Atomic Layer Deposition (ALD) of Metal Gates for CMOS


Abstract
:Featured Application
Abstract
1. Introduction
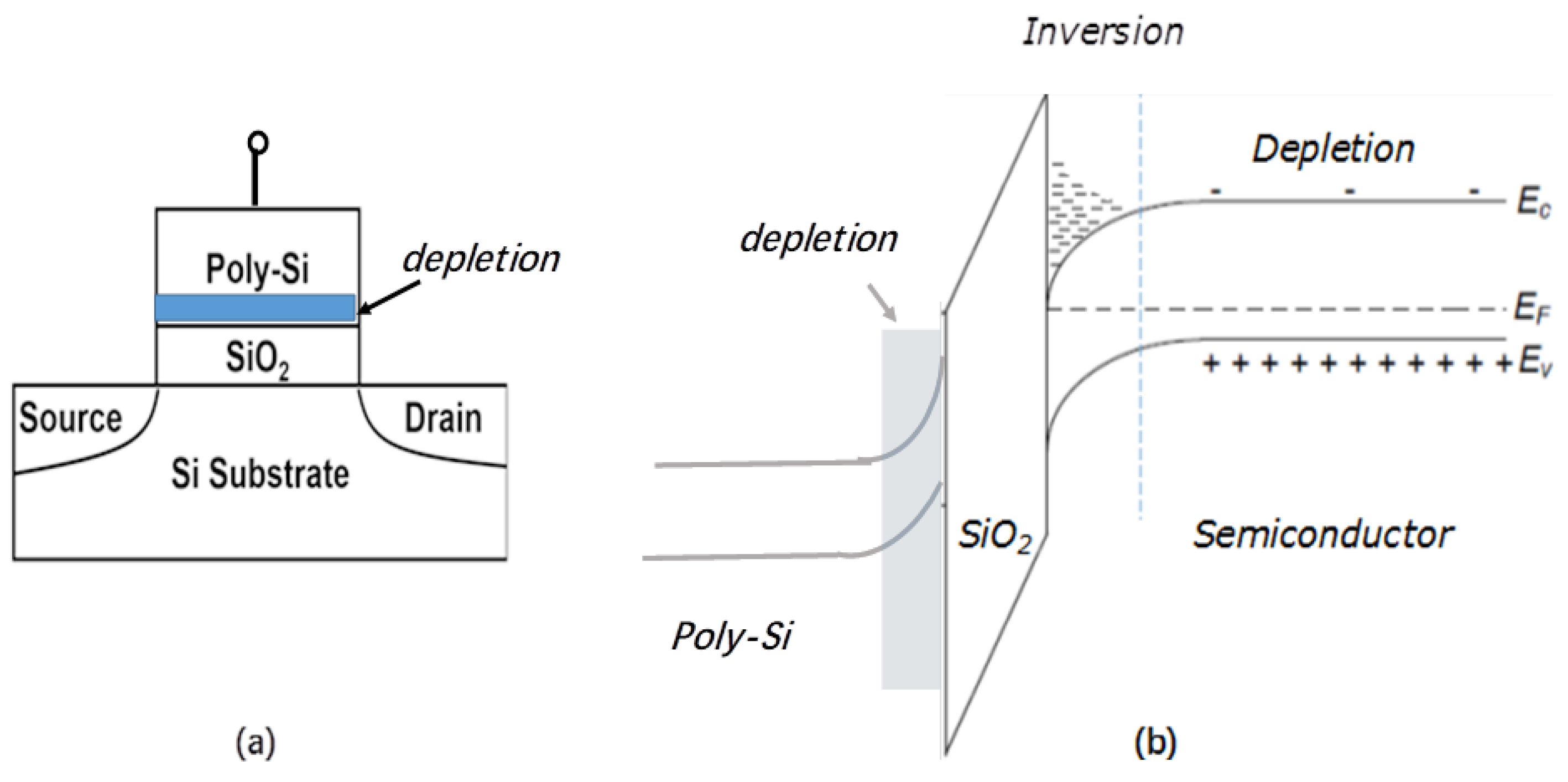
1.1. Scaling and Issues of SiO2/poly-Si Gate Stacks
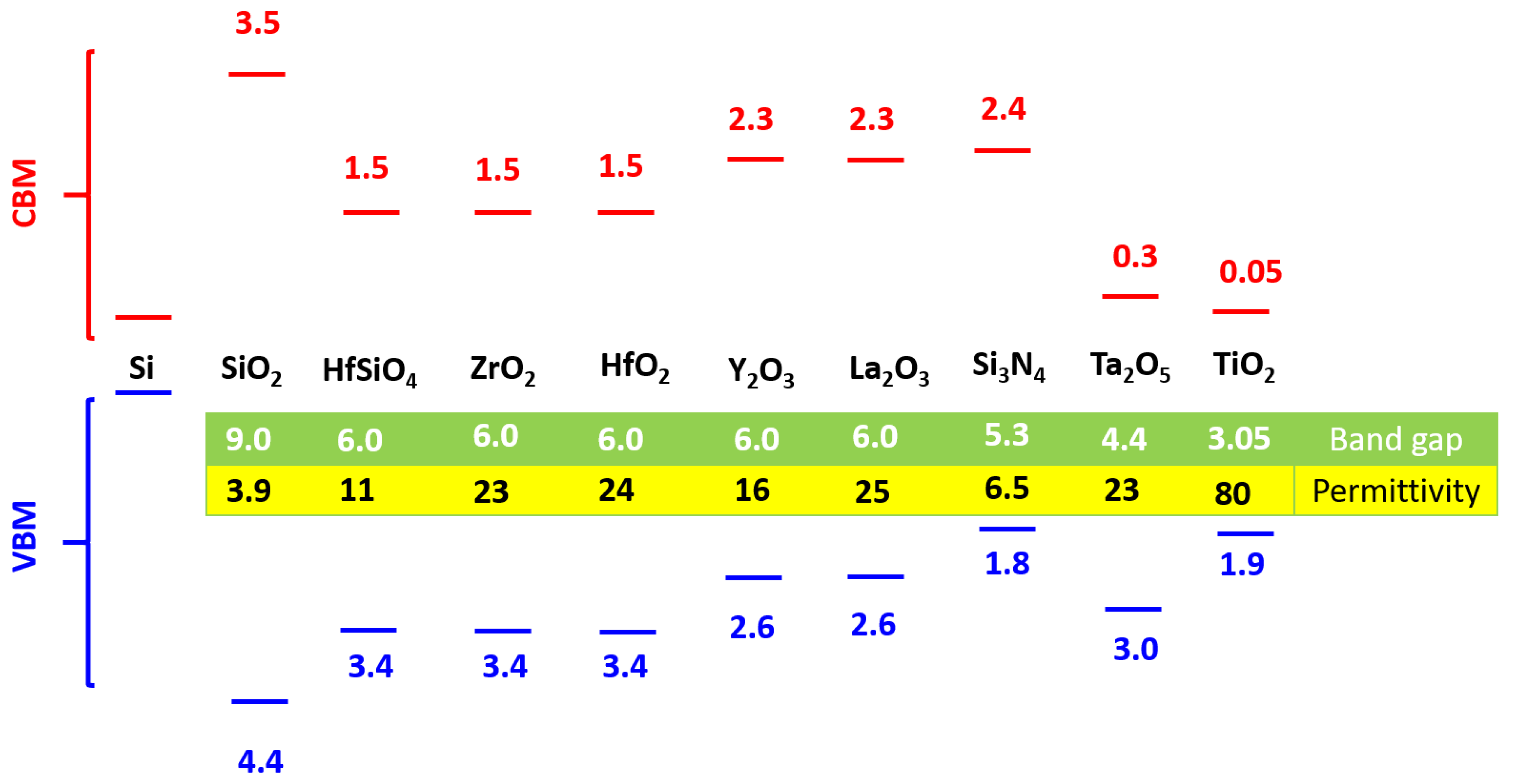
1.2. High-κ Dielectric and Effective Oxide Thickness (EOT)
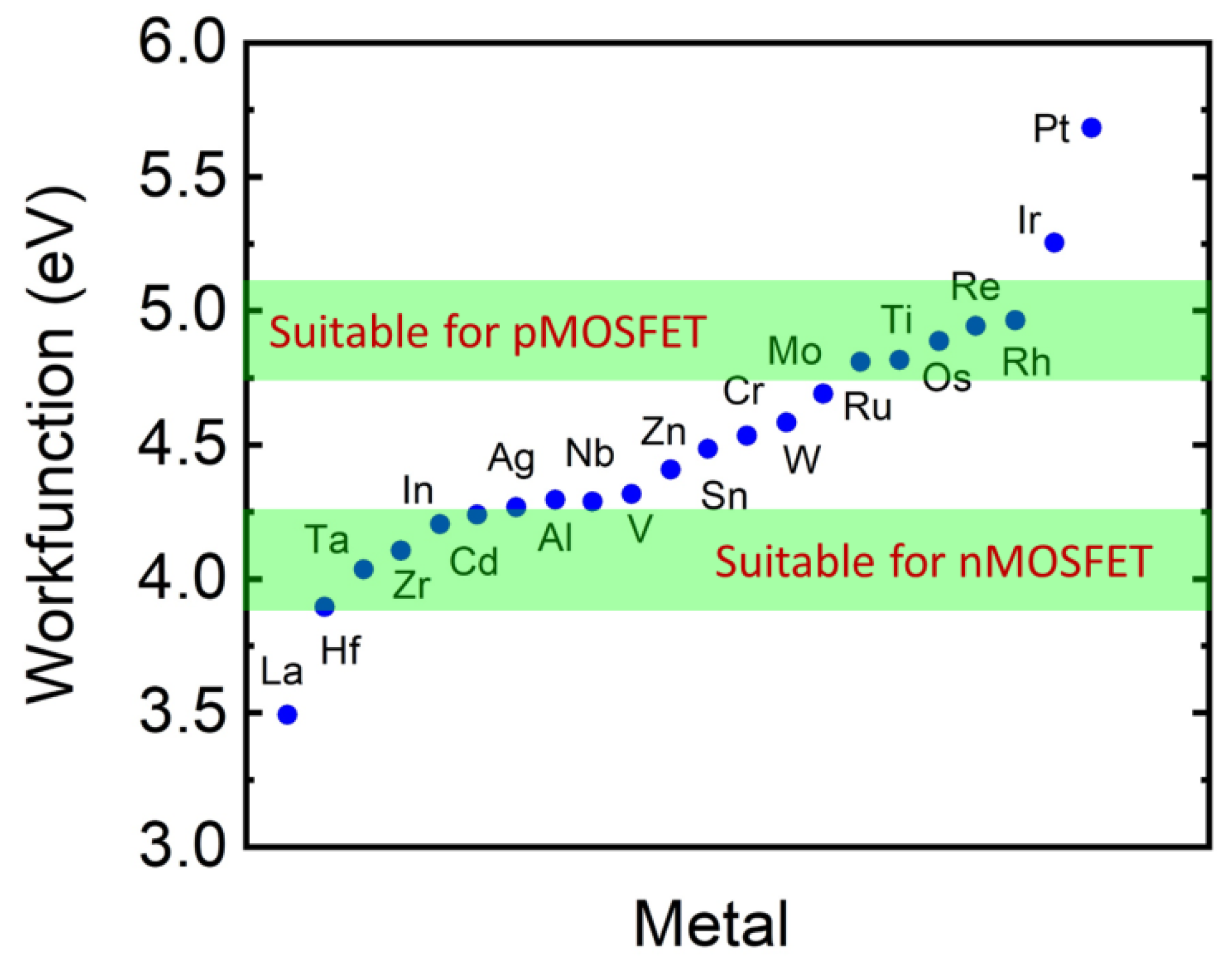
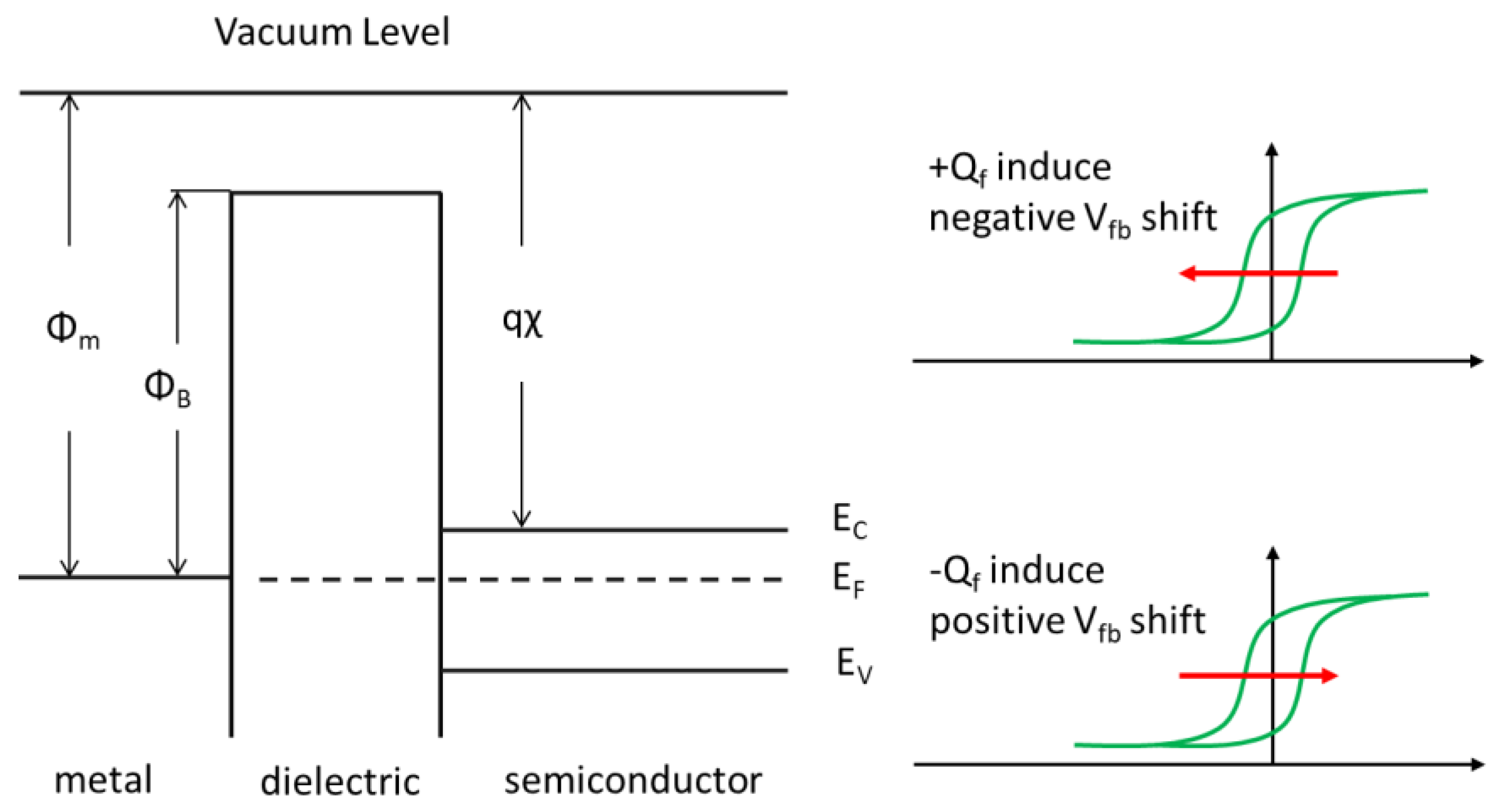
1.3. Metal Gate and Effective Work Function (EWF)
1.4. Metal Gate for FinFETs and GAA-FETs
2. ALD of the Metal Gates
2.1. ALD of P-Type Metal Gate
2.2. ALD of N-Type Metal Gate
3. Conclusions
- (1)
- Based on the accumulation of the experimental data, the industry has found the high-κ/metal gate solution for the planar CMOSFETs, with ALD HfO2 as the gate dielectric, PVD TiAl as the n-type metal gate and PVD TiN as the p-type metal gate, in a replacement gate process. The successful development of the dual metal gate technology seems to originate from the encouraging C-V measurement results by Kesapragada et al. [45], showing a 1 V separation between the MOSCAP using PVD TiAl and PVD TiN.
- (2)
- The ALD of the three element metal candidates, Ru, Pt and W, has attracted much attention. After great efforts, the deposition technique has not yet matured for the application of the p-type metals.
- (3)
- The ALD using TiCl4 as precursor for Ti and NH3 as reactant could deposited TiN with p-type EWF. While the TiN deposited by organic metal precursors with NH3 has n-type EWF and that by PVD has a EWF near the midgap of Si.
