
CuO/PMMA Polymer Nanocomposites as Novel Resist Materials for E-Beam Lithography


 ,
,  and
and 
Abstract
:1. Introduction
2. Materials and Methods
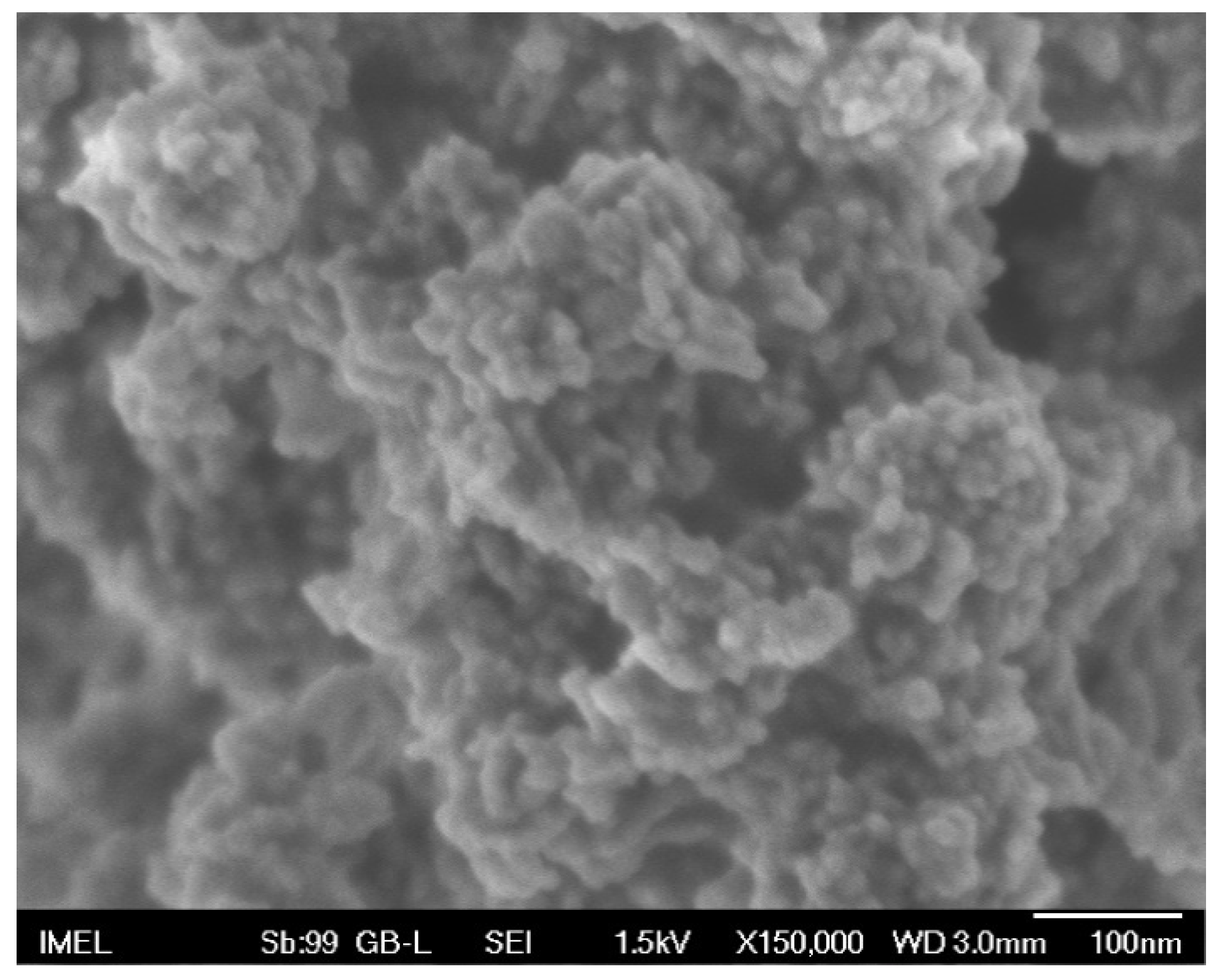
2.1. CuO Nanofiller Synthesis
2.2. CuO Nanofiller Characterization
2.3. PMMA Preparation
2.4. PMMA/CuO Polymer Nanocomposite Solutions
