


Optimization and Control of Propylene Production by Metathesis of 2-Butene


Abstract
:1. Introduction
2. Basis of Design
2.1. Chemistry
2.2. Thermodynamics
2.3. Kinetics
2.4. Process Design
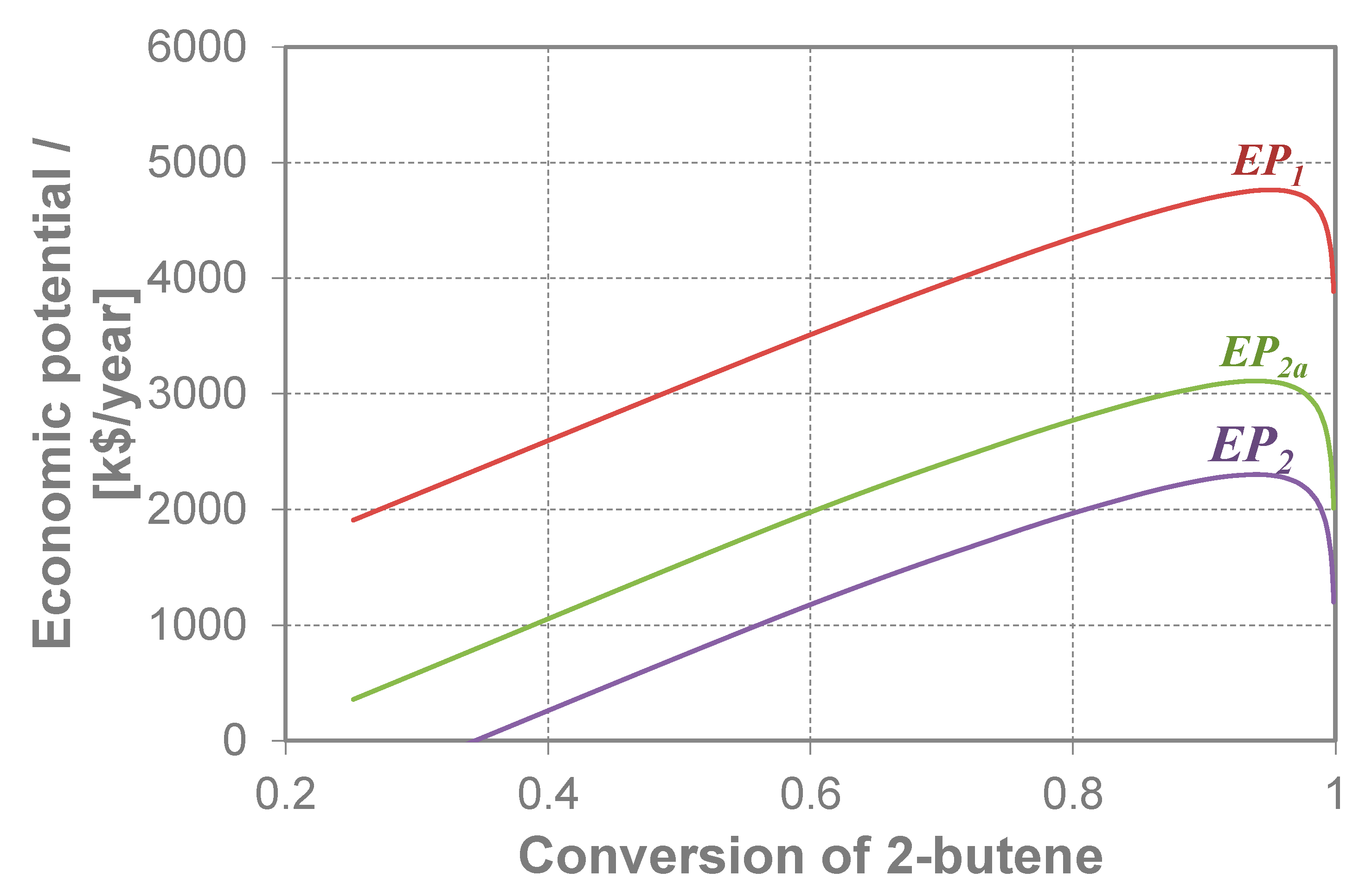
2.4.1. Flowsheet Alternatives and Preliminary Mass Balance
2.4.2. Reaction Section
2.4.3. Separation Section
2.4.4. Heat Exchangers
2.4.5. Process Control
3. Results and Discussion
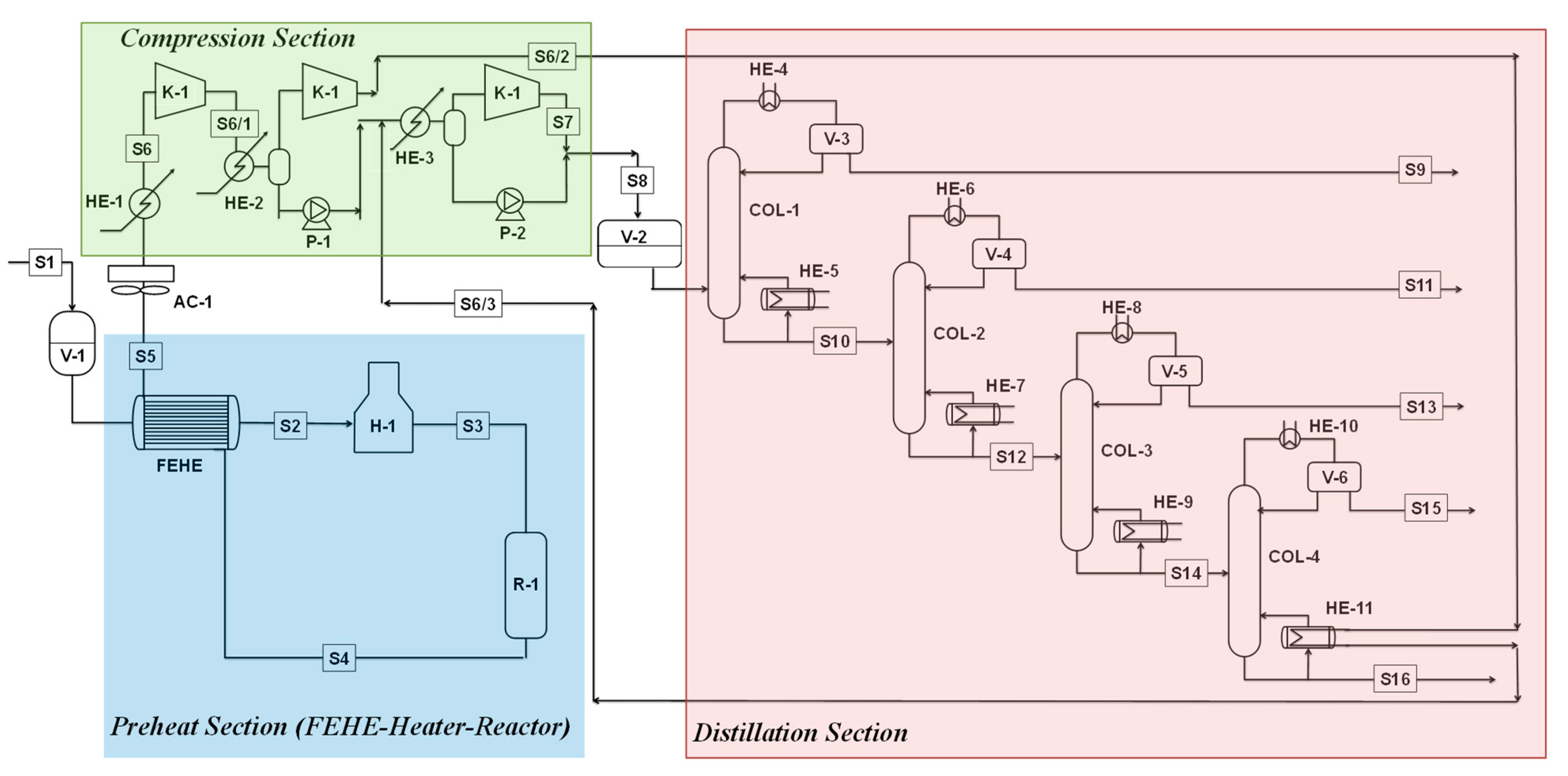
3.1. Process Description
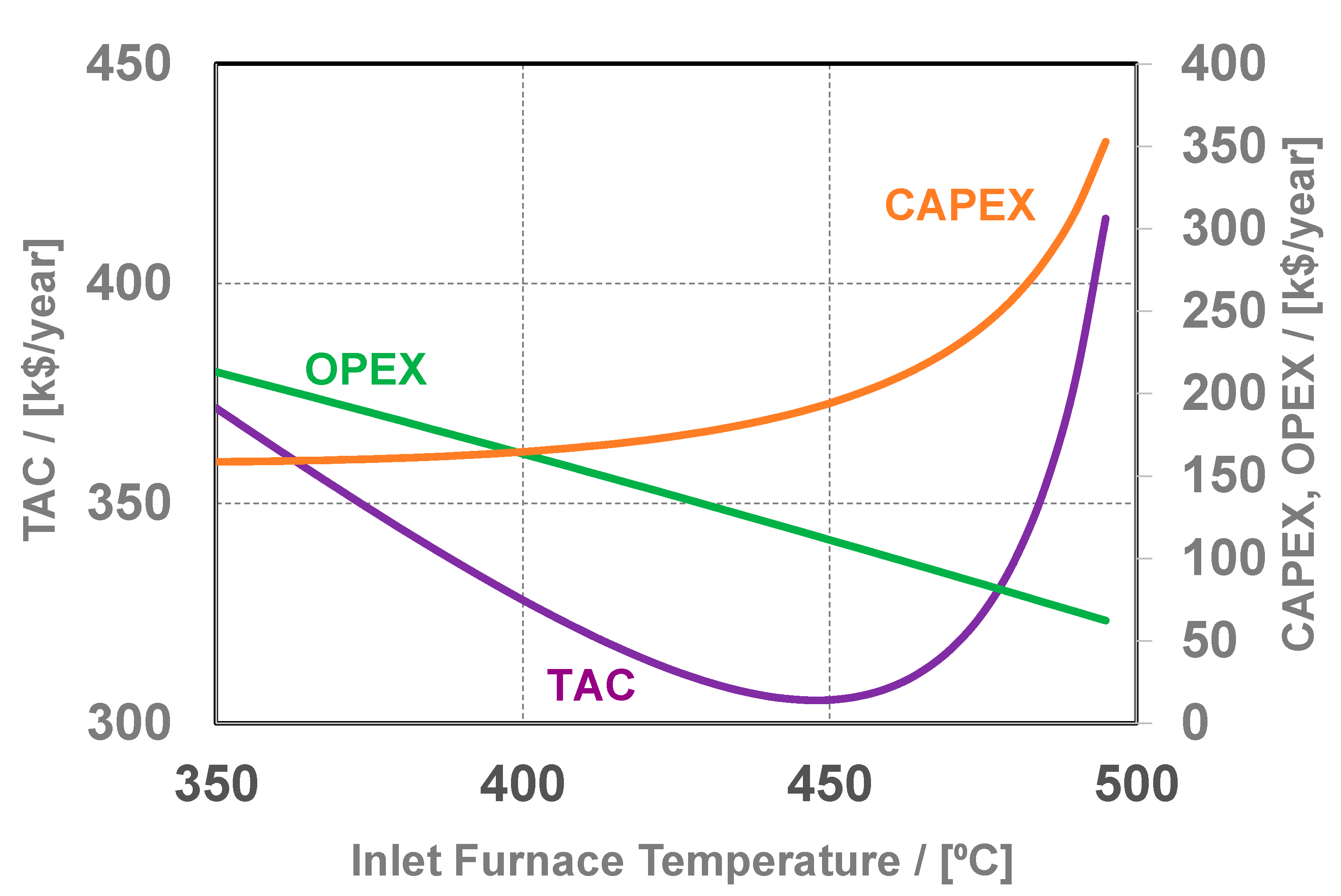
3.2. Reaction Section
3.3. Separation Section
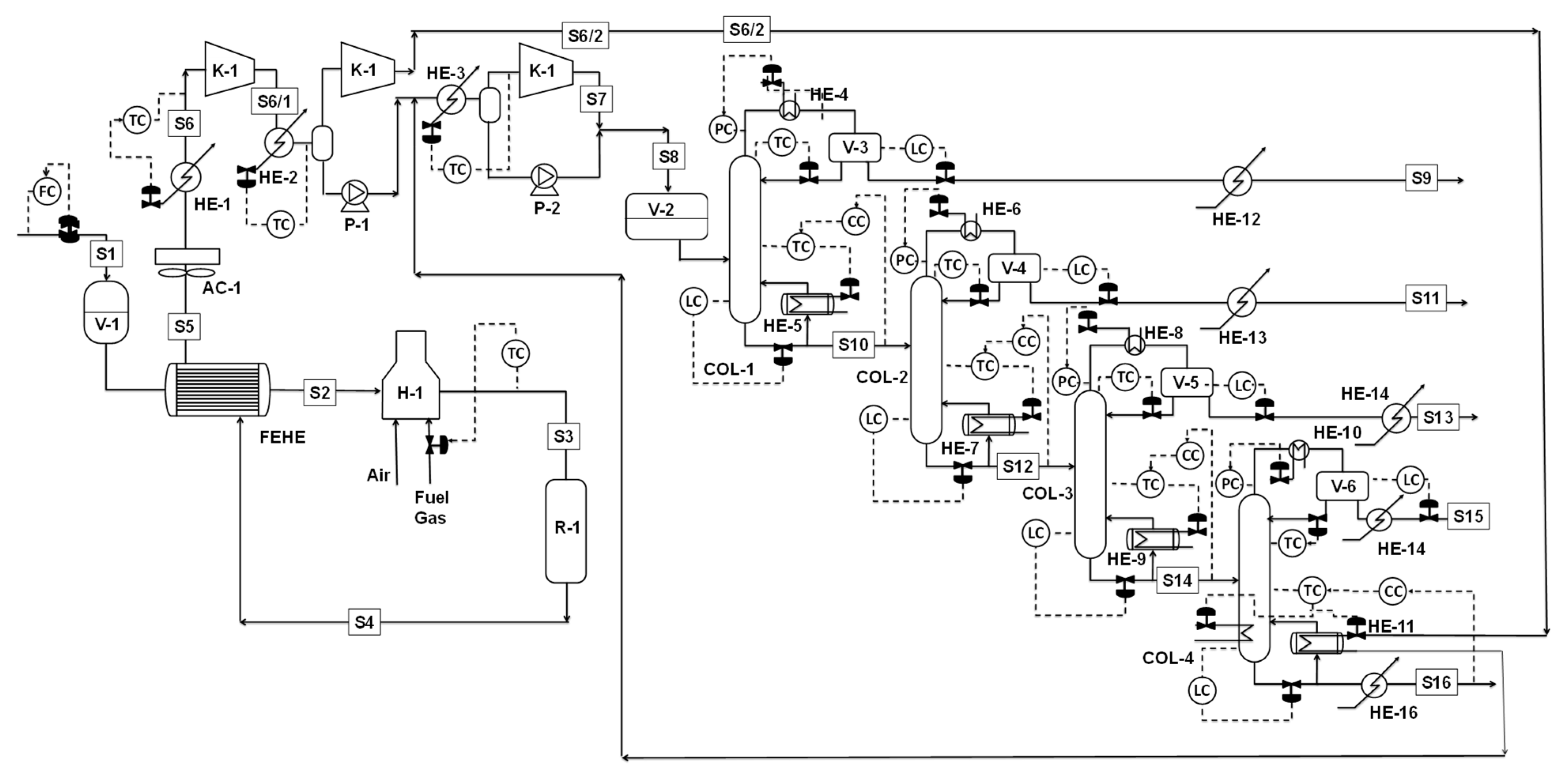
3.4. Process Control
3.4.1. Basic Process Control
3.4.2. Safety Analysis
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Fazlinezhad, A.; Fattahi, M.; Tavakoli-Chaleshtori, R.; Rezaveisi, H. Sensitivity Analysis and Multi-Objective Optimization of Oxidative Dehydrogenation of Propane in a Fixed-bed Reactor over Vanadium/Graphene for Propylene Production. Chem. Eng. Techol. 2022, 45, 309–318. [Google Scholar] [CrossRef]
- Yuming, C.; Liu, N.; Xia, Y.; Lv, J. Efficient self-metathesis of 1-butene on molybdenum oxide supported on silica modified one-dimensional γ-Al2O3. J. Mol. Catal. A Chem. 2014, 394, 1–9. [Google Scholar]
- Lwin, S.; Wachs, I.E. Olefin Metathesis by supported Metal Oxide Catalysts. ACS Catal. 2014, 4, 2505–2520. [Google Scholar] [CrossRef]