- (4)
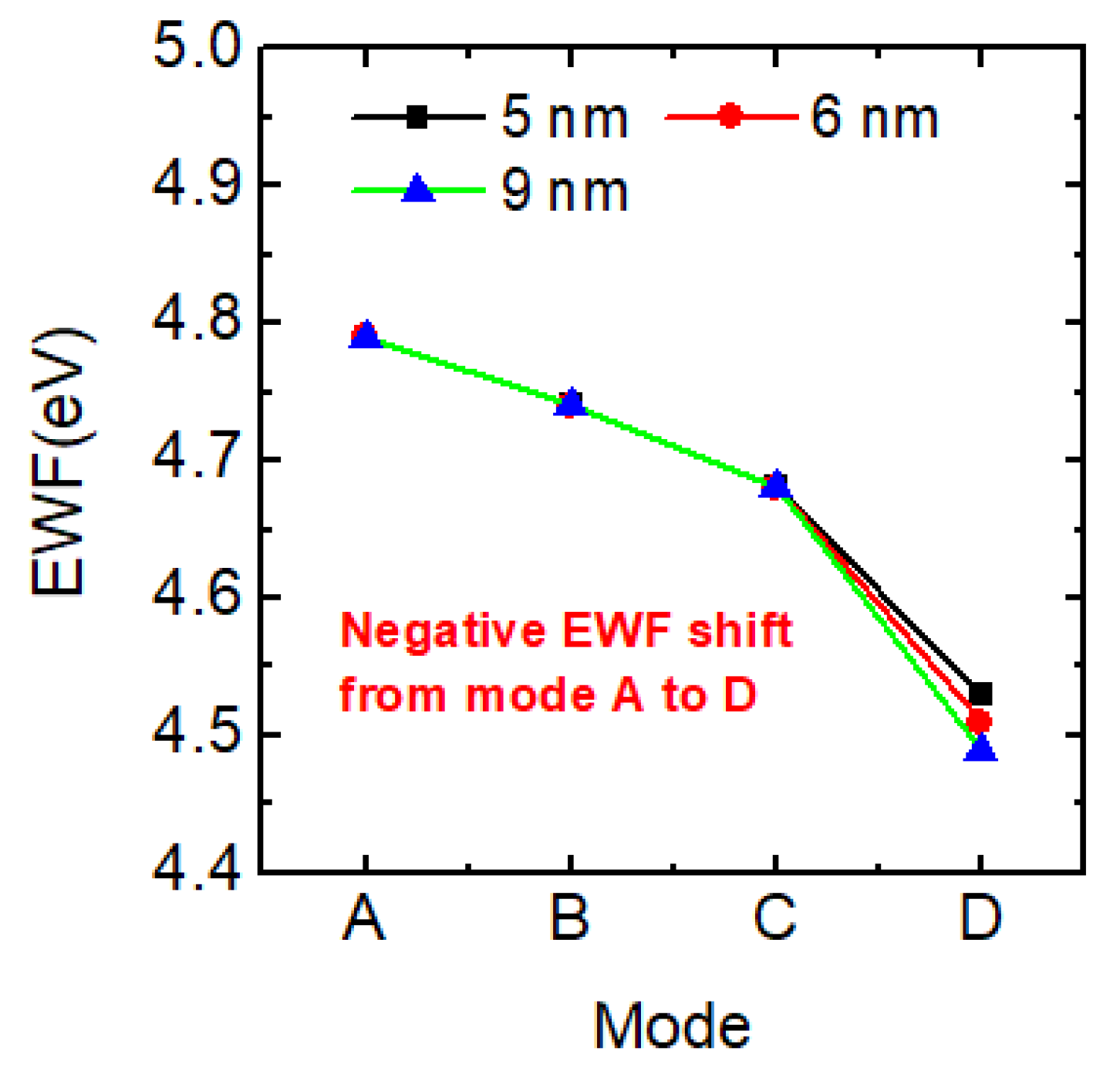
- The TiAlC and TaAlC deposited by TEA has a wide EWF tuning range from 4.65 eV to 4.26 eV, by varying the thickness. It is the Al-C and Al-Al bonds that induce these large EWF shifts. The Al-N bands does not have the EWF shift capability.
- (5)
- The ALD W deposited by WF6 and SiH4 is an ideal filling metal for pMOSFETs, which shows not only excellent fillability, but also strong tensile stress helpful to enhance the channel mobility.
- (6)
- For GAA-FETs in future generations, an ideal dual metal scheme could be all ALD stacks, with structure of W/TiN/TiAlC/HfO2/SiO2/Si for n-type FETs, and W/TiN/HfO2/SiO2/Si for p-type FETs, or replacing the TiAlC with TaAlC. The wide EWF tuning range of the Al-containing carbides might enable also the application for multi-Vt devices.
Author Contributions
Funding
Conflicts of Interest
References
- Julius Edgar, L. Method and Apparatus for Controlling Electric Current. U.S. Patent No. 1,745,175, 28 January 1930. [Google Scholar]
- Kahng, D. Electric Field Controlled Semiconductor Device. U.S. Patent No. 3,102,230, 27 August 1963. [Google Scholar]
- Frank Wanlass. Low Stand-By Power Complementary Field Effect Circuitry. U.S. Patent No. 3,356,858, 5 December 1967.
- Wilk, G.D.; Wallace, R.M.; Anthony, J.M. High-κ gate dielectrics: Current status and materials properties considerations. J. Appl. Phys. 2001, 89, 5243. [Google Scholar] [CrossRef]
- Degraeve, R.; Groeseneken, G.; Bellens, R.; Ogier, J.L.; Depas, M.; Roussel, P.J.; Maes, H.E. New insights in the relation between electron trap generation and the statistical properties of oxide breakdown. IEEE Trans. Electron Devices 1998, 45, 904–911. [Google Scholar] [CrossRef]
- Pfiester, J.R.; Baker, F.K.; Mele, T.C.; Tseng, H.; Tobin, P.J.; Hayden, J.D.; Miller, J.W.; Gunderson, C.D.; Parrillo, L.C. The effects of boron penetration on p+ polysilicon gated PMOS devices. IEEE Trans. Electron Devices 1990, 37, 1842–1851. [Google Scholar] [CrossRef]
- Hattangady, S.V.; Kraft, R.; Grider, D.T.; Douglas, M.A.; Brown, G.A.; Tiner, P.A.; Kuehne, J.W.; Nicollian, P.E.; Pas, M.F. Ultrathin nitrogen-profile engineered gate dielectric films. In Proceedings of the International Electron Devices Meeting, San Francisco, CA, USA, 8–11 December 1996; pp. 495–498. [Google Scholar]
- Wu, Y.; Lucovsky, G. Ultrathin nitride/oxide (N/O) gate dielectrics for p+ polysilicon gated PMOSFETs prepared by a combined remote plasma enhanced CVD/thermal oxidation process. IEEE Electron Device Lett. 1998, 19, 367–369. [Google Scholar] [CrossRef]
- Wang, X.W.; Shi, Y.; Ma, T.P.; Cui, G.J.; Tamagawa, T.; Golz, J.W.; Halpen, B.L.; Schmitt, J.J. Extending gate dielectric scaling limit by use of nitride or oxynitride. In Proceedings of the 1995 Symposium on VLSI Technology, Kyoto, Japan, 6–8 June 1995; pp. 109–110. [Google Scholar]
- Yang, H.; Lucovsky, G. Integration of ultrathin (1.6/spl sim/2.0 nm) RPECVD oxynitride gate dielectrics into dual poly-Si gate submicron CMOSFETs. In Proceedings of the International Electron Devices Meeting, Washington, DC, USA, 5–8 December 1999; pp. 245–248. [Google Scholar]
- Ellis, K.A.; Buhrman, R.A. Time-dependent diffusivity of boron in silicon oxide and oxynitride. Appl. Phys. Lett. 1999, 74, 967–969. [Google Scholar] [CrossRef]
- Ellis, K.A.; Buhrman, R.A. Boron Diffusion in Silicon Oxides and Oxynitrides. J. Electrochem. Soc. 1998, 145, 2068–2074. [Google Scholar] [CrossRef] [Green Version]
- Lucovsky, G.; Wu, Y.; Niimi, H.; Misra, V.; Phillips, J.C. Bonding constraints and defect formation at interfaces between crystalline silicon and advanced single layer and composite gate dielectrics. Appl. Phys. Lett. 1999, 74, 2005–2007. [Google Scholar] [CrossRef] [Green Version]
- Seungheon, S.; Kim, W.S.; Lee, J.S.; Choe, T.H.; Choi, J.H.; Kang, M.S.; Chung, U.I.; Lee, N.I.; Fujihara, K.; Kang, H.K.; et al. Design of sub-100 nm CMOSFETs: Gate dielectrics and channel engineering. In Proceedings of the 2000 Symposium on VLSI Technology, Honolulu, HI, USA, 13–15 June 2000; pp. 190–191. [Google Scholar]
- Robertson, J. Band offsets of wide-band-gap oxides and implications for future electronic devices. J. Vac. Sci. Technol. B 2000, 18, 1785–1791. [Google Scholar] [CrossRef]
- Brar, B.; Wilk, G.D.; Seabaugh, A.C. Direct extraction of the electron tunneling effective mass in ultrathin SiO2. Appl. Phys. Lett. 1996, 69, 2728–2730. [Google Scholar] [CrossRef]
- Vogel, E.M.; Ahmed, K.Z.; Hornung, B.; Henson, W.K.; McLarty, P.K.; Lucovsky, G.; Hauser, J.R.; Wortman, J.J. Modeled tunnel currents for high dielectric constant dielectrics. IEEE Trans. Electron Devices 1998, 45, 1350–1355. [Google Scholar] [CrossRef] [Green Version]
- Pillai, K.P.P. Fringing field of finite parallel-plate capacitors. Proc. Inst. Electr. Eng. 1970, 117, 1201–1204. [Google Scholar] [CrossRef]
- Ma, T.P. Making silicon nitride film a viable gate dielectric. IEEE Trans. Electron Devices 1998, 45, 680–690. [Google Scholar] [CrossRef]
- Dey, S.K.; Lee, J.J. Cubic paraelectric (nonferroelectric) perovskite PLT thin films with high permittivity for ULSI DRAMs and decoupling capacitors. IEEE Trans. Electron Devices 1992, 39, 1607–1613. [Google Scholar] [CrossRef]
- Takeuchi, H.; King, T.-J. Scaling limits of hafnium–silicate films for gate-dielectric applications. Appl. Phys. Lett. 2003, 83, 788–790. [Google Scholar] [CrossRef]
- Seong, N.-J.; Yoon, S.-G.; Yeom, S.-J.; Woo, H.-K.; Kil, D.-S.; Roh, J.-S.; Sohn, H.-C. Effect of nitrogen incorporation on improvement of leakage properties in high-k HfO2 capacitors treated by N2-plasma. Appl. Phys. Lett. 2005, 87, 132903. [Google Scholar] [CrossRef]
- Zhao, C.; Witters, T.; Brijs, B.; Bender, H.; Richard, O.; Caymax, M.; Heeg, T.; Schubert, J.; Afanas’ev, V.V.; Stesmans, A.; et al. Ternary rare-earth metal oxide high-k layers on silicon oxide. Appl. Phys. Lett. 2005, 86, 132903. [Google Scholar] [CrossRef] [Green Version]
- Barlage, D.; Arghavani, R.; Dewey, G.; Doczy, M.; Doyle, B.; Kavalieros, J.; Murthy, A.; Roberds, B.; Stokley, P.; Chau, R. High-frequency response of 100 nm integrated CMOS transistors with high-K gate dielectrics. In Proceedings of the IEEE International Electron Devices Meeting, Washington, DC, USA, 2–5 December 2001; pp. 10.16.11–10.16.14. [Google Scholar]
