Data-Driven Modelling of the Complex Interaction between Flocculant Properties and Floc Size and Structure




Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Flocculation Process Monitoring
2.3. The Statistical Design of Experiments and Multivariate Data Analysis
3. Results and Discussion
- Case 1: The prediction of the SE for copolymers.
- Case 2: The prediction of the d0.5 for copolymers.
- Case 3: The prediction of the SE for terpolymers.
- Case 4: The prediction of the d0.5 for terpolymers.
- Case 5: The prediction of the SE for copolymers and terpolymers.
- Case 6: The prediction of the d0.5 for copolymers and terpolymers.
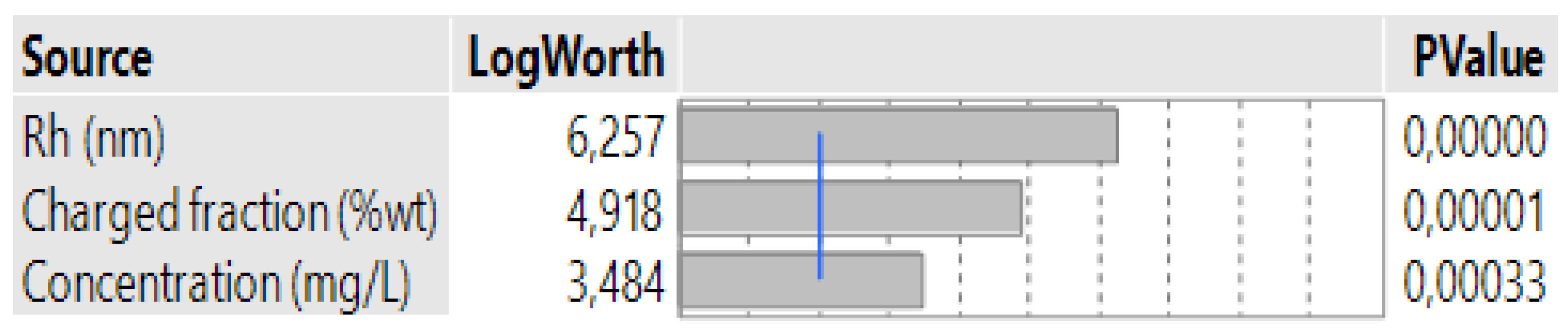
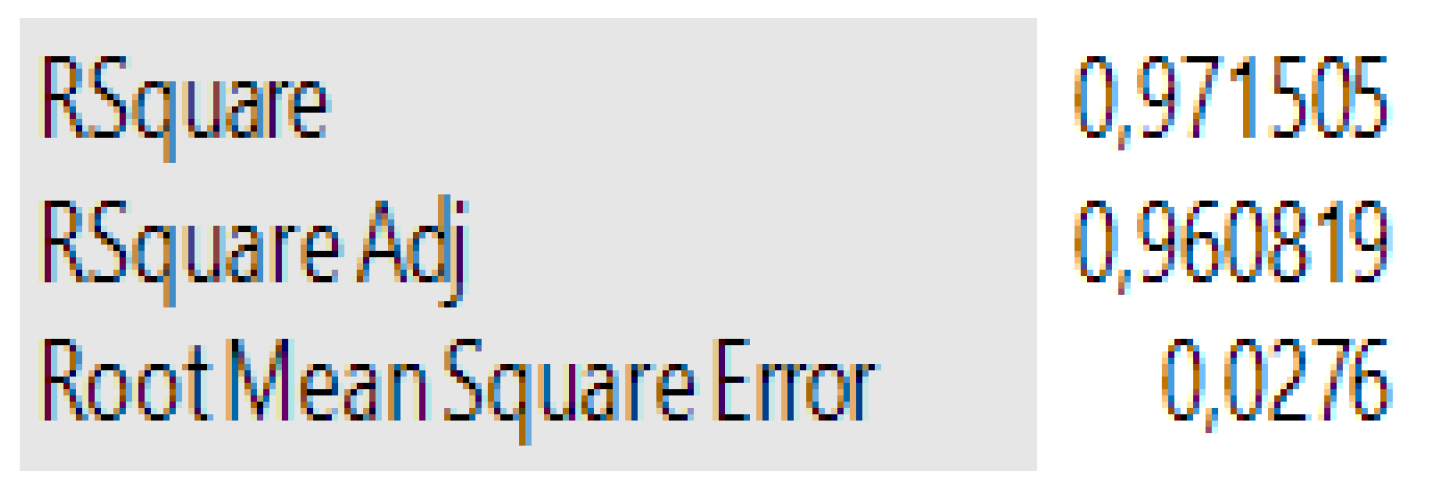
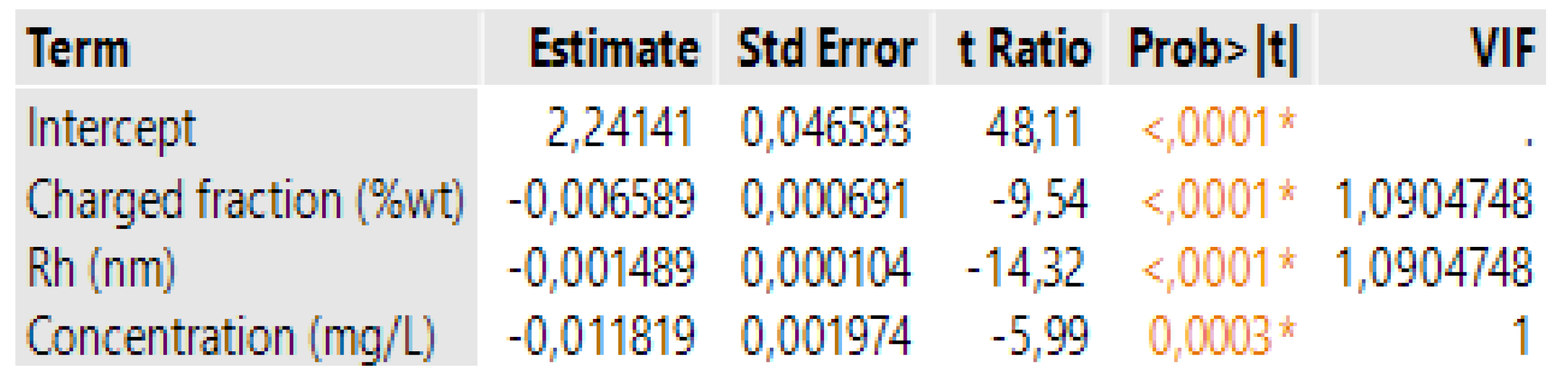
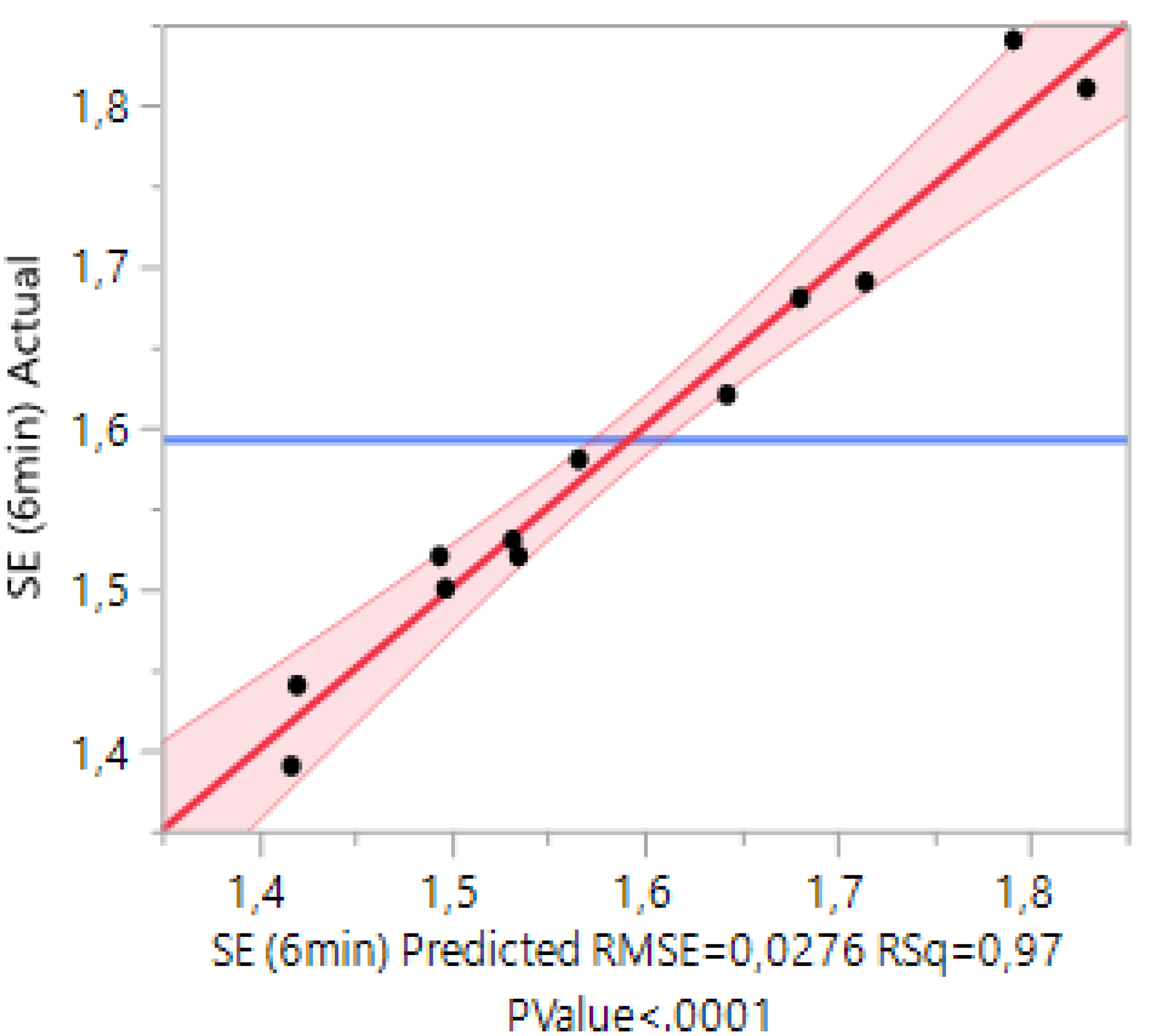
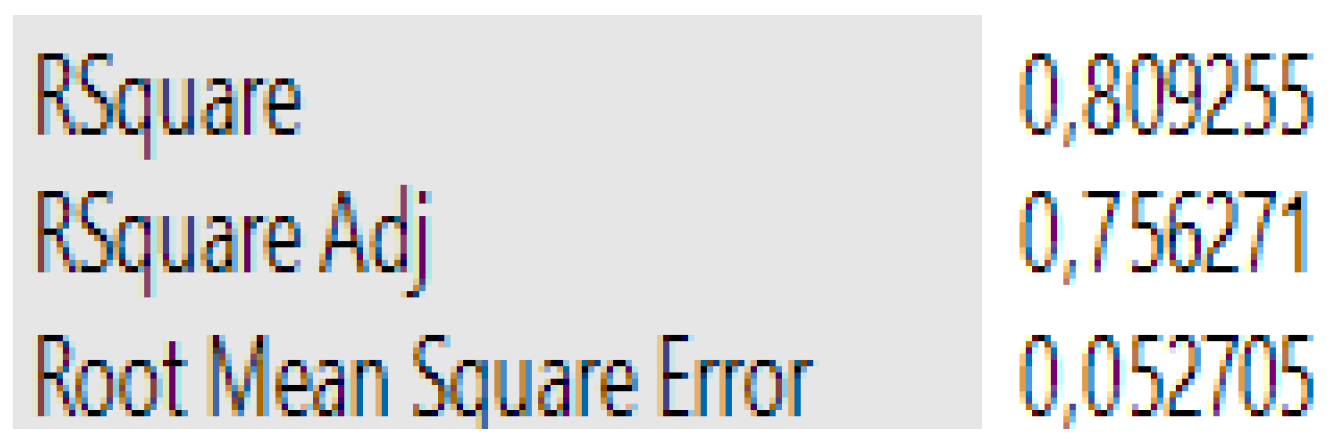
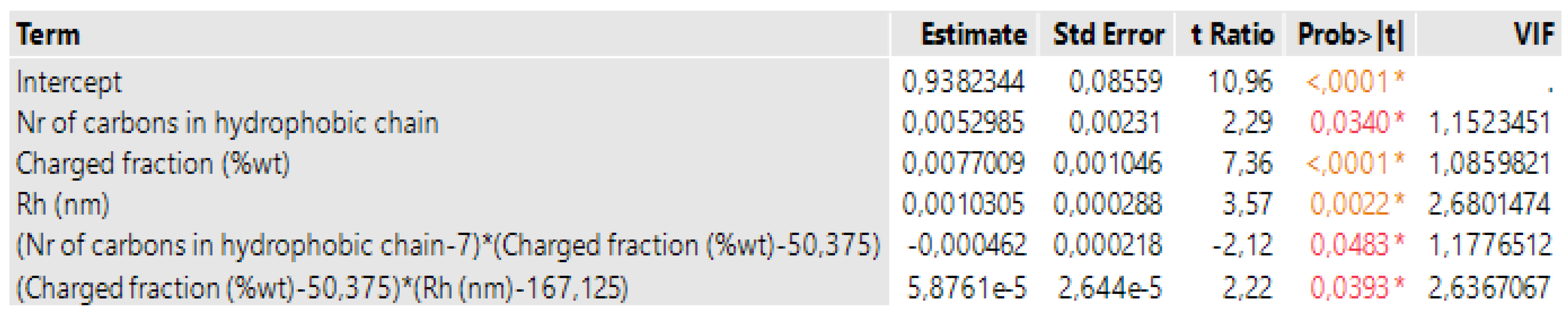
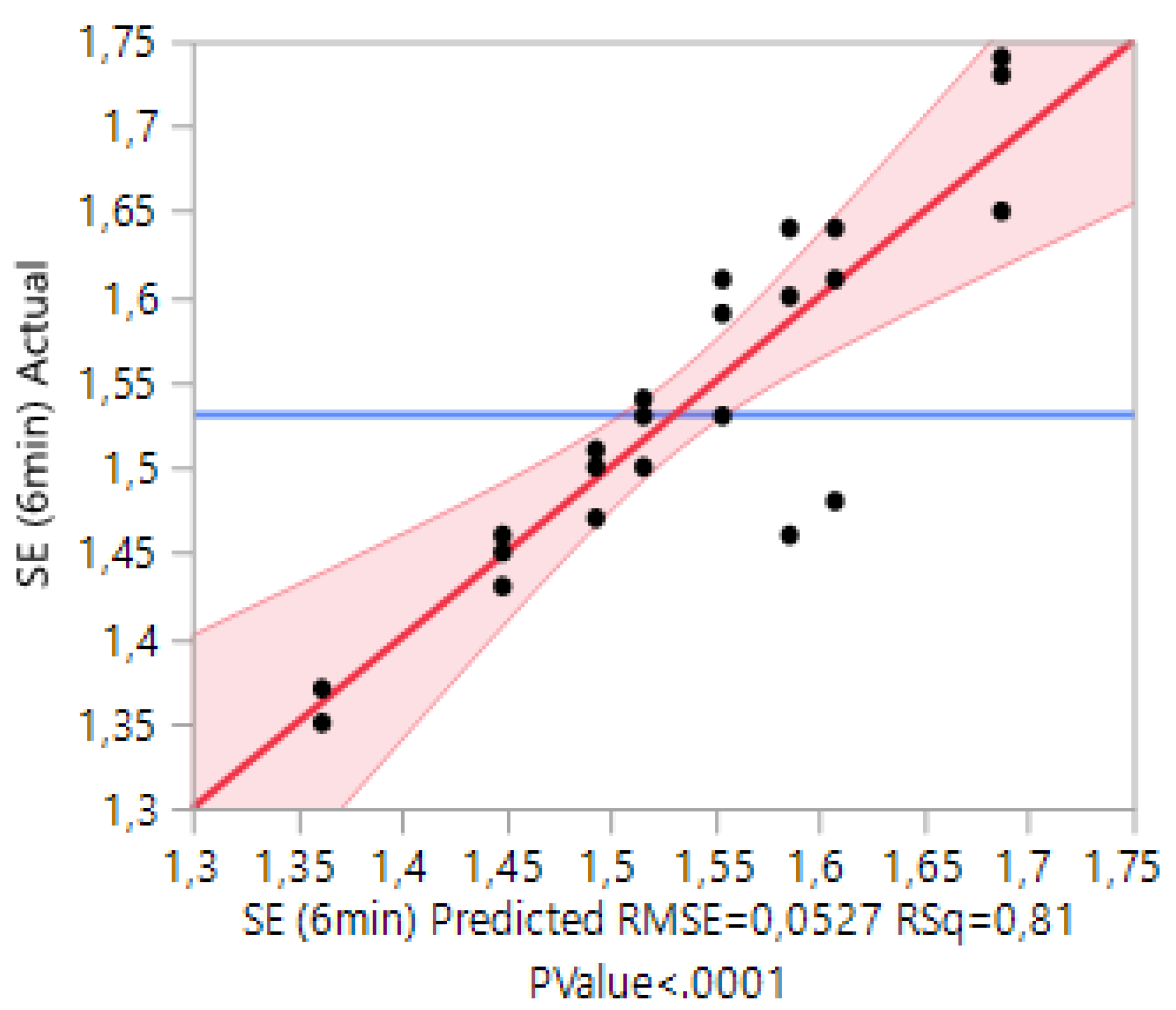
3.1. Case 1: The Prediction of the SE for Copolymers