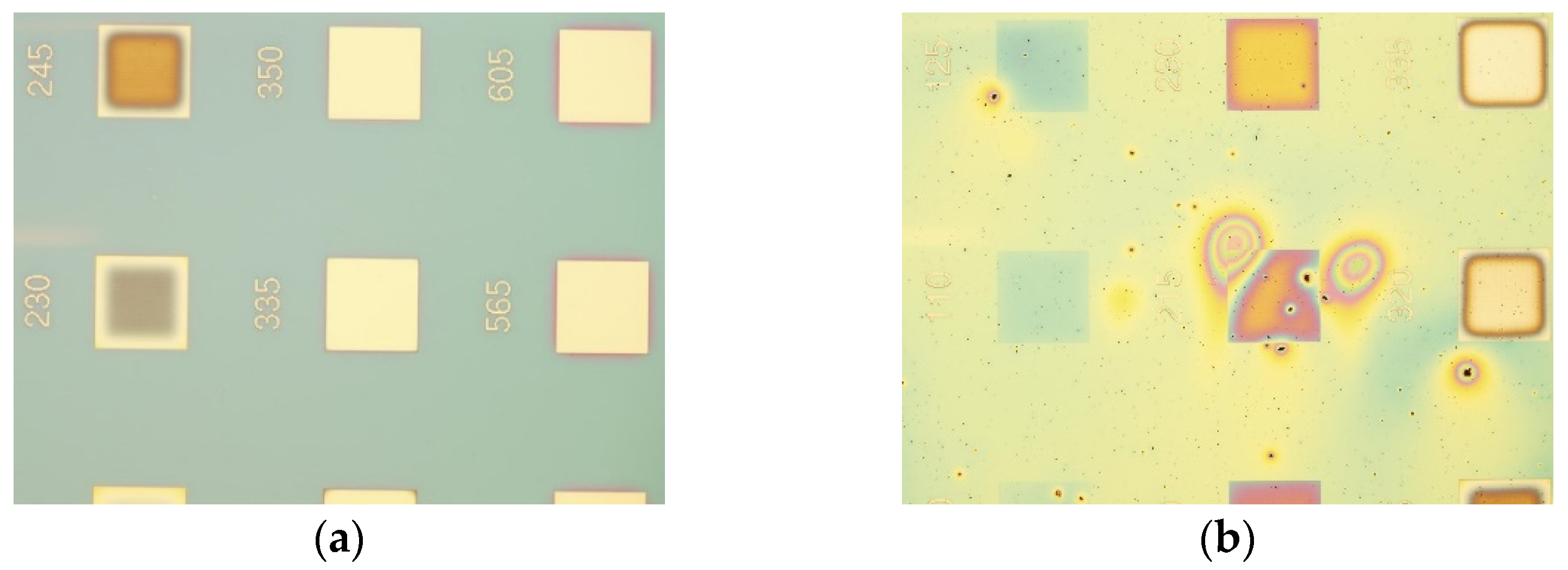
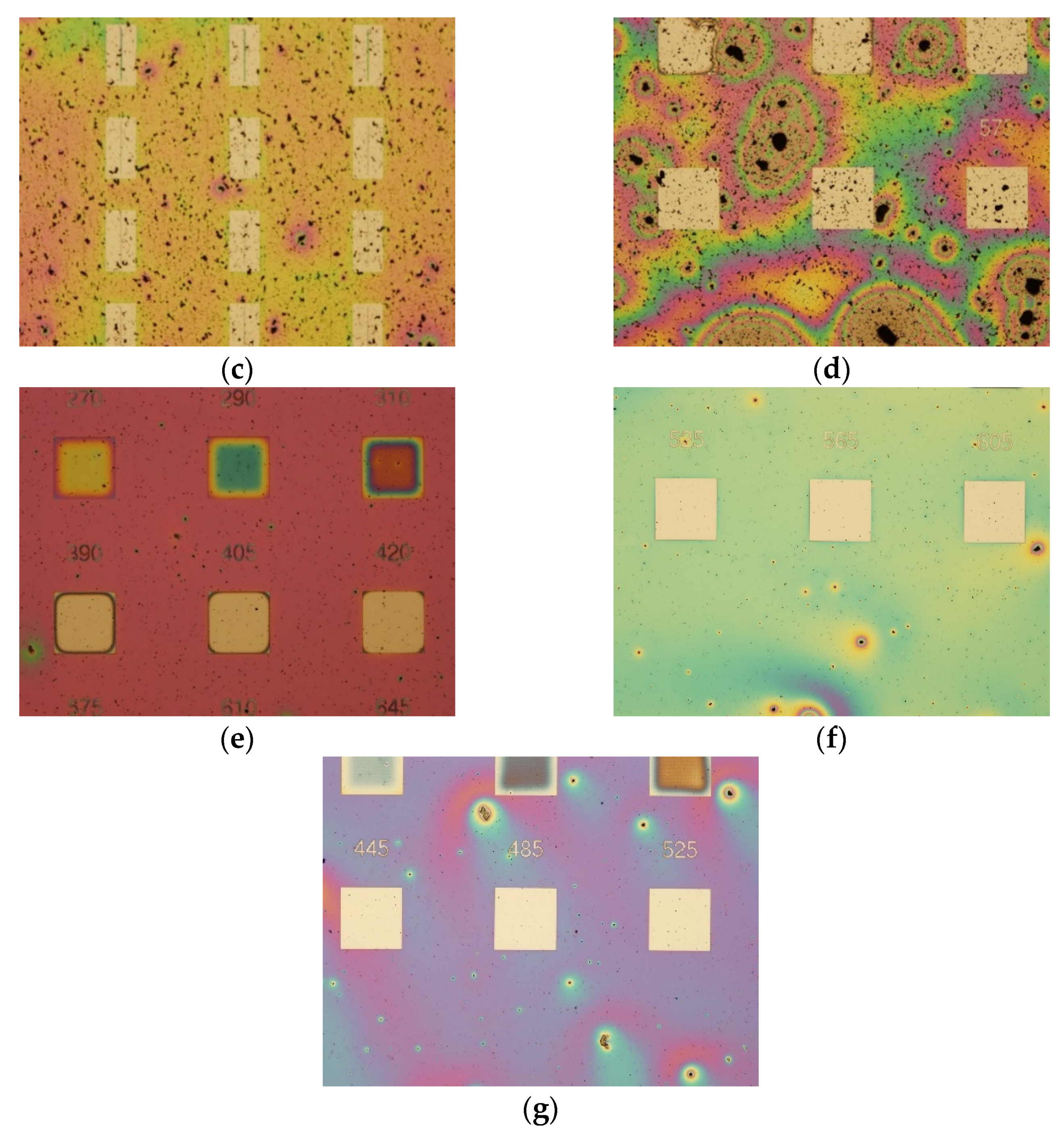
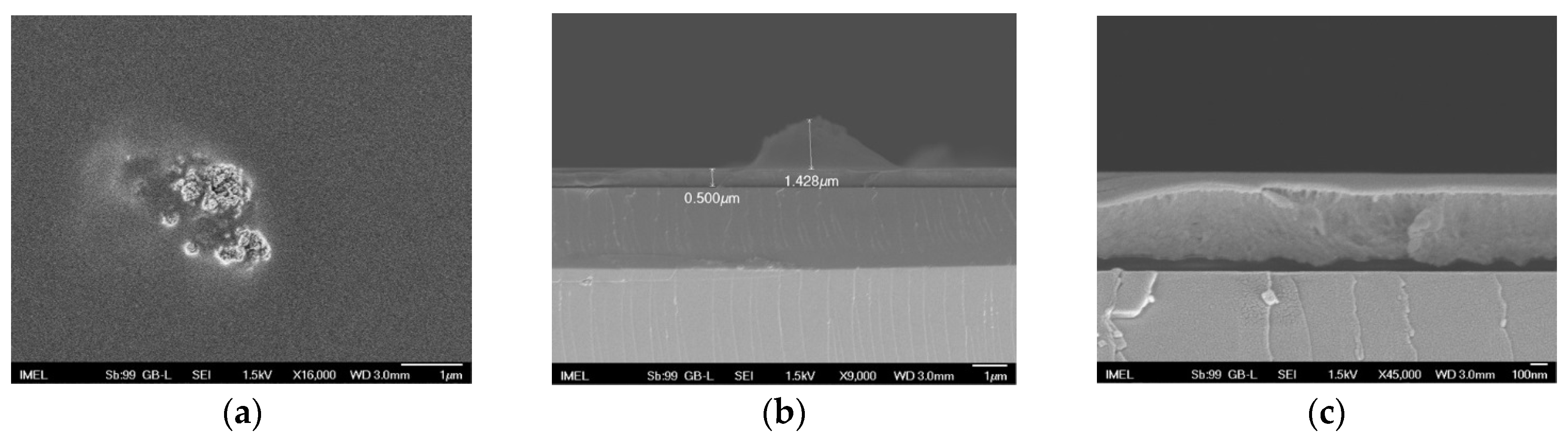
2.5. Electron Beam Lithography
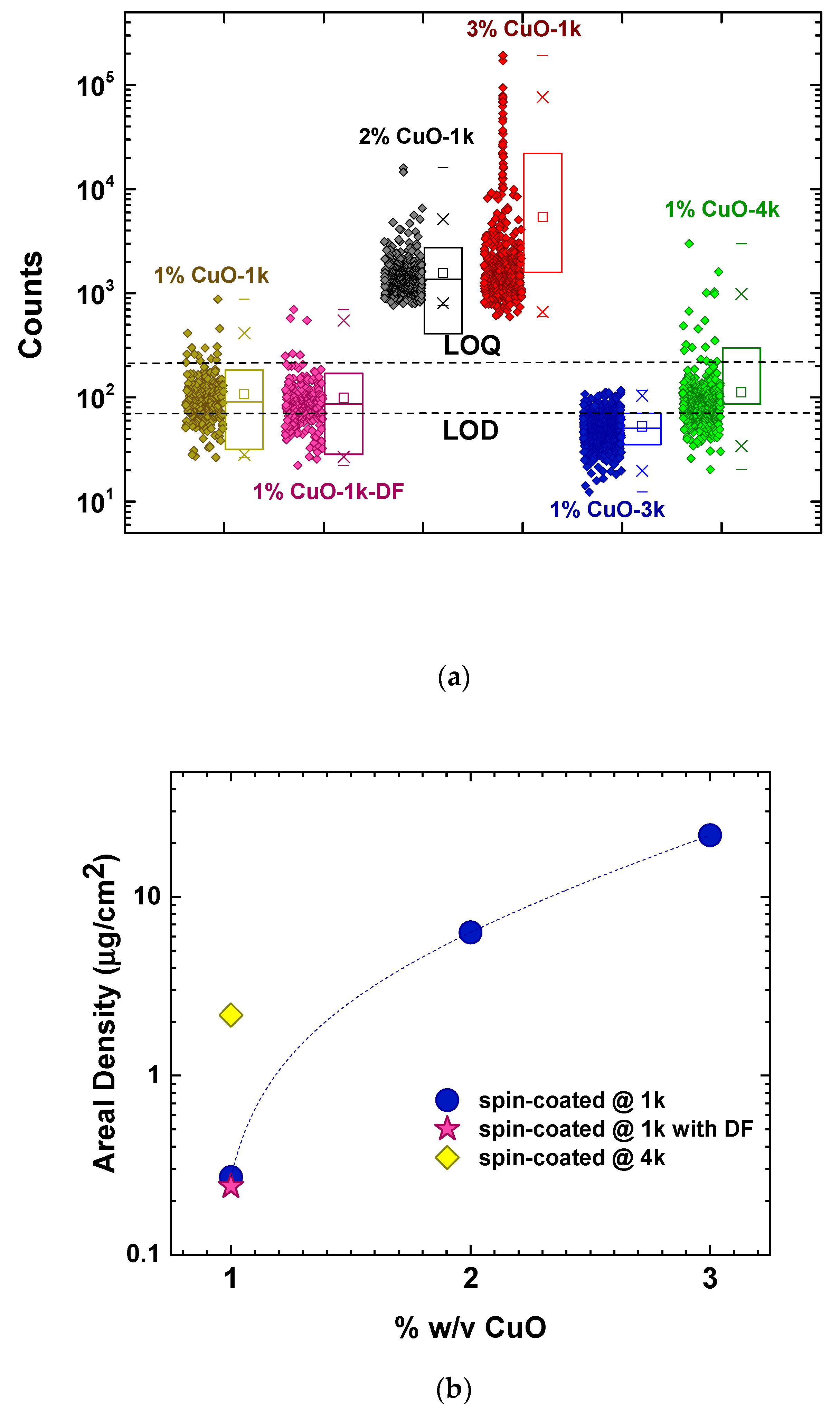
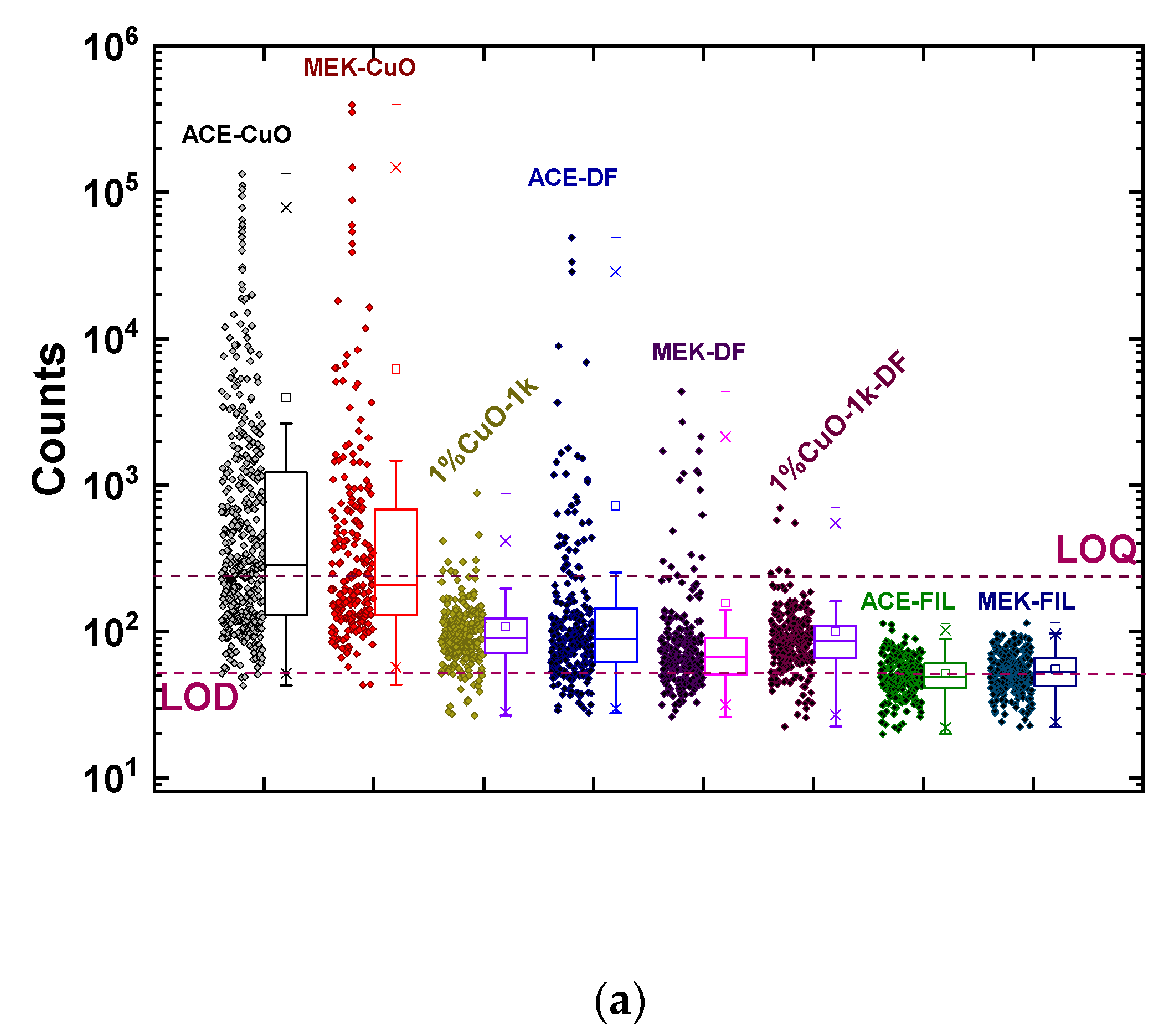
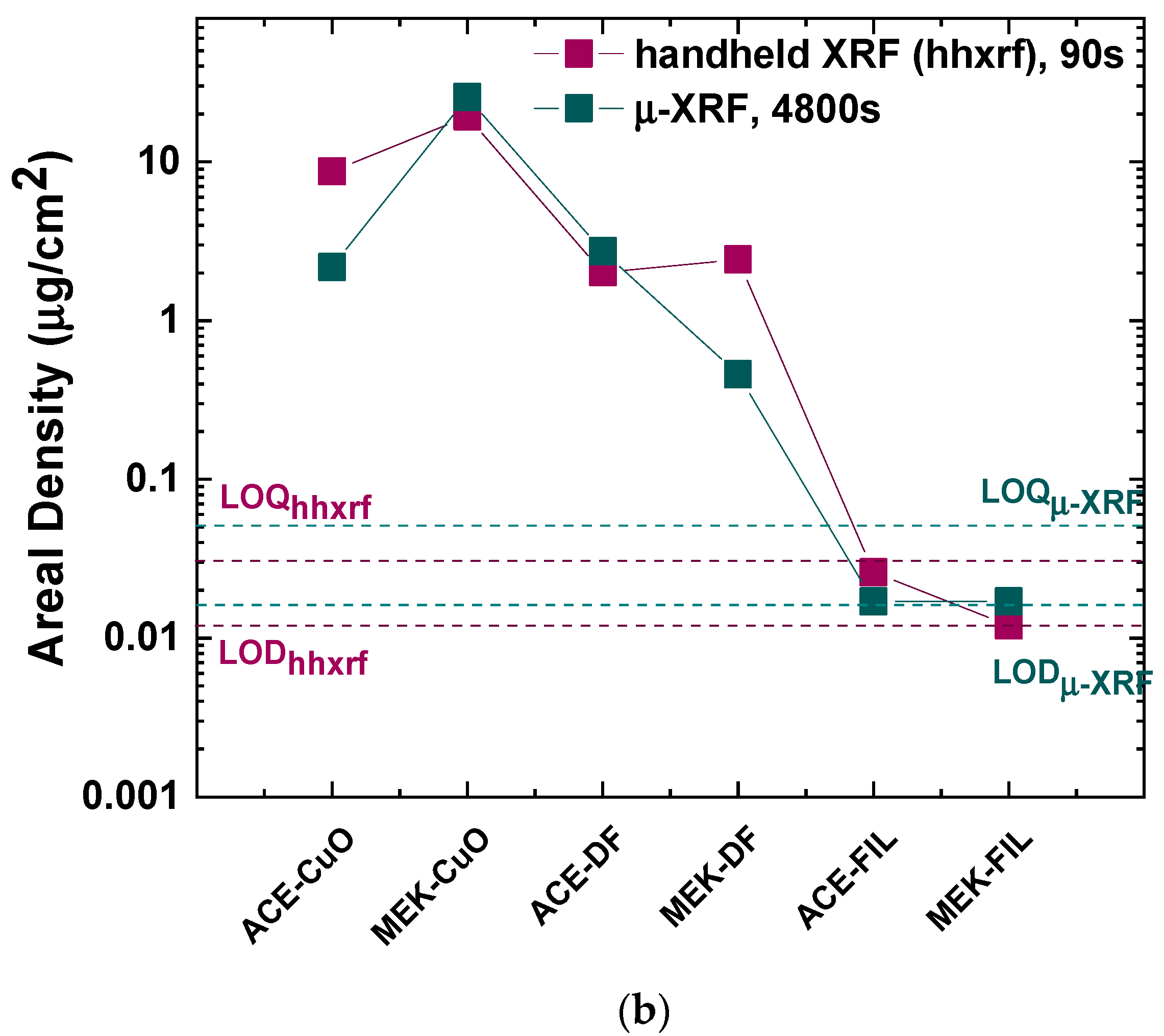