- Mistry, K.; Allen, C.; Auth, C.; Beattie, B.; Bergstrom, D.; Bost, M.; Brazier, M.; Buehler, M.; Cappellani, A.; Chau, R.; et al. A 45nm Logic Technology with High-k+Metal Gate Transistors, Strained Silicon, 9 Cu Interconnect Layers, 193nm Dry Patterning, and 100% Pb-free Packaging. In Proceedings of the IEEE International Electron Devices Meeting, Washington, DC, USA, 10–12 December 2007; pp. 247–250. [Google Scholar]
- Choi, J.H.; Mao, Y.; Chang, J.P. Development of hafnium based high-k materials—A review. Mater. Sci. Eng. R Rep. 2011, 72, 97–136. [Google Scholar] [CrossRef]
- Huang, C.; Arora, N.D.; Nasr, A.I.; Bell, D.A. Effect of polysilicon depletion on MOSFET I-V characteristics. Electr. Lett. 1993, 29, 1208–1209. [Google Scholar] [CrossRef]
- Misra, V. Dual Metal Gate Selection Issues. In Proceedings of the 6th Annual Topical Research Conference on Reliability, Austin, TX, USA, 27–28 October 2003. [Google Scholar]
- Hauser, J.R.; Ahmed, K. Characterization of ultra-thin oxides using electrical C-V and I-V measurements. AIP Conf. Proc. 1998, 449, 235–239. [Google Scholar]
- Brown, G.A.; Zeitzoff, P.M.; Bersuker, G.; Huff, H.R. Scaling CMOS: Materials & devices. Mater. Today 2004, 7, 20–25. [Google Scholar]
- Qiang, L.; Lin, R.; Ranade, P.; Tsu-Jae, K.; Chenming, H. Metal gate work function adjustment for future CMOS technology. In Proceedings of the 2001 Symposium on VLSI Technology, Kyoto, Japan, 12–14 June 2001; pp. 45–46. [Google Scholar]
- De, I.; Johri, D.; Srivastava, A.; Osburn, C.M. Impact of gate workfunction on device performance at the 50 nm technology node. Solid-State Electr. 2000, 44, 1077–1080. [Google Scholar] [CrossRef]
- Packan, P.; Akbar, S.; Armstrong, M.; Bergstrom, D.; Brazier, M.; Deshpande, H.; Dev, K.; Ding, G.; Ghani, T.; Golonzka, O.; et al. High performance 32nm logic technology featuring 2nd generation high-k + metal gate transistors. In Proceedings of the 2009 IEEE International Electron Devices Meeting (IEDM), Baltimore, MD, USA, 7–9 December 2009; pp. 1–4. [Google Scholar]
- Ma, X.; Yang, H.; Wang, W.; Yin, H.; Zhu, H.; Zhao, C.; Chen, D.; Ye, T. The effects of process condition of top-TiN and TaN thickness on the effective work function of MOSCAP with high-k/metal gate stacks. J. Semicond. 2014, 35, 106002. [Google Scholar] [CrossRef]
- Yang, H.; Luo, W.; Zhou, L.; Xu, H.; Tang, B.; Simoen, E.; Yin, H.; Zhu, H.; Zhao, C.; Wang, W.; et al. Impact of ALD TiN Capping Layer on Interface Trap and Channel Hot Carrier Reliability of HKMG nMOSFETs. IEEE Electron Device Lett. 2018, 39, 1129–1132. [Google Scholar] [CrossRef]
- Fenouillet-Beranger, C.; Denorme, S.; Icard, B.; Boeuf, F.; Coignus, J.; Faynot, O.; Brevard, L.; Buj, C.; Soonekindt, C.; Todeschini, J.; et al. Fully-depleted SOI technology using high-k and single-metal gate for 32 nm node LSTP applications featuring 0.179 μm2 6T-SRAM bitcell. In Proceedings of the 2007 IEEE International Electron Devices Meeting, Washington, DC, USA, 10–12 December 2007; pp. 267–270. [Google Scholar]
- Deleonibus, S.; Mazure, C.; Gaud, P.; Grampeix, H.; Colonna, J.P.; Previtali, B.; Dansas, H.; Lafond, D.; Jahan, C.; Fenouillet-Beranger, C.; et al. 25 nm Short and Narrow Strained FDSOI with TiN/HfO2 Gate Stack. In Proceedings of the 2006 Symposium on VLSI Technology, Honolulu, HI, USA, 13–15 June 2006; pp. 134–135. [Google Scholar]
- Barral, V.; Poiroux, T.; Andrieu, F.; Buj-Dufournet, C.; Faynot, O.; Ernst, T.; Brevard, L.; Fenouillet-Beranger, C.; Lafond, D.; Hartmann, J.M.; et al. Strained FDSOI CMOS technology scalability down to 2.5 nm film thickness and 18nm gate length with a TiN/HfO2 gate stack. In Proceedings of the 2007 IEEE International Electron Devices Meeting, Washington, DC, USA, 10–12 December 2007; pp. 61–64. [Google Scholar]
- Doris, B.; Kim, Y.H.; Linder, B.P.; Steen, M.; Narayanan, V.; Boyd, D.; Rubino, J.; Chang, L.; Sleight, J.; Topol, A.; et al. High performance FDSOI CMOS technology with metal gate and high-k. In Proceedings of the 2005 Symposium on VLSI Technology, Kyoto, Japan, 14–16 June 2005; pp. 214–215. [Google Scholar]
- Andrieu, F.; Faynot, O.; Garros, X.; Lafond, D.; Buj-Dufournet, C.; Tosti, L.; Minoret, S.; Vidal, V.; Barbe, J.C.; Allain, F.; et al. Comparative Scalability of PVD and CVD TiN on HfO2 as a Metal Gate Stack for FDSOI cMOSFETs down to 25nm Gate Length and Width. In Proceedings of the 2006 International Electron Devices Meeting, San Francisco, CA, USA, 11–13 December 2006; pp. 1–4. [Google Scholar]
- Collaert, N.; Demand, M.; Ferain, I.; Lisoni, J.; Singanamalla, R.; Zimmerman, P.; Yim, Y.S.; Schram, T.; Mannaert, G.; Goodwin, M.; et al. Tall triple-gate devices with TiN/HfO2 gate stack. In Proceedings of the Digest of Technical Papers, 2005 Symposium on VLSI Technology, 2005, Kyoto, Japan, 14–16 June 2005; pp. 108–109. [Google Scholar]
- Liu, Y.; Kijima, S.; Sugimata, E.; Masahara, M.; Endo, K.; Matsukawa, T.; Ishii, K.; Sakamoto, K.; Sekigawa, T.; Yamauchi, H.; et al. Investigation of the TiN Gate Electrode with Tunable Work Function and Its Application for FinFET Fabrication. IEEE Trans. Nanotechnol. 2006, 5, 723–730. [Google Scholar] [CrossRef]
- Matsukawa, T.; Yasumuro, C.; Yamauchi, H.; Kanemaru, S.; Masahara, M.; Endo, K.; Suzuki, E.; Itoh, J. Work function control of Al-Ni alloy for metal gate application. In Proceedings of the Extended Abstracts of the 2004 International Conference on Solid State Devices and Materials, Tokyo, Japan, 14–17 September 2004; pp. 464–465. [Google Scholar]
- Han, K.; Ma, X.; Yang, H.; Wang, W. Modulation of the effective work function of a TiN metal gate for NMOS requisition with Al incorporation. J. Semicond. 2013, 34, 076003. [Google Scholar] [CrossRef]
- Kesapragada, S.; Wang, R.; Liu, D.; Liu, G.; Xie, Z.; Ge, Z.; Yang, H.; Lei, Y.; Lu, X.; Tang, X.; et al. High-k/metal gate stacks in gate first and replacement gate schemes. In Proceedings of the 2010 IEEE/SEMI Advanced Semiconductor Manufacturing Conference (ASMC), San Francisco, CA, USA, 11–13 July 2010; pp. 256–259. [Google Scholar]
- Skotnicki, T.; Merckel, G.; Pedron, T. The Voltage-Doping Transformation a New Approach to the Modelling of MOSFET Short-Channel Effects. In Proceedings of the 17th European Solid State Device Research Conference, Bologna, Italy, 14–17 September 1987; pp. 543–546. [Google Scholar]
- Skotnicki, T. Heading for decananometer CMOS—Is navigation among icebergs still a viable strategy? In Proceedings of the 30th European Solid-State Device Research Conference, Cork, Ireland, 11–13 September 2000; pp. 19–33. [Google Scholar]
- Colinge, J.-P. The SOI MOSFET: From Single Gate to Multigate. In FinFETs and Other Multi-Gate Transistors; Colinge, J.-P., Ed.; Springer: Boston, MA, USA, 2008; pp. 1–48. [Google Scholar] [CrossRef]