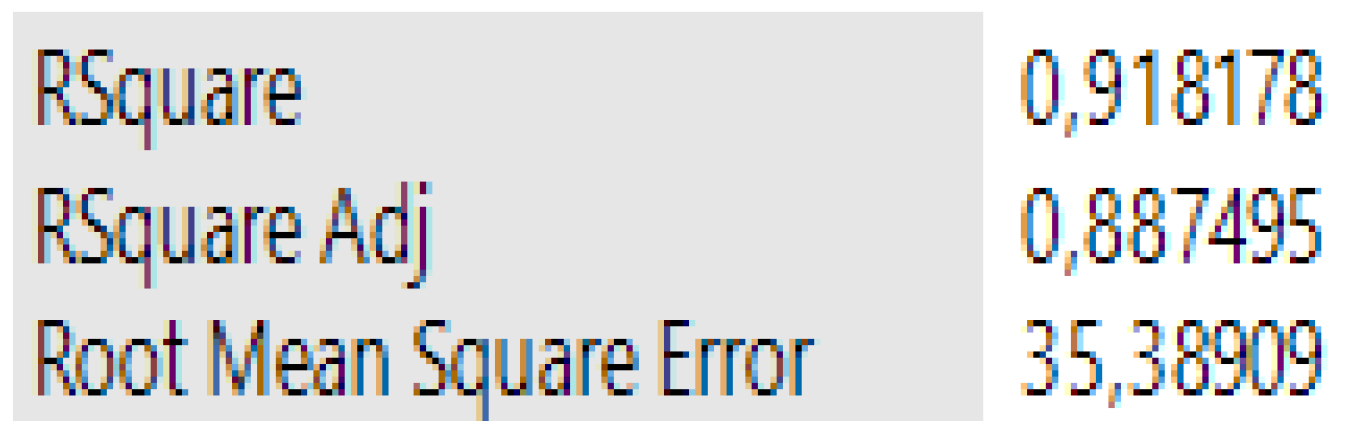
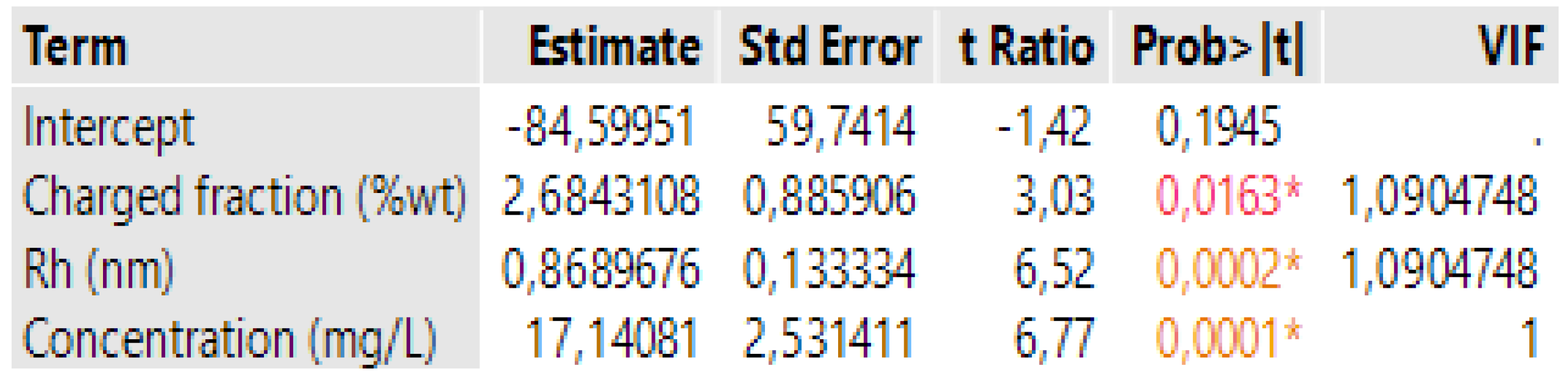
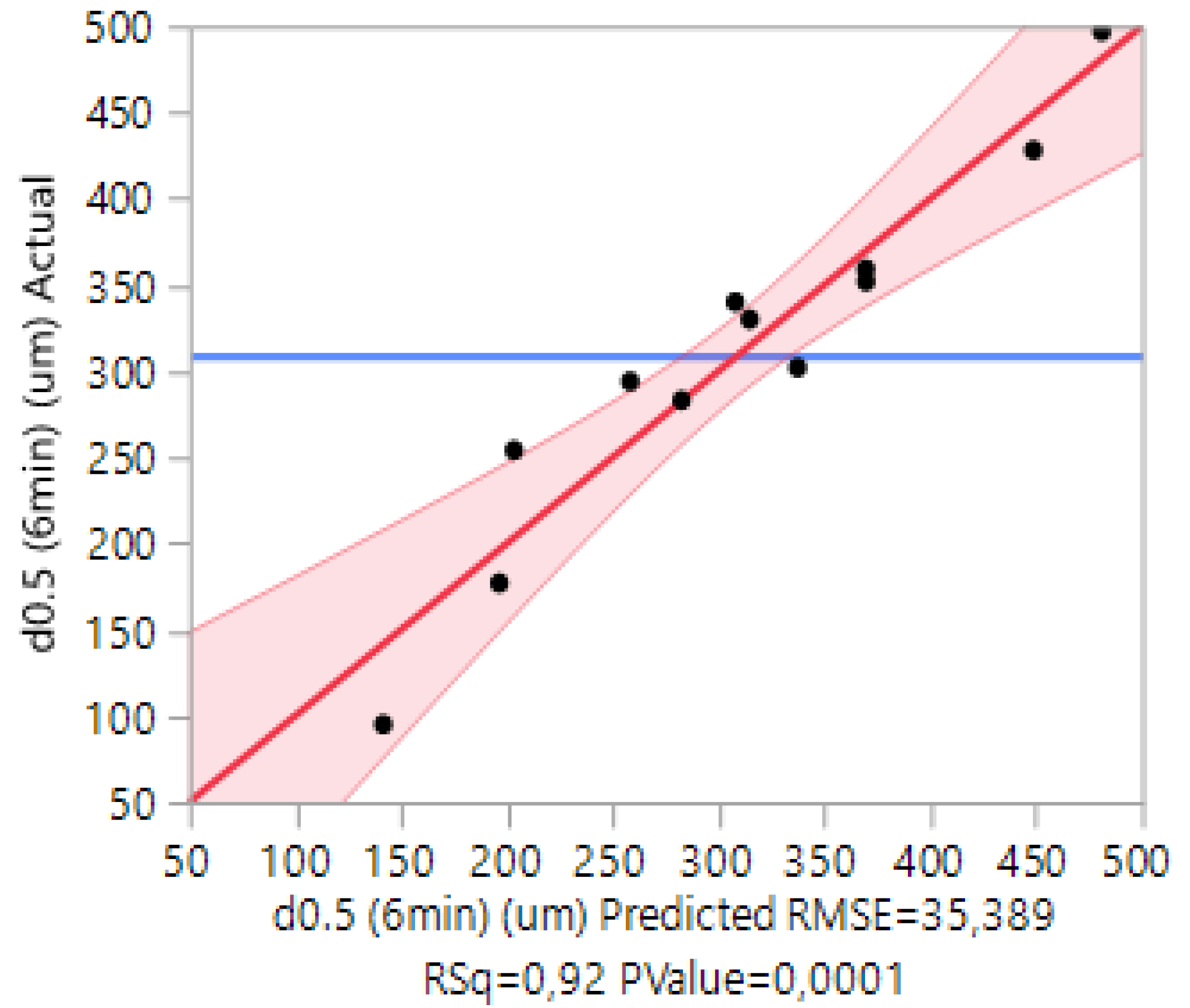
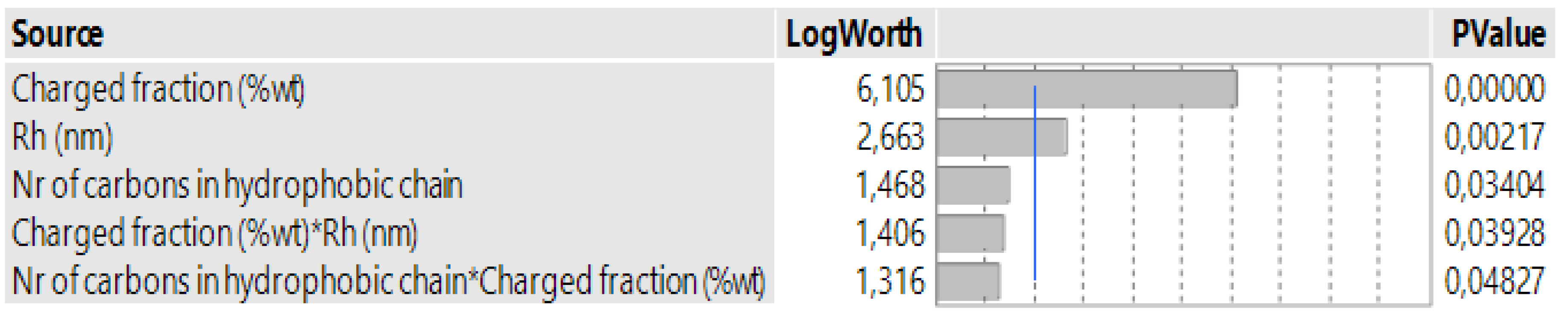
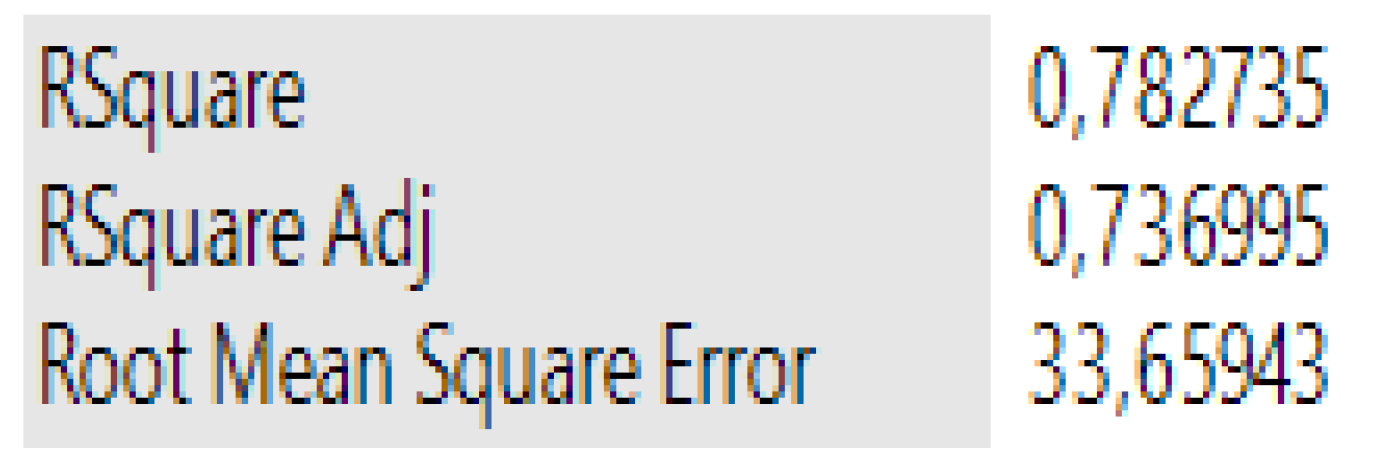
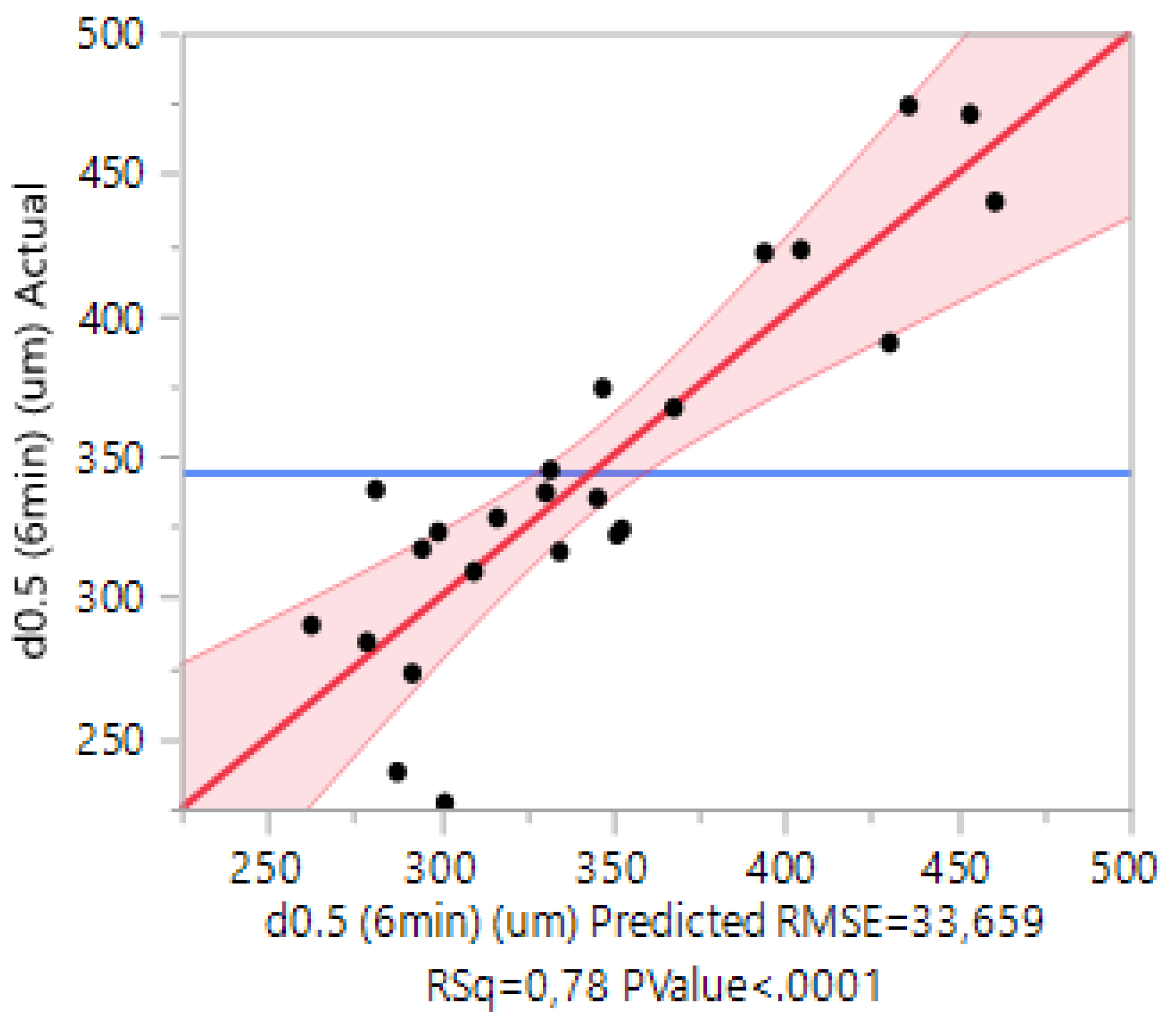
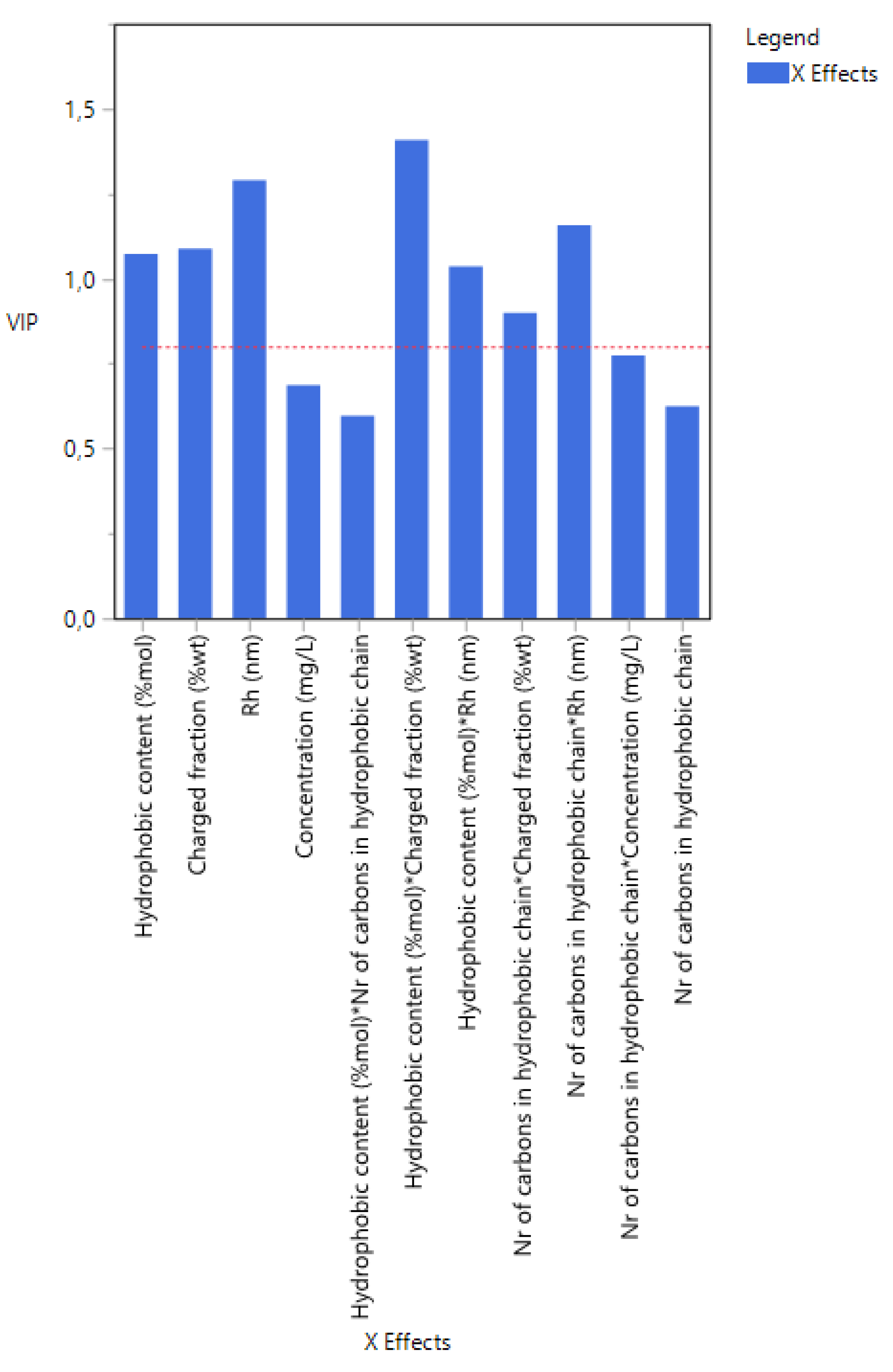
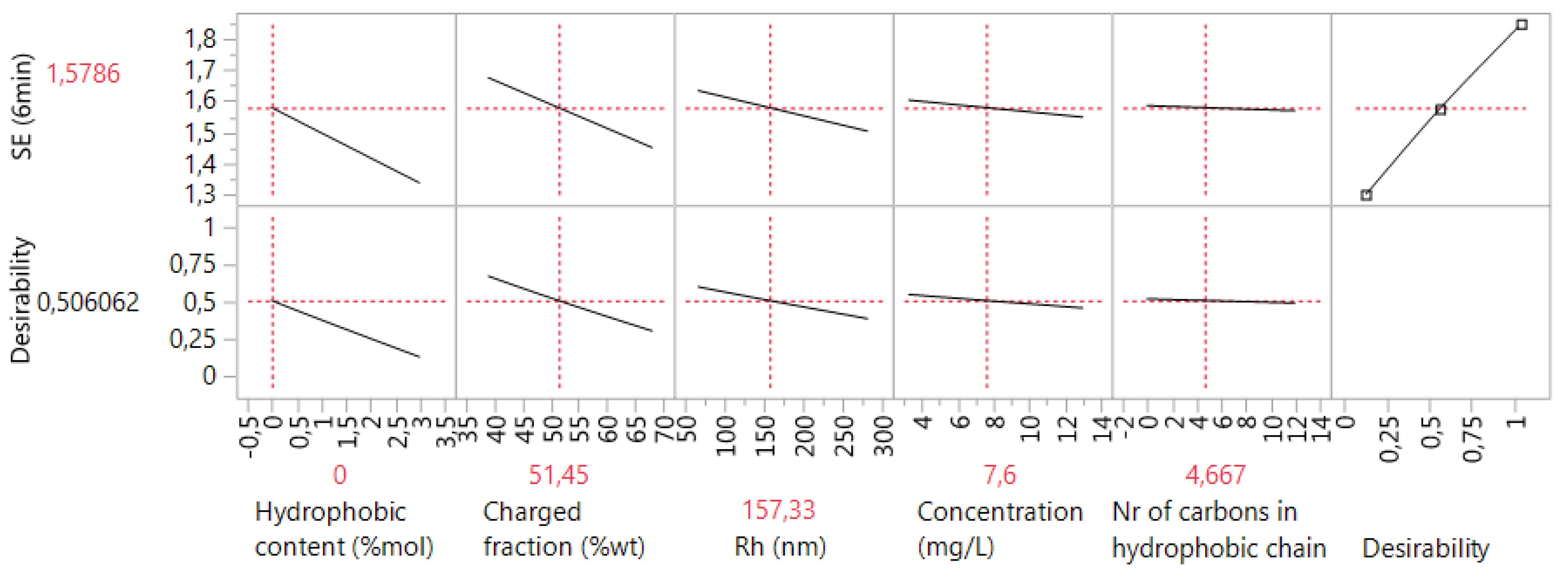