- Mazoyer, E.; Szeto, K.; Merle, N.; Norsic, S.; Boyron, O.; Basset, J.-M.; Taoufik, M.; Nicholas, C. Study of ethylene/2-butene cross-metathesis over W-H/Al2O3 for propylene production: Effect of the temperature and reactant ratios on the productivity and deactivation. J. Catal. 2013, 301, 1–7. [Google Scholar] [CrossRef]
- Felischak, M.; Wolff, T.; Alvarado Perea, L.; Seidel-Morgenstern, A.; Hamel, C. Evaluation of Catalysts for the Metathesis of Ethene and 2-Butene to Propene. Catalysts 2022, 12, 188. [Google Scholar] [CrossRef]
- Mol, J.C. Industrial applications of olefin metathesis. J. Mol. Catal. A Chem. 2004, 213, 39–45. [Google Scholar] [CrossRef]
- Dimian, A.C.; Bîldea, C.S.; Kiss, A.A. Process Synthesis by the Hierarchical Approach. In Integrated Design and Simulation of Chemical Processes, 2nd ed.; Elsevier: Amsterdam, The Netherlands, 2014; Volume 35, pp. 253–300. [Google Scholar]
- Bhuiyan, T.I.; Arudra, P.; Hossain, M.M.; Akhtar, M.N.; Aitani, A.M.; Abudawoud, R.H.; Al-Khattaf, S.S. Kinetics modelling of 2-butene metathesis over tungsten oxide containing mesoporous silica catalyst. Can. J. Chem. Eng. 2014, 92, 1271–1282. [Google Scholar] [CrossRef]
- Douglas, J. Conceptual Design of Chemical Processes, 1st ed.; McGraw-Hill Science Engineering Math: Singapore, 1988; pp. 99–315. [Google Scholar]
- Andrei, M.; Bîldea, C.S. Conceptual Design of propylene production by metathesis of 2-butene. Univ. Politeh. Buchar. Sci. Bull. Ser. B-Chem. Mater. Sci. 2018, 80, 47–62. [Google Scholar]