- Hisamoto, D.; Wen-Chin, L.; Kedzierski, J.; Anderson, E.; Takeuchi, H.; Asano, K.; Tsu-Jae, K.; Bokor, J.; Chenming, H. A folded-channel MOSFET for deep-sub-tenth micron era. In Proceedings of the International Electron Devices Meeting 1998, San Francisco, CA, USA, 6–9 December 1998; pp. 1032–1034. [Google Scholar]
- Nagy, D.; Indalecio, G.; García-Loureiro, A.J.; Elmessary, M.A.; Kalna, K.; Seoane, N. FinFET Versus Gate-All-Around Nanowire FET: Performance, Scaling, and Variability. IEEE J. Electron Devices Soc. 2018, 6, 332–340. [Google Scholar] [CrossRef]
- Natarajan, S.; Agostinelli, M.; Akbar, S.; Bost, M.; Bowonder, A.; Chikarmane, V.; Chouksey, S.; Dasgupta, A.; Fischer, K.; Fu, Q.; et al. A 14nm logic technology featuring 2nd-generation FinFET, air-gapped interconnects, self-aligned double patterning and a 0.0588 µm2 SRAM cell size. In Proceedings of the 2014 IEEE International Electron Devices Meeting, San Francisco, CA, USA, 15–17 December 2014; pp. 3.7.1–3.7.3. [Google Scholar]
- Mertens, H.; Ritzenthaler, R.; Hikavyy, A.; Kim, M.S.; Tao, Z.; Wostyn, K.; Chew, S.A.; Keersgieter, A.D.; Mannaert, G.; Rosseel, E.; et al. Gate-all-around MOSFETs based on vertically stacked horizontal Si nanowires in a replacement metal gate process on bulk Si substrates. In Proceedings of the 2016 IEEE Symposium on VLSI Technology, Honolulu, HI, USA, 14–16 June 2016; pp. 1–2. [Google Scholar]
- Mertens, H.; Ritzenthaler, R.; Chasin, A.; Schram, T.; Kunnen, E.; Hikavyy, A.; Ragnarsson, L.; Dekkers, H.; Hopf, T.; Wostyn, K.; et al. Vertically stacked gate-all-around Si nanowire CMOS transistors with dual work function metal gates. In Proceedings of the 2016 IEEE International Electron Devices Meeting (IEDM), San Francisco, CA, USA, 3–7 December 2016; pp. 19.17.11–19.17.14. [Google Scholar]
- Wu, Y.; Su, P. Sensitivity of Gate-All-Around Nanowire MOSFETs to Process Variations—A Comparison With Multigate MOSFETs. IEEE Trans. Electron Devices 2008, 55, 3042–3047. [Google Scholar] [CrossRef]
- Bangsaruntip, S.; Cohen, G.M.; Majumdar, A.; Zhang, Y.; Engelmann, S.U.; Fuller, N.C.M.; Gignac, L.M.; Mittal, S.; Newbury, J.S.; Guillorn, M.; et al. High performance and highly uniform gate-all-around silicon nanowire MOSFETs with wire size dependent scaling. In Proceedings of the 2009 IEEE International Electron Devices Meeting (IEDM), Baltimore, MD, USA, 7–9 December 2009; pp. 1–4. [Google Scholar]
- Veloso, A.; Cho, M.J.; Simoen, E.; Hellings, G.; Matagne, P.; Collaert, N.; Thean, A. Gate-All-Around Nanowire FETs vs. Triple-Gate FinFETs: On Gate Integrity and Device Characteristics. ECS Trans. 2016, 72, 85–95. [Google Scholar] [CrossRef]
- Bangsaruntip, S.; Balakrishnan, K.; Cheng, S.; Chang, J.; Brink, M.; Lauer, I.; Bruce, R.L.; Engelmann, S.U.; Pyzyna, A.; Cohen, G.M.; et al. Density scaling with gate-all-around silicon nanowire MOSFETs for the 10 nm node and beyond. In Proceedings of the 2013 IEEE International Electron Devices Meeting, Washington, DC, USA, 9–11 December 2013; pp. 20.22.21–20.22.24. [Google Scholar]
- Xiong, W. Multigate MOSFET Technology. In FinFETs and Other Multi-Gate Transistors; Colinge, J.-P., Ed.; Springer: Boston, MA, USA, 2008; pp. 49–111. [Google Scholar] [CrossRef]
- Senzaki, Y.; Choi, K.; Kirsch, P.D.; Majhi, P.; Lee, B.H. Atomic Layer Deposition of High k Dielectric and Metal Gate Stacks for MOS Devices. AIP Conf. Proc. 2005, 788, 69–72. [Google Scholar]
- George, S.M. Atomic Layer Deposition: An Overview. Chem. Rev. 2010, 110, 111–131. [Google Scholar] [CrossRef]
- Krishnan, S.; Nag, S. Assessment of charge-induced damage from High Density Plasma (HDP) Oxide Deposition. In Proceedings of the 1st International Symposium on Plasma Process-Induced Damage, Santa Clara, CA, USA, 14 May 1996; pp. 67–70. [Google Scholar]
- Barlingay, C.; Yach, R.; Lukaszek, W. Mechanism of charge induced plasma damage to EPROM cells during fabrication of integrated circuits. In Proceedings of the 7th International Symposium on Plasma- and Process-Induced Damage, Maui, HI, USA, 5–7 June 2002; pp. 27–30. [Google Scholar]
- Aaltonen, T.; Alén, P.; Ritala, M.; Leskelä, M. Ruthenium Thin Films Grown by Atomic Layer Deposition. Chem. Vap. Depos. 2003, 9, 45–49. [Google Scholar] [CrossRef]
- Aaltonen, T.; Rahtu, A.; Ritala, M.; Leskelä, M. Reaction Mechanism Studies on Atomic Layer Deposition of Ruthenium and Platinum. Electrochem. Solid-State Lett. 2003, 6, C130–C133. [Google Scholar] [CrossRef]
- Aaltonen, T.; Ritala, M.; Arstila, K.; Keinonen, J.; Leskelä, M. Atomic Layer Deposition of Ruthenium Thin Films from Ru(thd)3 and Oxygen. Chem. Vap. Depos. 2004, 10, 215–219. [Google Scholar] [CrossRef]
- Aaltonen, T.; Ritala, M.; Tung, Y.-L.; Chi, Y.; Arstila, K.; Meinander, K.; Leskelä, M. Atomic layer deposition of noble metals: Exploration of the low limit of the deposition temperature. J. Mater. Res. 2004, 19, 3353–3358. [Google Scholar] [CrossRef] [Green Version]
- Aaltonen, T. Atomic Layer Deposition of Noble Metal Thin Films. Ph.D. Thesis, University of Helsinki, Helsinki, Finland, 2005. [Google Scholar]
- Park, K.J. The Atomic Layer Deposition of Noble Metals for Microelectronics Applications. Ph.D. Thesis, North Carolina State University, Raleigh, NC, USA, 2010. [Google Scholar]
- Zhao, C.; Pawlak, M.; Popovici, M.I.; Schaekers, M.; Sleeckx, E.; Vancoille, E.; Wouters, D.; Tokei, Z.; Kittl, J. Atomic Layer Deposition of Ru and RuO2 for MIMCAP Applications. ECS Trans. 2009, 25, 377–387. [Google Scholar]
- Kwon, O.-K.; Kwon, S.-H.; Park, H.-S.; Kang, S.-W. Plasma-Enhanced Atomic Layer Deposition of Ruthenium Thin Films. Electrochem. Solid-State Lett. 2004, 7, C46–C48. [Google Scholar] [CrossRef]
- Kwon, O.-K.; Kim, J.-H.; Park, H.-S.; Kang, S.-W. Atomic Layer Deposition of Ruthenium Thin Films for Copper Glue Layer. J. Electrochem. Soc. 2004, 151, G109–G112. [Google Scholar] [CrossRef]
- Hong, T.E.; Choi, S.-H.; Yeo, S.; Park, J.-Y.; Kim, S.-H.; Cheon, T.; Kim, H.; Kim, M.-K.; Kim, H. Atomic Layer Deposition of Ru Thin Films Using a Ru(0) Metallorganic Precursor and O2. ECS J. Solid State Sci. Technol. 2013, 2, P47–P53. [Google Scholar] [CrossRef]
- Aaltonen, T.; Ritala, M.; Sajavaara, T.; Keinonen, J.; Leskelä, M. Atomic Layer Deposition of Platinum Thin Films. Chem. Mater. 2003, 15, 1924–1928. [Google Scholar] [CrossRef]
