
Investigation of Copper–Carbon Composite Microstructure and Properties
Abstract
:1. Introduction
2. Materials and Methods
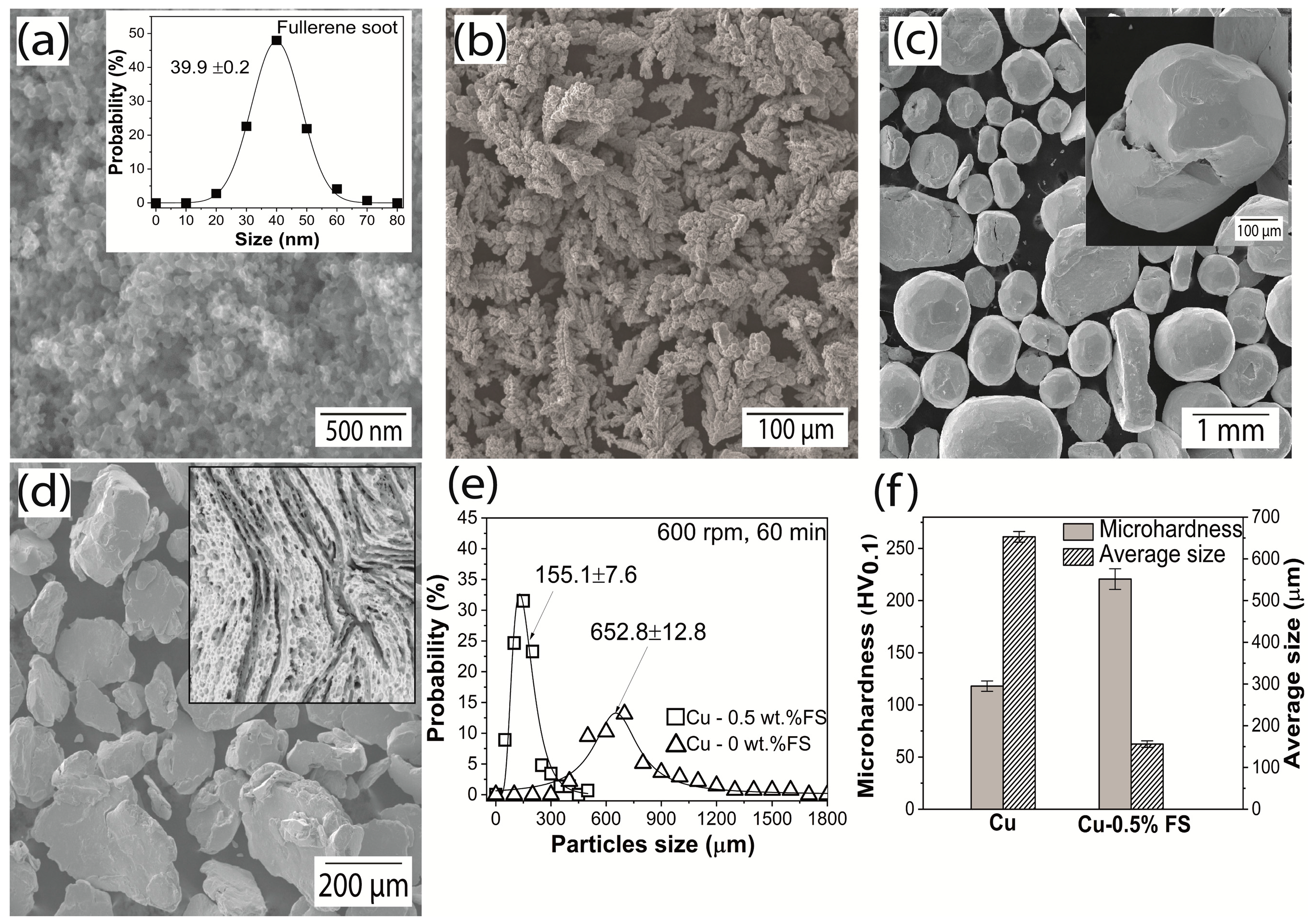
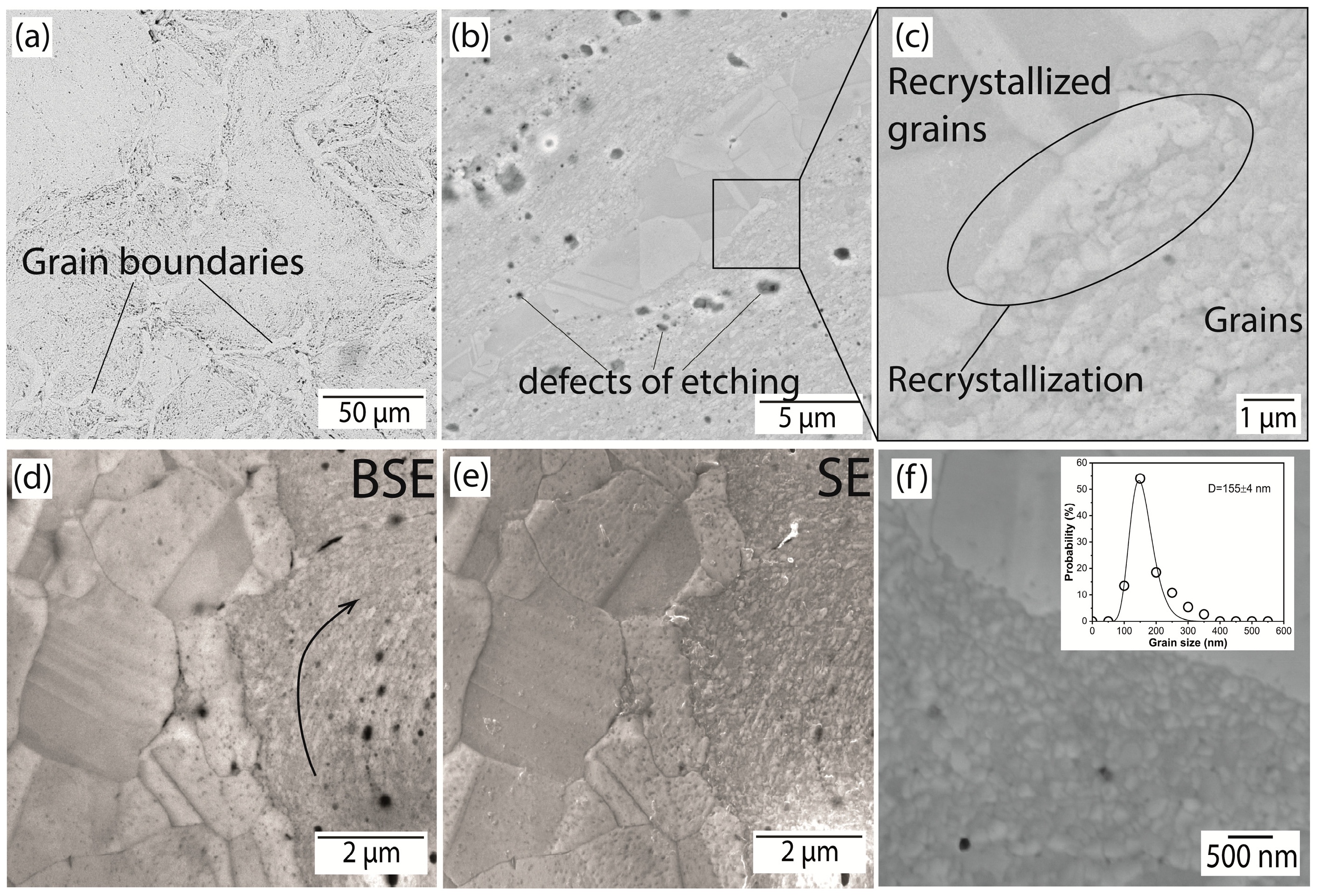
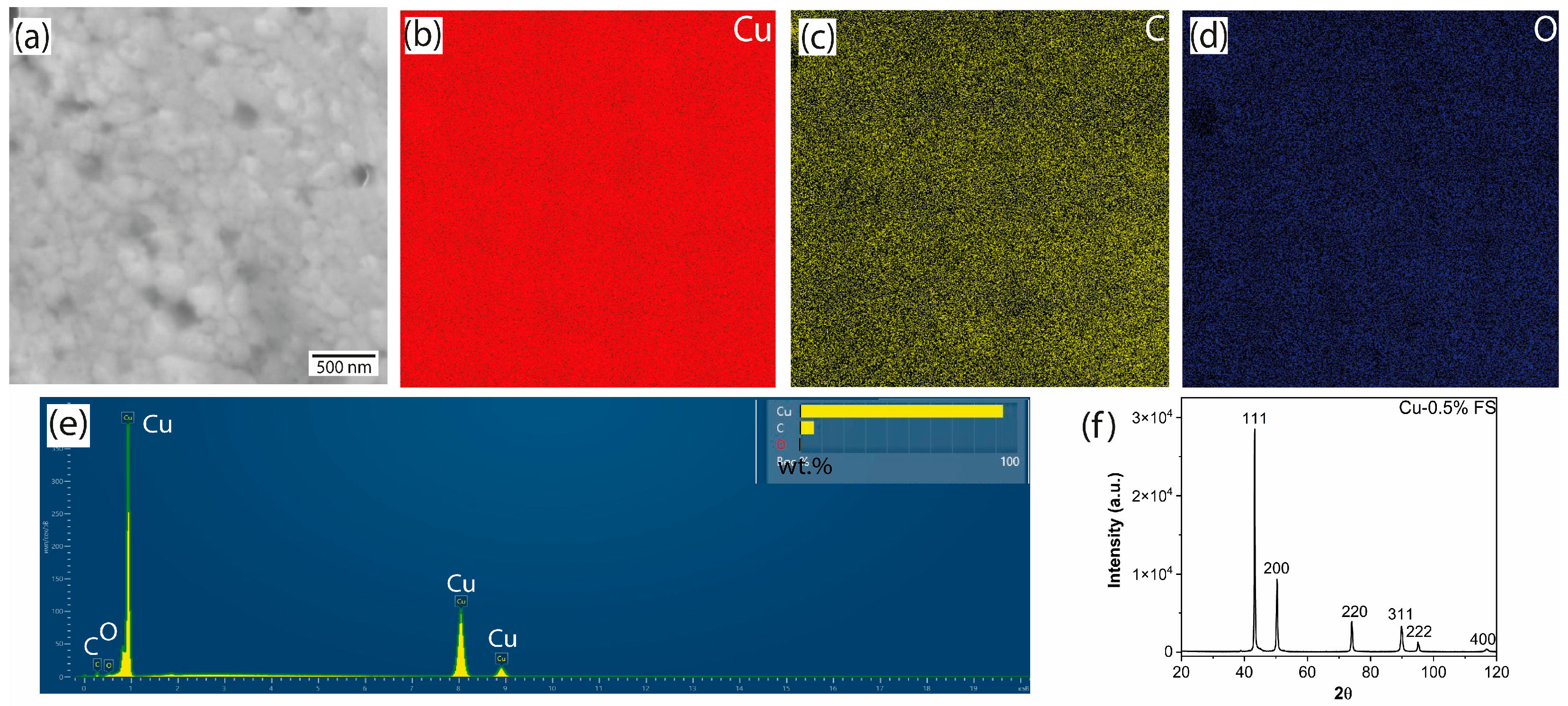
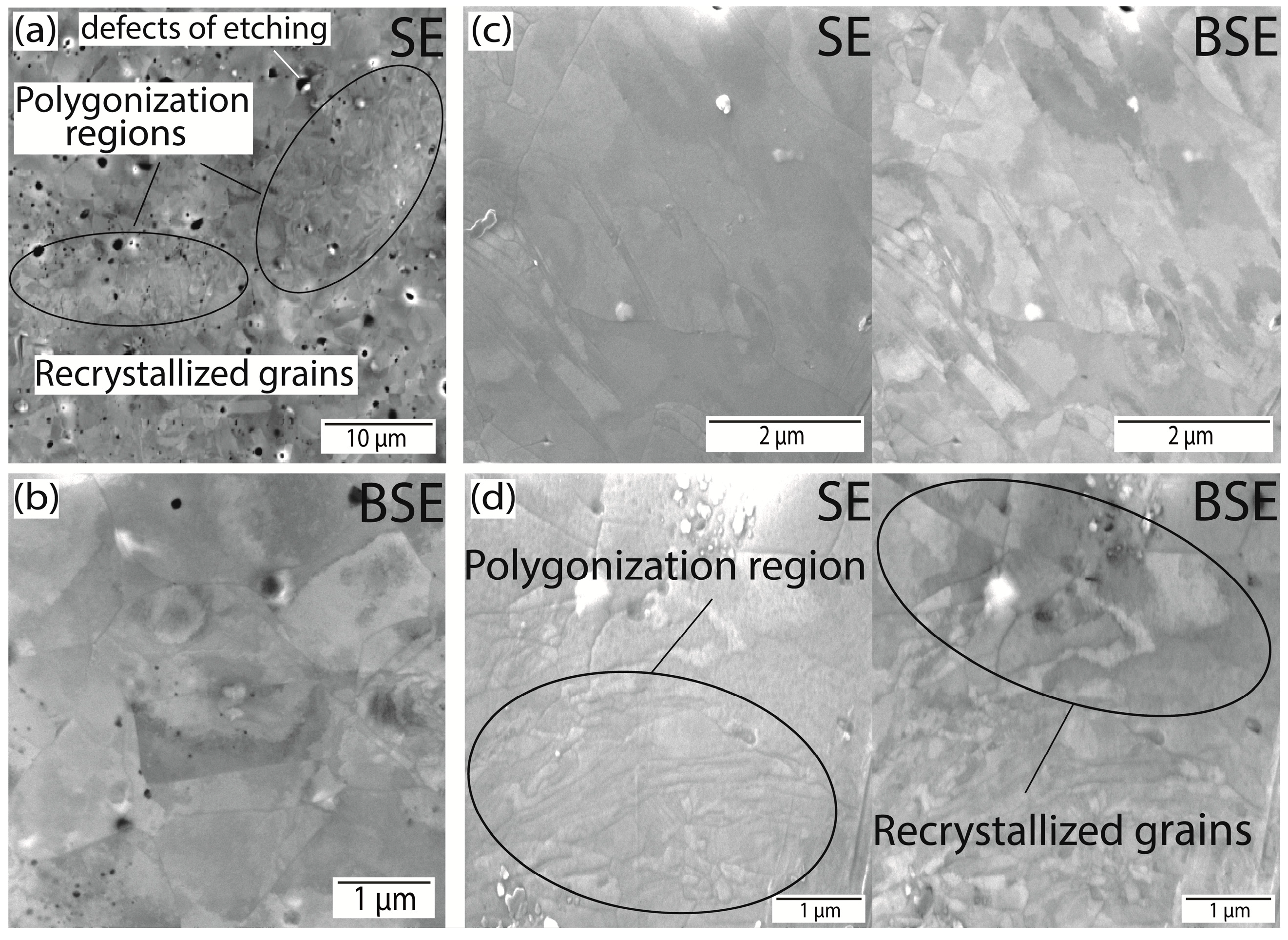
3. Results and Discussions
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Akbarpour, M.R.; Mousa, M.H.; Alipour, S.; Kim, H.S. Enhanced tensile properties and electrical conductivity of Cu-CNT nanocomposites processed via the combination of flake powder metallurgy and high pressure torsion methods. Mater. Sci. Eng. A 2020, 773, 138888. [Google Scholar] [CrossRef]
- Deng, H.; Yi, J.; Xia, C.; Yi, Y. Mechanical properties and microstructure characterization of well-dispersed carbon nanotubes reinforced copper matrix composites. J. Alloys Compd. 2017, 727, 260–268. [Google Scholar] [CrossRef]
- Yoo, S.J.; Han, S.H.; Kim, W.J. A combination of ball milling and high-ratio differential speed rolling for synthesizing carbon nanotube/copper composites. Carbon 2013, 61, 487–500. [Google Scholar] [CrossRef]
