Shape Mapping Detection of Electric Vehicle Alloy Defects Based on Pulsed Eddy Current Rectangular Sensors



Abstract
:1. Introduction
2. Problem Statement
3. Detection Method
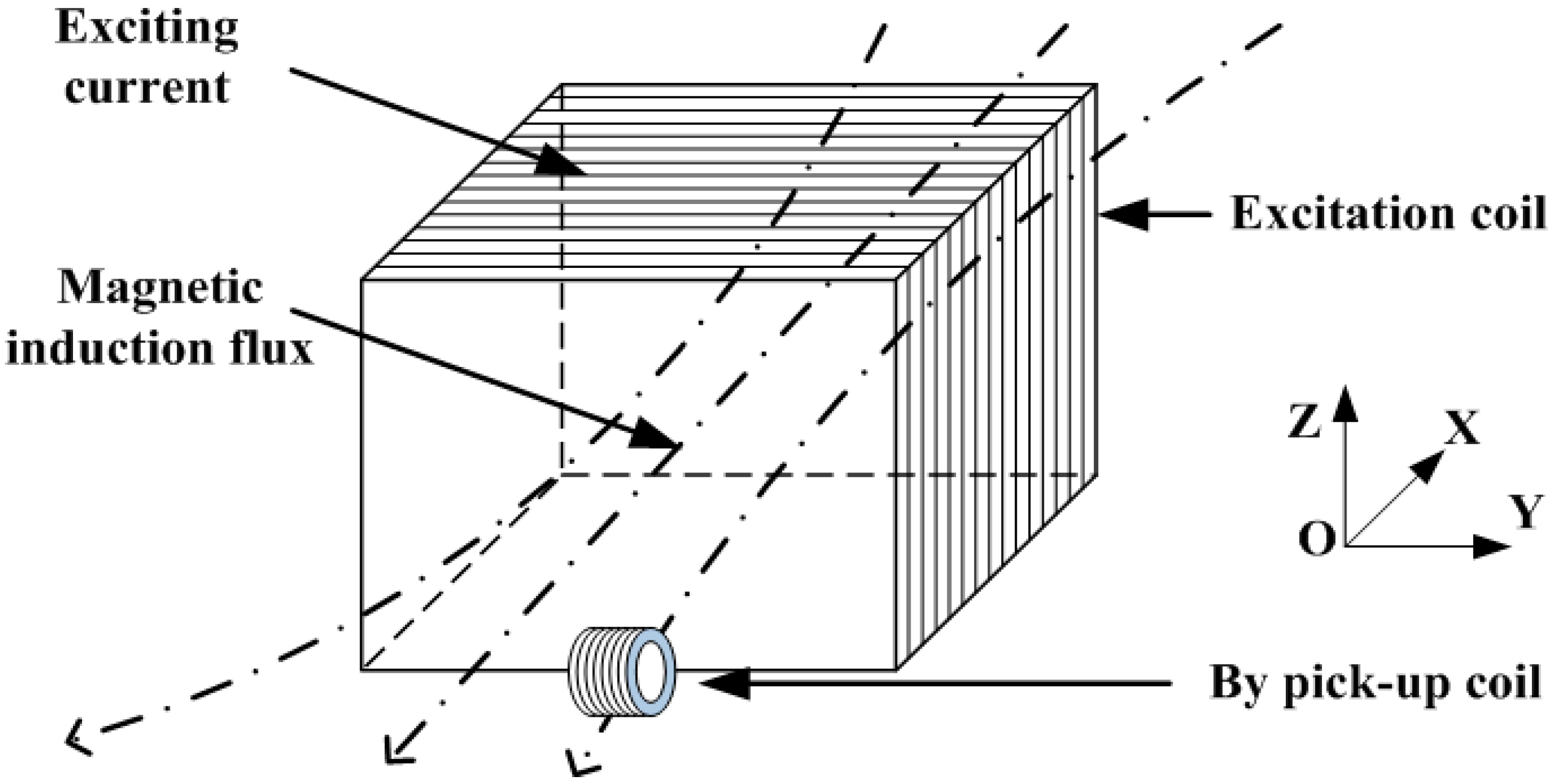
3.1. Rectangular Sensor
3.2. Experiment Setup
3.3. Experiment Specimen and Conditions
4. Experimental Results
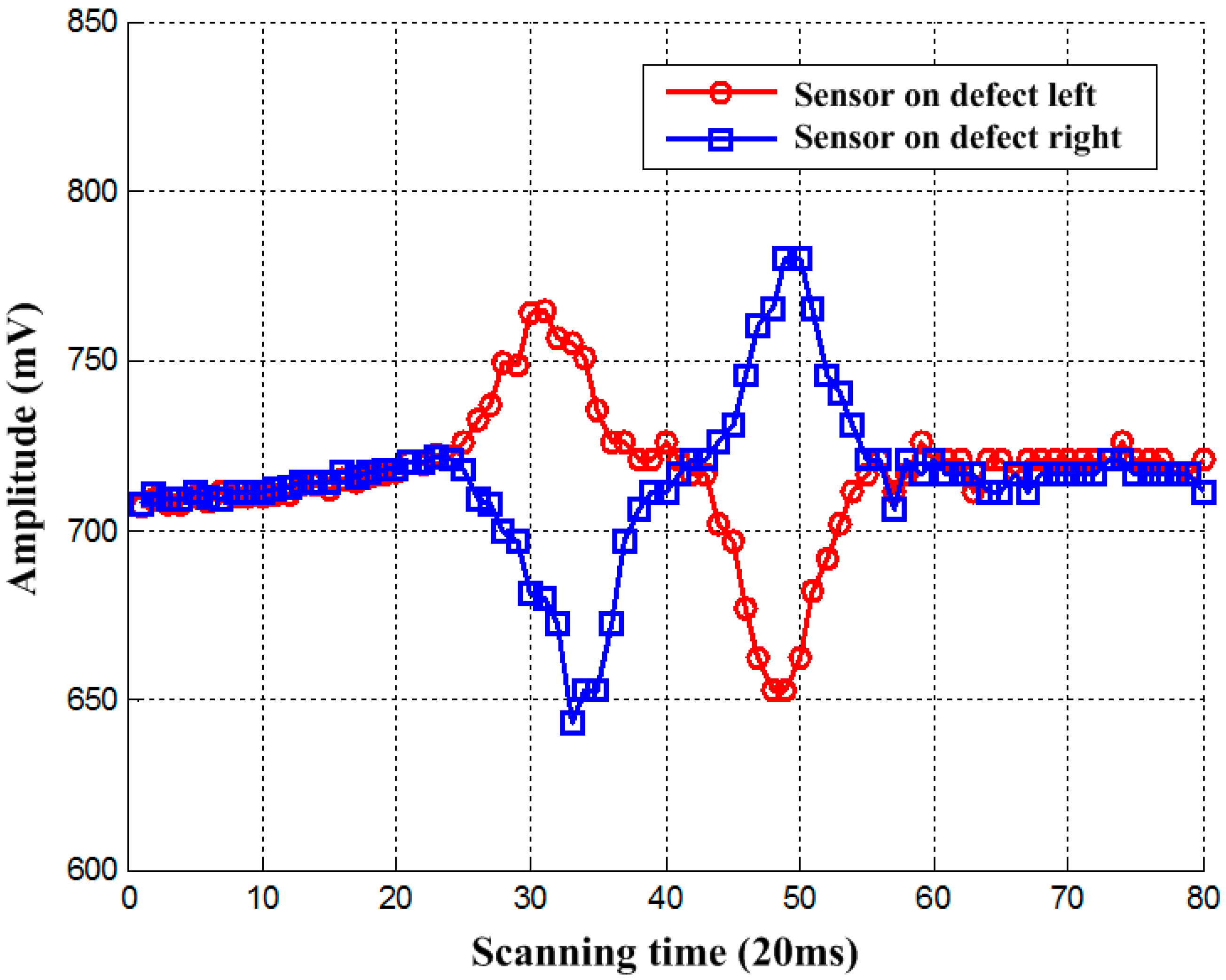
4.1. Curves of the A-Scan’s Peak
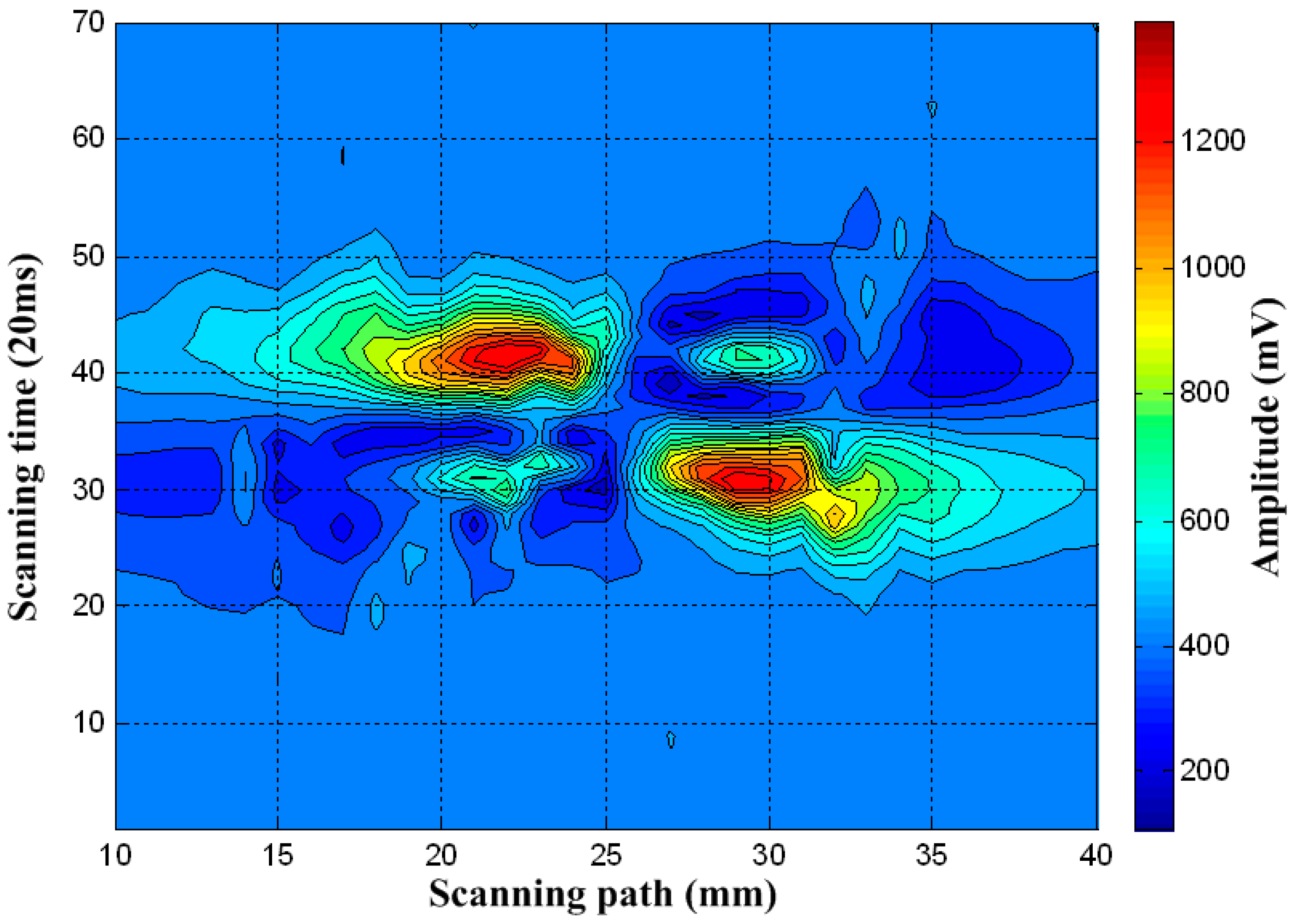
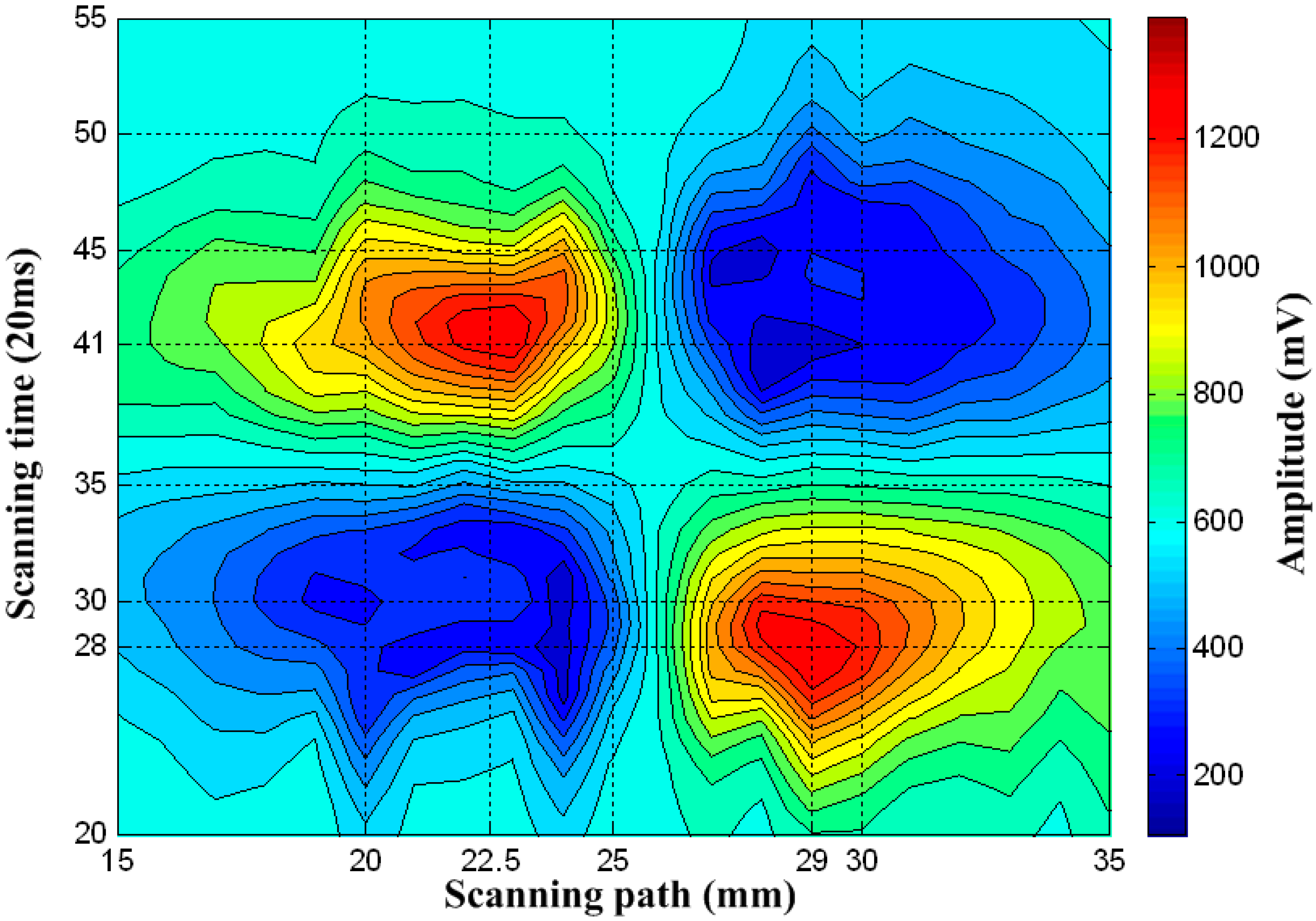
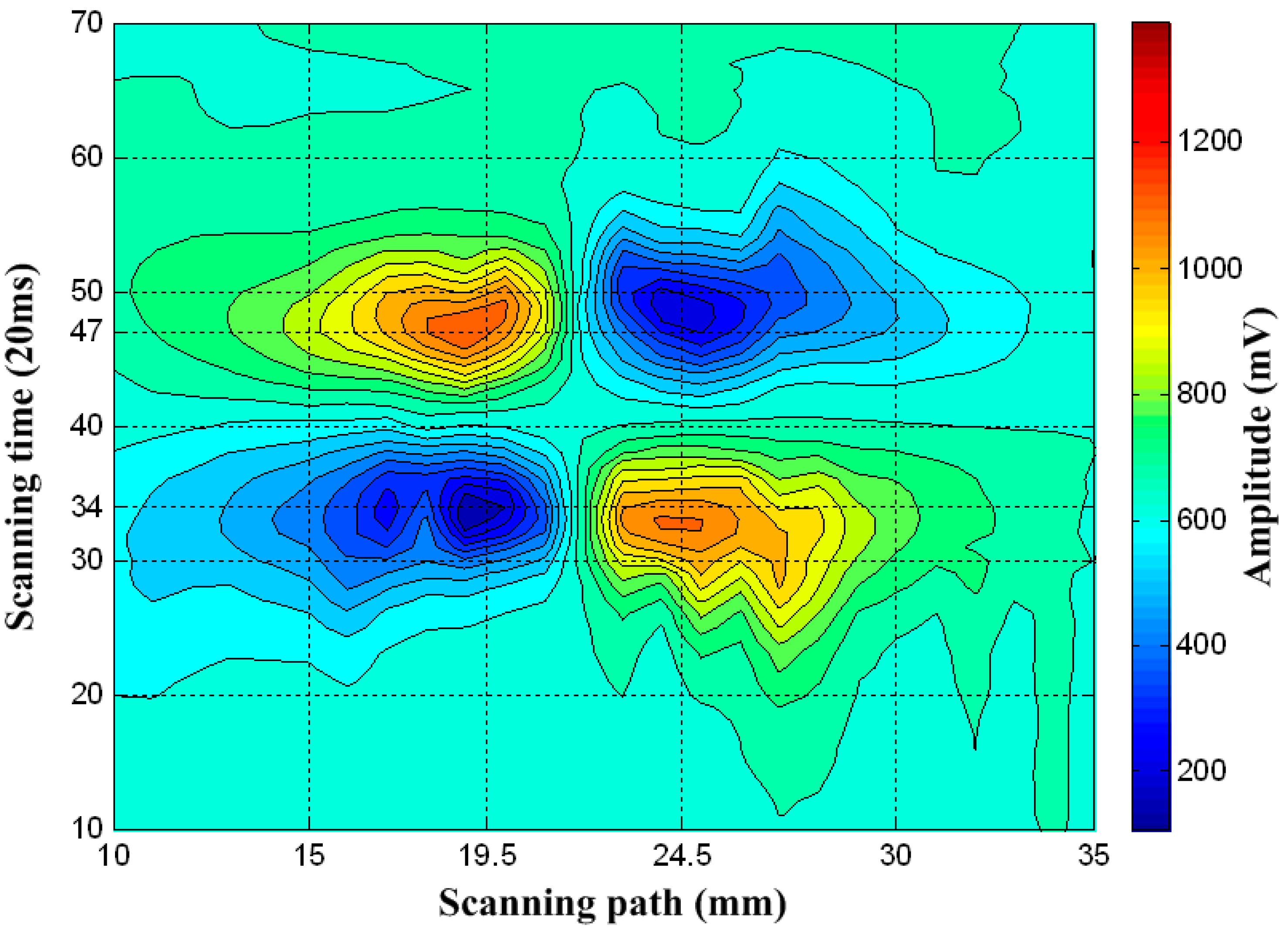
4.2. Defect Shape Mapping Based on C-scan Imaging
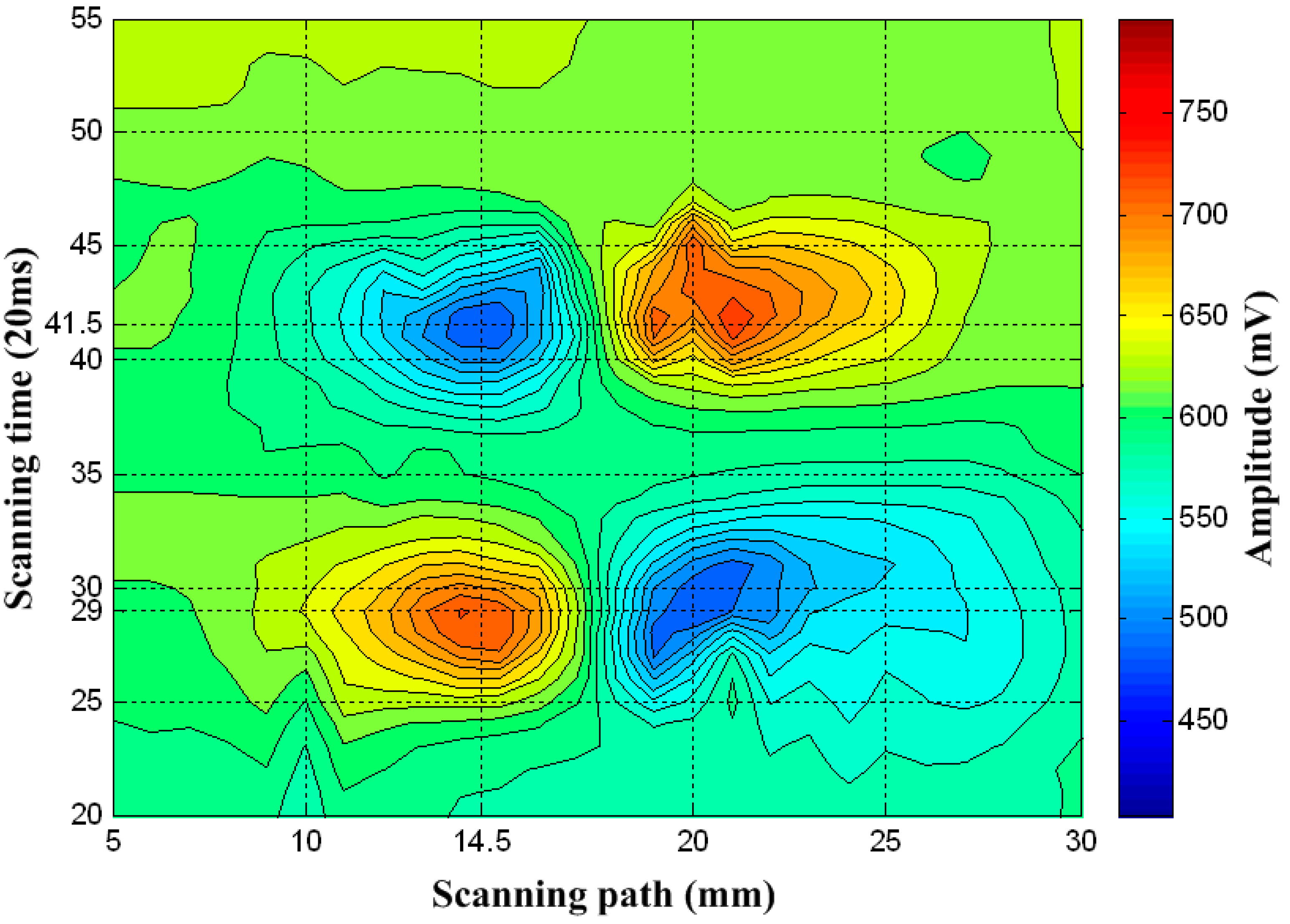
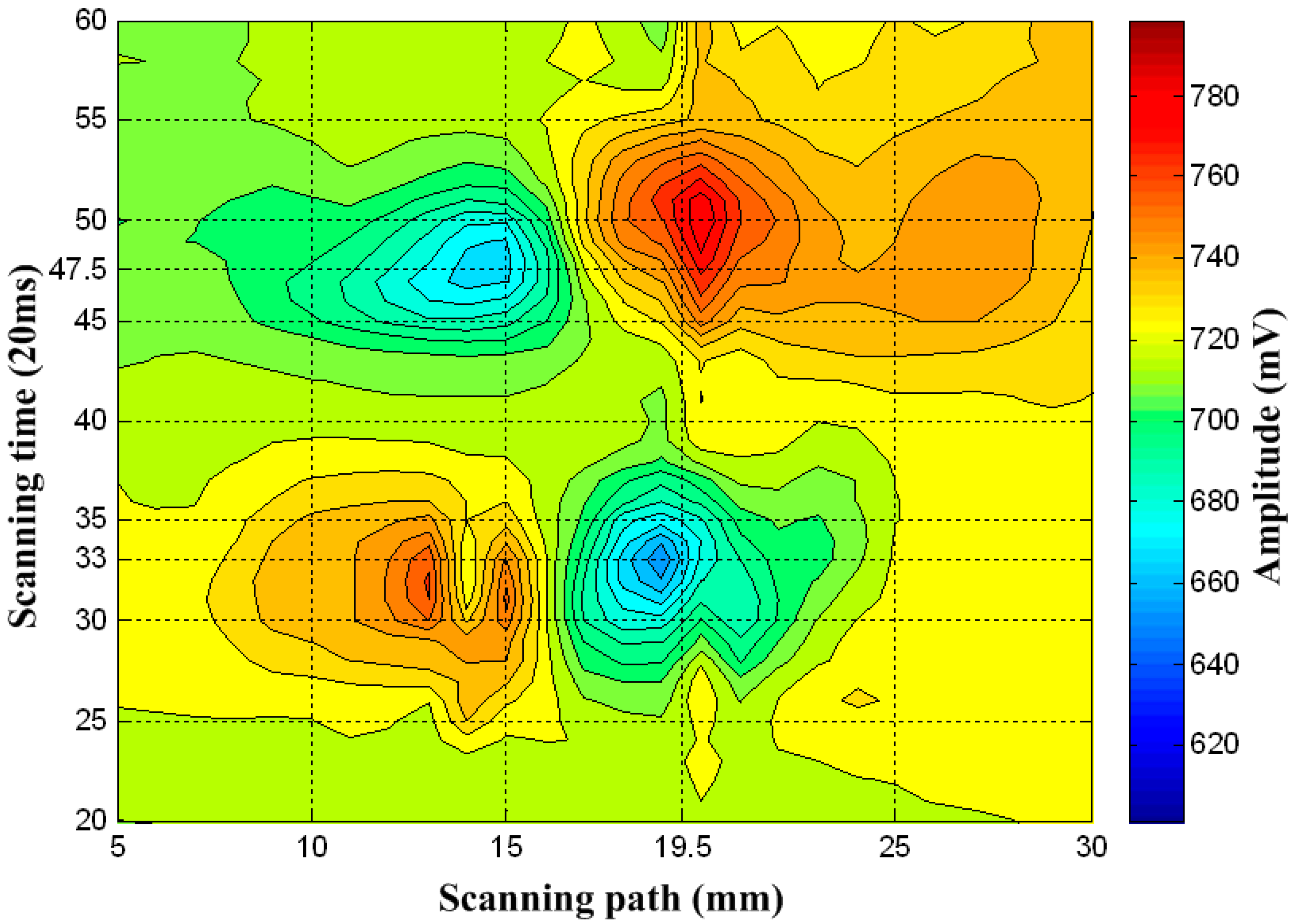
4.3. Subsurface Defect Shape Mapping
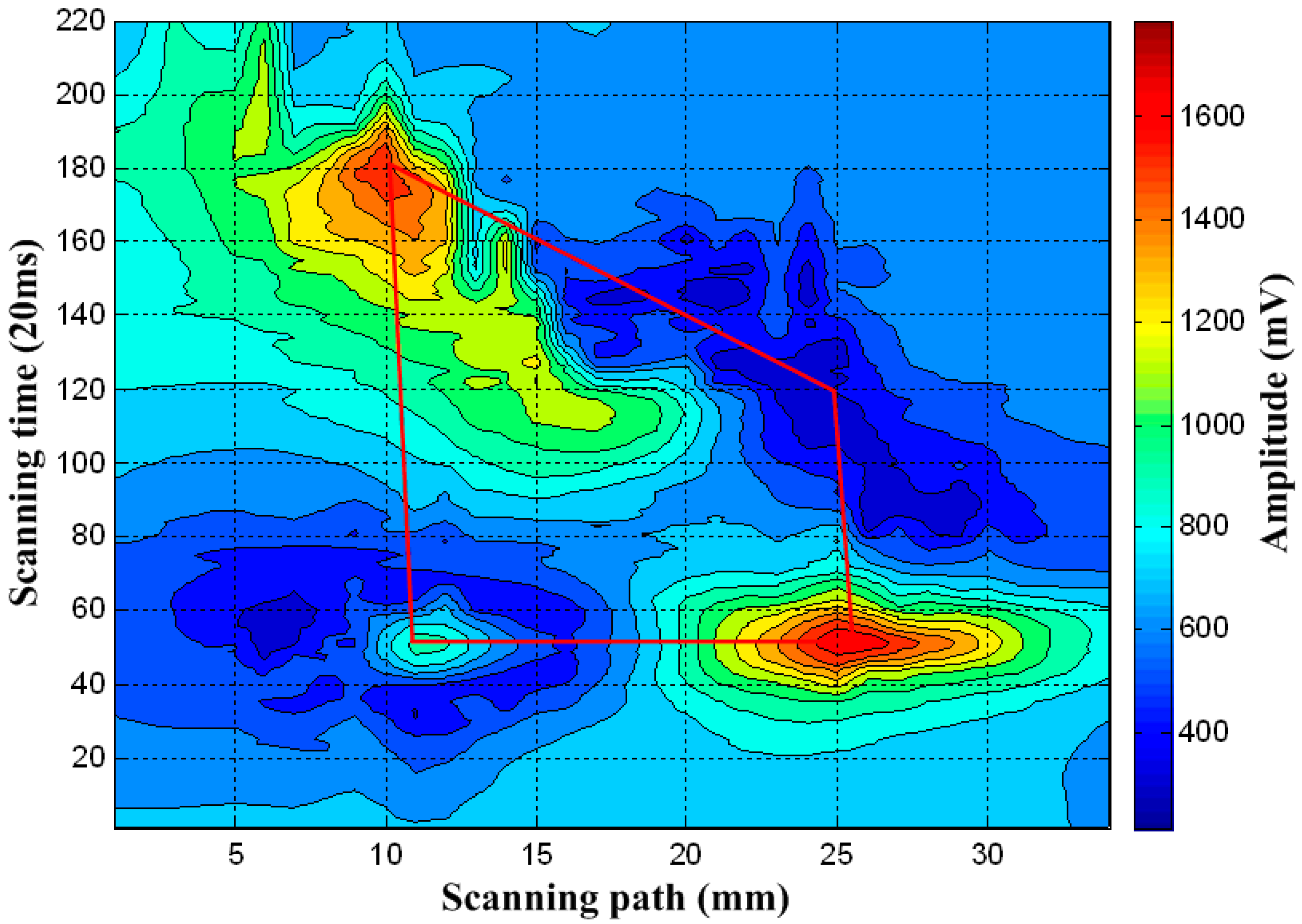
4.4. Irregular Defect Shape Mapping
5. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Giguère, S.; Lepine, B.A.; Dubois, J.M.S. Pulsed eddy current technology: Characterizing material loss with gap and lift-off variations. Res. Nondestruct. Eval. 2001, 13, 119–129. [Google Scholar] [CrossRef]
- Smith, R.A.; Hugo, G.R. Deep corrosion and crack detection in aging aircraft using transient eddy-current NDE. In Proceedings of the 5th Joint NASA/FAA/DoD Aging Aircraft Conference, Orlando, FL, USA, 10–13 September 2001. [Google Scholar]
- Tian, G.Y.; Sophian, A. Defect classification using a new feature for pulsed eddy current sensors. NDT E Int. 2005, 38, 77–82. [Google Scholar] [CrossRef]
- Yong, Q.I.; Yong, L.I.; Liu, X.B.; Chen, Z.M.; Zhao, H.D. Research of pulsed eddy current testing for defect imaging based on gradient magnetic field measurement. J. Air Force Eng. Univ. 2013, 5, 63–66. [Google Scholar]
