1. Introduction
Bioindustries, such as pulp and paper industries, have a high potential for the production of value-added products, e.g., heat and power, ethanol and diesel fuels, hydrogen, polymers, and so on [
1]. It is estimated that the world’s paper industry produces approximately 500 million tons of paper and cardboard annually [
2]. Only a small portion of this paper is recycled, whereas major parts of paper products are buried or burned as waste [
3]. The pulp and paper industry accounts for 34% of municipal waste and is the third-largest polluter of air, water, and soil [
4].
In general, recycling waste paper is recommended as a priority option for its management, but there are several obstacles, including a sharp decline in the efficiency of the process and quality of the pulp and increasing volumes of effluents and solid chemical wastes [
5,
6]. However, some types of paper are not reusable due to their properties, such as the presence of ink, severe microbial load, humidity resistance, and other inhibiting factors [
7,
8]. One such paper is waste banknotes [
9]. Every year, thousands of tons of waste banknotes are incinerated worldwide [
10,
11]. Other countries, e.g., the UK, add waste banknotes to the soil instead of burning them. This, however, creates new problems. Inductively Coupled Plasma (ICP) analysis of banknotes has indicated that banknote paper contains heavy metals. Therefore, burying waste banknotes will lead to the accumulation of these heavy metals and have a negative impact on plants and animals [
11].
Banknote paper is a water-resistant paper [
12,
13]. Usually, formaldehyde melamine resin is used in the production of these papers. The use of this resin makes it difficult to recycle such paper, and special treatments are required for this purpose. Resins such as melamine formaldehyde are slowly hydrolyzed in an acidic environment and at high temperatures [
13,
14]. Another reason for the recalcitrance of banknote paper is that it is made of cotton fibers with an alpha cellulose content of 88 to 96% and a very high crystallinity level [
9]. To reduce the crystallinity of the lignocellulosic biomass, a variety of pretreatment methods have been proposed [
15]. Another challenge with banknote paper recycling is the presence of ink in waste paper, which can inhibit many biorefinery processes [
16,
17]. Soaking paper fibers using sodium hydroxide at high temperatures, followed by sieving and washing, has a clear effect on the separation of separated ink particles, nylon parts, and so on. In general, sodium hydroxide helps the swelling of the fiber and can separate the ink from the fibers through saponification or hydrolysis [
18]. The use of high-frequency ultrasonic devices to break small particles of ink has also been used as a mechanical method. In fact, ultrasonic, chemical, and physical methods have been used both separately and in combination for deinking [
19]. Researchers have shown different ways to produce ethanol from paper-based recycled materials; however, 1economically viable deinking processes are still under development [
20,
21].
One solution would be to convert waste banknotes according to the concept of biorefining through which not only higher value-added products can be achieved but also the environmental problems caused by its disposal can be reduced [
9,
22]. Despite numerous studies in the field of biorefining, including lignocellulosic products, a comprehensive study on the use of waste banknotes as a material with a high percentage of crystalline cellulose, ink, and polymeric resin content has not been performed. In this research, we have studied the effectiveness of deinking waste banknote paper using acid and alkali chemical pretreatments separately and in combination with ultrasonic. Weight loss, brightness improvement, the efficiency of enzymatic hydrolysis and ethanol production, and the crystallinity index were used to characterize the effectiveness of the used treatments and the pretreatment process.
2. Materials and Methods
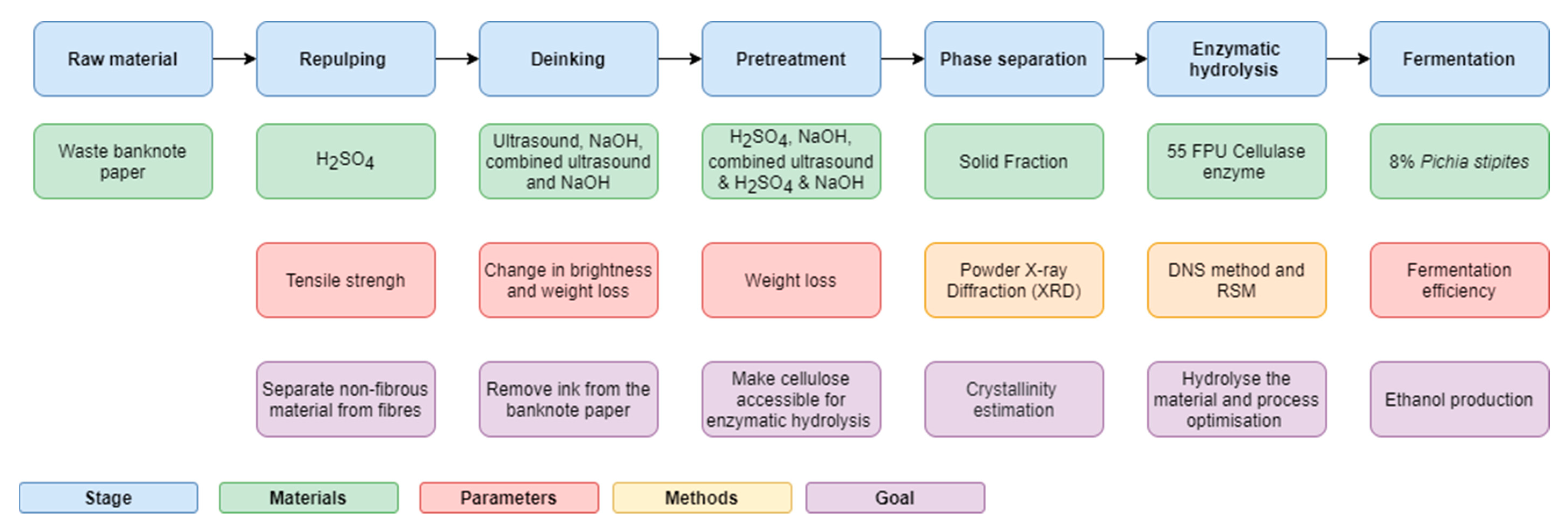
The process flow used in these experiments is illustrated in
Figure 1. All experiments were performed at least in triplicate.
2.1. Raw Material
The raw material used in this study was waste banknote paper prepared in the Central Bank of Iran. Melamine formaldehyde is used in banknote paper to increase its mechanical strength and reduce water absorption. Therefore, the process of repulping this type of paper requires breaking the created cross-links in it.
