Practical Solutions for Specific Growth Rate Control Systems in Industrial Bioreactors


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Quality of Basic Control Systems in Industrial Bioreactors
3. Preconditions for Implementation of SGR Control Systems in Industrial Bioreactors
- The systems should be as simple as possible and intuitive for the user. Process operators without special modeling/control knowledge should be able to supervise these systems.
- The systems must be based on measurement and control equipment that is currently used standard equipment in industrial bioreactors.
- Development time, cost, and benefits of the systems must be attractive to potential users.
- Cell growth at a limited rate occurs under low substrate concentrations. Because of this, online measurements, calibration of the measuring devices, and control of the substrate concentration are difficult to implement in industrial bioreactors.
- Sensor readings of the substrate concentration reflect only the local substrate concentration around the sensor, which may significantly differ from the average concentration in the bioreactor. Therefore, the substrate concentration control system is not able to control the SGR in the entire cultivation medium.
- During the first stage of the process, the SGR is kept at a trajectory that is 10–15% below the maximum available SGR.
- During the second stage, the SGR is kept at a trajectory that leads to the maximum specific production rate of the target product. Usually, the level of the SGR kept at this phase is significantly lower compared to that maintained at the first stage.
4. Schemes for SGR Practical Control Systems
4.1. Open-Loop SGR Control Systems
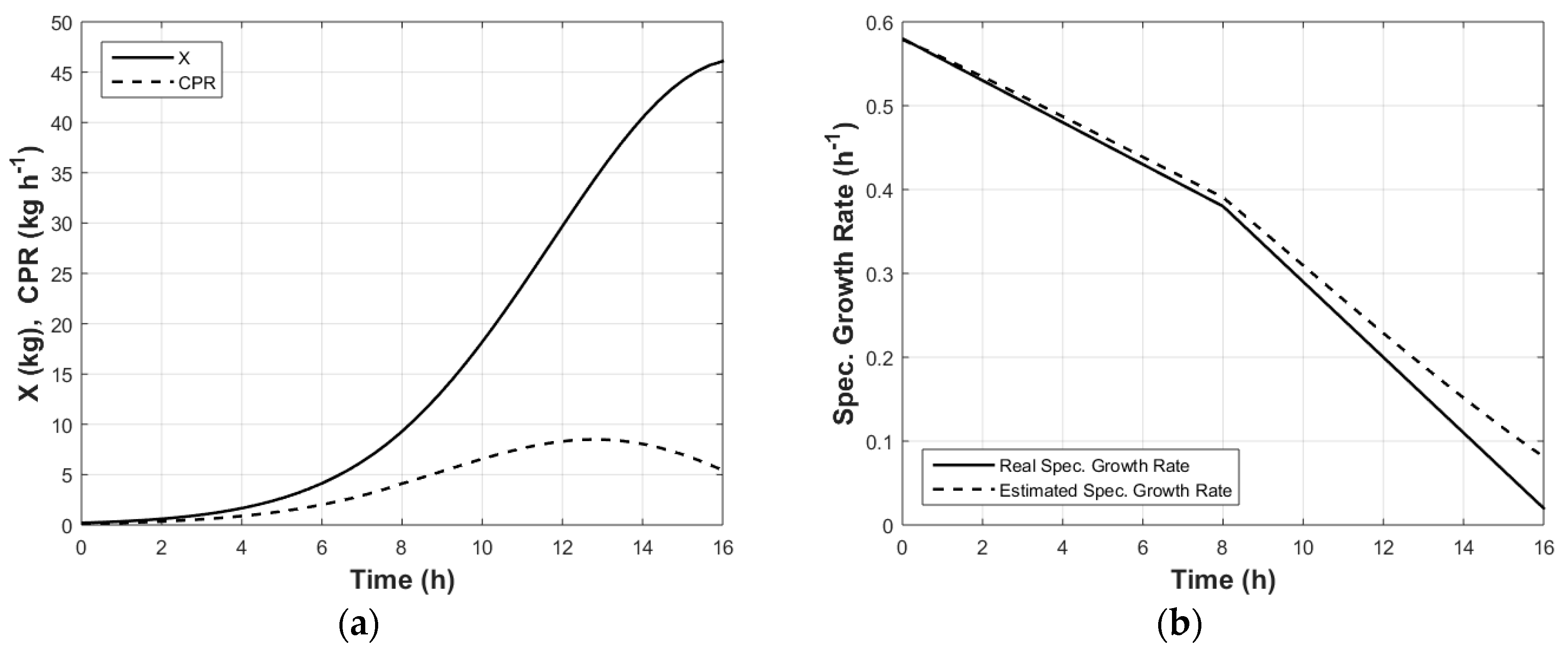
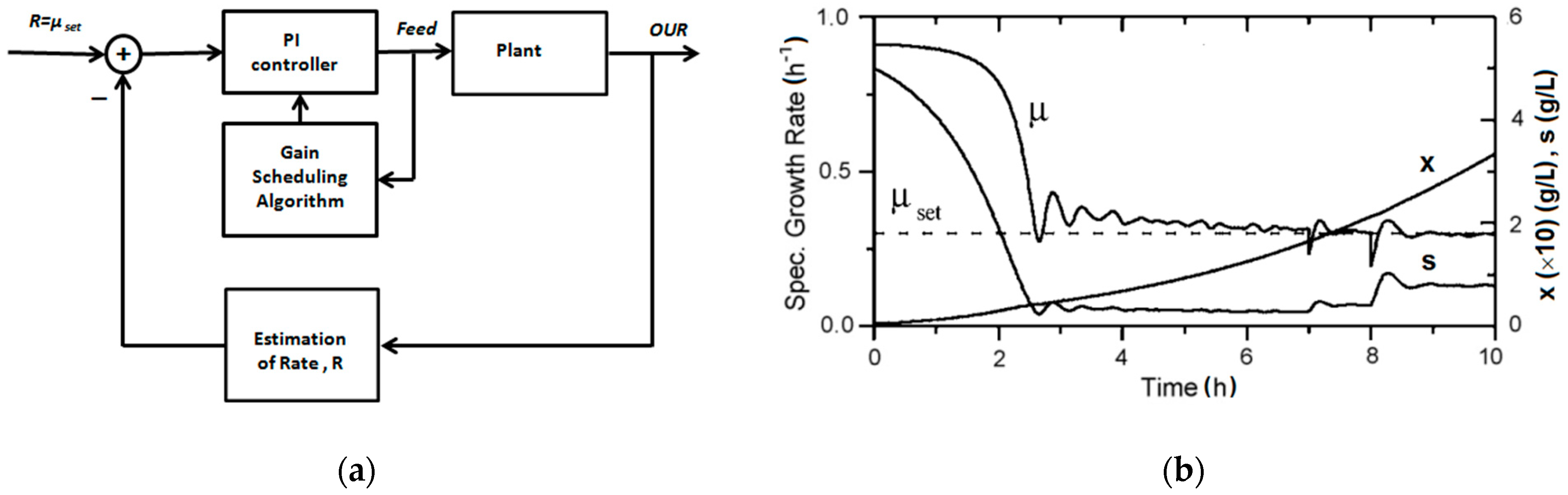
4.2. SGR Control Systems Based on CPR/OUR Estimations
4.3. SGR Control Systems Based on CPR/OUR Estimations and the Mass of CO2/O2 Produced/Consumed During Cultivation
- Choose a rational μset(t) time profile for the process. A proper profile can be estimated from expert knowledge, mathematical model-based process optimization results, or from the analysis of a successful “golden batch” experiment.
- Choose an appropriate inoculum size (initial amount of the total biomass X0) for the process and estimate the biomass growth time profile X(t) using the μset(t) profile, Equation (4), and a numerical integration procedure.
- Estimate the CPRset(t) time profile using Equation (10) and the identified parameter values α and β. Note that the above parameter values may be different for the biomass growth and product formation stages.
- Integrate the CPRset(t) time profile to get the corresponding profile mCO2set(t) for the controlled process.
- Control the process by tracking the estimated profiles CPRset(t) and mCO2set(t). Control is realized using the cascade control system that manipulates the substrate feeding rate.