- Zhao, S.; Luo, X.; Huang, P.; Peng, X.; Hou, D.; Zhang, G. Method of imaging and evaluation for defect based on pulsed eddy current. In Proceedings of the IEEE International Instrumentation and Measurement Technology Conference, Taipei, Taiwan, 23–26 May 2016; pp. 1–6. [Google Scholar]
- Sophian, A.; Tian, G.; Fan, M. Pulsed eddy current non-destructive testing and evaluation: A review. Chin. J. Mech. Eng. 2017, 30, 500–514. [Google Scholar] [CrossRef]
- Li, J.; Wu, X.; Zhang, Q.; Sun, P. Pulsed eddy current testing of ferromagnetic specimen based on variable pulse width excitation. NDT E Int. 2015, 69, 28–34. [Google Scholar] [CrossRef]
- He, Y.; Chen, S.; Zhou, D.; Huang, S.; Wang, P. Shared excitation based nonlinear ultrasound and vibro-thermography testing for cfrp barely visible impact damage inspection. IEEE Trans. Ind. Inform. 2018. [Google Scholar] [CrossRef]
- Abidin, I.Z.; Mandache, C.; Tian, G.Y.; Morozov, M. Pulsed eddy current testing with variable duty cycle on rivet joints. NDT E Int. 2009, 42, 599–605. [Google Scholar] [CrossRef]
- He, Y.; Pan, M.; Luo, F.; Tian, G. Pulsed eddy current imaging and frequency spectrum analysis for hidden defect nondestructive testing and evaluation. NDT E Int. 2011, 44, 344–352. [Google Scholar] [CrossRef]
- Shu, L.; Huang, S.; Wei, Z.; Peng, Y. Study of pulse eddy current probes detecting cracks extending in all directions. Sens. Actuators A Phys. 2008, 141, 13–19. [Google Scholar] [CrossRef]