- Dimian, A.C.; Bildea, C.S.; Kiss, A.A. Economic evaluation of projects. In Integrated Design and Simulation of Chemical Processes, 2nd ed.; Elsevier: Amsterdam, The Netherlands, 2014; Volume 35, pp. 572–604. [Google Scholar]
- Dimian, A.C.; Bildea, C.S.; Kiss, A.A. Applications in Design and Simulation of Sustainable Chemical Processes, 1st ed.; Elsevier: Amsterdam, The Netherlands, 2019; pp. 183–215. [Google Scholar]
- Luyben, W.L. Principles and Case Studies of Simultaneous Design, 1st ed.; AIChE Wiley: New York, NY, USA, 2011; pp. 53–57. [Google Scholar]
- Skogestad, S. The Dos and Don’ts of Distillation Column Control. Chem. Eng. Res. Des. 2007, 85, 13–23. [Google Scholar] [CrossRef]
- Luyben, W. Evaluation of criteria for selecting temperature control trays in distillation columns. J. Process Control 2016, 16, 115–134. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Reaction | Pre-Exponential Factor k(T0) (m3/kmol/s) | Activation Energy Ea (kJ/kmol) | Ai | Bi (K) |
|---|---|---|---|---|
| 1 | 0.0287 | 25.12821 | 4.662791 | −1154.68 |
| 2 | 6.802 | 102.0203 | 5.480296 | −144.335 |
| 3 | 3.815 | 187.0776 | 9.544931 | −3139.28 |
| 4 | 0.123 | 84.56967 | 20.7 | 0 |
| Stream | U.M | S1 | S2 | S3 | S4 | S5 | S6 | S6-1 | S6-2 | S6-3 | S7 |
|---|---|---|---|---|---|---|---|---|---|---|---|