2.2. Repulping
The process of pulping worn banknote paper was performed at different pH values from 1 to 12. The lowest tensile strength was considered as an evaluation index of this section. The tensile strength was measured in a horizontal tensile tester from FRANK-PTI GMBH company (Birkenau, Germany), using the Standard Method TAPPI T494 om-o6. For this, the banknote paper was cut into 2 × 15 cm pieces and inserted into the horizontal tensile tester for measurement. In the repulping process, 30 g of pulp was used, and the process was performed in 500 mL flasks (with a total working volume of 300 mL). After that, 0.5 mL of 98% sulfuric acid was added to the samples, which were further placed at a temperature of 90 °C to 95 °C for an hour and a half [
13,
23].
2.3. Deinking
In order to deink the used pulp, 3 g (dry weight) of pulp was added into a flask with a total working volume of 100 mL. Three different deinking methods were used: ultrasonic (Am30 loading, 5 min, 20 °C room temperature), chemical (1%, 2%, 3%, and 4% weight of NaOH at 95 °C), and a combination of NaOH and ultrasonic. The ultrasonic equipment used in this study was a Qsonica Sonicator Q700 (Newtown, CT, USA). The samples were stirred in a direct driven stirrer model FTDS 41 from Sci Finetech Co. (Seoul, Korea) at 500 rpm for 90 min. After repulping and deinking, a new paper was made in the new conditions in order to investigate the brightness and weight loss in the new conditions [
9,