- Zhang, Q.; Chen, T.-L.; Yang, G.; Liu, L. Time and frequency domain feature fusion for defect classification based on pulsed eddy current NDT. Res. Nondestruct. Eval. 2012, 23, 171–182. [Google Scholar] [CrossRef]
- Yang, H.; Tai, C. Pulsed eddy-current measurement of a conducting coating on a magnetic metal plate. Meas. Sci. Technol. 2002, 13, 1259. [Google Scholar] [CrossRef]
- Tian, G.Y.; Sophian, A.; Taylor, D.; Rudlin, J. Multiple sensors on pulsed eddy-current detection for 3-D subsurface crack assessment. IEEE Sens. J. 2005, 5, 90–96. [Google Scholar] [CrossRef]
- Tian, G.Y.; Sophian, A.; Taylor, D.; Rudlin, J. Wavelet-based pca defect classification and quantification for pulsed eddy current NDT. IEE Proc. Sci. Meas. Technol. 2005, 152, 141–148. [Google Scholar] [CrossRef]
- Sambasiva Rao, K.; Mahadevan, S.; Purna Chandra Rao, B.; Thirunavukkarasu, S. A new approach to increase the subsurface flaw detection capability of pulsed eddy current technique. Measurement 2018, 128, 516–526. [Google Scholar] [CrossRef]
- Park, D.G.; Rao, B.P.C.; Vértesy, G.; Lee, D.H.; Kim, K.H. Detection of the subsurface cracks in a stainless steel plate using pulsed eddy current. J. Nondestruct. Eval. 2013, 32, 350–353. [Google Scholar] [CrossRef]
- Preda, G.; Rebican, M.; Hantila, F.I. Pulse eddy currents using an integral-fem formulation for cracks detection. Int. J. Appl. Electromagn. Mech. 2010, 333233, 1225–1229. [Google Scholar]
- Angani, C.S.; Park, D.G.; Kim, C.G.; Leela, P.; Kollu, P.; Cheong, Y.M. The pulsed eddy current differential probe to detect a thickness variation in an insulated stainless steel. J. Nondestruct. Eval. 2010, 29, 248–252. [Google Scholar] [CrossRef]