2.6. Micro X-ray Fluorescence (μ-XRF) and Handheld-XRF Characterization (hh-XRF)
3. Results and Discussion
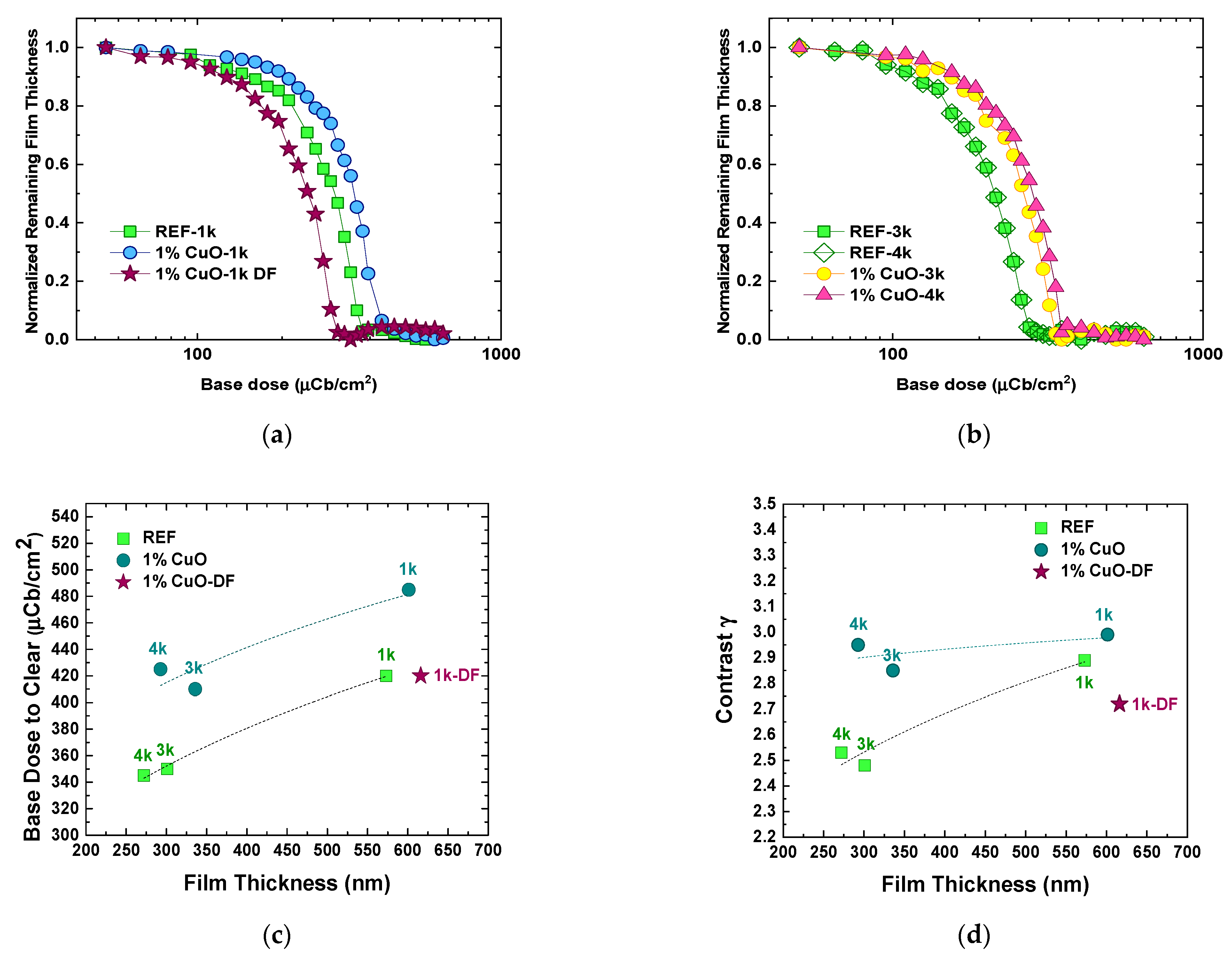
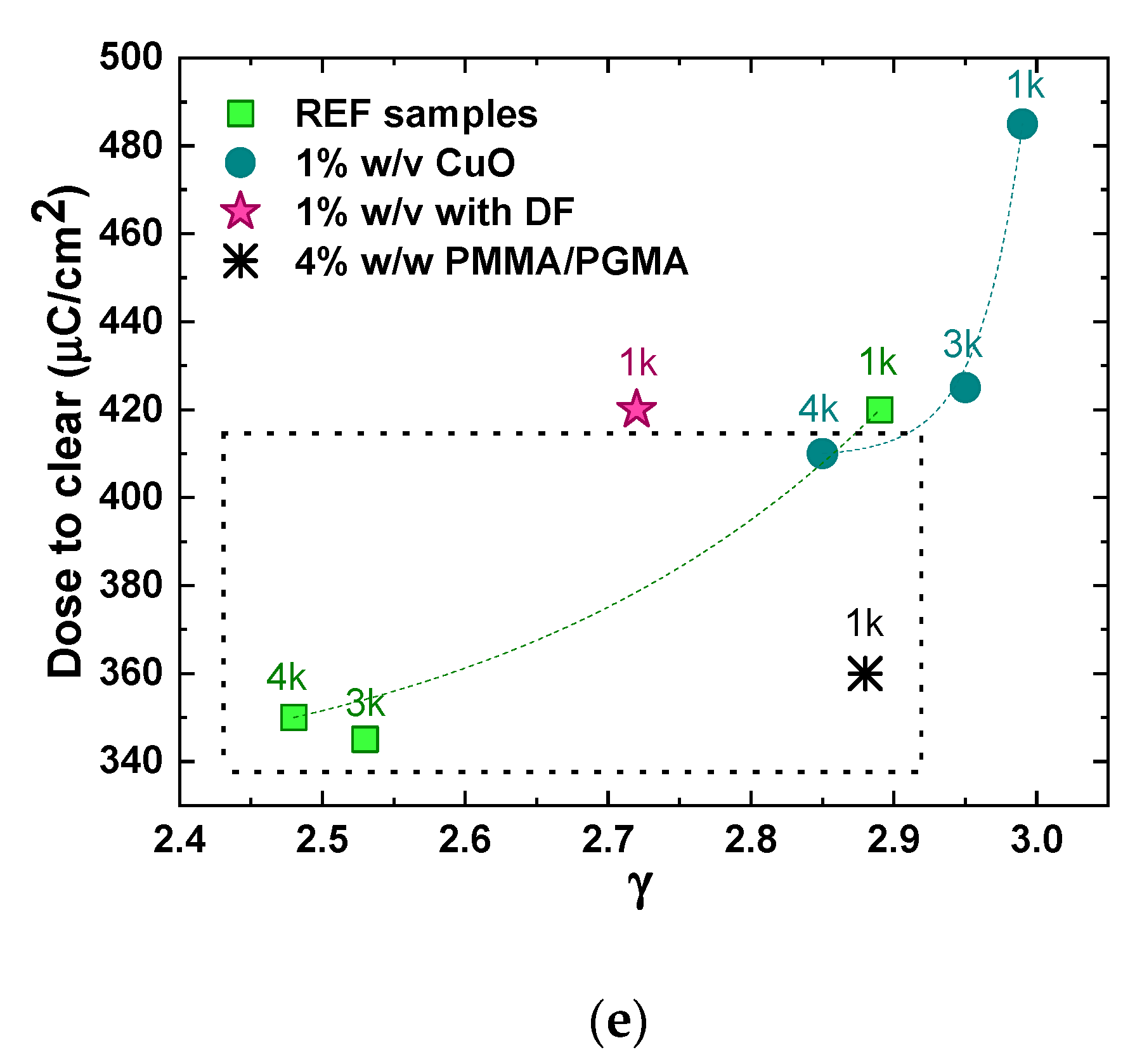
3.1. Phase 1
- (1)
- In order to improve the nanofiller dispersion, the volume of the additional solvent was increased. For