- Li, X.; Yan, S.; Chen, X.; Hong, Q.; Wang, N. Microstructure and mechanical properties of graphene-reinforced copper matrix composites prepared by in-situ CVD, ball-milling, and spark plasma sintering. J. Alloys Compd. 2020, 834, 155182. [Google Scholar] [CrossRef]
- Larionova, T.; Koltsova, T.; Fadin, Y.; Tolochko, O. Friction and wear of copper–carbon nanofibers compact composites prepared by chemical vapor deposition. Wear 2014, 319, 118–122. [Google Scholar] [CrossRef]
- Suryanarayana, C.; Al-Aqeeli, N. Mechanically alloyed nanocomposites. Prog. Mater Sci. 2013, 58, 383–502. [Google Scholar] [CrossRef]
- Chen, X.; Tao, J.; Yi, J.; Liu, Y.; Li, C.; Bao, R. Strengthening behavior of carbon nanotube-graphene hybrids in copper matrix composites. Mater. Sci. Eng. A 2018, 718, 427–436. [Google Scholar] [CrossRef]
- Friedel, J. Dislocations; Pergamon Press: Oxford, UK, 1964; Volume 70, pp. 275–302. [Google Scholar] [CrossRef]
- Bobrynina, E.V.; Larionova, T.V.; Koltsova, T.S.; Shamshurin, A.I.; Nikiforova, O.V.; Tolochko, O.V.; Puguang, J.; Fuxing, Y. The Effect of Fullerene Soot Nanoparticles on the Microstructure and Properties of Copper-Based Composites. Nanomaterials 2020, 10, 1929. [Google Scholar] [CrossRef] [PubMed]
- Ping-Chi, T.; Yeau-Ren, J.; Jian-Ting, L.; Stachiv, I.; Sittner, P. Effects of carbon nanotube reinforcement and grain size refinement mechanical properties and wear behaviors of carbon nanotube/copper composites. Diam. Relat. Mater. 2017, 74, 197–204. [Google Scholar] [CrossRef]
- Rajkovic, V.; Bozic, D.; Jovanovic, M.T. Characterization of prealloyed copper powders treated in high energy ball mill. Mater. Charact. 2006, 57, 94–99. [Google Scholar] [CrossRef]
- Zhang, Q.; Qin, Z.; Luo, Q.; Wu, Z.; Liu, L.; Shen, B.; Hu, W. Microstructure and nanoindentation behavior of cu composites reinforced with graphene nanoplatelets by electroless co-deposition technique. Sci. Rep. 2017, 7, 1338. [Google Scholar] [CrossRef] [PubMed]