- Desjardins, D.P.R.; Krause, T.W.; Gauthier, N. Analytical modeling of the transient response of a coil encircling a ferromagnetic conducting rod in pulsed eddy current testing. NDT E Int. 2013, 60, 127–131. [Google Scholar] [CrossRef]
- Azaman, K.N.; Sophian, A.; Nafiah, F. Effects of coil diameter in thickness measurement using pulsed eddy current non-destructive testing. Mater. Sci. Eng. 2017, 260, 012001. [Google Scholar] [CrossRef]
- Xu, W.; Yang, C.; Yu, H.; Jin, X.; Guo, B.; Shan, D. Microcrack healing in non-ferrous metal tubes through eddy current pulse treatment. Sci. Rep. 2018, 8, 6016. [Google Scholar] [CrossRef] [PubMed]
- Zhang, K.; He, Y.; Dong, Z. Pulsed eddy current nondestructive testing for defect evaluation and imaging of automotive lightweight alloy materials. J. Sens. 2018, 2018, 1–11. [Google Scholar] [CrossRef]
- Garcia-Martin, J. Comparative evaluation of coil and hall probes in hole detection and thickness measurement on aluminum plates using eddy current testing. Russian J. Nondestruct. Test. 2013, 49, 482–491. [Google Scholar] [CrossRef]
- He, Y.; Tian, G.Y.; Pan, M.; Chen, D. Non-destructive testing of low-energy impact in CFRP laminates and interior defects in honeycomb sandwich using scanning pulsed eddy current. Compos. Part B 2014, 59, 196–203. [Google Scholar] [CrossRef]
- Preda, G.; Cranganu-Cretu, B.; Hantila, F.I.; Mihalache, O. Nonlinear FEM-BEM formulation and model-free inversion procedure for reconstruction of cracks using pulse eddy currents. IEEE Trans. Magn. 2002, 38, 1241–1244. [Google Scholar] [CrossRef]
