
Metal-Nails Waste and Steel Slag Aggregate as Alternative and Eco-Friendly Radiation Shielding Composites

 ,
,  ,
,  and
and
Abstract
:1. Introduction
2. Experimental Procedure
2.1. Materials
2.2. Mix Proportion
2.3. Testing Procedure
3. Experimental Results and Discussions
3.1. Fresh Concrete Properties
3.2. Hardened Concrete Properties
3.2.1. Unit Weight
3.2.2. Compressive Strength
3.2.3. Tensile Strength
3.2.4. Elasticity Modulus
4. SEM Analysis
5. Radiation Properties
6. Conclusions
- The slump value of fresh concrete decreased with an increase in replacement ratios of the MNW by fine aggregates in HWC. The reduction percentages of the MNW mixes with replacement ratios of 10, 20, 30, and 40% were 4, 11, 15, and 22%, respectively, compared to the reference mix without MNW. However, the workability of concrete was unaffected since the lowest slump value of the mixture was 110 mm with 40% MNW.
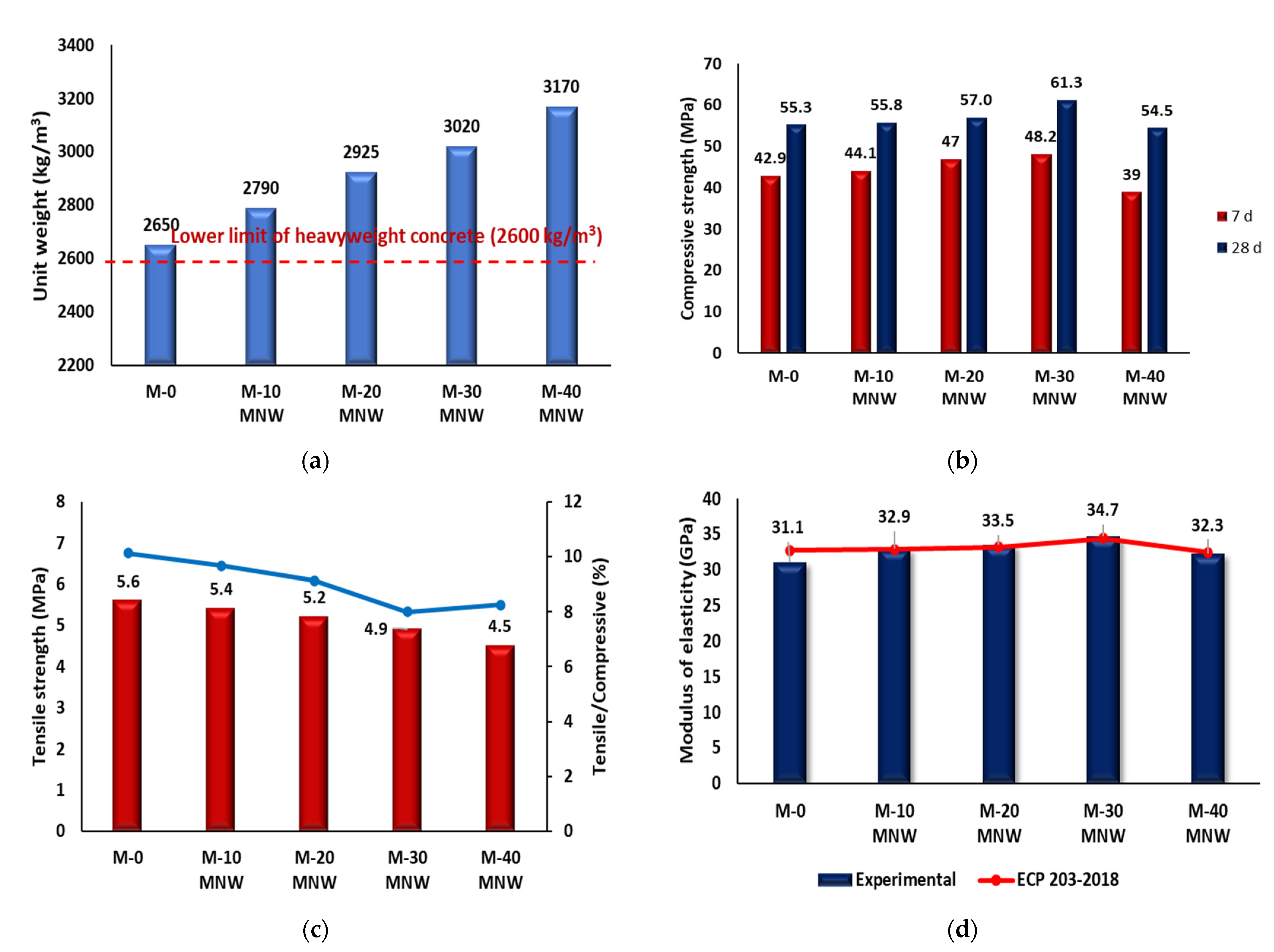
