1. Sorption and Movement of Moisture in Wood
The number one enemy of exterior coated wood is moisture. In order to study the influence of moisture in coating failure it is important to understand how moisture enters the wood and how it moves within the wood [
1]. Although wood is a porous material (60%–70% void volume), its permeability or flow of water is extremely variable. This is due to the highly anisotropic arrangement of the component cells and to the variable condition of the microscopic channels between cells. Wood is much more permeable in the longitudinal direction than in the radial or tangential directions. Because of this anisotropy, longitudinal flow paths are of major importance in the wetting of wood exposed to the weather [
2]. Moisture enters wood in one of two ways: By capillary action as liquid water into end grain or as moisture from the surrounding atmosphere penetrating through the cell wall. It is the end grain capillary uptake of liquid water that can create problems with open joints in joinery; high water uptake can create wood decay but also creates additional stress on film forming coatings. Since wood is hygroscopic, it attracts moisture which bonds to the cell wall polymers through hydrogen bonding.
Past data suggests that the sorption of moisture and the movement of moisture in the wood cell wall is through the hemicellulose polymer structure [
1].
Figure 1a shows water molecules enter the cell wall (left) start hydrogen bonding with accessible hydroxyl groups and finally hydrating the cell wall to the fiber saturation point and beyond (right).
Figure 1b shows the “unzipping” of hydrophilic polymer chains. Hydrogen bonds between hydroxyl groups on and between hemicelluloses, cellulose and lignin are constantly changing [
