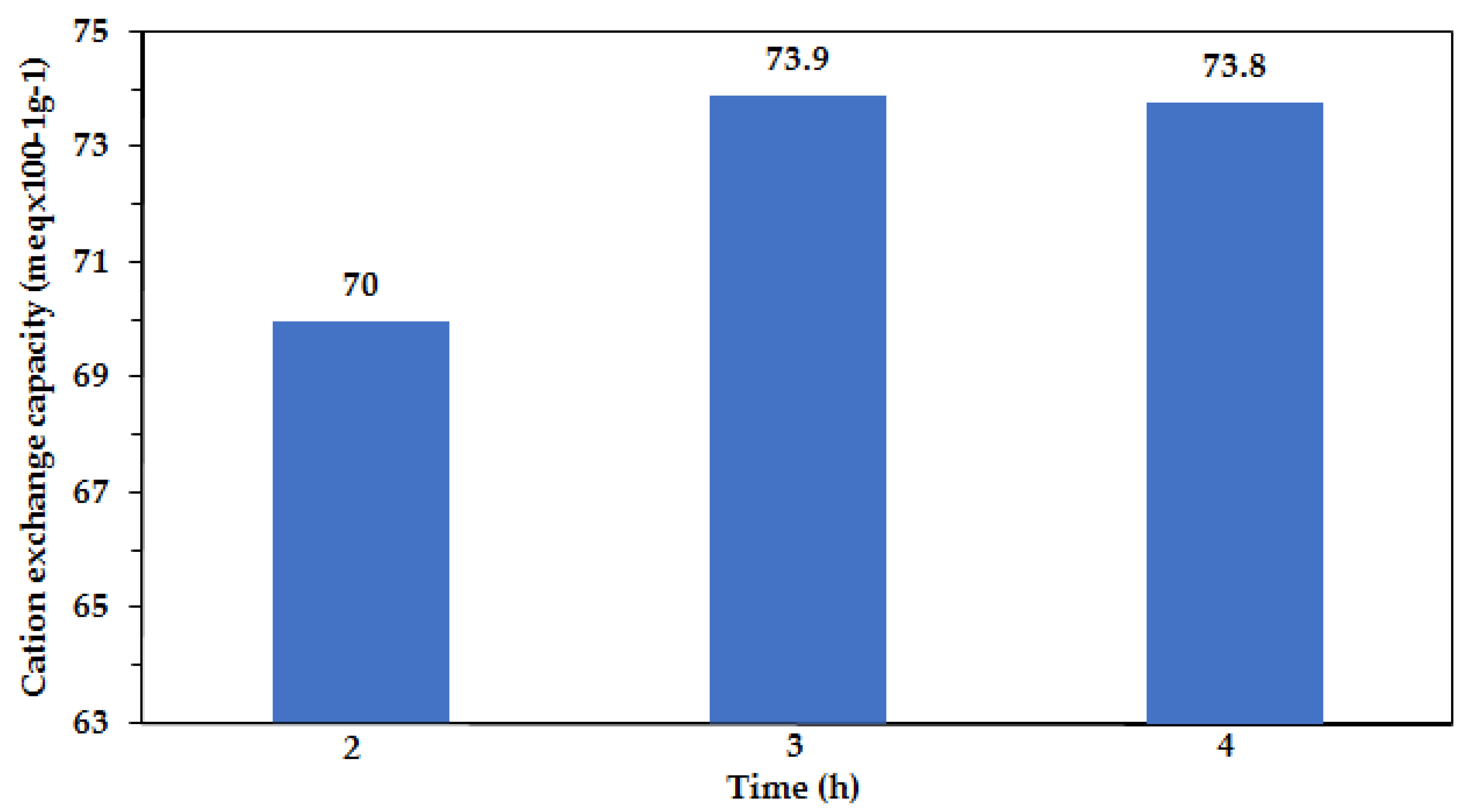
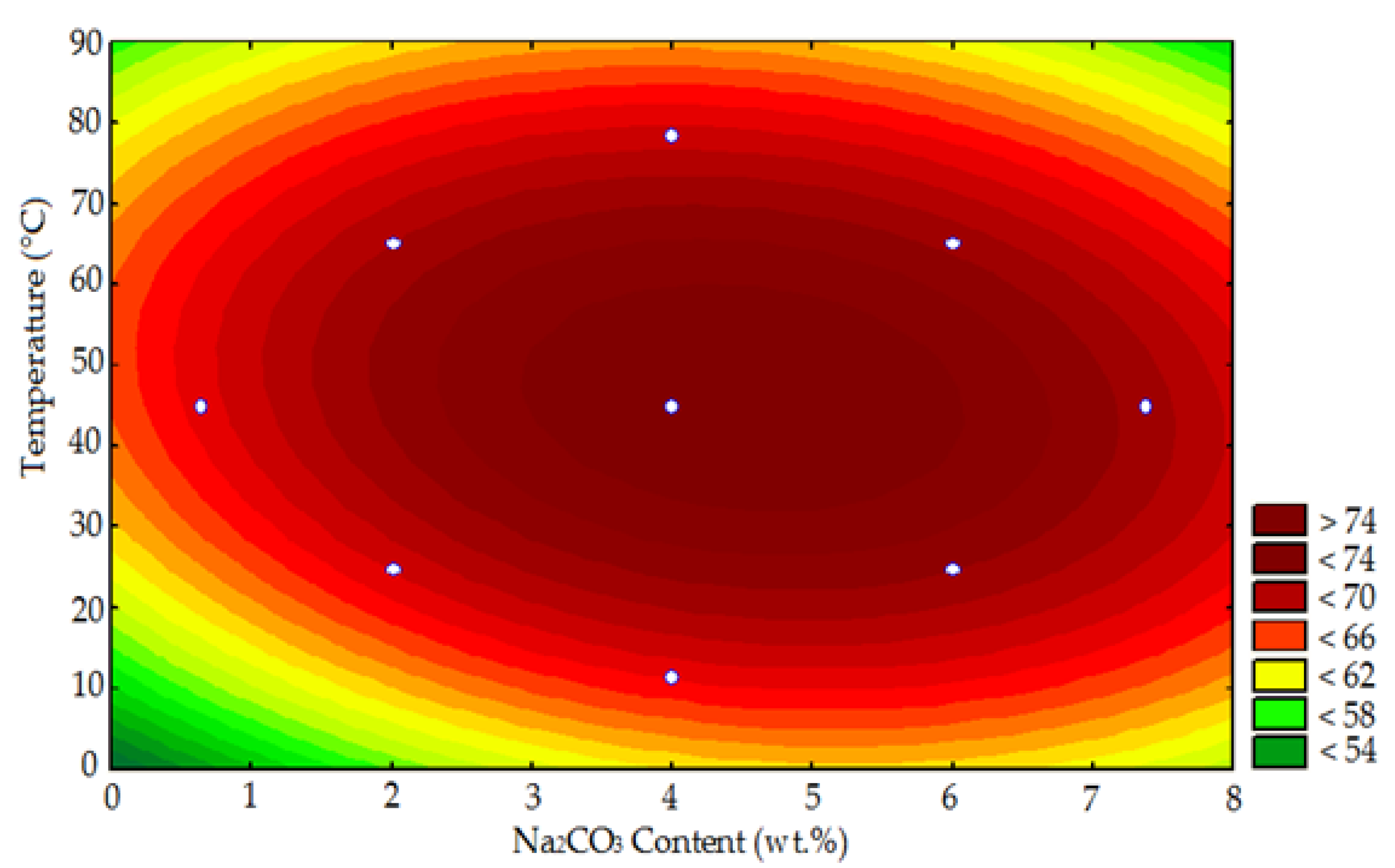
The clay showed a good response to the sodium activation process in the presence of Na2CO3 since the CEC increased from 67.5 to 74 meq/100 g and the Na/Ca ratio from 2.91 up to 15.8 when the concentration of Na2CO3, activation temperature, and activation time were varied from 2 to 6 wt.%, from 25 to 65 °C, and from 2 to 4 h, respectively. However, the increase in CEC did not follow the same trend as the increase in the Na/Ca ratio.
The results confirmed that the sodium activation process, in addition to being dependent on the Na2CO3 concentration and temperature, was also reliant on the activation time. However, for the case of Na2CO3 concentration, the increase in the CEC was limited. At high concentrations, the CEC was practically the same and tended to decrease. The lower values of the CEC than expected in Boane bentonite are closely related to the high content of cristobalite, which is present at about 35 wt.% of the total composition.