that reason, the initial PMMA/PGMEA concentration was slightly increased, from 5% w/w to 6% w/w, to allow for a larger amount of solvent to be added to reach the final 4% w/v PMMA concentration in the CuO/PMMA solution.
- (2)
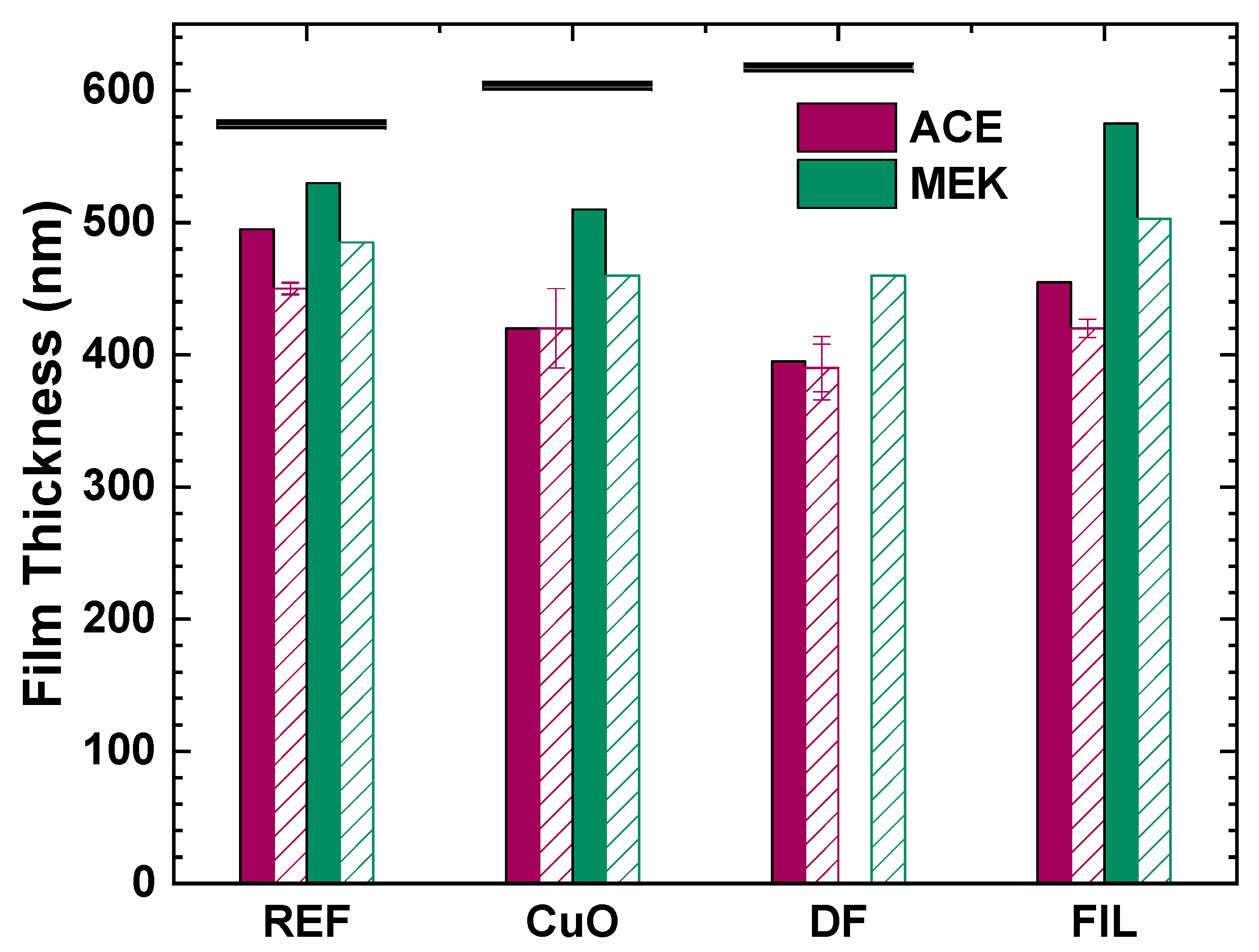
- One more solvent, MEK, was tested in conjunction to acetone to test the role of the solvent
- (3)
- The effect of the deflocculant was re-examined with the new conditions of increased solvent volume and the new solvent
- (4)
- The effect of filtration prior to spin-coating deposition of the resist films in the absence of DF was tested.