3].
The moisture content of wood is a dynamic property; it is constantly changing as the surrounding moisture content changes. When the wood stays at one relative humidity (RH) and temperature for long periods of time, the wood will reach an equilibrium moisture content (EMC) at that condition (RH and temperature). Test results show that, for small pieces of wood at a constant RH, the EMC is reached in about 14 days depending on the species. Larger wood members may take several weeks to reach its EMC [
1].
Table 1 shows EMC experimental values for southern pine (
Pinus spp.) and aspen (
Populus spp.) at 3%, 65%, 80% and 90% RH and 20 °C [
1].
The most hygroscopic cell wall polymers are the hemicelluloses and moisture moves in the cell wall mainly through the hemicelluloses. Jakes et al. (2013) have reports that the glass transition temperature for hemicelluloses at 65% RH is 25 °C [
4]. This means that, at room temperature and 65% RH, the hemicelluloses are softened and moisture is starting to percolate in the hemicellulose interconnecting matrix.
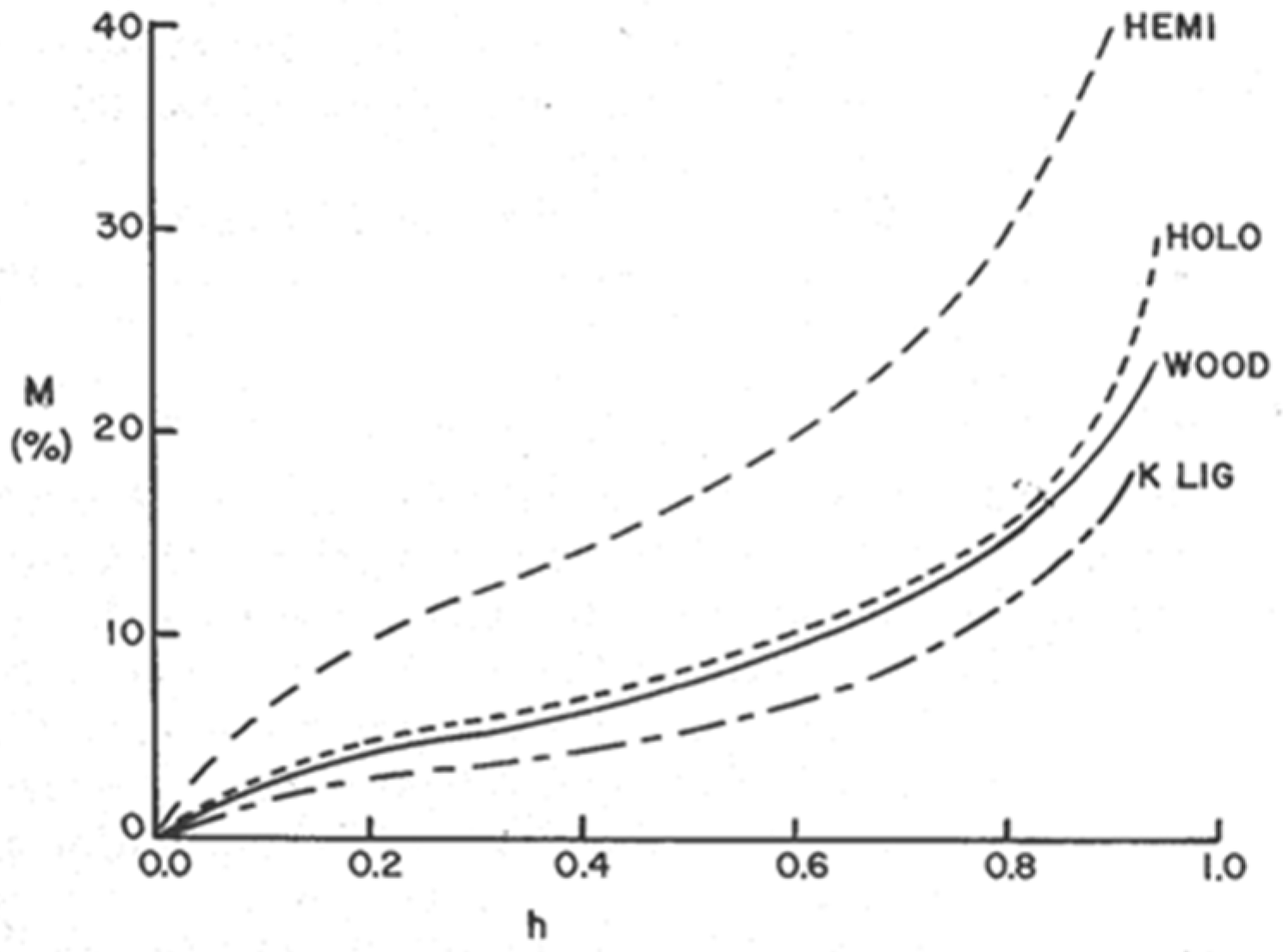
All of the cell wall polymers are hygroscopic. The order of hygroscopicity is hemicellulose > cellulose > lignin as is shown in
Figure 2 [
5]. The sorption of moisture by each cell wall polymer not only depends on its hygrophilic nature, but also accessibility of water to the polymer’s hydroxyl groups. Most, if not all, of the hydroxyl sites in the hemicelluloses are accessible to moisture and the same is probably true of the lignin. The non-crystalline portion of cellulose (approximately 40%) and the surfaces of the crystallites are accessible to moisture but the crystalline part (approximately 60%) is not [
6,
7].