- Zhu, Y.; Dunn, K.A.; Kaloyeros, A.E. Properties of ultrathin platinum deposited by atomic layer deposition for nanoscale copper-metallization schemes. J. Mater. Res. 2011, 22, 1292–1298. [Google Scholar] [CrossRef]
- Jiang, X.; Bent, S.F. Area-Selective Atomic Layer Deposition of Platinum on YSZ Substrates Using Microcontact Printed SAMs. J. Electrochem. Soc. 2007, 154, D648–D656. [Google Scholar] [CrossRef]
- Fang, Q.; Hodson, C.; Xu, C.; Gunn, R. Nucleation and Growth of Platinum Films on High-k/Metal Gate Materials by Remote Plasma and Thermal ALD. Phys. Procedia 2012, 32, 551–560. [Google Scholar] [CrossRef] [Green Version]
- Henkel, C.; Abermann, S.; Bethge, O.; Bertagnolli, E. Atomic layer-deposited platinum in high-k/metal gate stacks. Semicond. Sci. Technol. 2009, 24, 125013. [Google Scholar] [CrossRef]
- Aaltonen, T.; Ritala, M.; Leskelä, M. Atomic layer deposition of noble metals. In Proceedings of the Advanced Metallization Conference, San Diego, CA, USA, 19–21 October 2004; pp. 663–667. [Google Scholar]
- Mackus, A.J.M. Atomic layer deposition of platinum: From surface reactions to nanopatterning. Ph.D. Thesis, Eindhoven University of Technical, Eindhoven, The Netherlands, 2013. [Google Scholar]
- Klaus, J.W.; Ferro, S.J.; George, S.M. Atomic layer deposition of tungsten using sequential surface chemistry with a sacrificial stripping reaction. Thin Solid Films 2000, 360, 145–153. [Google Scholar] [CrossRef]
- Elam, J.W.; Nelson, C.E.; Grubbs, R.K.; George, S.M. Nucleation and growth during tungsten atomic layer deposition on SiO2 surfaces. Thin Solid Films 2001, 386, 41–52. [Google Scholar] [CrossRef]
- Yang, M.; Chung, H.; Yoon, A.; Fang, H.; Zhang, A.; Knepfler, C.; Jackson, M.; Byun, J.S.; Mak, A.; Eizenberg, M.; et al. Atomic layer deposition of tungsten film from WF6/B2H6: Nucleation layer for advanced semiconductor devices. In Proceedings of the advanced metallization conference, Montreal, QC, Canada, 8–11 October 2001; pp. 655–660. [Google Scholar]
- Kim, C.-H.; Rho, I.-C.; Kim, S.-H.; Han, I.-K.; Kang, H.-S.; Ryu, S.-W.; Kim, H.-J. Pulsed CVD-W Nucleation Layer Using WF6 and B2H6 for Low Resistivity W. J. Electrochem. Soc. 2009, 156, H685–H689. [Google Scholar] [CrossRef]
- Kim, C.-H.; Rho, I.-C.; Kim, S.-H.; Sohn, Y.-S.; Kang, H.-S.; Kim, H.-J. Improvement of Adhesion Performances of CVD-W Films Deposited on B2H6-Based ALD-W Nucleation Layer. Electrochem. Solid-State Lett. 2009, 12, H80–H83. [Google Scholar] [CrossRef]
- Luoh, T.; Su, C.-T.; Yang, T.-H.; Chen, K.-C.; Lu, C.-Y. Advanced tungsten plug process for beyond nanometer technology. Microelectron. Eng. 2008, 85, 1739–1747. [Google Scholar] [CrossRef]
- Kim, S.-H.; Hwang, E.-S.; Kim, B.-M.; Lee, J.-W.; Sun, H.-J.; Hong, T.E.; Kim, J.-K.; Sohn, H.; Kim, J.; Yoon, T.-S. Effects of B2H6 Pretreatment on ALD of W Film Using a Sequential Supply of WF6 and SiH4. Electrochem. Solid-State Lett. 2005, 8, C155–C159. [Google Scholar] [CrossRef]
- Wang, G.; Xu, Q.; Yang, T.; Luo, J.; Xiang, J.; Xu, J.; Xu, G.; Li, C.; Li, J.; Yan, J.; et al. Application of Atomic Layer Deposition Tungsten (ALD W) as Gate Filling Metal for 22 nm and Beyond Nodes CMOS Technology. ECS Trans. 2013, 58, 317–324. [Google Scholar] [CrossRef]
- Wang, G.; Luo, J.; Liu, J.; Yang, T.; Xu, Y.; Li, J.; Yin, H.; Yan, J.; Zhu, H.; Zhao, C.; et al. pMOSFETs Featuring ALD W Filling Metal Using SiH4 and B2H6 Precursors in 22 nm Node CMOS Technology. Nanoscale Res. Lett. 2017, 12, 306. [Google Scholar] [CrossRef] [PubMed]
- Efavi, J.K.; Mollenhauer, T.; Wahlbrink, T.; Gottlob, H.D.B.; Lemme, M.C.; Kurz, H. Tungsten work function engineering for dual metal gate nano-CMOS. J. Mater. Sci. Mater. Electron. 2005, 16, 433–436. [Google Scholar] [CrossRef]
- Kang, W.-B.; Tanaka, H.; Kimura, K.; Padmanaban, M.; Funato, S.; Kinoshita, Y.; Kudo, T.; Nozaki, Y.; Pawlowski, G. Bottom Anti-Reflective Coatings for DUV Lithography. J. Photopolym. Sci. Technol. 1997, 10, 471–477. [Google Scholar] [CrossRef]
- Zhigang, X.; Ashish, B.; Jianming, F.; Rahul, J.; Magdy, A. PVD TiN hardmask for copper metallization. In Proceedings of the 2007 International Symposium on Semiconductor Manufacturing, Santa Clara, CA, USA, 15–17 October 2007; pp. 1–3. [Google Scholar]
- Liechao, L.; Kang, J.; Wen, J. Low Stress TiN as Metal Hard Mask for Advance Cu-Interconnect. ECS Trans. 2012, 44, 481–486. [Google Scholar]
- Lu, J.P.; Hsu, W.Y.; Hong, Q.Z.; Dixit, G.A.; Luttmer, J.D.; Havemann, R.H.; Magel, L.K. A Novel Process for Fabricating Conformal and Stable TiN-Based Barrier Films. J. Electrochem. Soc. 1996, 143, L279–L280. [Google Scholar] [CrossRef]
- Westerheim, A.C.; Bulger, J.M.; Whelan, C.S.; Sriram, T.S.; Elliott, L.J.; Maziarz, J.J. Integration of chemical vapor deposition titanium nitride for 0.25 μm contacts and vias. J. Vac. Sci. Technol. B: Microelectron. Nanometer Struct. Process. Meas. Phenom. 1998, 16, 2729–2733. [Google Scholar] [CrossRef]
- Kadoshima, M.; Matsuki, T.; Miyazaki, S.; Shiraishi, K.; Chikyo, T.; Yamada, K.; Aoyama, T.; Nara, Y.; Ohji, Y. Effective-Work-Function Control by Varying the TiN Thickness in Poly-Si/TiN Gate Electrodes for Scaled High-k CMOSFETs. IEEE Electron Device Lett. 2009, 30, 466–468. [Google Scholar] [CrossRef]
- Westlinder, J.; Sjöblom, G.; Olsson, J. Variable work function in MOS capacitors utilizing nitrogen-controlled TiNx gate electrodes. Microelectron. Eng. 2004, 75, 389–396. [Google Scholar] [CrossRef]
- Han, K.; Ma, X.; Yang, H.; Wang, W. Modulation of the effective work function of TiN metal gate for PMOS application. J. Semicond. 2013, 34, 086002. [Google Scholar] [CrossRef]
- Laimer, J.; Störi, H.; Rödhammer, P. Plasma-assisted chemical vapor deposition of titanium nitride in a capacitively coupled radio-frequency discharge. J. Vac. Sci. Technol. A 1989, 7, 2952–2959. [Google Scholar] [CrossRef]
- Jang, D.H.; Chun, J.S.; Kim, J.G. The deposition rate and properties of the deposit in plasma enhanced chemical vapor deposition of TiN. J. Vac. Sci. Technol. A 1989, 7, 31–35. [Google Scholar] [CrossRef]
- Sherman, A. Growth and Properties of LPCVD Titanium Nitride as a Diffusion Barrier for Silicon Device Technology. J. Electrochem. Soc. 1990, 137, 1892–1897. [Google Scholar] [CrossRef]
- Imhoff, L.; Bouteville, A.; Remy, J.C. Kinetics of the Formation of Titanium Nitride Layers by Rapid Thermal Low Pressure Chemical Vapor Deposition from TiCl4-NH3-H2. J. Electrochem. Soc. 1998, 145, 1672–1677. [Google Scholar] [CrossRef]
- Fix, R.M.; Gordon, R.G.; Hoffman, D.M. Synthesis of thin films by atmospheric pressure chemical vapor deposition using amido and imido titanium(IV) compounds as precursors. Chem. Mater. 1990, 2, 235–241. [Google Scholar] [CrossRef]