23]. This paper is called handmade paper. The highest brightness and minimum weight loss in the deinking stage were considered as the optimal treatment method. For measuring the brightness, 1.2 g (dry weight) of pulp was inserted into a Zb-a Powders brightness colorimeter testing machine from Hangzhou Zhibang Automation Technology Co. Ltd. (Hangzhou, China).
2.4. Pretreatment
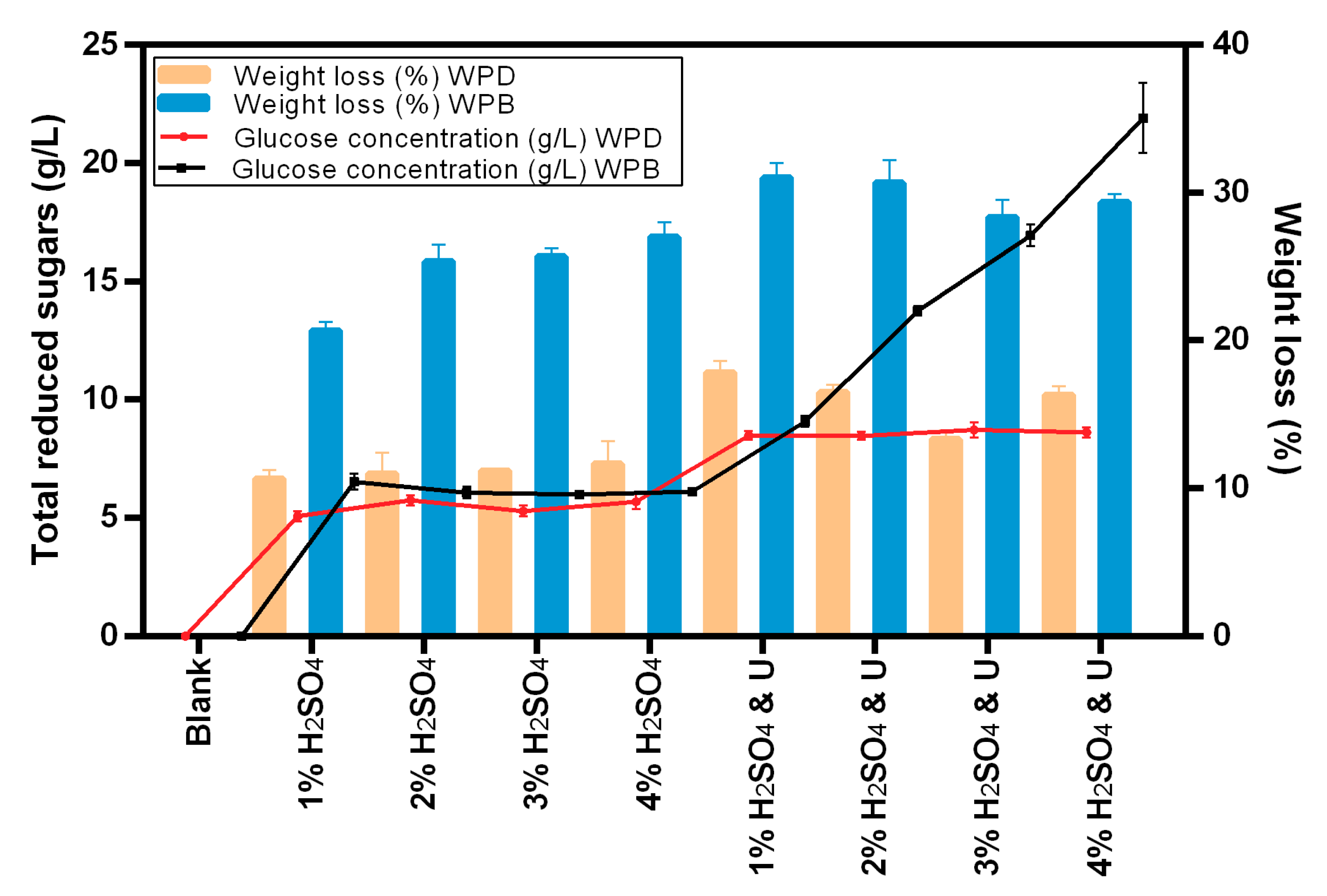
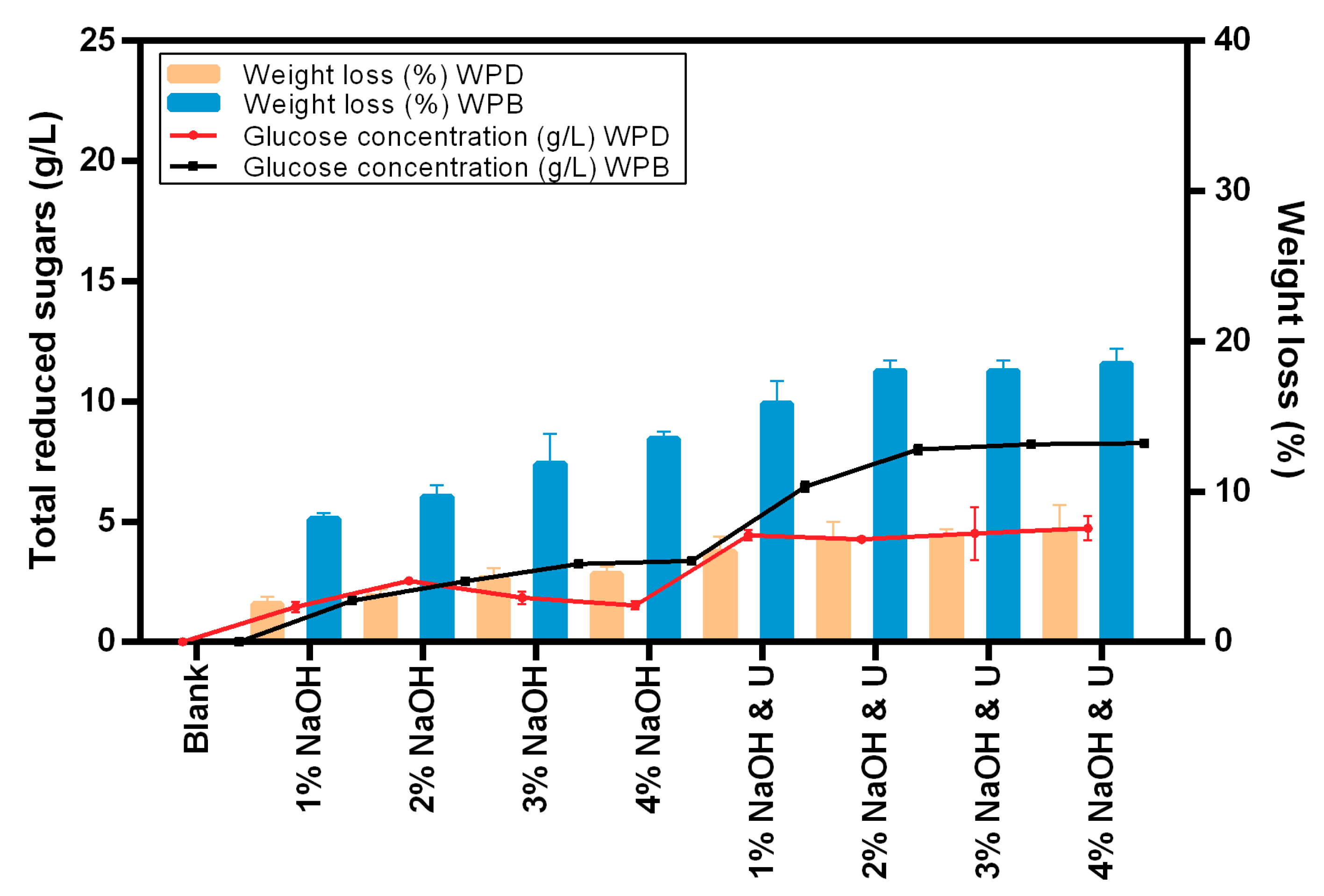
In this study, acid pretreatment with H2SO4, alkaline with NaOH, and a combination of acidic and alkaline treatments with ultrasonic treatment were used. For this, 2 g (dry weight) of both deinked (waste pulp deinked (WPD)) and non-de-inked pulps (waste pulp blank (WPB)) were added to a flask with a total working volume of 100 mL. For the acid pretreatment, 1%, 2%, 3%, and 4% solutions of H2SO4 and NaOH were added to the flask and autoclaved for 30 min at 121 °C. The pulp was exposed to ultrasonic waves with Am50 loading for 5 min, and at the end, after separating the liquid from the fibers, the weight loss percentage was calculated.
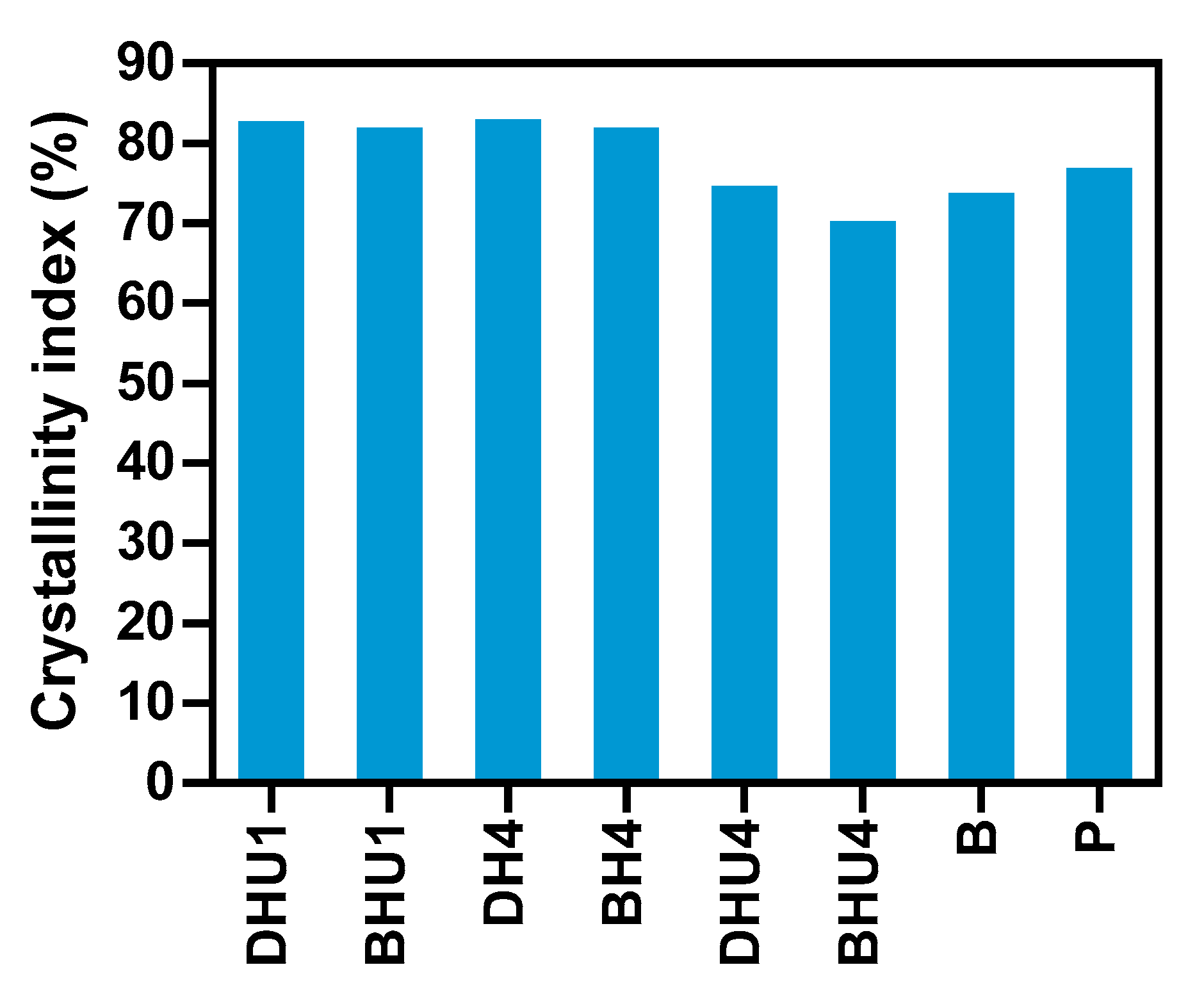
2.5. Powder X-ray Diffraction (XRD)
The solid residue from the above pretreatments was further analyzed using an XRD test. This test aims to quantify the crystallinity structure of the waste banknote paper. This test was performed at the Shahid Beheshti University of Tehran using a STOE-STADV model X-ray diffraction device (Darmstadt, Germany). The operating voltage was 40 kV, the current of the device was 40 mA, and the Ɵ 2 amplitude was 10–40 mA. The experiments were performed with an interval of 0.4 s.