- Kim, J.; Yang, G.; Udpa, L.; Udpa, S. Classification of pulsed eddy current gmr data on aircraft structures. NDT E Int. 2010, 43, 141–144. [Google Scholar] [CrossRef]
- Yang, G.; Tamburrino, A.; Udpa, L.; Udpa, S.S.; Zeng, Z.; Deng, Y.; Que, P. Pulsed eddy-current based giant magnetoresistive system for the inspection of aircraft structures. IEEE Trans. Magn. 2010, 46, 910–917. [Google Scholar] [CrossRef]
- Fan, M.; Huang, P.; Ye, B.; Hou, D.; Zhang, G.; Zhou, Z. Analytical modeling for transient probe response in pulsed eddy current testing. NDT E Int. 2009, 42, 376–383. [Google Scholar] [CrossRef]
- Tian, G.; Ali, S. Reduction of lift-off effects for pulsed eddy current NDT. NDT E Int. 2005, 38, 319–324. [Google Scholar] [CrossRef]
- Tian, G.; Li, Y.; Catalin, M. Study of lift-off invariance for pulsed eddy-current signals. IEEE Trans. Magn. 2009, 45, 184–191. [Google Scholar] [CrossRef]
- Zhou, D.; Gui, Y.T.; Zhang, B.; Morozov, M.; Wang, H. Optimal features combination for pulsed eddy current NDT. Nondestruct. Test. Eval. 2010, 25, 133–143. [Google Scholar] [CrossRef]
- He, Y.; Luo, F.; Pan, M.; Weng, F.; Hu, X.; Gao, J.; Liu, B. Pulsed eddy current technique for defect detection in aircraft riveted structures. NDT E Int. 2010, 43, 176–181. [Google Scholar] [CrossRef]
- Mirshekar-Syahkal, D.; Mostafavi, R.F. 1-D probe array for acfm inspection of large metal plates. IEEE Trans. Instrum. Meas. 2002, 51, 374–382. [Google Scholar] [CrossRef]
- Knight, M.J.; Brennan, F.P.; Dover, W.D. Effect of residual stress on ACFM crack measurements in drill collar threaded connections. NDT E Int. 2004, 37, 337–343. [Google Scholar] [CrossRef]
