Pulsed Laser-Assisted Helium Ion Nanomachining of Monolayer Graphene—Direct-Write Kirigami Patterns

 , ,
, , 
Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussions
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Novoselov, K.S.; Geim, A.K.; Morozov, S.V.; Jiang, D.; Zhang, Y.; Dubonos, S.V.; Grigorieva, I.V.; Firsov, A.A. Electric field effect in atomically thin carbon films. Science 2004, 306, 666–669. [Google Scholar] [CrossRef] [PubMed]
- Chen, Z.; Lin, Y.-M.; Rooks, M.J.; Avouris, P. Graphene nano-Ribbon electronics. Phys. E Low-Dimens. Syst. Nanostructures 2007, 40, 228–232. [Google Scholar] [CrossRef]
- Li, Z.; Liu, Z.; Sun, H.; Gao, C. Superstructured assembly of nanocarbons: Fullerenes, nanotubes, and graphene. Chem. Rev. 2015, 115, 7046–7117. [Google Scholar] [CrossRef] [PubMed]
- Harris, P.J.F. Engineering carbon materials with electricity. Carbon 2017, 122, 504–513. [Google Scholar] [CrossRef]
- Feng, J.; Li, W.; Qian, X.; Qi, J.; Qi, L.; Li, J. Patterning of graphene. Nanoscale 2012, 4, 4883–4899. [Google Scholar] [CrossRef] [PubMed]
- Li, C.; Shi, G. Three-Dimensional graphene architectures. Nanoscale 2012, 4, 5549–5563. [Google Scholar] [CrossRef] [PubMed]
- Cao, Y.; Fatemi, V.; Fang, S.; Watanabe, K.; Taniguchi, T.; Kaxiras, E.; Jarillo-Herrero, P. Unconventional superconductivity in Magic-Angle graphene superlattices. Nature 2018, 556, 43–50. [Google Scholar] [CrossRef]
- Qi, J.S.; Huang, J.Y.; Feng, J.; Shi, D.N.; Li, J. The Possibility of Chemically Inert, Graphene-Based All-Carbon Electronic Devices with 0.8 eV Gap. ACS Nano 2011, 5, 3475–3482. [Google Scholar] [CrossRef] [PubMed]
- Yi, C.; Chen, X.; Zhang, L.; Wang, X.; Ke, C. Nanomechanical Z-Shape folding of graphene on flat substrate. Extrem. Mech. Lett. 2016, 9, 84–90. [Google Scholar] [CrossRef]
- Mu, J.; Hou, C.; Wang, H.; Li, Y.; Zhang, Q.; Zhu, M. Origami-Inspired active Graphene-Based paper for programmable instant Self-Folding walking devices. Sci. Adv. 2015, 1, e1500533. [Google Scholar] [CrossRef]
- Zhu, S.; Li, T. Hydrogenation-Assisted Graphene Origami and Its Application in Programmable Molecular Mass Uptake, Storage, and Release. ACS Nano 2014, 8, 2864–2872. [Google Scholar] [CrossRef] [PubMed]
- Grosso, B.F.; Mele, E.J. Bending Rules in Graphene Kirigami. Phys. Rev. Lett. 2015, 115, 195501. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Qi, Z.; Campbell, D.K.; Park, H.S. Atomistic simulations of Tension-Induced large deformation and stretchability in graphene kirigami. Phys. Rev. B 2014, 90, 245437. [Google Scholar] [CrossRef]