In the current activation conditions used in the study, only partial Ca2+ cation exchange is possible. The co-existence of Ca-rich and Na-rich montmorillonite was pointed out as the main reason behind this situation.
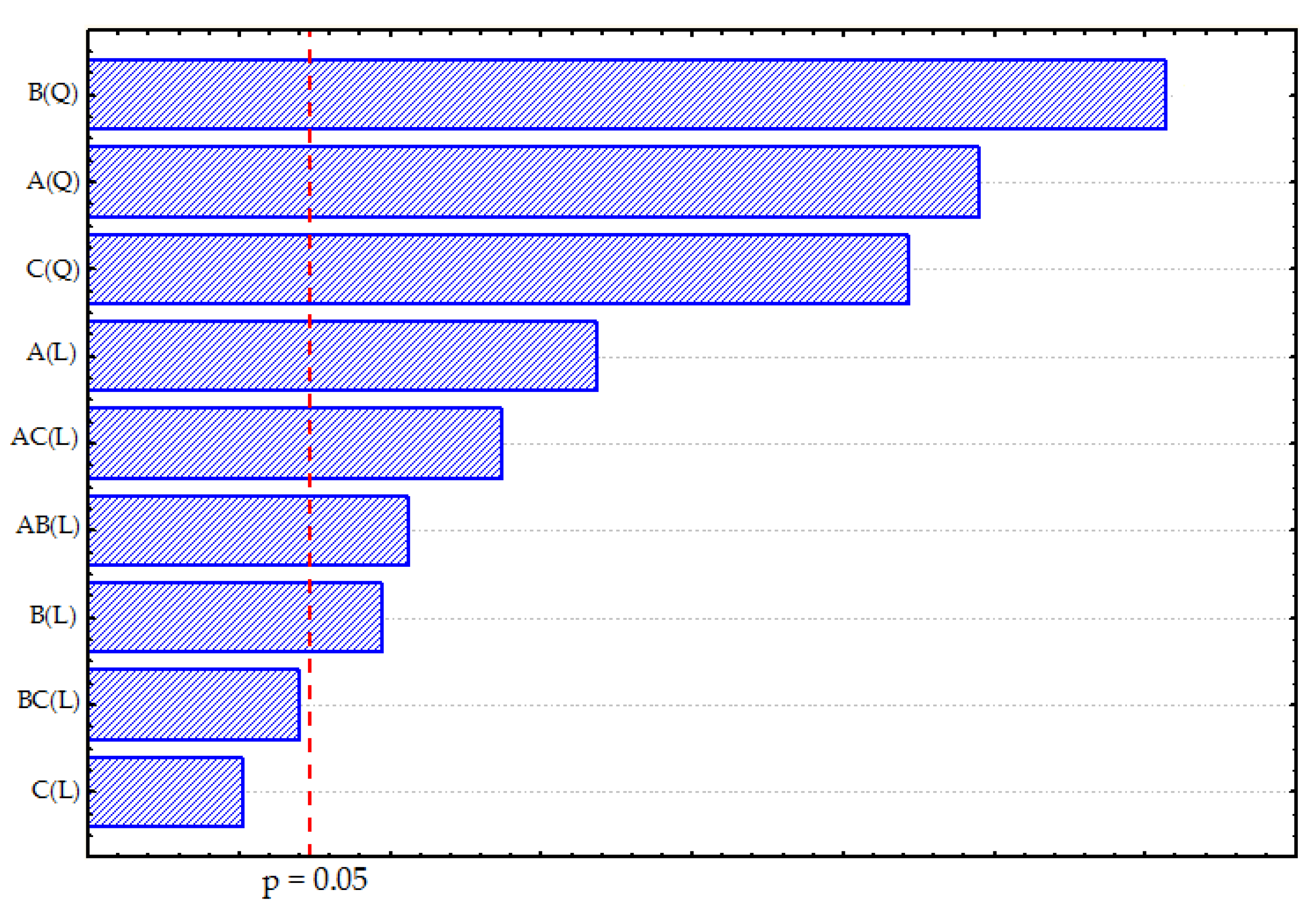
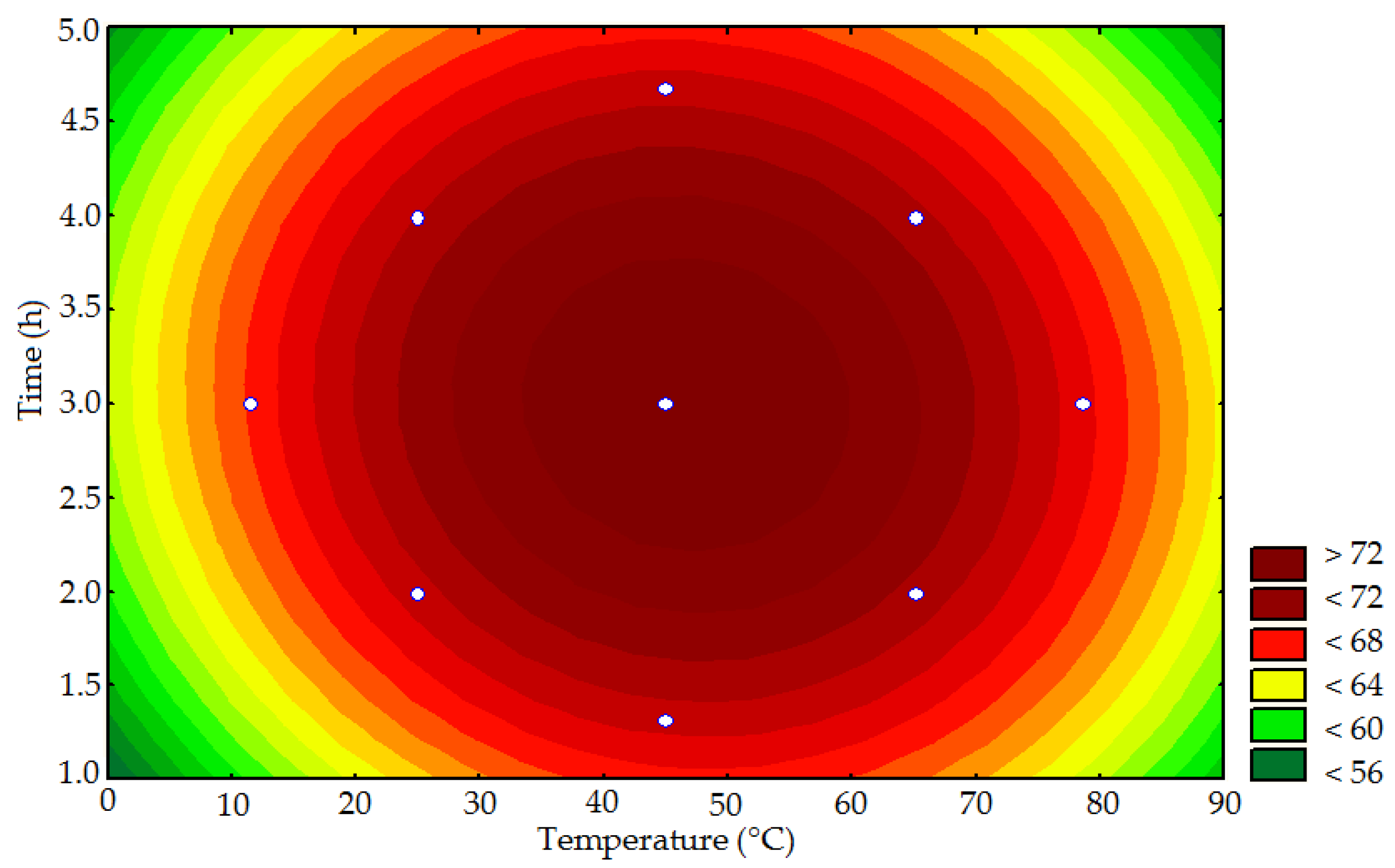
In addition to the linear term of time and the interaction term between the temperature and time effect, all independent factors and their interactive effects were shown to have a significant influence on the CEC at a 95% confidence level. For the quadratic terms of the independent factors, the decreasing order of significance was: temperature > Na2CO3 concentration > time, while for the linear terms, the decreasing order of significance was: Na2CO3 concentration > temperature. The CEC was slightly more sensitive to changes in the temperature and Na2CO3 concentration than in the stirring time.