- He, Y.; Luo, F.; Hu, X.; Liu, B.; Gao, J. Defect identification and evaluation based on three-dimensional magnetic field measurement of pulsed eddy current. Insight 2009, 51, 310–314. [Google Scholar] [CrossRef]
- He, Y.; Luo, F.; Pan, M.; Hu, X.; Gao, J.; Liu, B. Defect classification based on rectangular pulsed eddy current sensor in different directions. Sens. Actuators A Phys. 2010, 157, 26–31. [Google Scholar] [CrossRef]
- Kang, Z.B.; Zhu, R.X.; Yang, B.F.; Jing, Y.F.; Zhang, H. Simulation research on quantitative detection on cracks based on rectangular PEC sensor. Transducer Microsyst. Technol. 2012, 31, 38–41. [Google Scholar]
- He, Y.; Gao, B.; Sophian, A.; Yang, R. Coil-Based Rectangular PEC Sensors for Defect Classification; Elsevier: Amsterdam, The Netherlands, 2017; Volume 15. [Google Scholar]
- He, Y.; Luo, F.; Pan, M.; Hu, X.; Liu, B.; Gao, J. Defect edge identification with rectangular pulsed eddy current sensor based on transient response signals. NDT E Int. 2010, 43, 409–415. [Google Scholar] [CrossRef]
- He, Y.; Luo, F.; Pan, M. Defect characterisation based on pulsed eddy current imaging technique. Sens. Actuators A Phys. 2010, 164, 1–7. [Google Scholar] [CrossRef]
- Ma, X.; Peyton, A.J.; Higson, S.R.; Lyons, A.; Dickinson, S.J. Hardware and software design for an electromagnetic induction tomography (EMT) system for high contrast metal process applications. Meas. Sci. Technol. 2006, 17, 111–118. [Google Scholar] [CrossRef]
- He, Y.; Yang, R.; Zhang, H.; Zhou, D.; Wang, G. Volume or inside heating thermography using electromagnetic excitation for advanced composite materials. Int. J. Therm. Sci. 2017, 111, 41–49. [Google Scholar] [CrossRef]