| Temperature | °C | 40 | 450 | 550 | 511.7 | 149.7 | 50 | 114 | 115.1 | 89.6 | 108.6 |
| Pressure | bar | 7 | 1.1 | 1 | 0.895 | 0.845 | 0.745 | 3.5 | 14 | 13.9 | 34 |
| Vapor Frac | 0 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | |
| Mole Flow | kmol/h | 100 | 100 | 100 | 102.5 | 102.5 | 102.5 | 102.5 | 97.8 | 97.8 | 1.34 |
| Mass Flow | kg/h | 5671 | 5671 | 5671 | 5671 | 5671 | 5671 | 5671 | 5346 | 5346 | 53.2 |
| Mole Fraction | |||||||||||
| 2-Butene | 0.7 | 0.7 | 0.7 | 0.065 | 0.065 | 0.065 | 0.065 | 0.065 | 0.065 | 0.026 | |
| 1-Butene | 0.042 | 0.021 | 0.021 | 0.021 | 0.042 | 0.042 | 0.021 | ||||
| Propylene | 0.242 | 0.259 | 0.259 | 0.259 | 0.242 | 0.242 | 0.259 | ||||
| 2-Pentene | 0.191 | 0.209 | 0.209 | 0.209 | 0.191 | 0.191 | 0.209 | ||||
| Ethylene | 0.1 | 0.117 | 0.117 | 0.117 | 0.1 | 0.1 | 0.117 | ||||
| 3-Hexene | 0.07 | 0.092 | 0.092 | 0.092 | 0.07 | 0.07 | 0.092 | ||||
| n-Butane | 0.3 | 0.3 | 0.3 | 0.29 | 0.29 | 0.29 | 0.29 | 0.29 | 0.29 | 0.133 | |
| Stream | U.M | S8 | S9 | S10 | S11 | S12 | S13 | S14 | S15 | S16 | |
| Temperature | °C | 55 | −15 | 140 | 40 | 154 | 40 | 112.7 | 40 | 40 | |
| Pressure | bar | 32.9 | 32 | 34.2 | 25.5 | 25.5 | 6.5 | 7.5 | 2.5 | 3.5 | |
| Vapor Frac | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | ||
| Mole Flow | kmol/h | 102.5 | 12.0 | 90.5 | 26.5 | 64 | 32.8 | 31.2 | 21.74 | 9.42 | |
| Mass Flow | kg/h | 5671 | 337 | 5334 | 1118.2 | 4215.3 | 1901.3 | 2314 | 1520.9 | 793.1 | |