- All concrete mixes showed heavyweight concrete with values higher than 2600 kg/m3 as indicated in specification EN 206/1. The unit weight increased using the MNW replacement ratios. MNW (0.0–0.40%) was changed by the weight of fine aggregate, in which the average unit weight was approximately 2650 to 3170 kg/m3.
- The replacement ratio of 30% MNW is the maximum percentage of waste that can partially replace the conventional aggregates in concrete production. The MNW ratios improved the compressive strength of the concrete mixtures up to a 30% MNW replacement ratio from fine aggregates, which showed a higher value of 10.9%.
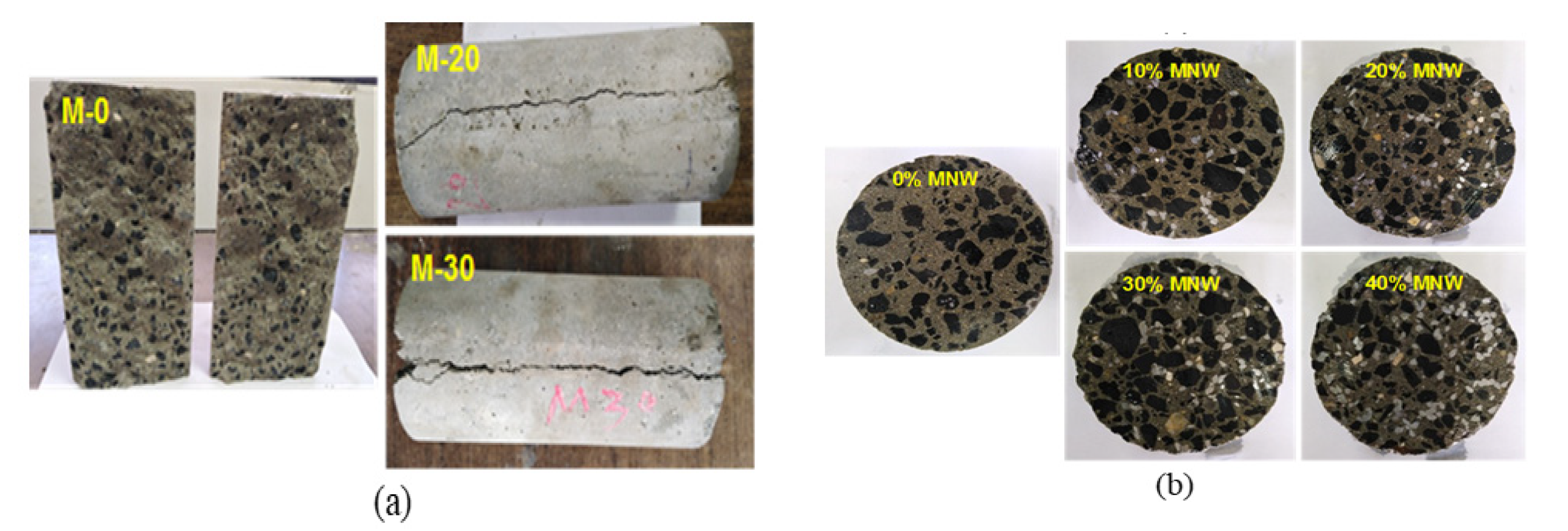
- The reduction ratios of tensile strength were 3.6, 7.1, 12.5, and 19.6% for mixes using 10, 20, 30, and 40% MM compared to the control mix. On the other hand, the failure behaviour of HWC mixes was enhanced using MNW ratios. The HWC cylinder without MNW split into two half-cylinders. By contrast, the cylinder with HWC and MNW showed no separation after reaching the maximum tensile strength.