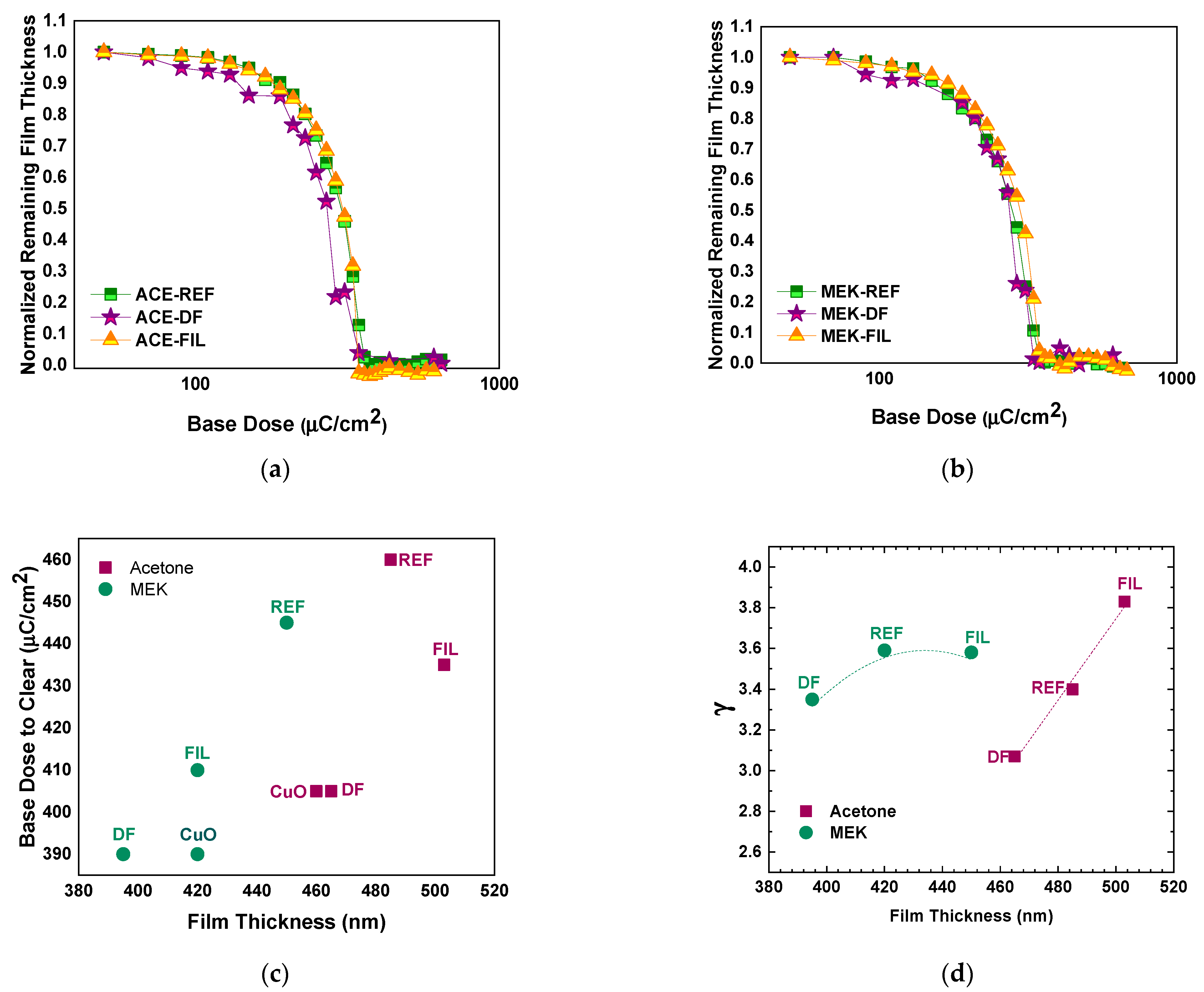
3.2. Phase 2
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Naskar, A.K.; Keum, J.K.; Boeman, R.G. Polymer matrix nanocomposites for automotive structural components. Nat. Nanotechnol. 2016, 11, 1026–1030. [Google Scholar] [CrossRef]
- Gowri, V.S.; Almeida, L.; De Amorim, M.T.P.; Pacheco, N.C.; Souto, A.P.; Esteves, M.F.; Sanghi, S.K. Functional finishing of polyamide fabrics using ZnO–PMMA nanocomposites. J. Mater. Sci. 2010, 45, 2427–2435. [Google Scholar] [CrossRef]
- Balen, R.; da Costa, W.V.; Andrade, J.D.L.; Piai, J.F.; Muniz, E.C.; Companhoni, M.V.; Nakamura, T.U.; Lima, S.M.; Andrade, L.H.D.C.; Bittencourt, P.R.S.; et al. Structural, thermal, optical properties and cytotoxicity of PMMA/ZnO fibers and films: Potential application in tissue engineering. Appl. Surf. Sci. 2016, 385, 257–267. [Google Scholar] [CrossRef]
- Di Mauro, A.; Cantarella, M.; Nicotra, G.; Pellegrino, G.; Gulino, A.; Brundo, M.V.; Privitera, V.; Impellizzeri, G. Novel synthesis of ZnO/PMMA nanocomposites for photocatalytic applications. Sci. Rep. 2017, 7, 40895. [Google Scholar] [CrossRef]
- Thomas, D.J. Developing nanocomposite 3D printing filaments for enhanced integrated device fabrication. Int. J. Adv. Manuf. Technol. 2018, 95, 4191–4198. [Google Scholar] [CrossRef]
- Gervasio, M.; Lu, K. PMMA–ZnO Hybrid Arrays Using in Situ Polymerization and Imprint Lithography. J. Phys. Chem. C 2017, 121, 11862–11871. [Google Scholar] [CrossRef]
- Mallakpour, S.; Behranvand, V. Nanocomposites based on biosafe nano ZnO and different polymeric matrixes for antibacterial, optical, thermal and mechanical applications. Eur. Polym. J. 2016, 84, 377–403. [Google Scholar] [CrossRef]
- Loste, J.; Lopez-Cuesta, J.-M.; Billon, L.; Garay, H.; Save, M. Transparent polymer nanocomposites: An overview on their synthesis and advanced properties. Prog. Polym. Sci. 2019, 89, 133–158. [Google Scholar] [CrossRef]
- Bueche, A.M. Filler reinforcement of silicone rubber. J. Polym. Sci. 1957, 25, 139–149. [Google Scholar] [CrossRef]
- Fu, S.-Y.; Sun, Z.; Huang, P.; Li, Y.-Q.; Hu, N. Some basic aspects of polymer nanocomposites: A critical review. Nano Mater. Sci. 2019, 1, 2–30. [Google Scholar] [CrossRef]
- Araujo, P. De. Stiffer by Design. Nat. Mater. 2007, 6, 9–11. [Google Scholar]
- Schadler, L.S.; Brinson, L.C.; Sawyer, W.G. Polymer nanocomposites: A small part of the story. JOM 2007, 59, 53–60. [Google Scholar] [CrossRef]
- Kumar, S.K.; Ganesan, V.; Riggleman, R.A. Perspective: Outstanding theoretical questions in polymer-nanoparticle hybrids. J. Chem. Phys. 2017, 147, 020901. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Krumpfer, J.W.; Schuster, T.; Klapper, M.; Müllen, K. Make it nano-Keep it nano. Nano Today 2013, 8, 417–438. [Google Scholar] [CrossRef]
- Thostenson, E.T.; Li, C.; Chou, T.-W. Nanocomposites in context. Compos. Sci. Technol. 2005, 65, 491–516. [Google Scholar] [CrossRef]
- Hu, Y.; Wu, H.; Gonsalves, K.; Merhari, L. Nanocomposite resists for electron beam nanolithography. Microelectron. Eng. 2001, 56, 289–294. [Google Scholar] [CrossRef]
- Merhari, L.; Gonsalves, K.; Hu, Y.; He, W.; Huang, W.-S.; Angelopoulos, M.; Bruenger, W.; Dzionk, C.; Torkler, M. Nanocomposite resist systems for next generation lithography. Microelectron. Eng. 2002, 63, 391–403. [Google Scholar] [CrossRef]
- Ali, M.A.; Gonsalves, K.E.; Agrawal, A.; Jeyakumar, A.; Henderson, C.L. A new nanocomposite resist for low and high voltage electron beam lithography. Microelectron. Eng. 2003, 70, 19–29. [Google Scholar] [CrossRef]
- Soleimani, E.; Moghaddami, R. Synthesis, characterization and thermal properties of PMMA/CuO polymeric nanocomposites. J. Mater. Sci. Mater. Electron. 2018, 29, 4842–4854. [Google Scholar] [CrossRef]
- Ghashghaee, M.; Fallah, M.; Rabiee, A. Superhydrophobic nanocomposite coatings of poly(methyl methacrylate) and stearic acid grafted CuO nanoparticles with photocatalytic activity. Prog. Org. Coat. 2019, 136, 105270. [Google Scholar] [CrossRef]