| Mole Fraction | |||||||||||
| 2-Butene | 0.065 | 0.01 | 0.01 | 0.01 | 0.014 | 0.019 | 0.01 | 0.01 | 0.01 | ||
| 1-Butene | 0.021 | 0.01 | 0.024 | 0.01 | 0.034 | 0.067 | 0.01 | 0.01 | 0.01 | ||
| Propylene | 0.259 | 0.01 | 0.294 | 0.99 | 0.01 | 0.01 | 0.01 | 0.01 | 0.01 | ||
| 2-Pentene | 0.209 | 0.01 | 0.236 | 0.01 | 0.335 | 0.01 | 0.687 | 0.99 | 0.01 | ||
| Ethylene | 0.117 | 0.99 | <0.01 | 0.01 | 0.01 | 0.01 | 0.01 | 0.01 | 0.01 | ||
| 3-Hexene | 0.092 | 0.01 | 0.104 | 0.01 | 0.147 | 0.01 | 0.303 | 0.01 | 0.99 | ||
| n-Butane | 0.29 | 0.01 | 0.331 | 0.01 | 0.469 | 0.913 | 0.01 | 0.01 | 0.01 | ||
| Reactor Tag | R-1 |
|---|---|
| Reactor type | Adiabatic tubular reactor |
| Inlet temperature (°C) | 550 |
| Outlet temperature (°C) | 512.5 |
| Inlet pressure (bar) | 1 |
| Diameter (m) | 3 |
| Length (m) | 9 |
| Volume (m3) | 81 |
| Residence time (s) | 34 |
| Pressure drop (bar) | 0.105 |
| COL-1 | COL-2 | COL-3 | COL-4 | |
|---|---|---|---|---|
| Column description | Ethylene column | Propylene column | C4-column | Pentene column |
| Top pressure (bar) | 32 | 17 | 3.9 | 1.15 |
| Top temperature (°C) | −10.7 | 40.8 | 40 | 40 |
| Reflux ratio, RR | 3.72 | 4.7 | 1.34 | 1.13 |
| Number of stages, NTT | 30 | 38 | 30 | 28 |
| Feed location, NF | 13 | 15 | 15 | 16 |
| Reboiler duty, QR (kW) | 444.3 | 353.2 | 339.2 | 244.3 |
| Reboiler temperature (°C) | 137 | 125 | 92 | 77 |