- Yin, W.; Peyton, A.J. A planar EMT system for the detection of faults on thin metallic plates. Meas. Sci. Technol. 2006, 17, 2130–2135. [Google Scholar] [CrossRef]
- Zeng, Z.; Liu, X.; Deng, Y.; Udpa, L.; Xuan, L.; Shih, W.C.L.; Fitzpatrick, G.L. A parametric study of magneto-optic imaging using finite-element analysis applied to aircraft rivet site inspection. IEEE Trans. Magn. 2006, 42, 3737–3744. [Google Scholar] [CrossRef]
- Joubert, P.Y.; Pinassaud, J. Linear magneto-optic imager for non-destructive evaluation. Sens. Actuators A Phys. 2006, 129, 126–130. [Google Scholar] [CrossRef]
- Stair, S.; Jack, D.A.; Fitch, J. Characterization of carbon fiber laminates: Determining ply orientation and ply type via ultrasonic A-scan and C-scan techniques. In Proceedings of the Annual Technical Conference, Amsterdam, The Netherlands, 27–29 October 2014; pp. 535–539. [Google Scholar]
- Wang, F.; Jun, T.U.; Chen, J.; Zhencheng, W.U. Ultrasonic C-scan testing of aluminum alloy plate. Nondestruct. Test. 2018, 6, 18–20. [Google Scholar]
- Sheng, H.; Cao, B.; Zhang, X.; Fan, M.; Bo, Y.E. The research about defects quantification based on eddy current c-scan imaging. Chin. Sciencepap. 2018, 2, 121–125. [Google Scholar]
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameters | Excitation Coil | By PickUp Coil |
|---|---|---|
| Wire diameter (mm) | 0.2 | 0.05 |
| No. of turns | 400 | 600 |
| DC Resistance (ohm) | 40.2 | 39.2 |
| Inductance (mH) | 7.75 | 0.42 |
| Direction | Item | Defect 1 | Defect 2 | Defect 3 |