- Botsi, S.; Tsamis, C.; Chatzichristidi, M.; Papageorgiou, G.; Makarona, E. Facile and cost-efficient development of PMMA-based nanocomposites with custom-made hydrothermally-synthesized ZnO nanofillers. Nano-Struct. Nano-Objects 2019, 17, 7–20. [Google Scholar] [CrossRef]
- Rabee, B.H.; Al-kareem, B.A. Study of Optical Properties of (PMMA-CuO). Nanocomposites 2016, 5, 879–883. [Google Scholar]
- Hilal, I.H.; Jabbar, R.H.; Muslime, A.H.; Shakir, W.A. Preparation (PMMA/PVA)-copper oxide nanocomposites solar cel. AIP Conf. Proc. 2020, 2290, 050036. [Google Scholar] [CrossRef]
- Katowah, D.F.; AlQarni, S.; Mohammed, G.I.; Al Sheheri, S.Z.; Alam, M.M.; Ismail, S.H.; Asiri, A.M.; Hussein, M.A.; Rahman, M.M. Selective Hg 2+ sensor performance based various carbon-nanofillers into CuO-PMMA nanocomposites. Polym. Adv. Technol. 2020, 31, 1946–1962. [Google Scholar] [CrossRef]
- Wang, D.; Song, C.; Lv, X.; Wang, Y. Design of preparation parameters for commendable photocatalytic properties in CuO nanostructures. Appl. Phys. A 2016, 122, 1020. [Google Scholar] [CrossRef]
- Dang, R.; Jia, X.; Liu, X.; Ma, H.; Gao, H.; Wang, G. Controlled synthesis of hierarchical Cu nanosheets @ CuO nanorods as high-performance anode material for lithium-ion batteries. Nano Energy 2017, 33, 427–435. [Google Scholar] [CrossRef]
- Yu, X.; Marks, T.J.; Facchetti, A. Metal oxides for optoelectronic applications. Nat. Mater. 2016, 15, 383–396. [Google Scholar] [CrossRef]
- Mizuno, J.; Jeem, M.; Takahashi, Y.; Kawamoto, M.; Asakura, K.; Watanabe, S. Light and Shadow Effects in the Submerged Photolytic Synthesis of Micropatterned CuO Nanoflowers and ZnO Nanorods as Optoelectronic Surfaces. ACS Appl. Nano Mater. 2020, 3, 1783–1791. [Google Scholar] [CrossRef]
- Nishino, F.; Jeem, M.; Zhang, L.; Okamoto, K.; Okabe, S.; Watanabe, S. Formation of CuO nano-flowered surfaces via submerged photo-synthesis of crystallites and their antimicrobial activity. Sci. Rep. 2017, 7, 1–11. [Google Scholar] [CrossRef]
- Krcmar, P.; Kuritka, I.; Maslik, J.; Urbanek, P.; Bazant, P.; Machovsky, M.; Suly, P.; Merka, P. Fully Inkjet-Printed CuO Sensor on Flexible Polymer Substrate for Alcohol Vapours and Humidity Sensing at Room Temperature. Sensors 2019, 19, 3068. [Google Scholar] [CrossRef] [Green Version]
- Geng, W.; Ma, Z.; Zhao, Y.; Yang, J.; He, X.; Duan, L.; Li, F.; Hou, H.; Zhang, Q. Morphology-Dependent Gas Sensing Properties of CuO Microstructures Self-Assembled from Nanorods. Sens. Actuators B Chem. 2020, 325, 128775. [Google Scholar] [CrossRef]
- Pargoletti, E.; Cappelletti, G. Breakthroughs in the Design of Novel Carbon-Based Metal Oxides Nanocomposites for VOCs Gas Sensing. Nanomaterials 2020, 10, 1485. [Google Scholar] [CrossRef] [PubMed]
- Ali, F.I.; Mahmoud, S.T.; Awwad, F.; Greish, Y.E.; Abu-Hani, A.F. Low power consumption and fast response H2S gas sensor based on a chitosan-CuO hybrid nanocomposite thin film. Carbohydr. Polym. 2020, 236, 116064. [Google Scholar] [CrossRef]
- Ganga, B.; Santhosh, P. Manipulating aggregation of CuO nanoparticles: Correlation between morphology and optical properties. J. Alloys Compd. 2014, 612, 456–464. [Google Scholar] [CrossRef]
- Mack, C.A.; Legband, D.A.; Jug, S. Data analysis for photolithography. Microelectron. Eng. 1999, 46, 65–68. [Google Scholar] [CrossRef]
- Karydas, A.G.; Czyzycki, M.; Leani, J.J.; Migliori, A.; Osan, J.; Bogovac, M.; Wrobel, P.; Vakula, N.; Padilla-Alvarez, R.; Menk, R.H.; et al. An IAEA multi-technique X-ray spectrometry endstation at Elettra Sincrotrone Trieste: Benchmarking results and interdisciplinary applications. J. Synchrotron Radiat. 2018, 25, 189–203. [Google Scholar] [CrossRef] [Green Version]
- Solé, V.; Papillon, E.; Cotte, M.; Walter, P.; Susini, J. A multiplatform code for the analysis of energy-dispersive X-ray fluorescence spectra. Spectrochim. Acta Part B At. Spectrosc. 2007, 62, 63–68. [Google Scholar] [CrossRef]