| Steam type | MPS | MPS | LPS | LPS |
| Condenser duty, Qc (kW) | −87.8 | −501.5 | −544.8 | −295.6 |
| OPEX (103 $/year) | 185 | 140 | 95 | 60.6 |
| CAPEX/Payback (1000 $/year) | 421 | 440 | 438 | 357 |
| TAC (103 $/year) | 607 | 580 | 533 | 417.6 |
| Variable | Normal Operation | Alarm System | Trip System (ESD) | ||||||
|---|---|---|---|---|---|---|---|---|---|
| Instrument | Value (NP) | Instrument | Value | Type | Instrument | Trip Value | Trip Group | ||
| Compressor K-1 | |||||||||
| Molar flow | Flow | FC-001 | 102.5 kmol/h | FC-002 | 75% of NP | Flow Alarm Low (FAL) | FSLL-001 | 60 kmol/h | IS-1 |
| Discharge temperature | Temperature | TI-001 | 115 °C | TI-002 | 125 °C | Temperature Alarm High (TAH) | TSHH-001 | 135 °C | IS-1 |
| High level in compressor K.O drum | Level | LIC-001 | 600 mm | LIC-002 | 700 mm | Level Alarm High (LAH) | LSHH-001 | 900 mm | IS-1 |
| Suction temperature | Temperature | TI-003 | 50 °C | TI-004 | 60 °C | Temperature Alarm High (TAH) | TSHH-002 | 110 °C | IS-1 |
| Heater H-1 | |||||||||
| Outlet temperature | Temperature | TI-004 | 550 °C | TI-005 | 560 | Temperature Alarm High (TAH) | TSHH-003 | 570 °C | IS-2 |
| Fuel gas to main burner | Pressure | PDI-001 | 3.5 barg | PDI-002 | 3.7 barg | Pressure Alarm High (PAH) | PSHH-01 | 5 barg | IS-2 |
| PDI-003 | 2.5 barg | Pressure Alarm High (PAL) | PSLL-001 | 2 barg | IS-2 | ||||