2.6. Enzymatic Hydrolysis
In this study, industrial enzyme cellulase manufactured by Novozyme Company in Denmark was used (55 FPU/mL). Enzyme activity was measured according to the IUPAC standard filter paper assay (FPA) [
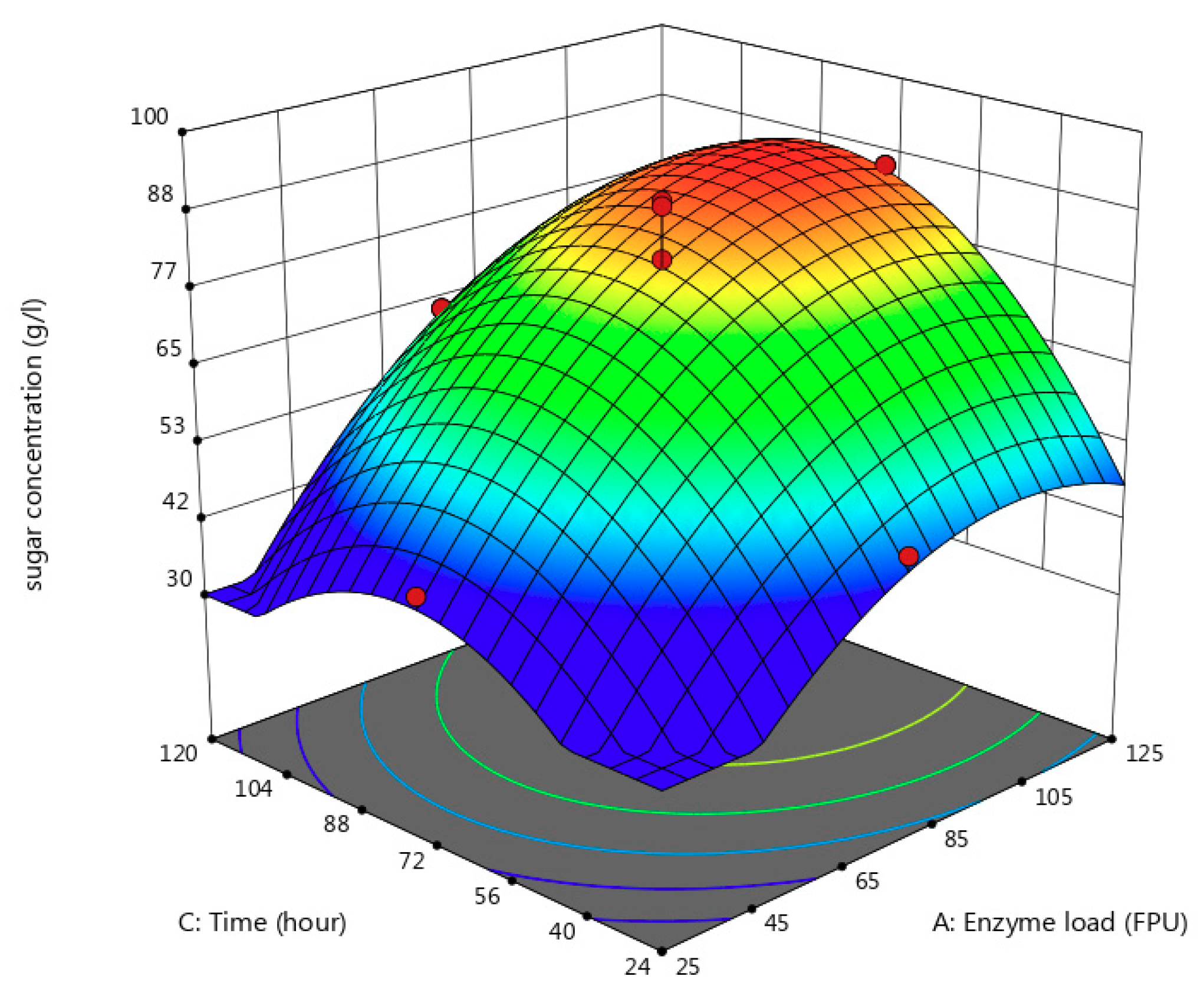
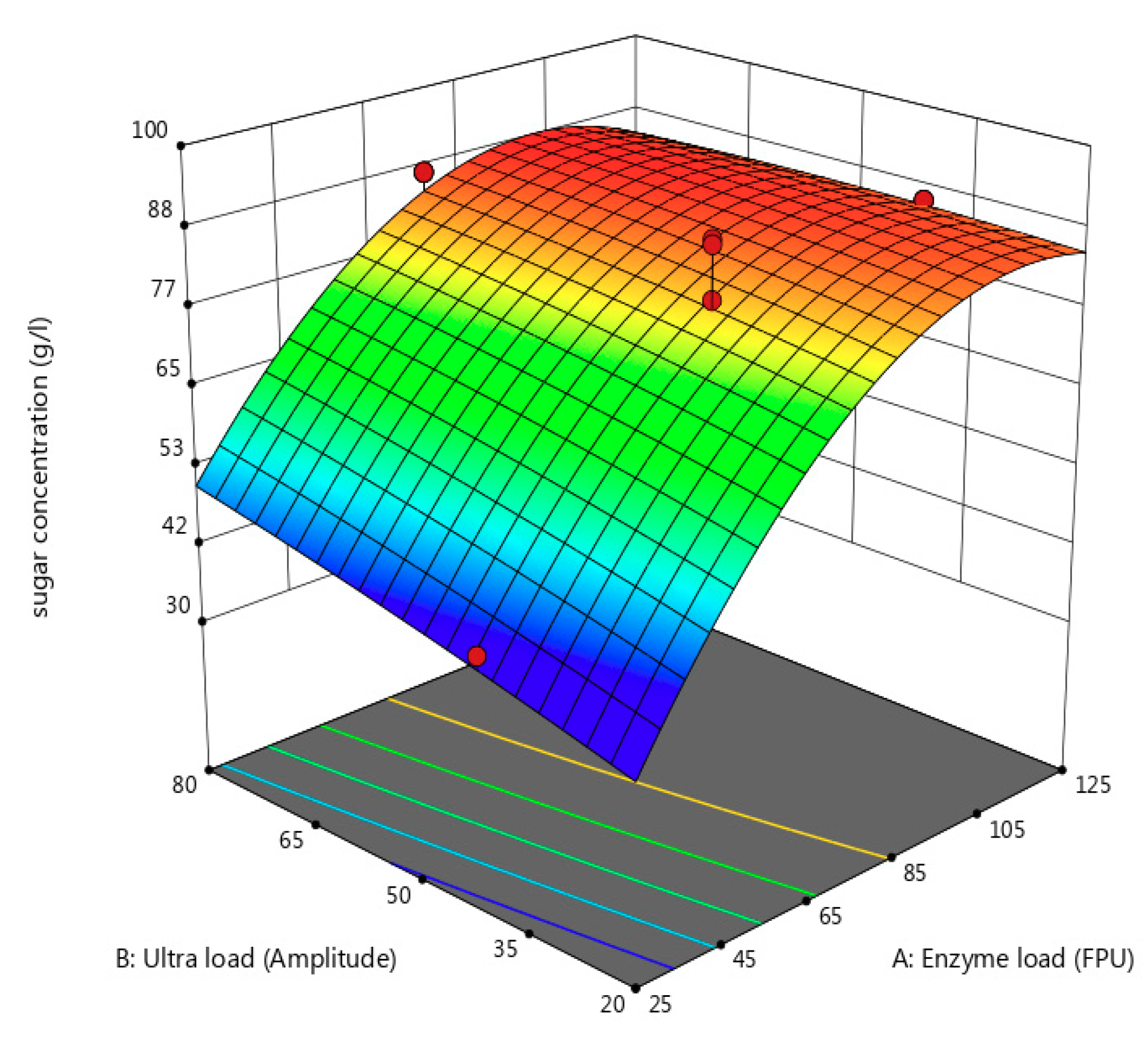
24]. Five grams of pretreated material was added into a flask with a total working volume of 100 mL. Five