- Fix, R.M.; Gordon, R.G.; Hoffman, D.M. Titanium Nitride Thin Films: Properties and Apcvd Synthesis Using Organometallic Precursors. MRS Proc. 2011, 168, 357. [Google Scholar] [CrossRef]
- Jiménez, C.; Gilles, S.; Bernard, C.; Madar, R. Deposition of TiN thin films by organometallic chemical vapor deposition: Thermodynamical predictions and experimental results. Surf. Coat. Technol. 1995, 76–77, 237–243. [Google Scholar] [CrossRef]
- Weiller, B.H. Chemical Vapor Deposition of TiN from Tetrakis(dimethylamido)titanium and Ammonia: Kinetics and Mechanistic Studies of the Gas-Phase Chemistry. J. Am. Chem. Soc. 1996, 118, 4975–4983. [Google Scholar] [CrossRef]
- Sekiguchi, A.; Jimba, H.; Kim, S.; Yoshimura, T.; Watanabe, K.; Mizuno, S.; Hasegawa, S.; Okada, O.; Takahashi, N.; Hosokawa, N. Low Temperature and Low Pressure Process Metallorganic Chemical Vapor Deposition (MOCVD) of Superior Barrier Layers in Advanced ULSI Devices. In Proceedings of the Advanced Metallization and Interconnect Systems for ULSI Applications, Portland, OR, USA, 3–5 October 1995; pp. 355–359. [Google Scholar]
- Kim, D.-H.; Kim, J.; Lee, J.; Park, J.; Kim, J. Low Pressure Chemical Vapor Deposition of TiN from a New Metalorganic Precursor. In Proceedings of the Advanced Metallization and Interconnect Systems for ULSI Applications, Portland, OR, USA, 3–5 October 1995; pp. 381–385. [Google Scholar]
- Hiltunen, L.; Leskelä, M.; Mäkelä, M.; Niinistö, L.; Nykänen, E.; Soininen, P. Nitrides of titanium, niobium, tantalum and molybdenum grown as thin films by the atomic layer epitaxy method. Thin Solid Films 1988, 166, 149–154. [Google Scholar] [CrossRef]
- Ritala, M.; Leskelä, M.; Rauhala, E.; Haussalo, P. Atomic Layer Epitaxy Growth of TiN Thin Films. J. Electrochem. Soc. 1995, 142, 2731–2737. [Google Scholar] [CrossRef] [Green Version]
- Ritala, M.; Leskelä, M.; Rauhala, E.; Jokinen, J. Atomic Layer Epitaxy Growth of TiN Thin Films from Til4 and NH3. J. Electrochem. Soci. 1998, 145, 2914–2920. [Google Scholar] [CrossRef]
- Jeon, H.; Lee, J.-W.; Kim, Y.-D.; Kim, D.-S.; Yi, K.-S. Study on the characteristics of TiN thin film deposited by the atomic layer chemical vapor deposition method. J. Vac. Sci. Technol. A 2000, 18, 1595–1598. [Google Scholar] [CrossRef]
- Musschoot, J.; Xie, Q.; Deduytsche, D.; Van den Berghe, S.; Van Meirhaeghe, R.L.; Detavernier, C. Atomic layer deposition of titanium nitride from TDMAT precursor. Microelectron. Eng. 2009, 86, 72–77. [Google Scholar] [CrossRef]
- Kim, D.-J.; Jung, Y.-B.; Lee, M.-B.; Lee, Y.-H.; Lee, J.-H.; Lee, J.-H. Applicability of ALE TiN films as Cu/Si diffusion barriers. Thin Solid Films 2000, 372, 276–283. [Google Scholar] [CrossRef]
- Min, J.-S.; Son, Y.-W.; Kang, W.-G.; Chun, S.-S.; Kang, S.-W. Atomic Layer Deposition of TiN Films by Alternate Supply of Tetrakis(ethylmethylamino)-Titanium and Ammonia. Jpn. J. Appl. Phys. 1998, 37, 4999–5004. [Google Scholar] [CrossRef]
- Raaijmakers, I.J. Low temperature metal-organic chemical vapor deposition of advanced barrier layers for the microelectronics industry. Thin Solid Films 1994, 247, 85–93. [Google Scholar] [CrossRef]
- Juppo, M. Atomic Layer Deposition of Metal and Transition Metal Nitride Thin Films and In Situ Mass Spectrometry Studies. Ph.D. Thesis, University of Helsinki, Helsinki, Finland, 2001. [Google Scholar]
- Lujan, G.; Schram, T.; Pantisano, L.; Hooker, J.; Kubicek, S.; Rohr, E.; Schuhmacher, J.; Kilpela, O.; Sprey, H.; Gendt, S.D.; et al. Impact of ALCVD and PVD Titanium Nitride Deposition on Metal Gate Capacitors. In Proceedings of the 32nd European Solid-State Device Research Conference, Firenze, Italy, 24–26 September 2002; pp. 583–586. [Google Scholar]
- Besling, W.F.A.; Satta, A.; Schuhmacher, J.; Beyer, G.; Maex, K.; Kilpelä, O.; Sprey, H. Characterization of TiN films deposited by atomic layer deposition. In Proceedings of the 3rd AVS International Conference on Microelectronics and Interfaces, Santa Clara, CA, USA, 11–14 February 2002. [Google Scholar]
- Satta, A.; Schuhmacher, J.; Whelan, C.M.; Vandervorst, W.; Brongersma, S.H.; Beyer, G.P.; Maex, K.; Vantomme, A.; Viitanen, M.M.; Brongersma, H.H.; et al. Growth mechanism and continuity of atomic layer deposited TiN films on thermal SiO2. J. Appl. Phys. 2002, 92, 7641–7646. [Google Scholar] [CrossRef]
- Park, D.-G.; Lim, K.-Y.; Cho, H.-J.; Cha, T.-H.; Yeo, I.-S.; Roh, J.-S.; Park, J.W. Impact of atomic-layer-deposited TiN on the gate oxide quality of W/TiN/SiO2/Si metal–oxide–semiconductor structures. Appl. Phys. Lett. 2002, 80, 2514–2516. [Google Scholar] [CrossRef]
- Fillot, F.; Morel, T.; Minoret, S.; Matko, I.; Maîtrejean, S.; Guillaumot, B.; Chenevier, B.; Billon, T. Investigations of titanium nitride as metal gate material, elaborated by metal organic atomic layer deposition using TDMAT and NH3. Microelectron. Eng. 2005, 82, 248–253. [Google Scholar] [CrossRef]
- Fillot, F.; Maîtrejean, S.; Matko, I.; Chenevier, B. Experimental study of the minimum metal gate thickness required to fix the effective work function in metal-oxide-semiconductor capacitors. Appl. Phys. Lett. 2008, 92, 023503. [Google Scholar] [CrossRef]
- Westlinder, J.; Schram, T.; Pantisano, L.; Cartier, E.; Kerber, A.; Lujan, G.S.; Olsson, J.; Groeseneken, G. On the thermal stability of atomic layer deposited TiN as gate electrode in MOS devices. IEEE Electron Device Lett. 2003, 24, 550–552. [Google Scholar] [CrossRef]
- Wu, L.; Yu, H.Y.; Li, X.; Pey, K.L.; Pan, J.S.; Chai, J.W.; Chiu, Y.S.; Lin, C.T.; Xu, J.H.; Wann, H.J.; et al. Thermal stability of TiN metal gate prepared by atomic layer deposition or physical vapor deposition on HfO2 high-K dielectric. Appl. Phys. Lett. 2010, 96, 113510. [Google Scholar] [CrossRef]
- Brennan, C.J.; Neumann, C.M.; Vitale, S.A. Comparison of gate dielectric plasma damage from plasma-enhanced atomic layer deposited and magnetron sputtered TiN metal gates. J. Appl. Phys. 2015, 118, 045307. [Google Scholar] [CrossRef]
- Vitale, S.A.; Kedzierski, J.; Healey, P.; Wyatt, P.W.; Keast, C.L. Work-Function-Tuned TiN Metal Gate FDSOI Transistors for Subthreshold Operation. IEEE Trans. Electron Devices 2011, 58, 419–426. [Google Scholar] [CrossRef]
- Hasan, M. Work Function Tuning in Sub-20nm Titanium Nitride (TiN) Metal Gate: Mechanism and Engineering. Master’s Thesis, King Abdullah University of Science and Technology, Thuwal, Saudi Arabia, 2010. [Google Scholar] [CrossRef]