5. Concluding Remarks and Recommendations
Author Contributions
Funding
Conflicts of Interest
References
- Boudreau, M.A.; McMillan, G.K. New Directions in Bioprocess Modelling and Control: Maximizing Process Analytical Technology Benefits; ISA: Eindhoven, The Netherlands, 2007; ISBN 978-1-556-17905-1. [Google Scholar]
- Dochain, D. Bioprocess Control; ISTE: London, UK, 2008; ISBN 978-0-470-61112-8. [Google Scholar]
- Schuler, M.M.; Marison, I.W. Real-time monitoring and control of microbial bioprocesses with focus on the specific growth rate: Current state and perspectives. Appl. Microbiol. Biotechnol. 2012, 94, 1469–1482. [Google Scholar] [CrossRef] [PubMed]
- Rocha, I.; Veloso, A.; Carneiro, S.; Costa, R.; Ferreira, E. Implementation of a specific rate controller in a fed-batch, E. coli fermentation. IFAC Proc. Vol. 2008, 41, 15565–15570. [Google Scholar] [CrossRef]
- Puertas, J.; Ruiz, J.; Vega, M.R.; Lorenzo, J.; Caminal, G.; González, G. Influence of specific growth rate over the secretory expression of recombinant potato carboxypeptidase inhibitor in fed-batch cultures of Escherichia coli. Process Biochem. 2010, 45, 1334–1341. [Google Scholar] [CrossRef]
- Mears, L.; Stocks, S.M.; Sin, G.; Gernaey, K.V. A review of control strategies for manipulating the feed rate in fed-batch fermentation processes. J. Biotechnol. 2017, 245, 34–46. [Google Scholar] [CrossRef]
- Chenikher, S.; Guez, J.S.; Coutte, F.; Pekpe, M.; Jacques, P.; Cassar, J.P. Control of the specific growth rate of Bacillus subtilis for the production of biosurfactant lipopeptides in bioreactors with foam overflow. Process Biochem. 2010, 45, 1800–1807. [Google Scholar] [CrossRef]
- Jenzsch, M.; Simutis, R.; Luebbert, A. Generic model control of the specific growth rate in recombinant Escherichia coli cultivations. J. Biotechnol. 2006, 122, 483–493. [Google Scholar] [CrossRef]
- Food and Drug Administration. Guidance for Industry. PAT–A Framework for Innovative Pharmaceutical Development, Manufacturing, and Quality Assurance. 2004. Available online: https://www.fda.gov/regulatory-information/search-fda-guidance-documents/pat-framework-innovative-pharmaceutical-development-manufacturing-and-quality-assurance (accessed on 4 August 2019).
- Gnoth, S.; Jenzsch, M.; Simutis, R.; Lübbert, A. Process Analytical Technology (PAT): Batch-to-batch reproducibility of fermentation processes by robust process operational design and control. J. Biotechnol. 2007, 132, 180–186. [Google Scholar] [CrossRef]
- Simutis, R.; Lübbert, A. Bioreactor control improves bioprocess performance. Biotechnol. J. 2015, 10, 1115–1130. [Google Scholar] [CrossRef]
- Gnoth, S.; Kuprijanov, A.; Simutis, R.; Lübbert, A. Simple adaptive pH control in bioreactors using gain-scheduling methods. Appl. Microbiol. Biotechnol. 2010, 85, 955–964. [Google Scholar] [CrossRef]
- Babuška, R.; Damen, M.R.; Hellinga, C.; Maarleveld, H. Intelligent adaptive control of bioreactors. J. Intell. Manuf. 2003, 14, 255–265. [Google Scholar] [CrossRef]
- Smets, I.Y.; Claes, J.E.; November, E.J.; Bastin, G.P.; Impe, J.F. Optimal adaptive control of (bio)chemical reactors: Past, present and future. J. Process Contr. 2004, 14, 795–805. [Google Scholar] [CrossRef]
- Bastin, G.; Impe, J.F. Nonlinear and adaptive control in biotechnology: A tutorial. Eur. J. Contr. 1995, 1, 37–53. [Google Scholar] [CrossRef]
- Luyben, W.L. Process Modeling, Simulation, and Control for Chemical Engineers, 2nd ed.; McGraw-Hill: New York, NY, USA, 1990; ISBN 978-0-07-039159-8. [Google Scholar]