2. Coating Failures due to Moisture
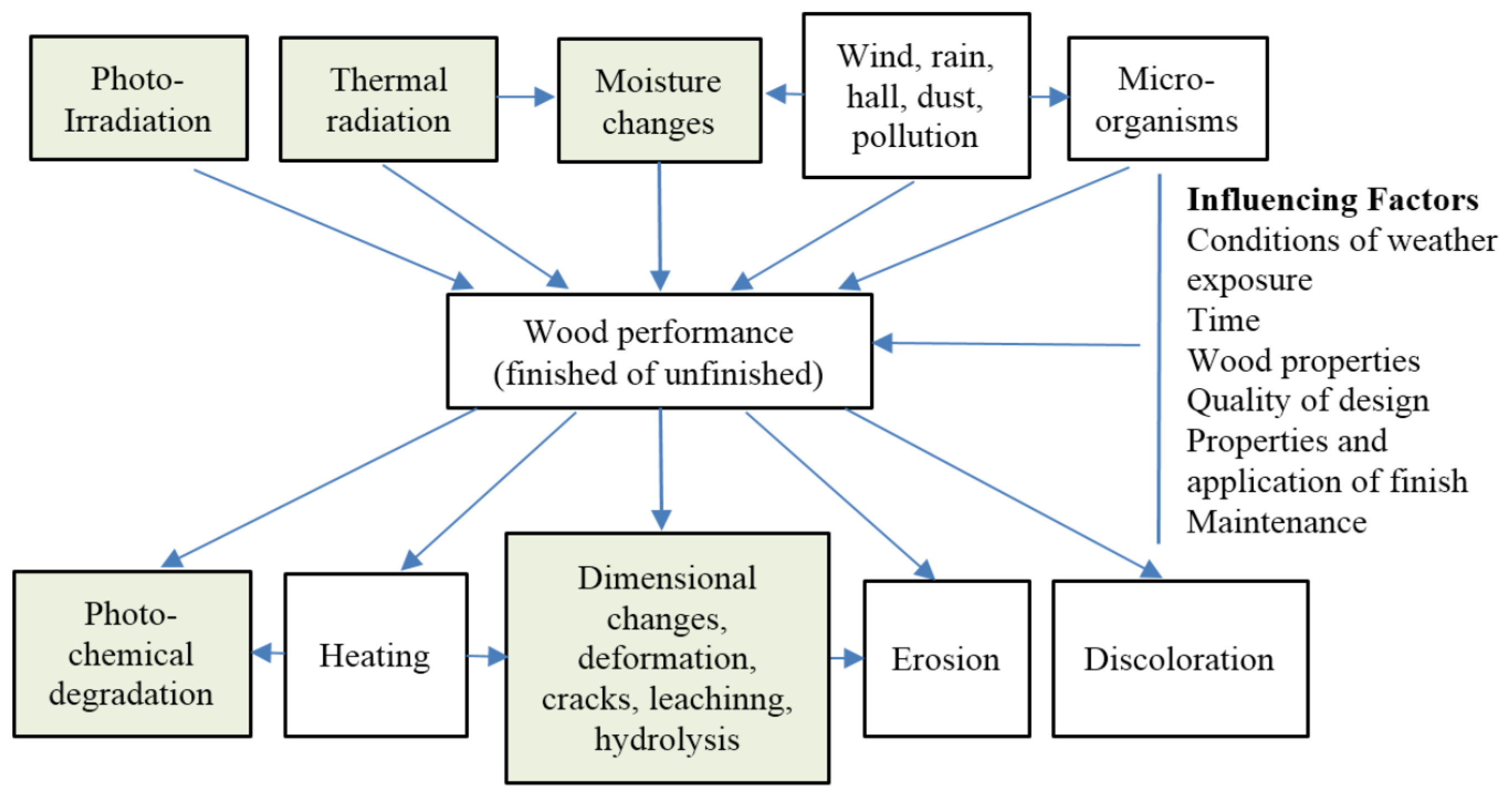
Wood exposed outdoors undergoes a number of physical and chemical processes commonly called weathering. This involves moisture, sunlight (UV), decay processes and temperature.
Figure 3 shows many of the elements that are involved in the performance of wood used outdoors [
8].
Moisture in wood can result in a wide variety of coating problems.
Figure 4,
Figure 5,
Figure 6,
Figure 7 and
Figure 8 show some of the common coating failures do to the presence of moisture in the wood.
Figure 4 shows coating failure due to moisture build up in wood end grain. Water is easily taken up via the end grain resulting in swelling and coating failure. The moisture weakens the interface between the coating the wood.
Figure 5 shows the buildup of moisture at the interface between the wood and the coating. Because the coating is restricting the movement of moisture through the coating, moisture is building up at the interface between the wood and the coating [
1].
When the moisture is trapped under the coating, it can result in a loss of adhesion under the paint film and a water bubble may result (
Figure 6).
If the differential swelling of the wood and the coating are different, then the coating may crack (
Figure 7). Even if the “fresh” coating system is flexible enough, some coating systems (especially alkyds) further hardening (become less flexible) in service due oxidation reactions and further cross linking. Therefore, some coating failures will emerge in course of time. In most cases, the swelling of the wood is greater than the coating. This usually happens when the coating is too think, too rigid or there is a failure of the interface between coating and the primer.