- Singh, B.P.; Bhattacharjee, S.; Besra, L.; Sengupta, D.K. Evaluation of dispersibility of aqueous alumina suspension in presence of Darvan C. Ceram. Int. 2004, 30, 939–946. [Google Scholar] [CrossRef]
- Singh, B.P.; Nayak, S.; Samal, S.; Bhattacharjee, S.; Besra, L. The role of poly(methacrylic acid) conformation on dispersion behavior of nano TiO2 powder. Appl. Surf. Sci. 2012, 258, 3524–3531. [Google Scholar] [CrossRef]
- Bukhari, S.Z.A.; Ha, J.-H.; Lee, J.; Song, I.-H. Viscosity Study to Optimize a Slurry of Alumina Mixed with Hollow Microspheres. J. Korean Ceram. Soc. 2015, 52, 403–409. [Google Scholar] [CrossRef] [Green Version]
- Gaikwad, A.M.; Khan, Y.; Ostfeld, A.E.; Pandya, S.; Abraham, S.; Arias, A.C. Identifying orthogonal solvents for solution processed organic transistors. Org. Electron. 2016, 30, 18–29. [Google Scholar] [CrossRef] [Green Version]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample Name | CuO Concentration (w/v) | Deflocculant | Spin Coating Speed (rpm) | Thickness (nm) |
|---|---|---|---|---|
| REF-1k | 0% | NO | 1000 | 573 |
| REF-3k | 0% | NO | 3000 | 340 |
| REF-4k | 0% | NO | 4000 | 272 |
| 1%CuO-1k | 1% | NO | 1000 | 601 |
| 1%CuO-3k | 1% | NO | 3000 | 336 |
| 1%CuO-4k | 1% | NO | 4000 | 293 |
| 2%CuO-1k | 2% | NO | 1000 | 570 |
| 3%CuO-1k | 3% | NO | 1000 | N/A |
| 1%CuO-1k-DF | 1% | YES | 1000 | 616 |
| Sample Name | CuO Loading | Solvent | Deflocculant | Filtering |
|---|---|---|---|---|
| ACE-REF | 0% | Acetone | NO | NO |
| ACE-CuO | 1% | Acetone | NO | NO |
| ACE-DF | 1% | Acetone | YES | NO |
| ACE-FIL | 1% | Acetone | NO | YES |
| MEK-REF | 0% | MEK | NO | NO |
| MEK-CuO | 1% | MEK | NO | NO |
| MEK-DF | 1% | MEK | YES | NO |
| MEK-FIL | 1% | MEK | NO | YES |
| Sample Name | Film Thickness (nm) | Dose-to-Clear (μC/cm2) | γ | XRF Areal Density (μgr/cm2) |
|---|---|---|---|---|
| REF-1k | 575 | 420 | 2.89 | N/A a |
| REF-3k | 340 | 350 | 2.48 | N/A |
| REF-4k | 270 | 345 | 2.53 | N/A |
| 1%CuO-1k | 600 | 485 | 2.99 | 0.27 (0.48) b |
| 1%CuO-3k | 335 | 410 | 2.85 | −(0.26) |
| 1%CuO-4k | 290 | 425 | 2.95 | 0.30 (0.23) |
| 1%CuO-1k-DF | 615 | 420 | 2.72 | 0.24 (0.49) |
| 2%CuO-1k | 570 | N/A | N/A | 6.3 (0.91) |
| 3%CuO-4k | N/A | N/A | N/A | 22.1 (-) |
| Sample Name | Film Thickness a (nm) | Dose-to-Clear (μC/cm2) | γ | Resolution b (groove/ridge) | XRF Areal Density (μgr/cm2) e |
|---|---|---|---|---|---|
| ACE-REF | 530/485 | 460 | 3.4 | 300 nm/300 nm | N/A |
| ACE-CuO | 510/460 | 405 | N/A | 300 nm/10 μm | 2.2/8.7 (0.37) |
| ACE-DF | -/465 | 405 | 3.1 | 300 nm/5 μm c | 2.7/2.0 (0.37) |
| ACE-FIL | 575/503 | 435 | 3.8 | 300 nm/10 μm c | -/0.02 (0.40) |
| MEK-REF | 495/450 | 445 | 3.6 | 300 nm/300 nm | N/A |
| MEK-CuO | 420/420 | 390 | N/A | 300 nm/- | 25.6/19.3 (0.34) |
| MEK-DF | 395/395 | 390 | 3.3 | 300 nm/5 μm d | 0.46/2.4 (0.32) |
| MEK-FIL | 455/420 | 410 | 3.6 | 300 nm/5 μm d | -/0.04 (0.34) |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Geka, G.; Papageorgiou, G.; Chatzichristidi, M.; Karydas, A.G.; Psycharis, V.; Makarona, E. CuO/PMMA Polymer Nanocomposites as Novel Resist Materials for E-Beam Lithography. Nanomaterials 2021, 11, 762. https://doi.org/10.3390/nano11030762
Geka G, Papageorgiou G, Chatzichristidi M, Karydas AG, Psycharis V, Makarona E. CuO/PMMA Polymer Nanocomposites as Novel Resist Materials for E-Beam Lithography. Nanomaterials. 2021; 11(3):762. https://doi.org/10.3390/nano11030762
Chicago/Turabian StyleGeka, Georgia, George Papageorgiou, Margarita Chatzichristidi, Andreas Germanos Karydas, Vassilis Psycharis, and Eleni Makarona. 2021. "CuO/PMMA Polymer Nanocomposites as Novel Resist Materials for E-Beam Lithography" Nanomaterials 11, no. 3: 762. https://doi.org/10.3390/nano11030762
APA StyleGeka, G., Papageorgiou, G., Chatzichristidi, M., Karydas, A. G., Psycharis, V., & Makarona, E. (2021). CuO/PMMA Polymer Nanocomposites as Novel Resist Materials for E-Beam Lithography. Nanomaterials, 11(3), 762. https://doi.org/10.3390/nano11030762