- Park, O.-K.; Tiwary, C.S.; Yang, Y.; Bhowmick, S.; Vinod, S.; Zhang, Q.; Colvin, V.L.; Asif, S.A.S.; Vajtai, R.; Penev, E.S.; et al. Magnetic field controlled graphene oxide-based origami with enhanced surface area and mechanical properties. Nanoscale 2017, 9, 6991–6997. [Google Scholar] [CrossRef] [PubMed]
- Ebbesen, T.W.; Hiura, H. Graphene in 3-Dimensions: Towards graphite origami. Adv. Mater. 1995, 7, 582–586. [Google Scholar] [CrossRef]
- Blees, M.K.; Barnard, A.W.; Rose, P.A.; Roberts, S.P.; McGill, K.L.; Huang, P.Y.; Ruyack, A.R.; Kevek, J.W.; Kobrin, B.; Muller, D.A.; et al. Graphene kirigami. Nature 2015, 524, 204–207. [Google Scholar] [CrossRef] [PubMed]
- Saadani, A.; Lavenus, P.; Traon, O.L.; Héripré, E.; Sthal, F. FIB-Induced damage in graphene electrodes for piezoelectric resonators. In Proceedings of the 2018 Symposium on Design, Test, Integration & Packaging of MEMS and MOEMS (DTIP), Roma, Italy, 22–25 May 2018; pp. 1–3. [Google Scholar]
- Kim, S.; Dyck, O.; Ievlev, A.V.; Vlassiouk, I.V.; Kalinin, S.V.; Belianinov, A.; Jesse, S.; Ovchinnikova, O.S. Graphene milling dynamics during helium ion beam irradiation. Carbon 2018, 138, 277–282. [Google Scholar] [CrossRef]
- Lemme, M.C.; Bell, D.C.; Williams, J.R.; Stern, L.A.; Baugher, B.W.H.; Jarillo-Herrero, P.; Marcus, C.M. Etching of Graphene Devices with a Helium Ion Beam. ACS Nano 2009, 3, 2674–2676. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Miller, D.; Blaikie, A.; Carter, B.; Alemán, B. Engineering the Modal Shape of Graphene Nanoelectromechanical Systems Using Focused Ion Beam Milling. In Proceedings of the 2018 IEEE 13th Nanotechnology Materials and Devices Conference (NMDC), Portland, OR, USA, 14–17 October 2018; pp. 1–4. [Google Scholar]
- Schmidt, M.E.; Iwasaki, T.; Muruganathan, M.; Haque, M.; Van Ngoc, H.; Ogawa, S.; Mizuta, H. Structurally Controlled Large-Area 10 nm Pitch Graphene Nanomesh by Focused Helium Ion Beam Milling. Acs Appl. Mater. Inter. 2018, 10, 10362–10368. [Google Scholar] [CrossRef]
- Araujo, E.N.D.; Brant, J.C.; Archanjo, B.S.; Medeiros-Ribeiro, G.; Alves, E.S. Quantum corrections to conductivity in graphene with vacancies. Phys. E: Low-Dimens. Syst. Nanostructures 2018, 100, 40–44. [Google Scholar] [CrossRef]
- Dyck, O.; Kim, S.; Kalinin, S.V.; Jesse, S. Graphene Defect Editing, Deposition, and Growth via E-Beam-Induced Organic Reactions in Aberration Corrected STEM. Microsc. Microanal. 2018, 24, 1994–1995. [Google Scholar] [CrossRef] [Green Version]