- Aehle, M.; Kuprijanov, A.; Schaepe, S.; Simutis, R.; Lübbert, A. Simplified off-gas analyses in animal cell cultures for process monitoring and control purposes. Biotechnol. Lett. 2011, 33, 2103–2110. [Google Scholar] [CrossRef] [PubMed]
- Aehle, M.; Schaepe, S.; Kuprijanov, A.; Simutis, R.; Lübbert, A. Simple and efficient control of CHO cell cultures. J. Biotechnol. 2011, 153, 56–61. [Google Scholar] [CrossRef] [PubMed]
- Lin, J.; Takagi, M.; Qu, Y.; Yoshida, T. Possible strategy for on-line monitoring and control of hybridoma cell culture. Biochem. Eng. J. 2002, 11, 205–209. [Google Scholar] [CrossRef]
- Pirt, S.J. Principles of Microbe and Cell Cultivation; Blackwell Scientific Publications: Oxford, UK, 1985; ISBN 978-0-632-01455-2. [Google Scholar]
- Urniezius, R.; Galvanauskas, V.; Survyla, A.; Simutis, R.; Levisauskas, D. From Physics to Bioengineering: Microbial Cultivation Process Design and Feeding Rate Control Based on Relative Entropy Using Nuisance Time. Entropy 2018, 20, 779. [Google Scholar] [CrossRef]
- Åkesson, M.; Hagander, P. A Gain-Scheduling Approach for Control of Dissolved Oxygen in Stirred Bioreactors. IFAC Proc. Vol. 1999, 32, 7608–7613. [Google Scholar] [CrossRef] [Green Version]
- Galvanauskas, V. Adaptive pH control system for fed-batch biochemical processes. Inf. Technol. Control 2009, 38, 225–231. [Google Scholar]
- Gnoth, S.; Simutis, R.; Lübbert, A. Selective expression of the soluble product fraction in Escherichia coli cultures employed in recombinant protein production processes. Appl. Microbiol. Biotechnol. 2010, 87, 2047–2058. [Google Scholar] [CrossRef]
- Levišauskas, D. An algorithm for adaptive control of dissolved oxygen concentration in batch culture. Biotechnol. Tech. 1995, 9, 85–90. [Google Scholar] [CrossRef]
- Levišauskas, D.; Simutis, R.; Galvanauskas, V. Adaptive set-point control system for microbial cultivation processes. Nonlinear Anal. Model. Control 2016, 21, 153–165. [Google Scholar] [CrossRef] [Green Version]
- Lee, J.; Lee, S.Y.; Park, S.; Middelberg, A.P.J. Control of fed-batch fermentations. Biotechnol. Adv. 1999, 17, 29–48. [Google Scholar] [CrossRef]
- Velut, S.; de Maré, L.; Hagander, P. Bioreactor control using a probing feeding strategy and mid-ranging control. Contr. Eng. Pract. 2007, 15, 135–147. [Google Scholar] [CrossRef]
- Galvanauskas, V.; Volk, N.; Simutis, R.; Lübbert, A. Design of Recombinant Protein Production Processes. Chem. Eng. Comm. 2004, 191, 732–748. [Google Scholar] [CrossRef]
- Lim, H.C.; Shin, H.S. Fed-Batch Cultures: Principles and Applications of Semi-Batch Bioreactors; Cambridge University Press: Cambridge, UK, 2013; ISBN 978-0-521-51336-4. [Google Scholar]
- Jenzsch, M.; Gnoth, S.; Beck, M.; Kleinschmidt, M.; Simutis, R.; Lübbert, A. Open-loop control of the biomass concentration within the growth phase of recombinant protein production processes. J. Biotechnol. 2006, 127, 84–94. [Google Scholar] [CrossRef]
- Shiloach, J.; Fass, R. Growing E. coli to high cell density–A historical perspective on method development. Biotechnol. Adv. 2005, 23, 345–357. [Google Scholar] [CrossRef]
- Sun, Z.; Ramsay, J.A.; Guay, M.; Ramsay, B.A. Automated feeding strategies for high-cell-density fed-batch cultivation of Pseudomonas putida KT2440. Appl. Microbiol. Biotechnol. 2006, 71, 423–431. [Google Scholar] [CrossRef]
- Wechselberger, P.; Sagmeister, P.; Engelking, H.; Schmidt, T.; Wenger, J.; Herwig, C. Efficient feeding profile optimization for recombinant protein production using physiological information. Bioprocess Biosyst. Eng. 2012, 35, 1637–1649. [Google Scholar] [CrossRef] [Green Version]