|---|---|---|---|---|
| Magnetic induction flux | Time difference (ms) | 220 | 260 | 260 |
| Length (mm) | 13.2 | 15.6 | 15.6 | |
| Width (mm) | 7.5 | 6.5 | 5 | |
| Exciting current | Time difference (ms) | 250 | 250 | 290 |
| Length (mm) | 15 | 15 | 17.4 | |
| Width (mm) | 7 | 5.5 | 4.5 |
| Scanning Direction | Defect No. | Defect 1 | Defect 2 | Defect 3 |
|---|---|---|---|---|
| Magnetic induction flux | Max. amplitude (mV) | 1337.5 | 1301.1 | 1156.7 |
| Min. amplitude (mV) | 180.7149 | 194.8317 | 151.1605 | |
| Exciting current | Max. amplitude (mV) | 1089.8 | 738.4175 | 783.0181 |
| Min. amplitude (mV) | 227.4575 | 483.8115 | 654.0376 |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhang, K.; Dong, Z.; Yu, Z.; He, Y. Shape Mapping Detection of Electric Vehicle Alloy Defects Based on Pulsed Eddy Current Rectangular Sensors. Appl. Sci. 2018, 8, 2066. https://doi.org/10.3390/app8112066
Zhang K, Dong Z, Yu Z, He Y. Shape Mapping Detection of Electric Vehicle Alloy Defects Based on Pulsed Eddy Current Rectangular Sensors. Applied Sciences. 2018; 8(11):2066. https://doi.org/10.3390/app8112066
Chicago/Turabian StyleZhang, Kai, Zhurong Dong, Zhan Yu, and Yunze He. 2018. "Shape Mapping Detection of Electric Vehicle Alloy Defects Based on Pulsed Eddy Current Rectangular Sensors" Applied Sciences 8, no. 11: 2066. https://doi.org/10.3390/app8112066
APA StyleZhang, K., Dong, Z., Yu, Z., & He, Y. (2018). Shape Mapping Detection of Electric Vehicle Alloy Defects Based on Pulsed Eddy Current Rectangular Sensors. Applied Sciences, 8(11), 2066. https://doi.org/10.3390/app8112066