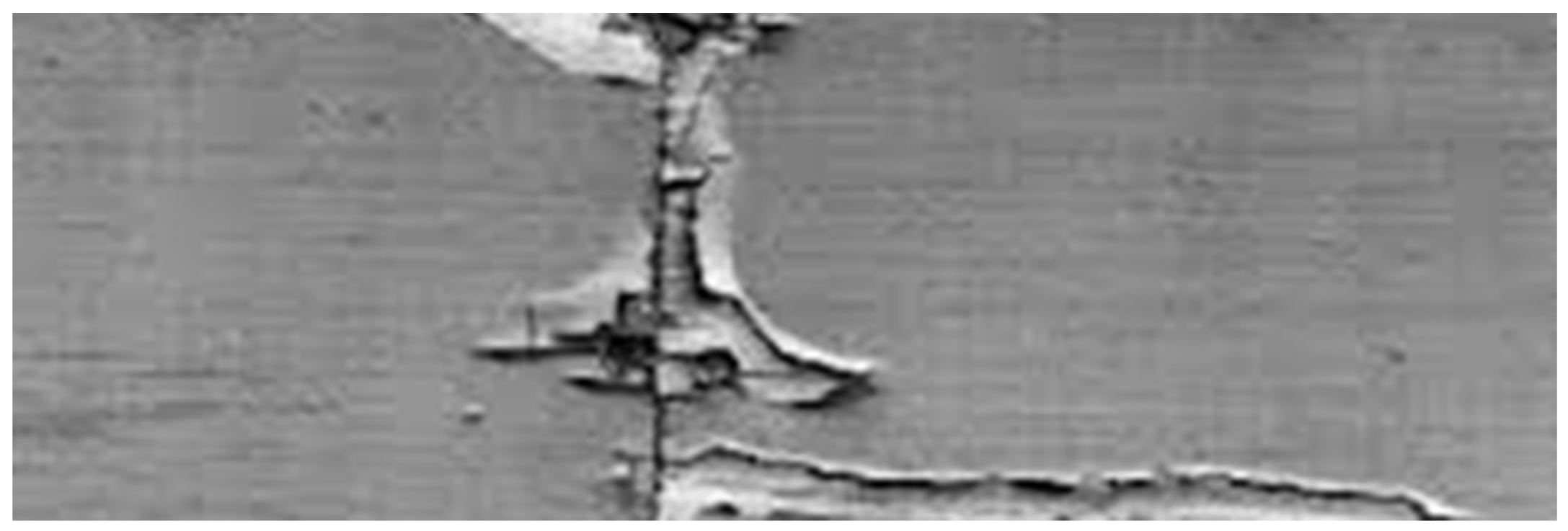
Any failure of the coating will result in a micro crack allowing water to penetrate into the wood (
Figure 8). Once the coating has been breached, moisture will continue to migrate into the wood which can result in decay and other failures (cracking of the wood, "attack of fasteners"), and also result in further coating failures.
The solution to all of these problems is to keep moisture from entering the wood, to reduce the moisture content in the wood, and/or improvement of the dimensional stability of the wood. Acetylation of wood has been shown to greatly reduce the moisture content of the cell wall and to restrict the movement of moisture in the wood [
9].
3. Acetylation of Wood
All woods contain acetyl groups: softwoods −0.5%–1.7%, and hardwoods −2%–4.5%, therefore adding more acetyl groups introduces chemical groups that already exist in the wood [
9]. The first wood acetylation trial was done in the late 1920s and since then, many others have researched this technology [
9]. The technology involves the reaction of wood with acetic anhydride and is a single-addition reaction, which means that one acetyl group is on one hydroxyl group with no polymerization.
The reaction of acetic anhydride with wood is shown in
Figure 9. The reaction rate is based, by large part, on the rate of chemical penetration to the reactive site and the weight gain in acetyl can be directly converted into units of hydroxyl groups blocked. The shape of the reaction curve depends on the reaction temperature (
Figure 10a). After some time, the reaction slows and levels off indicating that the reaction is “complete”. Since the acetyl group is larger than a water molecule, some hydroxyl groups will still be available for hydrogen bonding after the reaction is “complete” [
9].
The reaction is taking place with the most accessible hydroxyl groups which are the hydroxyl group that are mainly involved in the binding of water in the cell wall (see
Figure 1) [
9].
Figure 10b shows the reaction rate of the cell wall polymers. Lignin is the fastest to react but since there is more hemicelluloses in wood as compared to lignin, the hemicellulose react to a higher degree [
9]. The hydroxyl groups substituted with an acetyl weight gain of 16%–19%: 89% of lignin, 25% of holocelluloses [
9]. The hemicelluloses are much more reactive (accessible) than cellulose and very little if any, of the crystalline cellulose reacts.