different enzyme loads were added to the flask (25, 50, 75, 100, and 125 FPU/mL) in order to find the optimum enzyme load. Enzymatic hydrolysis was performed at pH = 4.8 and a temperature of 50 °C at 150 rpm for 24, 48, 72, 96, 120 h under different ultrasonic loadings (Am 0, 20, 40, 60, 80). The DNS method was used to determine the amount of reduced sugars in the samples from the liquid fraction [
25].
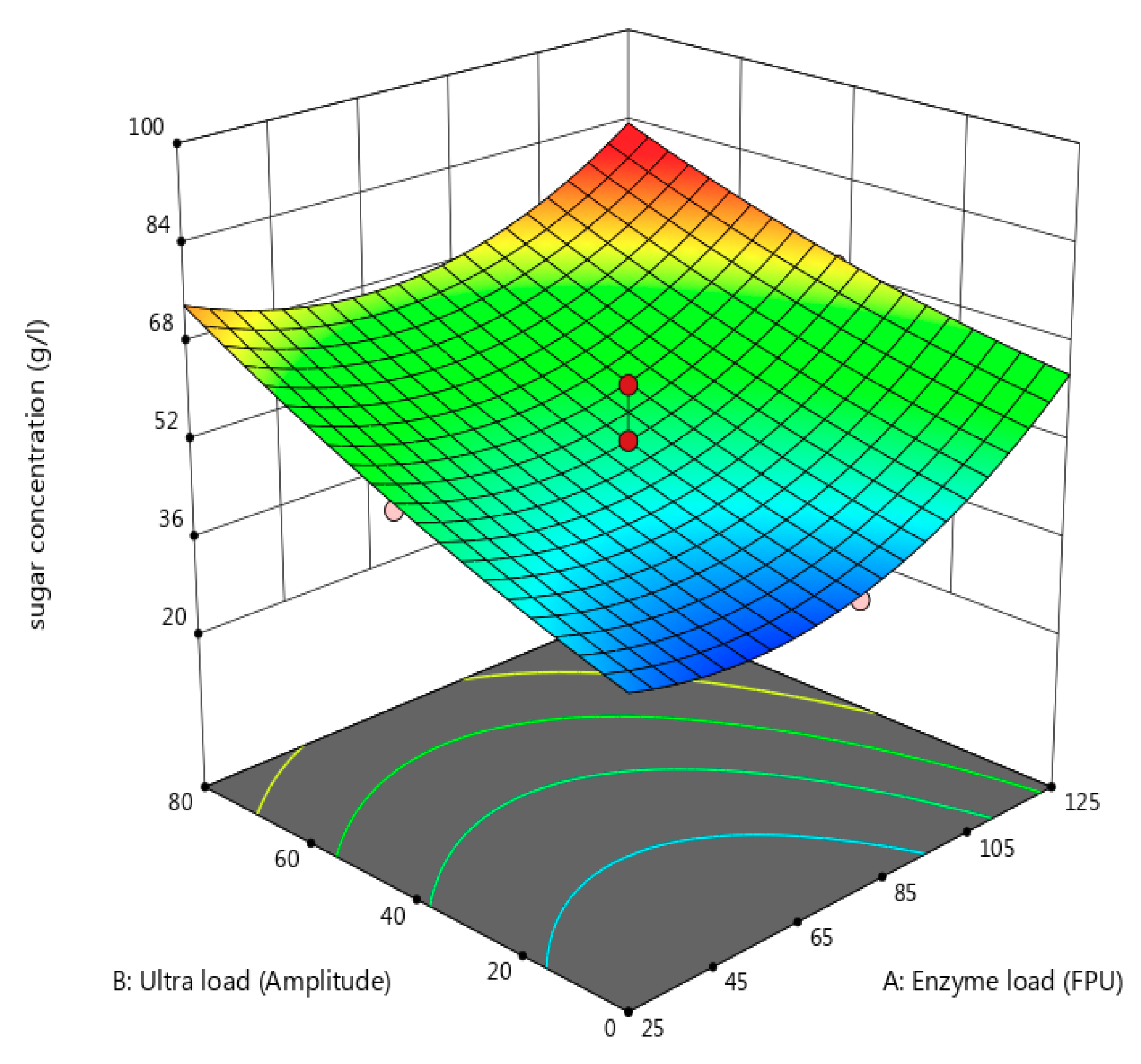
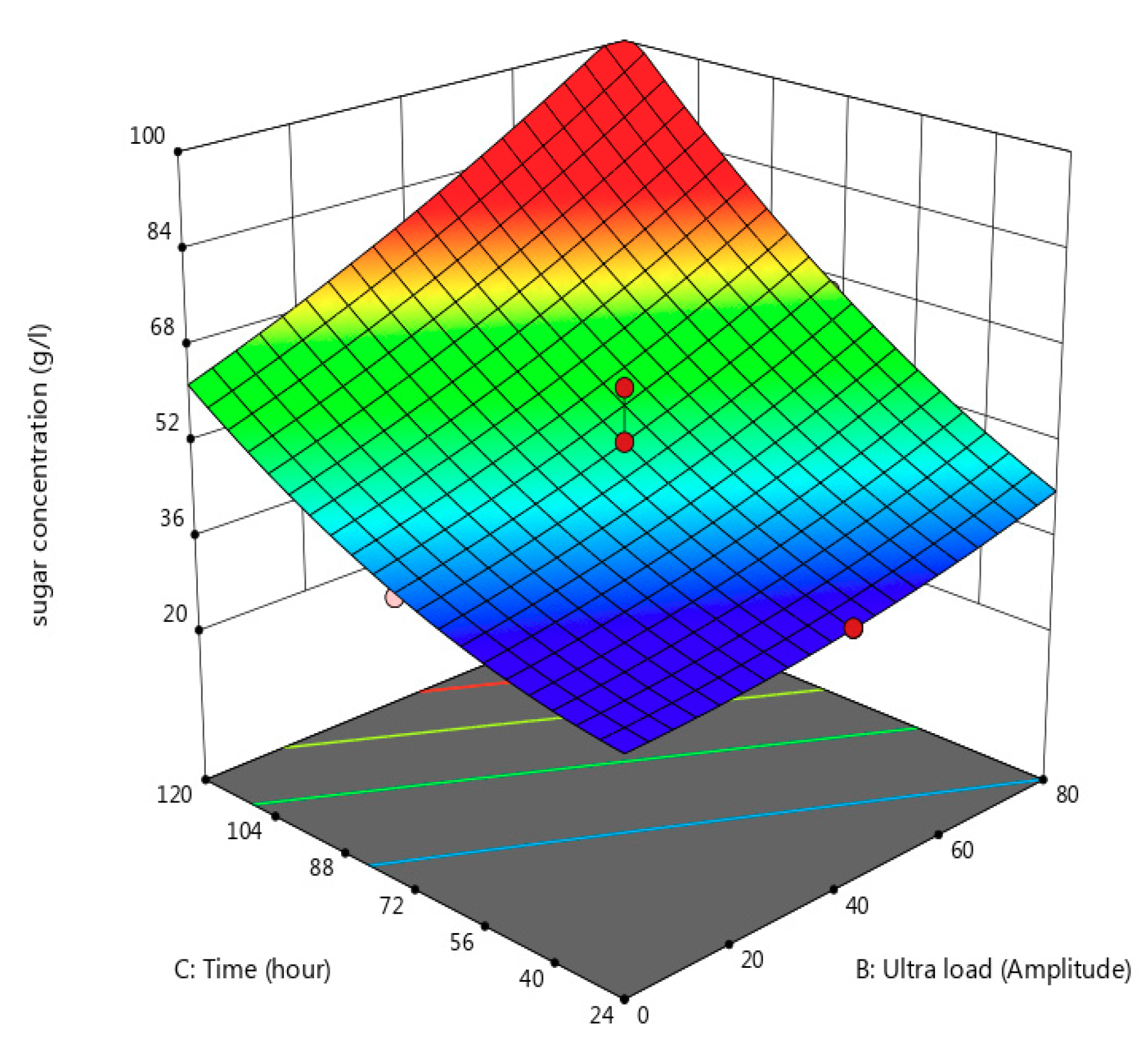
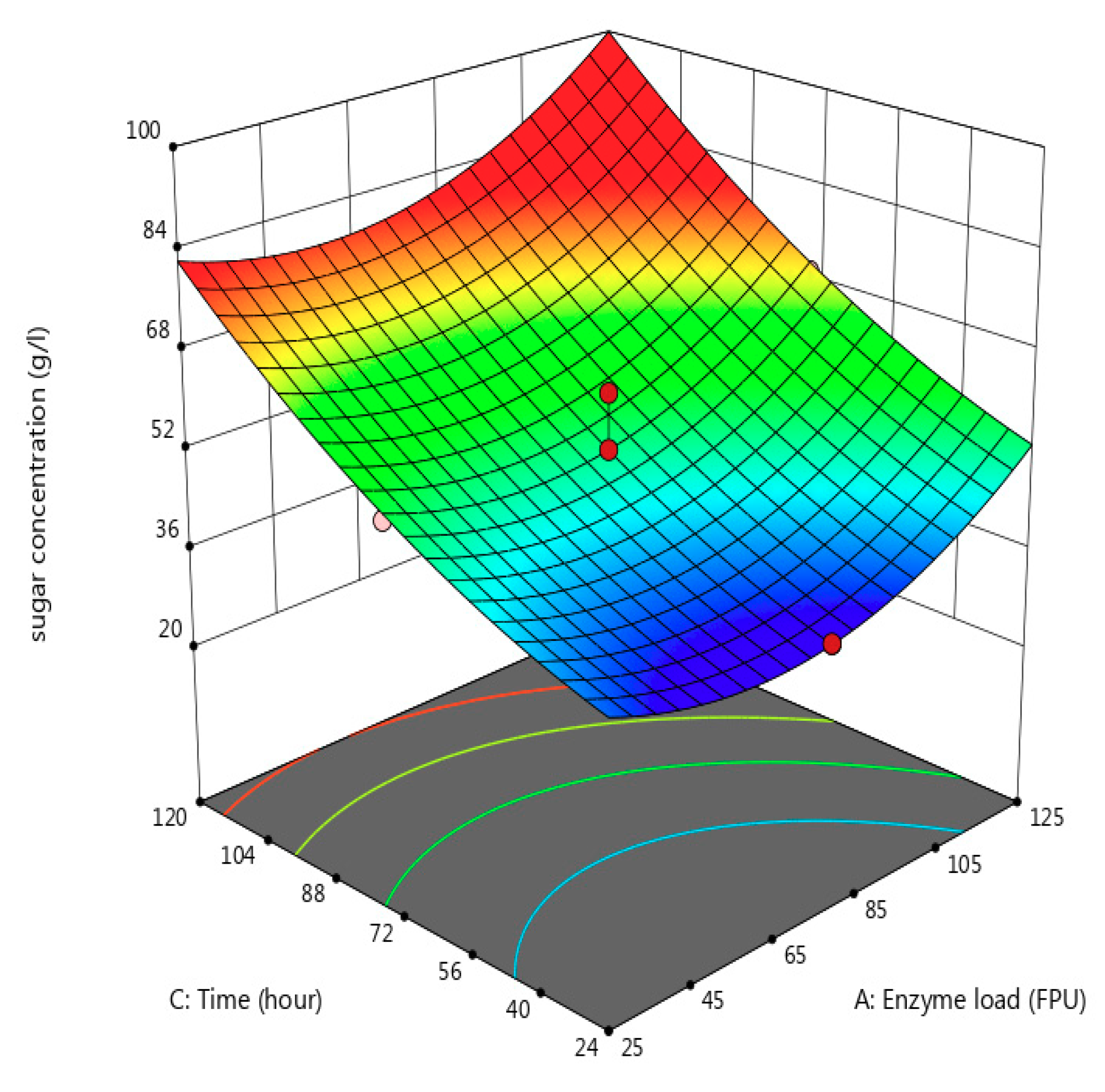
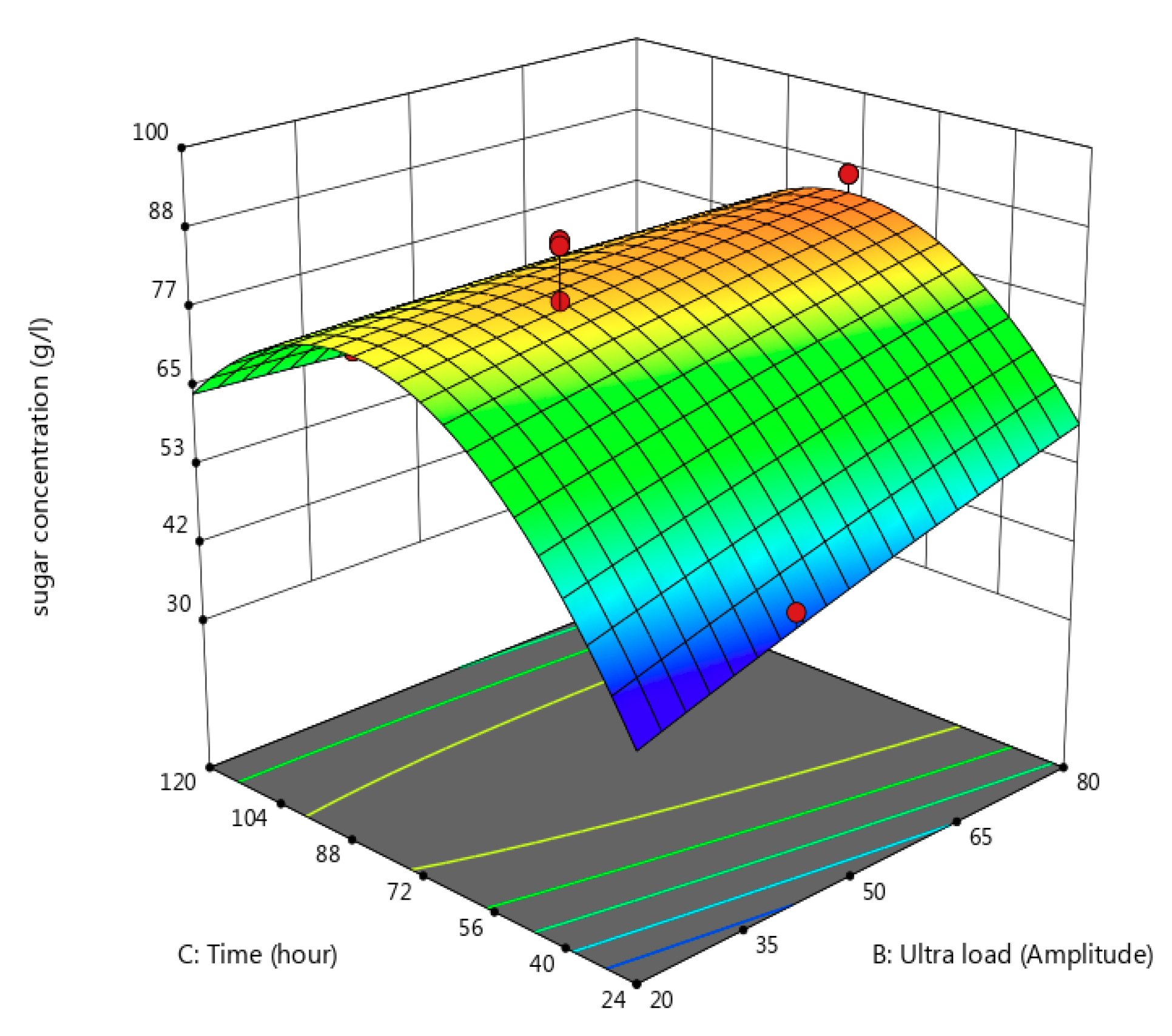
2.7. Response Surface Methodology (RSM)
The RSM Design Expert 12 software was used to investigate the interaction between: FPU/mL rate (x1), ultrasonic load (x2), and saccharification time (x3). The software enabled calculating the optimal amount of enzyme, ultrasonic load, and enzymatic hydrolysis time. In the case of enzyme load, five different loadings were used (25, 50, 75, 100, and 125 FPU/mL). In the case of the ultrasonic loading, five different amplitudes 0, 20, 40, 60, and 80) and periods of time (24, 48, 72, 96, and 120 h) were used. A quadratic model was used as a process order, and the results were statically analyzed using the analysis of variance (ANOVA).