- SEM images showed that ITZ between cement paste and 30% MNW revealed good bond efficiency, thereby developing compressive strength.
- The increased ratios of the linear attenuation coefficient for HWC were 8.8, 16.9, 24.3, and 32.4% for M-10 MNW, M-20 MNW, M-30 MNW, and M-40 MNW, respectively, at a photon energy of 0.66 MeV for 137Cs. By contrast, when subjected to a photon energy of 1.33 MeV for 60Co, the enhanced percentages were 12.1, 22, 28.6, and 38.5% for mixes using 10, 20, 30, and 40% MNW, respectively, due to using these MNW ratios and higher densities than the reference mix.
- However, increased MNW ratios in HWC mixes led to attenuated energy due to MNW with 59% iron (Fe), as presented in the EDX analysis. On the other hand, MNW contributes to the reduced thickness of HWC samples from 4.683 to 3.536 cm for HVL and 15.558 to 11.748 cm for TVL.
- Due to the black-grey colour of waste iron, its colour in waste iron concrete products did not change.
- This study is exploratory in nature and draws attention to the possibility of using waste iron as a concrete aggregate, which requires additional research and development.
7. Recommendations
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Amin, M.; Abdelsalam, B.A. Efficiency of rice husk ash and fly ash as reactivity materials in sustainable concrete. Sustain. Environ. Res. 2019, 29, 30. [Google Scholar] [CrossRef] [Green Version]
- Ayman, H.H.K.; Heniegal, A.; Attia, M.M. Behavior of post-tensioned fibrous lightweight concrete beams made of natural pumice. In Proceedings of the Sustainable Construction and Project Management Sustainable Infrastructure and Transportation for Future Cities, Aswan, Egypt, 16–18 December 2018. [Google Scholar]
- Attia, M.M.; Shawky, S.M.M. Banana fiber reinforced concrete: A review. N. Y. Sci. J. 2021, 14, 48–55. [Google Scholar]
- Rashad, A.M. A preliminary study on the effect of fine aggregate replacement with metakaolin on strength and abrasion resistance of concrete. Constr. Build. Mater. 2013, 44, 487–495. [Google Scholar] [CrossRef]
- Rodrigues, P.; Silvestre, J.D.; Flores-Colen, I.; Viegas, C.A.; Ahmed, H.H.; Kurda, R.; de Brito, J. Evaluation of the Ecotoxicological Potential of Fly Ash and Recycled Concrete Aggregates Use in Concrete. Appl. Sci. 2020, 10, 351. [Google Scholar] [CrossRef] [Green Version]
- Zega, C.J.; Di Maio, A.A. Recycled concretes made with waste ready-mix concrete as coarse aggregate. J. Mater. Civil Eng. 2011, 23, 281–286. [Google Scholar] [CrossRef]
- EN 206-1:2003; Concrete-Part 1: Specification, Performance, Production and Conformity. Slovenski Inštitut za Standardizacijo: Ljubljana, Slovenija, 2000.