The activation conditions used in the study show that the CEC passes through a maximum of about 74 meq/100 g. Higher values of the CEC can be obtained under the optimal activation conditions of 4 wt.% Na2CO3, at a temperature of 45 °C, and with an activation time of 3 h.
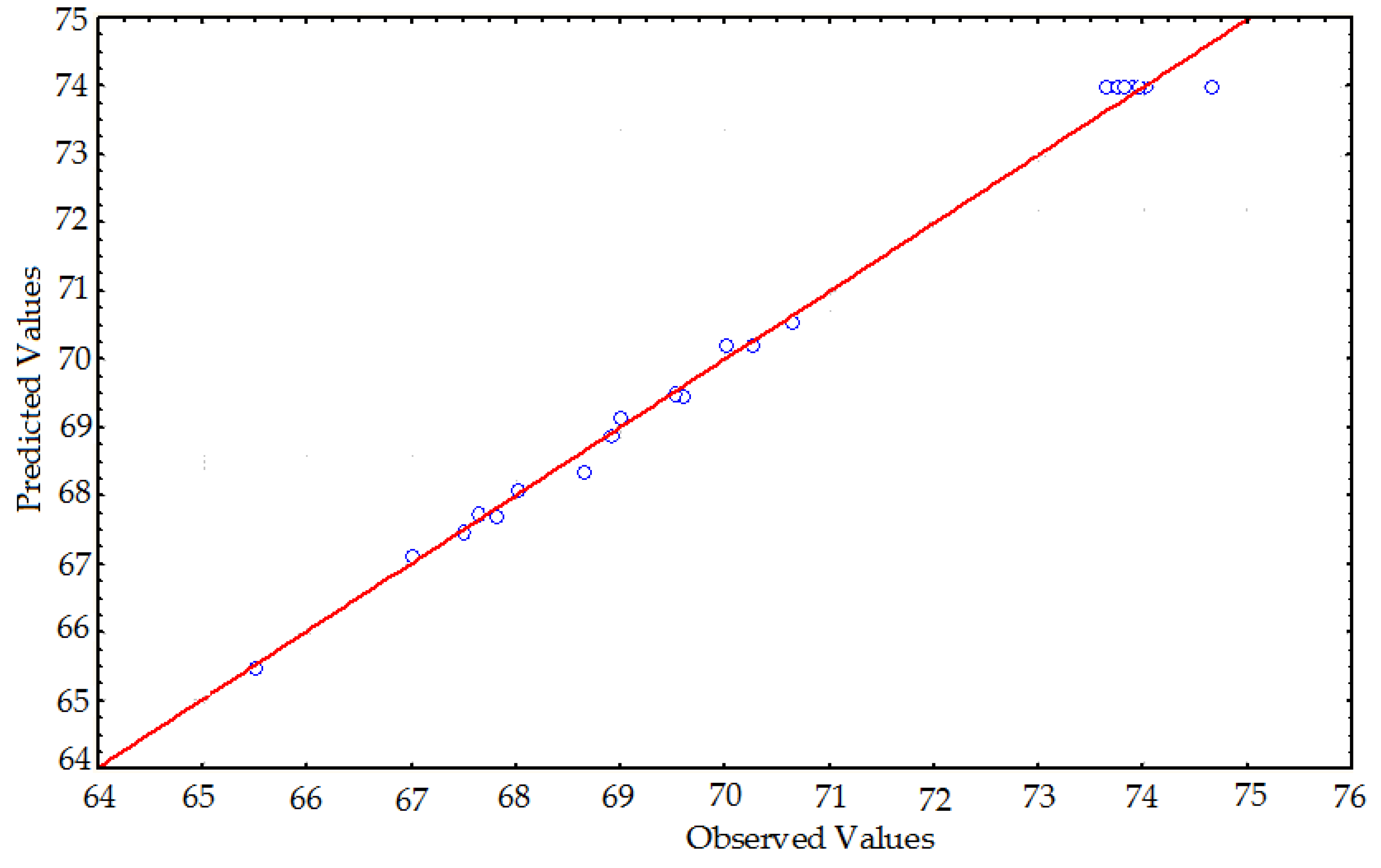
Finally, the statistical model used to predict the CEC showed a linear relationship with an R2 value of 0.99529, which denotes a satisfactory result when compared to the observed values.



 ,
, 













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}