The hemicelluloses are also the most hygroscopic (see
Figure 2) so it is critical to react as many hydroxyl groups in this group of polymers as possible. The hemicelluloses are the major moisture pipeline in the cell wall so acetylation of these polymers, not only reduces the amount of moisture in the cell wall, but also restricts the movement of moisture in the cell wall. As the level of acetylation increases, the EMC and the Fiber Saturation Point (FSP) decreases (see
Table 2). Comparing this table with the data in
Table 1, it can be seen that the moisture in the cell wall is greatly reduced as compared to control. The bonded acetyl groups are less hygroscopic then the unreacted hydroxyls. In addition, acetyl groups are larger and so occupy space in the cell wall that could otherwise be filled with water. As the level of EMC decreases, dimensional stability increases (as reported by antishrink efficiency (ASE) [
9]). Also the FSP is significant reduced by acetylation. The FSP is the theoretical moisture content that can the cell wall can obtain. This data indicates that where the acetyl is bonded is not important. It matters only that hydroxyl sites are substituted with acetyl groups.
Also, as the acetyl weight goes up, the wood increases in volume (
Table 3). The weight of added acetyl is proportional to the increase in wood volume [
9]. The acetylated wood has the same dry volume as the original green volume.
4. Coatings on Acetylated Wood
Figure 3 shows many elements that affect the performance of a coating on wood. The most important one is moisture and its related swelling/shrinking. Wood moisture is also important for UV degradation and wood decay.
Since acetylation of wood results in greatly reduced moisture in the cell wall, reduces the movement of moisture in the cell wall and stabilizes the dimensions of the cell wall structure it is dryer and a more durable and stable substrate for coating. While moisture is excluded from entering the cell wall of acetylatead wood, liquid water a can enter and move through the cell lumens [
10].
In March 2009 an outdoor test was set up in Oxfordshire UK to study the effect of moisture on untreated larch (Larix spp.), untreated western red cedar (WRC) (Thuja plicata) and acetylated radiata pine (Pinus radiata). Cross ends have been sealed with one or two layers of a water borne acrylic end grain sealer (brush applied) to prevent moisture from entering the end grain. The boards were coated with 1 layer of basecoat (a translucent waterborne industrial primer based on synthetic resins–teak colored) and 2 layers of topcoat (translucent waterborne industrial top coat based on synthetic resins) by spray application. A wet film thickness of 150 μm was targeted per coating layer. The samples were visually evaluated every year and the results shown here are after 7 years.
Figure 11 shows a coated control larch sample with one or two end coats and an acetylated radiata pine sample with the same end coats as the control. The control shows about the same amount of moisture entering the end grain with one or two end coats. There is a significant amount of water that enters the end grain of the control to cause swelling and coating failure.
The control larch (
Figure 12a) and western red cedar (
Figure 12c) have swollen and the coating has failed close to the end grain. The nails also show some degradation. The western red cedar shows coating detachment and board splitting in several places.
The acetylated sample (
Figure 12b) shows much less end grain moisture penetration, no swelling and no nail degradation.
In another study [
11], acetylated Scots pine (
Pinus sylvestris) panels with white, black and translucent alkyd and acrylic coatings were exposed outdoors in the Netherlands. The coating (primer system) was applied in 2 layers by spray application to a total dry film thickness of circa 80–100 μm. After 9.5 years of exposure it was concluded that the intrinsic quality of the coating itself has become the main factor affecting the durability of coatings on acetylated wood. With an acrylic opaque white coating the condition of the coating after 9.5 years without any maintenance was still good.
Figure 13 shows control and acetylated coated (white alkyd) panels after 9.5 years. The coating started to fail after 3 years on the control samples while the coating on the acetylated panel is still intact. The control coating failed first due to moisture penetration, swelling of the wood and finally, coating failure. None of this happened in the acetylated samples.
There are many other studies underway comparing control to acetylated wood. Some of these tests have been going for more than 10 years. In all cases, the first evidence of failure in the control samples is due to the penetration of moisture into the wood. Moisture penetration is observed first in the end grain if not sealed properly. The use of NMR to determine moisture movement and content under the coating could be a useful tool in future research [
13].
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}