- Ouda, A.S. Development of high-performance heavy density concrete using different aggregates for gamma-ray shielding. Prog. Nuclear Energy 2015, 79, 48–55. [Google Scholar] [CrossRef] [Green Version]
- Devi, V.S.; Gnanavel, B.K. Properties of concrete manufactured using steel slag. Procedia Eng. 2014, 9, 95–104. [Google Scholar] [CrossRef] [Green Version]
- Binici, H.; Aksogan, O.; Sevinc, A.H.; Kucukonder, A.J.C. Mechanical and radioactivity shielding performances of mortars made with colemanite, barite, ground basaltic pumice and ground blast furnace slag. Constr. Build. Mater. 2014, 50, 177–183. [Google Scholar] [CrossRef]
- Nedeljkovic, M.; Visser, J.; Valcke, S.; Schlangen, E. Physical Characterization of Dutch Fine Recycled Concrete Aggregates: A Comparative Study. Multidiscip. Digit. Publ. Inst. Proc. 2019, 34, 7. [Google Scholar]
- Abdel-Gawwad, H.A.; Mohammed, M.S.; Zakey, S.E. Preparation, performance, and stability of alkali-activated-concrete waste-lead-bearing sludge composites. J. Clean. Prod. 2020, 259, 120924. [Google Scholar] [CrossRef]
- Bobrowicz, J.; Chyliński, F. Comparison of pozzolanic activity of ilmenite mud waste to other pozzolans used as an additive for concrete production. J. Therm. Anal. Calomir. 2021, 143, 2901–2909. [Google Scholar] [CrossRef]
- Naik, T.R. Sustainability of Concrete Construction. Am. Soc. Civil Eng. 2008, 13. [Google Scholar] [CrossRef] [Green Version]
- Anshassi, M.; Laux, S.J.; Townsend, T.G. Approaches to integrate sustainable materials management into waste management planning and policy. Resour. Conserv. Recycl. 2019, 148, 55–66. [Google Scholar] [CrossRef]
- United States Environmental Protection Agency. Advancing Sustainable Materials Management. Fact Sheet. 2017. Available online: https://www.epa.gov/facts-and-figures-about-materials-waste-and-recycling/advancing-sustainable-materials-management (accessed on 6 May 2017).
- Sear, L. Towards zero waste. Concrete 2005, 39, 50–52. [Google Scholar]
- Bai, J.; Kinuthia, J.; Tann, D. Concrete materials research for sustainable development. Concrete 2005, 39, 37–39. [Google Scholar]
- Neville, A.M. Properties of Concrete; Longman: London, UK, 1995. [Google Scholar]
- Rakshvir, M.; Barai, S.V. Studies on recycled aggregates-based concrete. Waste Manag. Res. 2006, 24, 225–233. [Google Scholar] [CrossRef]
- Tayeh, B.A.; Saffar, D.M.A. Utilization of waste iron powder as fine aggregate in cement mortar. J. Eng. Res. Technol. 2018, 5, 22–27. [Google Scholar]
- Agwa, I.S.; Omar, O.M.; Tayeh, B.A.; Abdelsalam, B.A. Effects of using rice straw and cotton stalk ashes on the properties of lightweight self-compacting concrete. Constr. Build. Mater. 2020, 235, 117541. [Google Scholar] [CrossRef]
- Maslehuddin, M.; Sharif, A.M.; Shameem, M.; Ibrahim, M.; Barry, M.S. Comparison of properties of steel slag and crushed limestone aggregate concretes. Constr. Build. Mater. 2003, 17, 105–112. [Google Scholar] [CrossRef]
- Yang, S.; Mo, L.; Deng, M. Effects of ethylenediamine tetra-acetic acid (EDTA) on the accelerated carbonation and properties of artificial steel slag aggregates. Cement Concrete Compos. 2021, 118, 103948. [Google Scholar] [CrossRef]
- Chunlin, L.; Kunpeng, Z.; Depeng, C.J. Possibility of concrete prepared with steel slag as fine and coarse aggregates: A preliminary study. Proced. Eng. 2011, 24, 412–416. [Google Scholar] [CrossRef] [Green Version]
- Miah, M.J.; Patoary, M.M.H.; Paul, S.C.; Babafemi, A.J.; Panda, B. Enhancement of mechanical properties and porosity of concrete using steel slag coarse aggregate. Materials 2020, 13, 2865. [Google Scholar] [CrossRef] [PubMed]