- Kim, S.; Ievlev, A.V.; Jakowski, J.; Vlassiouk, I.V.; Sang, X.; Brown, C.; Dyck, O.; Unocic, R.R.; Kalinin, S.V.; Belianinov, A.; et al. Multi-Purposed Ar gas cluster ion beam processing for graphene engineering. Carbon 2018, 131, 142–148. [Google Scholar] [CrossRef]
- Stanford, M.G.; Lewis, B.B.; Noh, J.H.; Fowlkes, J.D.; Roberts, N.A.; Plank, H.; Rack, P.D. Purification of Nanoscale Electron-Beam-Induced Platinum Deposits via a Pulsed Laser-Induced Oxidation Reaction. Acs Appl. Mater. Inter. 2014, 6, 21256–21263. [Google Scholar] [CrossRef] [PubMed]
- Stanford, M.G.; Pudasaini, P.R.; Belianinov, A.; Cross, N.; Noh, J.H.; Koehler, M.R.; Mandrus, D.G.; Duscher, G.; Rondinone, A.J.; Ivanov, I.N.; et al. Focused Helium-Ion beam irradiation effects on electrical transport properties of Few-Layer WSe2: Enabling nanoscale direct write Homo-Junctions. Sci. Rep. 2016, 6, 27276. [Google Scholar] [CrossRef]
- Lewis, B.B.; Winkler, R.; Sang, X.; Pudasaini, P.R.; Stanford, M.G.; Plank, H.; Unocic, R.R.; Fowlkes, J.D.; Rack, P.D. 3D Nanoprinting via Laser-Assisted electron beam induced deposition: Growth kinetics, enhanced purity, and electrical resistivity. Beilstein J. Nanotechnol. 2017, 8, 801–812. [Google Scholar] [CrossRef]
- Stanford, M.G.; Lewis, B.B.; Noh, J.H.; Fowlkes, J.D.; Rack, P.D. Inert Gas Enhanced Laser-Assisted Purification of Platinum Electron-Beam-Induced Deposits. Acs Appl. Mater. Inter. 2015, 7, 19579–19588. [Google Scholar] [CrossRef] [PubMed]
- Stanford, M.G.; Lewis, B.B.; Iberi, V.; Fowlkes, J.D.; Tan, S.; Livengood, R.; Rack, P.D. In Situ Mitigation of Subsurface and Peripheral Focused Ion Beam Damage via Simultaneous Pulsed Laser Heating. Small 2016, 12, 1779–1787. [Google Scholar] [CrossRef]
- Noh, J.H.; Fowlkes, J.D.; Timilsina, R.; Stanford, M.G.; Lewis, B.B.; Rack, P.D. Pulsed Laser-Assisted Focused Electron-Beam-Induced Etching of Titanium with XeF2: Enhanced Reaction Rate and Precursor Transport. Acs Appl. Mater. Inter. 2015, 7, 4179–4184. [Google Scholar] [CrossRef] [PubMed]
- Stanford, M.G.; Mahady, K.; Lewis, B.B.; Fowlkes, J.D.; Tan, S.; Livengood, R.; Magel, G.A.; Moore, T.M.; Rack, P.D. Laser-Assisted Focused He+ Ion Beam Induced Etching with and without XeF2 Gas Assist. Acs Appl. Mater. Inter. 2016, 8, 29155–29162. [Google Scholar] [CrossRef]
- Dyck, O.; Ziatdinov, M.; Lingerfelt, D.B.; Unocic, R.R.; Hudak, B.M.; Lupini, A.R.; Jesse, S.; Kalinin, S.V. Atom-By-Atom fabrication with electron beams. Nat. Rev. Mater. 2019, 4, 497–507. [Google Scholar] [CrossRef]