| Level in fuel gas K.O drum | Level | LIC-003 | 600 mm | LIC-004 | 700 mm | Level Alarm High (LAL) | LSHH-002 | 900 mm | IS-2 |
| Heater H-1 skin temperature | Temperature | TI-006 | 600 °C | TI-007 | 620 °C | Temperature Alarm High (TAH) | TSHH-004 | 640 °C | IS-2 |
| O2 content in furnace, H-1 | Analyzer GC | AI-001 | 2 vol% | AI-002 | 4 vol% | Analyzer Alarm Low (AAL) | ASLL-001 | <0.5 vol% | IS-2 |
| Reactor R-1 | |||||||||
| Inlet temperature | Temperature | TI-008 | 550°C | TI-009 | 570 °C | Temperature Alarm High (TAH) | TSHH-005 | 590 °C | IS-3 |
| Pressure drop | Pressure | PDI-003 | 0.1 bar | PDI-004 | 0.2 | DP Alarm High (DPAH) | |||
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Andrei, A.M.; Bildea, C.S. Optimization and Control of Propylene Production by Metathesis of 2-Butene. Processes 2023, 11, 1325. https://doi.org/10.3390/pr11051325
Andrei AM, Bildea CS. Optimization and Control of Propylene Production by Metathesis of 2-Butene. Processes. 2023; 11(5):1325. https://doi.org/10.3390/pr11051325
Chicago/Turabian StyleAndrei, Andrei Maxim, and Costin Sorin Bildea. 2023. "Optimization and Control of Propylene Production by Metathesis of 2-Butene" Processes 11, no. 5: 1325. https://doi.org/10.3390/pr11051325
APA StyleAndrei, A. M., & Bildea, C. S. (2023). Optimization and Control of Propylene Production by Metathesis of 2-Butene. Processes, 11(5), 1325. https://doi.org/10.3390/pr11051325