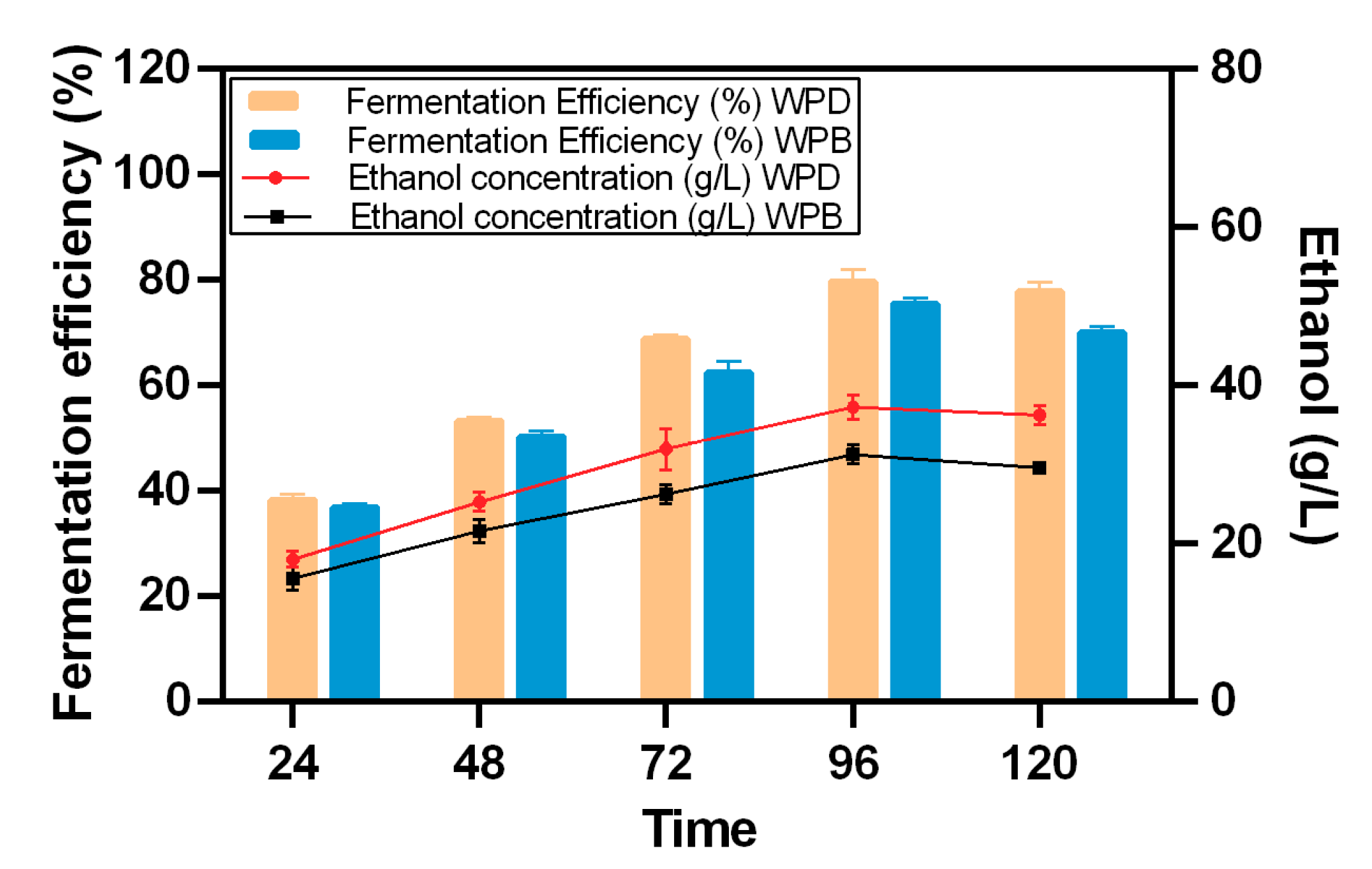
2.8. Fermentation
The yeast used in this study was Scheffersomyces stipitis (commonly known as Pichia stipitis) (strain PTCC 5296), obtained and prepared in the Iran Scientific and Industrial Research Center (Tehran, Iran). The activation of microorganisms was performed in a culture medium containing 10 g/L glucose, 5 g/L peptone, 3 g/L malt extract, and 3 g/L yeast extract. The microorganisms were cultured for 30 h at 30 °C, and a growth curve was plotted. In this study, hydrolyzed WPD and WPB samples were fermented under the same conditions: at 8% (v/v) yeast loading, 46 mL of substrate, in a 50 mL total working volume, and a temperature of 32 °C for 24, 48, 72, 96, and 120 h.
2.9. Calculations
The efficiency of the fermentation process was calculated based on Equation (1):
where C
glc is the concentration of glucose in the sample, C
eth is the ethanol concentration in the sample, and 0.51 is the glucose to ethanol conversion factor calculated based on the chemical balance of the fermentation process [
26].
The biomass crystallization index (CrI) is defined as the percentage of crystalline matter present in the amorphous range in the biomass. This index was calculated according to the following Equation:
where CrI is the crystallinity index, I
002 is the maximum intensity of return peak at an angle of 2θ = 22.53°, and I
am is the intensity of the returning ray at an angle of 2θ = 18.48°.
4. Conclusions
This research investigated two types of acidic and alkaline pretreatments after pulping and deinking banknote paper as a new raw material using ultrasonic treatment. The results indicated that the best pulping conditions for worn banknote paper were at pH = 2. The evaluation of the results of deinking with NaOH showed that the best brightness, considering the weight loss, was obtained by using 3% alkaline in combination with ultrasonic with a loading of 30 amplitude. Two chemical methods, i.e., acidic and alkaline, were used for pretreatment. The resulting weight loss and light density indicated the higher efficiency of acid pretreatment, which can be attributed to deinking by using NaOH. According to the results related to weight loss and optical density, the best pretreatment was obtained by using 1% of sulfuric acid and ultrasonic with a loading of 50 amplitude. In the best conditions, the rate of weight loss in acidic conditions was 17.5% for WPD and 30.5% for WPB. In alkaline conditions, these results were 7.5% for WPD and 18.5% for WPB. Between the two types of acid and alkaline pretreatments based on the resulting light density and weight loss, the acid treatment was more appropriate. Moreover, XRD tests of the biomass after acid pretreatments showed that the lowest crystallinity index was obtained by the use of 4% acid in combination with ultrasonic. Reducing the amount of crystallinity means decreasing the number of impermeable areas for enzymes. For this reason, it was considered the best type of pretreatment and thus used in the following experiments. The results of the enzymatic hydrolysis indicated that the amount of sugar produced in the step for WPD paper was higher than for WPB. In the fermentation process, the highest ethanol concentration achieved was 38 g/L for WPD and 31 g/L for WPB. The highest process efficiency was 80.9% for WPD and 75.04% for WPB. Overall, the production of bioethanol increased with increasing time to 96 h, and then the process slowed down. The ethanol production efficiency of the WPD sample was improved by 7% compared to the WPB sample due to the absence of composites (such as copper, nickel aluminum, zinc, and iron). In summary, waste banknote paper has high amounts of alpha cellulose in its composition, which makes it a suitable substrate for bioethanol production. Since waste banknote paper has high amounts of heavy metals, melamine formaldehyde, and ink in its composition, further research should be conducted in order to further increase the fermentation efficiency and ethanol concentrations and decrease the production costs of treating these residues for bioethanol production.



 and
and 

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}