- Saxena, S.; Tembhurkar, A.R. Impact of use of steel slag as coarse aggregate and wastewater on fresh and hardened properties of concrete. Construct. Build. Mater. 2018, 165, 126–137. [Google Scholar] [CrossRef]
- Wang, Q.; Shi, M.X.; Zhang, Z.Q. Hydration properties of steel slag under autoclaved condition. J. Therm. Anal. Calorim. 2015, 120, 1241–1248. [Google Scholar] [CrossRef]
- Hulthen, S.I. Five decades of iron powder production. Inf. J. Powder Metall. Powder Technol. 1981, 17, 81–106. [Google Scholar]
- Ghannam, S.; Najm, H.; Vasconez, R. Experimental study of concrete made with granite and iron powders as partial replacement of sand. Sustain. Mater. Technol. 2016, 9, 1–9. [Google Scholar] [CrossRef] [Green Version]
- Ghailan, A.H. Modified concrete by using a waste material as a coarse aggregate. In Proceedings of the Construction Research Congress, San Diego, CA, USA, 5–7 April 2005; pp. 217–226. [Google Scholar]
- Ismail, Z.Z.; Al-Hashmi, E.A. Reuse of waste iron as a partial replacement of sand in concrete. Waste Manag. 2008, 28, 2048–2053. [Google Scholar] [CrossRef]
- Adeyanju, A.; Manohar, K. Effects of Steel Fibers and Iron Filings on Thermal and Mechanical Properties of Concrete for Energy Storage Application. J. Miner. Mater. Charact. Eng. 2011, 10, 1429–1448. [Google Scholar] [CrossRef]
- ASTM C150/C150M-17; Standard Specification for Portland Cement. ASTM International: West Conshohocken, PA, USA, 2017.
- ASTM C33/C33M; Standard Specification for Concrete Aggregates. ASTM International: West Conshohocken, PA, USA, 2013.
- ASTM C494; Standard Specification for Chemical Admixtures for Concrete. ASTM International: West Conshohocken, PA, USA, 2013.
- ASTM C143/C143M-15a; Standard Test Method for Slump of Hydraulic-Cement Concrete. ASTM International: West Conshohocken, PA, USA, 2015. [CrossRef]
- ESS 1658/2008; Testing of Concrete. Egyptian Organization for Standards & Quality: Cairo, Egypt, 2008.
- ASTM C496/C496M-17; Standard Test Method for Splitting Tensile Strength of Cylindrical Concrete Specimens. American Society for Testing and Materials: West Conshohocken, PA, USA, 2017. [CrossRef]
- ASTM C469/C469M-14; Standard Test Method for Static Modulus of Elasticity and Poisson’s Ratio of Concrete in Compression. American Society for Testing and Materials: West Conshohocken, PA, USA, 2014. [CrossRef]
- Mostofinejad, D.; Reisi, M.; Shirani, A. Mix design effective parameters on c-ray attenuation coefficient and strength of normal and heavyweight concrete. Constr. Build. Mater. 2012, 28, 224–229. [Google Scholar] [CrossRef]
- Gökçe, H.S.; Öztürk, B.C.; Füsun Çamb, N.; Andiç-Çakır, Ö. Gamma-ray attenuation coefficients and transmission thickness of high consistency heavyweight concrete containing mineral admixture. Cement Concr. Compos. 2018, 92, 56–69. [Google Scholar] [CrossRef]
- Ouda, A.S.; Abdel-Gawwad, H.A. The effect of replacing sand by iron slag on physical, mechanical and radiological properties of cement mortar. HRBC J. 2017, 13, 255–261. [Google Scholar] [CrossRef] [Green Version]
- Singh, K.; Singh, H.; Sharma, V.; Nathuram, R.; Khanna, A.; Kumar, R.; Bhatti, S.S.; Sahota, H.S. Gamma-ray attenuation coefficients in bismuth borate glasses. Nuclear Instr. Methods Phys. Res. Sec. B Beam Interact. Mater. Atoms 2002, 194, 1–6. [Google Scholar] [CrossRef]
- ASTM C138/C138M-17a; Standard Test Method for Density (Unit Weight), Yield, and Air Content (Gravimetric) of Concret. ASTM International: West Conshohocken, PA, USA, 2017.