- Yüzgeç, U.; Türker, M.; Hocalar, A. On-line evolutionary optimization of an industrial fed-batch yeast fermentation process. ISA Trans. 2009, 48, 79–92. [Google Scholar] [CrossRef]
- Chul Lee, S.; Gyeom Kim, C.; Keun Chang, Y.; Nam Chang, H. Dissolved Oxygen Concentration and Growth Rate Control in Fed-Batch Fermentation Process. IFAC Proc. Vol. 1992, 25, 267–270. [Google Scholar] [CrossRef]
- Luedeking, R.; Piret, E.L. A kinetic study of the lactic acid fermentation. Batch process at controlled pH. Biotechnol. Bioeng. 2000, 67, 636–644. [Google Scholar] [CrossRef]
- Jenzsch, M.; Simutis, R.; Eisbrenner, G.; Stückrath, I.; Lübbert, A. Estimation of biomass concentrations in fermentation processes for recombinant protein production. Bioprocess Biosyst. Eng. 2006, 29, 19–27. [Google Scholar] [CrossRef] [PubMed]
- Levisauskas, D. Inferential control of the specific growth rate in fed-batch cultivation process. Biotechnol. Lett. 2001, 23, 1189–1195. [Google Scholar] [CrossRef]
- Jenzsch, M.; Gnoth, S.; Kleinschmidt, M.; Simutis, R.; Lübbert, A. Improving the batch-to-batch reproducibility in microbial cultures during recombinant protein production by guiding the process along a predefined total biomass profile. Bioprocess Biosyst. Eng. 2006, 29, 315–321. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Jenzsch, M.; Gnoth, S.; Kleinschmidt, M.; Simutis, R.; Lübbert, A. Improving the batch-to-batch reproducibility of microbial cultures during recombinant protein production by regulation of the total carbon dioxide production. J. Biotechnol. 2007, 128, 858–867. [Google Scholar] [CrossRef]
- Aehle, M.; Bork, K.; Schaepe, S.; Kuprijanov, A.; Horstkorte, R.; Simutis, R.; Lübbert, A. Increasing batch-to-batch reproducibility of CHO-cell cultures using a model predictive control approach. Cytotechnology 2012, 64, 623–634. [Google Scholar] [CrossRef] [Green Version]
- Kuprijanov, A.; Schaepe, S.; Aehle, M.; Simutis, R.; Lübbert, A. Improving cultivation processes for recombinant protein production. Bioprocess Biosyst. Eng. 2012, 35, 333–340. [Google Scholar] [CrossRef]
- Levisauskas, D.; Galvanauskas, V.; Simutis, R.; Repsyte, J. Inferential control system for tracking desired trajectory of biomass growth in fed-batch cultivation process. In Recent Advances in Circuits, Systems and Automatic Control, Proceedings of the 14th International Conference on Circuits, Systems, Electronics, Control & Signal Processing (CSECS ’15), Konya, Turkey, 20–22 May 2015; WSEAS Press: Sofia, Bulgaria, 2015; pp. 57–62. [Google Scholar]





© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Galvanauskas, V.; Simutis, R.; Levišauskas, D.; Urniežius, R. Practical Solutions for Specific Growth Rate Control Systems in Industrial Bioreactors. Processes 2019, 7, 693. https://doi.org/10.3390/pr7100693
Galvanauskas V, Simutis R, Levišauskas D, Urniežius R. Practical Solutions for Specific Growth Rate Control Systems in Industrial Bioreactors. Processes. 2019; 7(10):693. https://doi.org/10.3390/pr7100693
Chicago/Turabian StyleGalvanauskas, Vytautas, Rimvydas Simutis, Donatas Levišauskas, and Renaldas Urniežius. 2019. "Practical Solutions for Specific Growth Rate Control Systems in Industrial Bioreactors" Processes 7, no. 10: 693. https://doi.org/10.3390/pr7100693
APA StyleGalvanauskas, V., Simutis, R., Levišauskas, D., & Urniežius, R. (2019). Practical Solutions for Specific Growth Rate Control Systems in Industrial Bioreactors. Processes, 7(10), 693. https://doi.org/10.3390/pr7100693