- Susi, T.; Meyer, J.C.; Kotakoski, J. Quantifying transmission electron microscopy irradiation effects using two-dimensional materials. Nat. Rev. Phys. 2019, 1, 397–405. [Google Scholar] [CrossRef] [Green Version]
- Dyck, O.; Kim, S.; Kalinin, S.V.; Jesse, S. Mitigating E-Beam-Induced hydrocarbon deposition on graphene for Atomic-Scale scanning transmission electron microscopy studies. J. Vac. Sci. Technol. B 2018, 36, 011801. [Google Scholar] [CrossRef]
- Do, D.D.; Do, H.D. Surface Diffusion of Hydrocarbons in Activated Carbon: Comparison Between Constant Molar Flow, Differential Permeation and Differential Adsorption Bed Methods. Adsorption 2001, 7, 189–209. [Google Scholar] [CrossRef]
- Iberi, V.; Vlassiouk, I.; Zhang, X.G.; Matola, B.; Linn, A.; Joy, D.C.; Rondinone, A.J. Maskless Lithography and in situ Visualization of Conductivity of Graphene using Helium Ion Microscopy. Sci. Rep. 2015, 5, 11952. [Google Scholar] [CrossRef] [PubMed] [Green Version]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
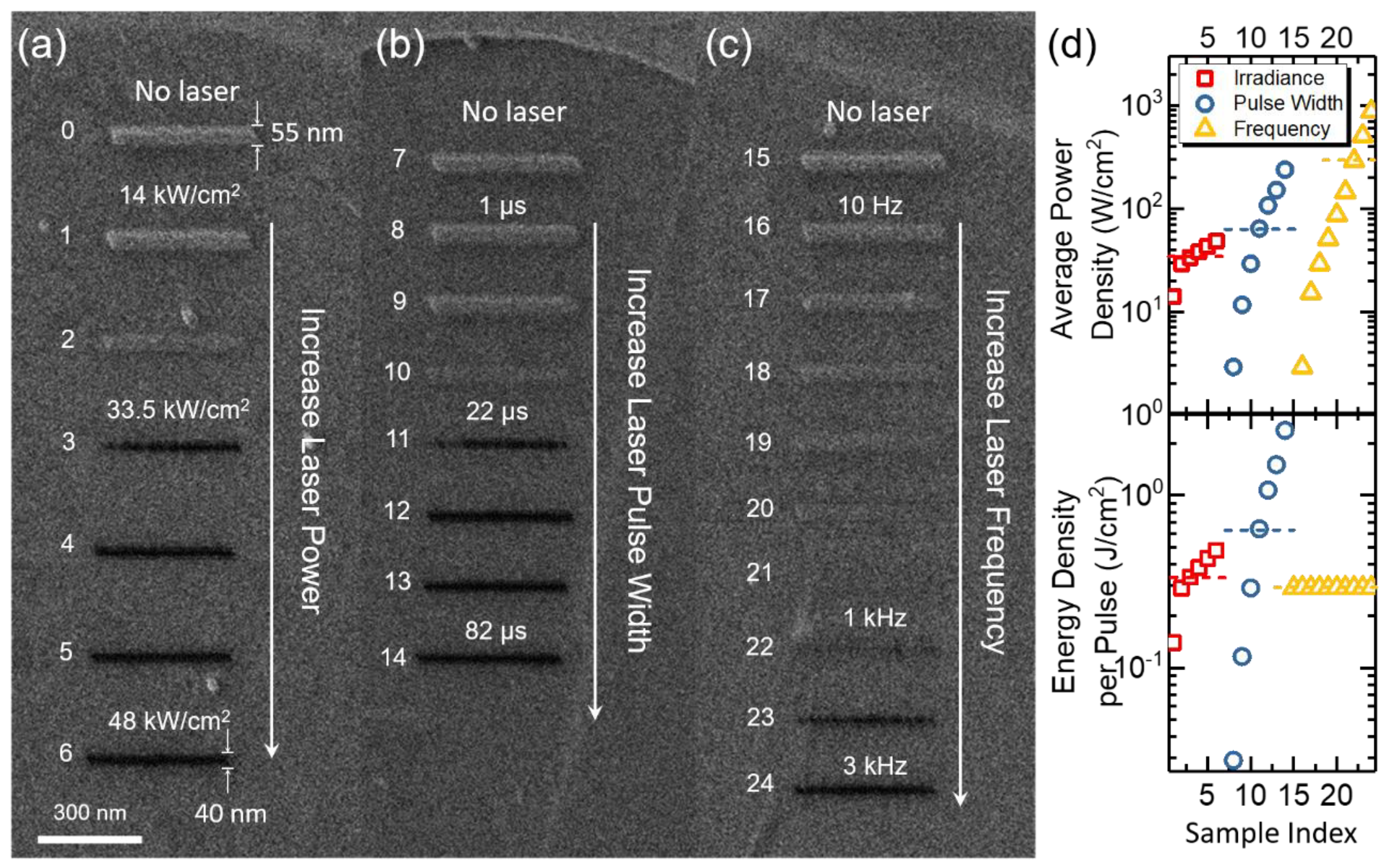
| Line ID | 0 | 1 | 2 | 3 | 4 | 5 | 6 | |||
| Irradiance (kW/cm2) | N/A | 14 | 29 | 33.5 | 38 | 43 | 48 | |||
| Line ID | 7 | 8 | 9 | 10 | 11 | 12 | 13 | 14 | ||
| Pulse Width (μs) | N/A | 1 | 4 | 10 | 22 | 37 | 52 | 82 | ||
| Line ID | 15 | 16 | 17 | 18 | 19 | 20 | 21 | 22 | 23 | 24 |
| Frequency (Hz) | N/A | 10 | 52.5 | 100 | 175 | 300 | 500 | 1000 | 1750 | 3000 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhang, C.; Dyck, O.; Garfinkel, D.A.; Stanford, M.G.; Belianinov, A.A.; Fowlkes, J.D.; Jesse, S.; Rack, P.D. Pulsed Laser-Assisted Helium Ion Nanomachining of Monolayer Graphene—Direct-Write Kirigami Patterns. Nanomaterials 2019, 9, 1394. https://doi.org/10.3390/nano9101394
Zhang C, Dyck O, Garfinkel DA, Stanford MG, Belianinov AA, Fowlkes JD, Jesse S, Rack PD. Pulsed Laser-Assisted Helium Ion Nanomachining of Monolayer Graphene—Direct-Write Kirigami Patterns. Nanomaterials. 2019; 9(10):1394. https://doi.org/10.3390/nano9101394
Chicago/Turabian StyleZhang, Cheng, Ondrej Dyck, David A. Garfinkel, Michael G. Stanford, Alex A. Belianinov, Jason D. Fowlkes, Stephen Jesse, and Philip D. Rack. 2019. "Pulsed Laser-Assisted Helium Ion Nanomachining of Monolayer Graphene—Direct-Write Kirigami Patterns" Nanomaterials 9, no. 10: 1394. https://doi.org/10.3390/nano9101394
APA StyleZhang, C., Dyck, O., Garfinkel, D. A., Stanford, M. G., Belianinov, A. A., Fowlkes, J. D., Jesse, S., & Rack, P. D. (2019). Pulsed Laser-Assisted Helium Ion Nanomachining of Monolayer Graphene—Direct-Write Kirigami Patterns. Nanomaterials, 9(10), 1394. https://doi.org/10.3390/nano9101394