- Wang, X.-R.; Jiang, Y.-L.; Xie, Q.; Detavernier, C.; Ru, G.-P.; Qu, X.-P.; Li, B.-Z. Annealing effect on the metal gate effective work function modulation for the Al/TiN/SiO2/p-Si structure. Microelectron. Eng. 2011, 88, 573–577. [Google Scholar] [CrossRef]
- Augusto, C. Electrical and Physicochemical Characterization of Metal Gate Processes for Work Function Modulation and Reduction of Local Vth Variability in 14fdsoi Technologies. Ph.D. Thesis, Université Grenoble Alpes, Gières, France, 2016. [Google Scholar]
- Kim, Y.J.; Lim, D.; Han, H.H.; Sergeevich, A.S.; Jeon, Y.-R.; Lee, J.H.; Son, S.K.; Choi, C. The effects of process temperature on the work function modulation of ALD HfO2 MOS device with plasma enhanced ALD TiN metal gate using TDMAT precursor. Microelectron. Eng. 2017, 178, 284–288. [Google Scholar] [CrossRef]
- Kothari, S.; Vaidya, D.; Nejad, H.; Variam, N.; Ganguly, S.; Lodha, S. Plasma-assisted As implants for effective work function modulation of TiN/HfO2 gate stacks on germanium. Appl. Phys. Lett. 2018, 112, 203503. [Google Scholar] [CrossRef]
- Xu, Q.; Xu, G.; Zhou, H.; Zhu, H.; Liang, Q.; Liu, J.; Li, J.; Xiang, J.; Xu, M.; Zhong, J.; et al. Ion-Implanted TiN Metal Gate With Dual Band-Edge Work Function and Excellent Reliability for Advanced CMOS Device Applications. IEEE Trans. Electron Devices 2015, 62, 4199–4205. [Google Scholar] [CrossRef]
- Yee-Chia, Y.; Qiang, L.; Ranade, P.; Takeuchi, H.; Yang, K.J.; Polishchuk, I.; Tsu-Jae, K.; Chenming, H.; Song, S.C.; Luan, H.F.; et al. Dual-metal gate CMOS technology with ultrathin silicon nitride gate dielectric. IEEE Electron Device Lett. 2001, 22, 227–229. [Google Scholar] [CrossRef]
- Maszara, W.P.; Krivokapic, Z.; King, P.; Goo, J.; Lin, M. Transistors with dual work function metal gates by single full silicidation (FUSI) of polysilicon gates. In Proceedings of the Digest. International Electron Devices Meeting, San Francisco, CA, USA, 8–11 December 2002; pp. 367–370. [Google Scholar]
- Ranade, P.; Ghani, T.; Kuhn, K.; Mistry, K.; Pae, S.; Shifren, L.; Stettler, M.; Tone, K.; Tyagi, S.; Bohr, M. High performance 35nm L/sub GATE/ CMOS transistors featuring NiSi metal gate (FUSI), uniaxial strained silicon channels and 1.2nm gate oxide. In Proceedings of the IEEE InternationalElectron Devices Meeting, Washington, DC, USA, 5–5 December 2005. [Google Scholar]
- Chang, W.-T.; Hsieh, T.-E.; Lee, C.-J. Dual-metal-gate-integration complementary metal oxide semiconductor process scheme using Ru positive-channel metal oxide semiconductor and TaC negative-channel metal oxide semiconductor gate electrodes. J. Vac. Sci. Technol. B Microelectron. Nanometer Struct. Process. Meas. Phenom. 2007, 25, 1265–1269. [Google Scholar] [CrossRef]
- Triyoso, D.H.; Gregory, R.; Schaeffer, J.K.; Werho, D.; Li, D.; Marcus, S.; Wilk, G.D. Atomic layer deposited TaCy metal gates: Impact on microstructure, electrical properties, and work function on HfO2 high-k dielectrics. J. Appl. Phys. 2007, 102, 104509. [Google Scholar] [CrossRef]
- Jeon, S.; Park, S. Tunable Work-Function Engineering of TiC–TiN Compound by Atomic Layer Deposition for Metal Gate Applications. J. Electrochem. Soc. 2010, 157, H930–H933. [Google Scholar] [CrossRef]
- Xiang, J.; Li, T.; Zhang, Y.; Wang, X.; Gao, J.; Cui, H.; Yin, H.; Li, J.; Wang, W.; Ding, Y.; et al. Investigation of TiAlC by Atomic Layer Deposition as N Type Work Function Metal for FinFET. ECS J. Solid State Sci. Technol. 2015, 4, P441–P444. [Google Scholar] [CrossRef]
- Xiang, J.; Zhang, Y.; Li, T.; Wang, X.; Gao, J.; Yin, H.; Li, J.; Wang, W.; Ding, Y.; Xu, C.; et al. Investigation of thermal atomic layer deposited TiAlX (X=N or C) film as metal gate. Solid-State Electron. 2016, 122, 64–69. [Google Scholar] [CrossRef]
- Xiang, J.; Ding, Y.; Du, L.; Xu, C.; Li, T.; Wang, X.; Li, J.; Zhao, C. Investigation of N Type Metal TiAlC by Thermal Atomic Layer Deposition Using TiCl4 and TEA as Precursors. ECS J. Solid State Sci. Technol. 2016, 5, P299–P303. [Google Scholar] [CrossRef]
- Xiang, J.; Ding, Y.; Du, L.; Li, J.; Wang, W.; Zhao, C. Growth mechanism of atomic-layer-deposited TiAlC metal gate based on TiCl4 and TMA precursors. Chin. Phys. B 2016, 25, 037308. [Google Scholar] [CrossRef]
- Smith, W.L.; Wartik, T. Investigation of the thermal decomposition of triethylaluminium. J. Inorg. Nucl. Chem. 1967, 29, 629–645. [Google Scholar] [CrossRef]
- Xiang, J.; Li, T.; Wang, X.; Du, L.; Ding, Y.; Wang, W.; Li, J.; Zhao, C. Thermal Atomic Layer Deposition of TaAlC with TaCl5 and TMA as Precursors. ECS J. Solid State Sci. Technol. 2016, 5, P633–P636. [Google Scholar] [CrossRef]
- Xiang, J.; Wang, X.; Li, T.; Gao, J.; Han, K.; Yu, J.; Wang, W.; Li, J.; Zhao, C. Investigation of Thermal Atomic Layer Deposited TaAlC with Low Effective Work-Function on HfO2 Dielectric Using TaCl5 and TEA as Precursors. ECS J. Solid State Sci. Technol. 2017, 6, P38–P41. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Mode A | Mode B | Mode C | Mode D | |
|---|---|---|---|---|
| Sequence | TiCl/NH3/TMA/NH3 | TiCl/TMA/NH3 | TiCl/NH3/TMA | TiCl/TMA |
| Elements (at%) | Ti25,Al31,N43 | Ti67,Al4,C3,N25 | Ti76, Al2, C5,N12 | Ti35,Al8,C55 |
| Bonds | Ti-N, Al-N | Tt-N, Al-N, Ti-C | Tt-N, Al-N, Ti-C | Ti-C, Al-C |
| EWF (eV) | ~4.79 | ~4.74 | ~4.68 | ~4.5 |
| TiAlC | TaAlC | |||
|---|---|---|---|---|
| Precursors | TiCl4 + TMA | TiCl4 + TEA | TaCl5 + TMA | TaCl5 + TEA |
| Composition at% | Ti35, Al8, C55 | Ti24, Al34, C40 | Ta 40, Al10, C44 | Ta38, Al32, C38 |
| Chem. bonds | Ti-C, Al-C | Ti-C, Al-C, Al-Al | Ta-C, Al-C | TaC, Al-C, Al-Al |
| Temp range (°C) | 300–400 | 250–375 | 300–400 | 250–375 |
| EWF (thick.) | 4.49 eV–4.79 eV | 4.44 eV–4.28 eV | 4.74 eV–4.49 eV | 4.65 eV–4.26 eV |
| EWF (temp) | 4.73 eV–4.53 eV | 4.46 eV–4.24 eV | 4.60 eV–4.54 eV | 4.46 eV–4.26 eV |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhao, C.; Xiang, J. Atomic Layer Deposition (ALD) of Metal Gates for CMOS. Appl. Sci. 2019, 9, 2388. https://doi.org/10.3390/app9112388
Zhao C, Xiang J. Atomic Layer Deposition (ALD) of Metal Gates for CMOS. Applied Sciences. 2019; 9(11):2388. https://doi.org/10.3390/app9112388
Chicago/Turabian StyleZhao, Chao, and Jinjuan Xiang. 2019. "Atomic Layer Deposition (ALD) of Metal Gates for CMOS" Applied Sciences 9, no. 11: 2388. https://doi.org/10.3390/app9112388
APA StyleZhao, C., & Xiang, J. (2019). Atomic Layer Deposition (ALD) of Metal Gates for CMOS. Applied Sciences, 9(11), 2388. https://doi.org/10.3390/app9112388