- Yuchen, L.; Sosuke, K.; Hao, Y.; Kiyohiro, Y.; Ryuta, K. Evaluation of irradiation hardening in ODS-Cu and non ODS-Cu by nanoindentation hardness test and micro-pillar compression test after self-ion irradiation. Nucl. Mater. Energy 2021, 26, 100903. [Google Scholar] [CrossRef]
- Holtz, R.L.; Barrera, E.V.; Milliken, J.; Provenzano, V. Grain-Size Stability and Microhardness of Copper-Fullerene Nanocomposites. MRS Online Proc. Libr. 1994, 351, 375–380. [Google Scholar] [CrossRef]
- Jie, H.; Naiqin, Z.; Chunsheng, S.; Xiwen, D.; Jiajun, L.; Philip, N. Reinforcing copper matrix composites through molecular-level mixing of functionalized nanodiamond by co-deposition route. Mater. Sci. Eng. A 2008, 490, 293–299. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Specimen | Etching Time, s | Current, A | Specimen Area, cm2 | Current Density, A/cm2 |
|---|---|---|---|---|
| pure Cu | 60 | 0.3 | 3.32 | 0.090 |
| Cu-0.5 wt.% FS before annealing | 60 | 0.3 | 3.35 | 0.089 |
| Cu-0.5 wt.% FS after annealing at 400 °C | 60 | 0.3 | 3.62 | 0.083 |
| Cu-0.5 wt.% FS after annealing at 700 °C | 60 | 0.3 | 2.09 | 0.119 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Bobrynina, E.; Koltsova, T.; Larionova, T. Investigation of Copper–Carbon Composite Microstructure and Properties. Metals 2023, 13, 1052. https://doi.org/10.3390/met13061052
Bobrynina E, Koltsova T, Larionova T. Investigation of Copper–Carbon Composite Microstructure and Properties. Metals. 2023; 13(6):1052. https://doi.org/10.3390/met13061052
Chicago/Turabian StyleBobrynina, Elizaveta, Tatiana Koltsova, and Tatiana Larionova. 2023. "Investigation of Copper–Carbon Composite Microstructure and Properties" Metals 13, no. 6: 1052. https://doi.org/10.3390/met13061052
APA StyleBobrynina, E., Koltsova, T., & Larionova, T. (2023). Investigation of Copper–Carbon Composite Microstructure and Properties. Metals, 13(6), 1052. https://doi.org/10.3390/met13061052