- Demirboga, R.; Gül, R. Production of high strength concrete by use of industrial by-products. Build. Environ. 2006, 41, 1124–1127. [Google Scholar] [CrossRef]
- ACI 318-19; Building Code Requirements for Structural Concrete and Commentary. American Concrete Institute: Farmington Hills, MI, USA, 2019.
- Givi, A.N.; Rashid, S.A.; Aziz, F.N.A.; Salleh, M.A.M. The effects of lime solution on the properties of SiO2 nanoparticles binary blended concrete. Compos. Part B Eng. 2011, 42, 562–569. [Google Scholar] [CrossRef]
- Alwaeli, M.; Nadziakiewicz, J. Recycling of scale and steel chips waste as a partial replacement of sand in concrete. Constr. Build. Mater. 2012, 28, 157–163. [Google Scholar] [CrossRef]
- Rai, A.; Prabakar, J.; Raju, C.B.; Morchalle, R.K. Metallurgical slag as a component in blended cement. Constr. Build. Mater. 2002, 116, 489–494. [Google Scholar] [CrossRef]
- Tufekci, M.M.; Gokce, A. Development of heavyweight high-performance fiber reinforced cementitious composites (HPFRCC)–Part II: X-ray and gamma radiation shielding properties. Constr. Build. Mater. 2018, 163, 326–336. [Google Scholar] [CrossRef]
- Saad, M.; Agwa, I.S.; Abdelsalam Abdelsalam, B.; Amin, M. Improving the brittle behavior of high strength concrete using banana and palm leaf sheath fibers. Mech. Adv. Mater. Struct. 2020, 29, 1–10. [Google Scholar] [CrossRef]
- ACI 318-08; Building Code Requirements for Structural Concrete and Commentary. American Concrete Institute: Farmington Hills, MI, USA, 2008.
- Akkurt, I.; El-Khayatt, A.M. The effect of barite proportion on neutron and gamma-ray shielding. Ann. Nuclear Energy 2013, 51, 5–9. [Google Scholar] [CrossRef]
- Lotfi-Omran, O.; Sadrmomtazi, A.; Nikbin, I.M. A comprehensive study on the effect of water to cement ratio on the mechanical and radiation shielding properties of heavyweight concrete. Constr. Build. Mater. 2019, 229, 116905. [Google Scholar] [CrossRef]
- Özen, S.; Şengül, C.; Erenoğlu, T.; Çolak, Ü.; Reyhancan, I.A.; Taşdemi̇r, M.A. Properties of heavyweight concrete for structural and radiation shielding purposes. Arab. J. Sci. Eng. 2016, 41, 1573–1584. [Google Scholar] [CrossRef]
- Roslan, M.K.A.; Ismail, M.; Kueh, A.B.H.; Zin, M.R.M. High-density concrete: Exploring Ferro boron effects in neutron and gamma radiation shielding. Constr. Build. Mater. 2019, 215, 718–725. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Properties | Fine Aggregate | Coarse Aggregate | |
|---|---|---|---|
| Sand | MNW | EAFSS | |
| Bulk density (t/m3) | 1.65 | 6.30 | 1.99 |
| Specific gravity | 2.65 | 5.50 | 3.50 |
| Water absorption (%) | 2.50 | 0.20 | 1.02 |
| Los Anglos abrasion loss (%) | 18.50 | 3.00 | 14.1 |
| Mixes ID | Cement | LSP | Aggregates | AWA | Superplasticizer | w/b | ||
|---|---|---|---|---|---|---|---|---|
| Fine | Coarse | |||||||
| Sand | MNW | EAFSS | ||||||
| M-0 | 450 | 67.5 | 750 | 0 | 1125 | 0.45 | 9.0 | 207 |
| M-10 | 450 | 67.5 | 675 | 156 | 1252 | 0.45 | 9.9 | 207 |
| M-20 | 450 | 67.5 | 600 | 311 | 1252 | 0.45 | 11.2 | 207 |
| M-30 | 450 | 67.5 | 525 | 467 | 1252 | 0.45 | 11.7 | 207 |
| M-40 | 450 | 67.5 | 450 | 623 | 1252 | 0.45 | 12.6 | 207 |
| Mixes ID | Unit Weight (g/cm3) | Gamma-ray Source | µ (cm−1) | µm (cm2/g) | HVL (cm) | TVL (cm) | Mfp (cm) |
|---|---|---|---|---|---|---|---|
| M-0 | 2.650 | 137Cs | 0.148 | 0.056 | 4.683 | 15.558 | 6.757 |
| M-10 | 2.790 | 0.161 | 0.058 | 4.305 | 14.302 | 6.211 | |
| M-20 | 2.925 | 0.173 | 0.059 | 4.007 | 13.310 | 5.780 | |
| M-30 | 3.020 | 0.184 | 0.061 | 3.767 | 12.514 | 5.435 | |
| M-40 | 3.170 | 0.196 | 0.062 | 3.536 | 11.748 | 5.102 | |
| M-0 | 2.650 | 60Co | 0.091 | 0.034 | 7.617 | 25.303 | 10.989 |
| M-10 | 2.790 | 0.102 | 0.037 | 6.796 | 22.574 | 9.804 | |
| M-20 | 2.925 | 0.111 | 0.038 | 6.245 | 20.744 | 9.009 | |
| M-30 | 3.020 | 0.117 | 0.039 | 5.924 | 19.680 | 8.547 | |
| M-40 | 3.170 | 0.126 | 0.040 | 5.501 | 18.274 | 7.937 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Attia, M.M.; Abdelsalam, B.A.; Amin, M.; Agwa, I.S.; Abdelmagied, M.F. Metal-Nails Waste and Steel Slag Aggregate as Alternative and Eco-Friendly Radiation Shielding Composites. Buildings 2022, 12, 1120. https://doi.org/10.3390/buildings12081120
Attia MM, Abdelsalam BA, Amin M, Agwa IS, Abdelmagied MF. Metal-Nails Waste and Steel Slag Aggregate as Alternative and Eco-Friendly Radiation Shielding Composites. Buildings. 2022; 12(8):1120. https://doi.org/10.3390/buildings12081120
Chicago/Turabian StyleAttia, Mohammed M., Bassam Abdelsalam Abdelsalam, Mohamed Amin, Ibrahim Saad Agwa, and Mohammad Farouk Abdelmagied. 2022. "Metal-Nails Waste and Steel Slag Aggregate as Alternative and Eco-Friendly Radiation Shielding Composites" Buildings 12, no. 8: 1120. https://doi.org/10.3390/buildings12081120
APA StyleAttia, M. M., Abdelsalam, B. A., Amin, M., Agwa, I. S., & Abdelmagied, M. F. (2022). Metal-Nails Waste and Steel Slag Aggregate as Alternative and Eco-Friendly Radiation Shielding Composites. Buildings, 12(8), 1120. https://doi.org/10.3390/buildings12081120