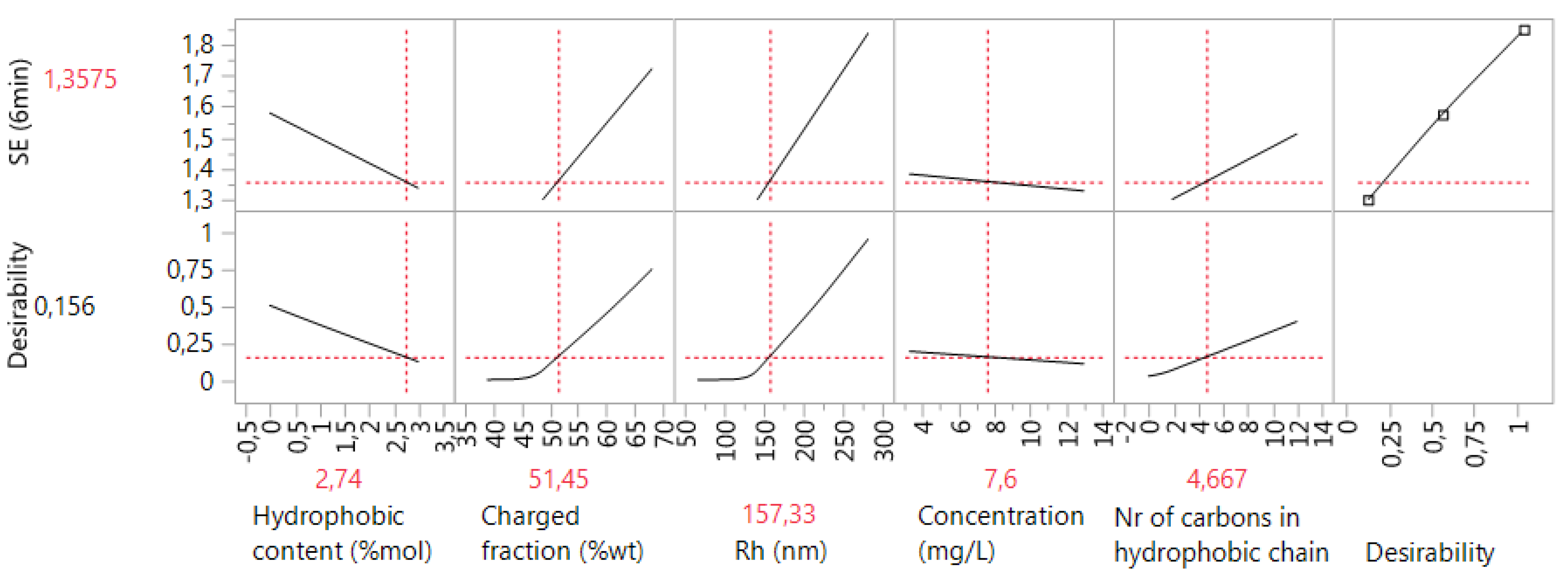
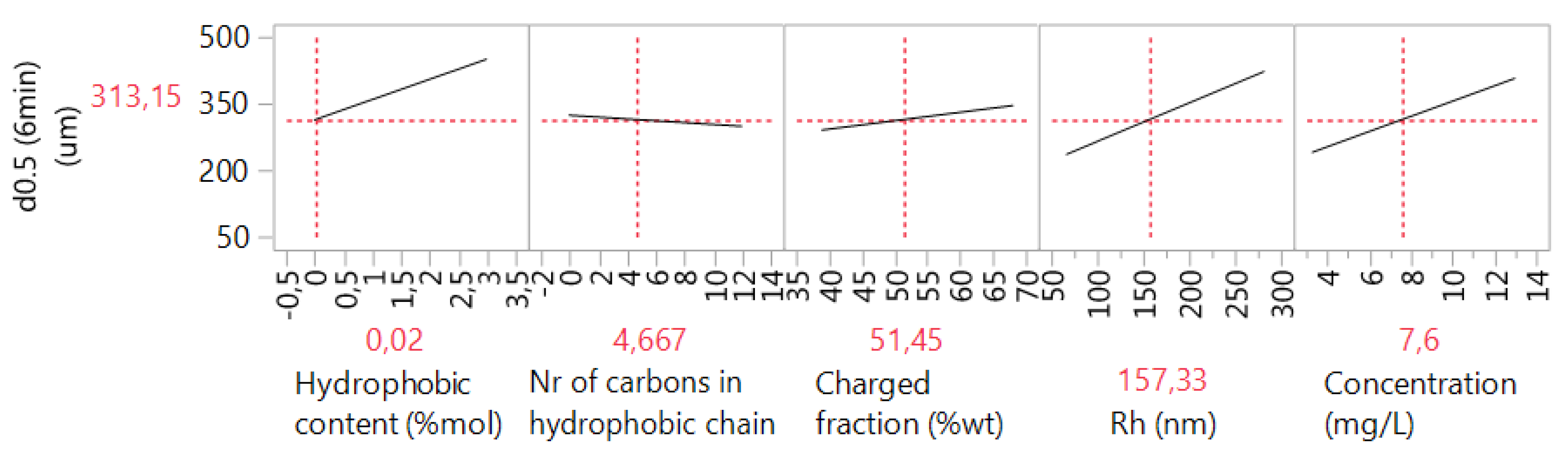
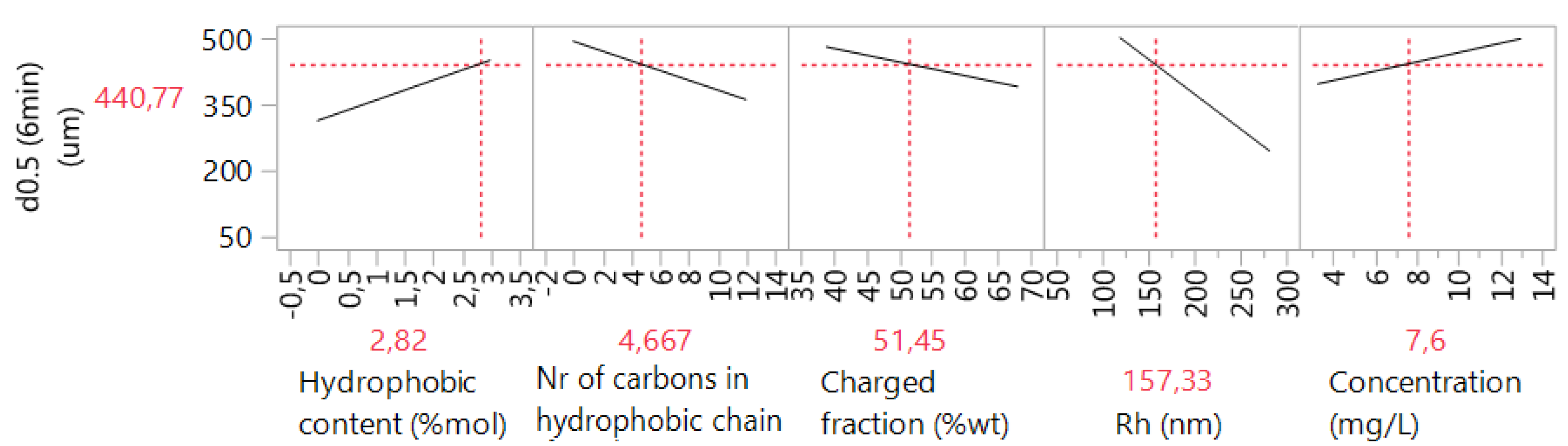
3.2. Case 2: The Prediction of the d0.5 for Copolymers
3.3. Case 3: The Prediction of the SE for Terpolymers
3.4. Case 4: The Prediction of the d0.5 for Terpolymers
3.5. Case 5: The Prediction of the SE for Copolymers and Terpolymers
3.6. Case 6: The Prediction of the d0.5 for Copolymers and Terpolymers
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Jarvis, P.; Parsons, S.A.; Henderson, R.; Nixson, N.; Jefferson, B. The practical application of fractal dimension in water treatment practice–the impact of polymer dosing. Sep. Sci. Technol. 2008, 43, 1785–1797. [Google Scholar] [CrossRef] [Green Version]
- Lee, C.S.; Robinson, J.; Chong, M.F. A review on application of flocculants in wastewater treatment. Process Saf. Environ. Prot. 2014, 92, 489–508. [Google Scholar] [CrossRef]
- Kleimann, J.; Gehin-Delval, C.; Auweter, H.; Borkovec, M. Super-stoichiometric charge neutralization in particle-polyelectrolyte systems. Langmuir 2005, 21, 3688–3698. [Google Scholar] [CrossRef] [PubMed]
- Biggs, S.; Habgood, M.; Jameson, G.J.; Yan, Y. Aggregate structures formed via a bridging flocculation mechanism. Chem. Eng. J. 2000, 80, 13–22. [Google Scholar] [CrossRef]
- Ahmad, A.; Wong, S.; Teng, T.; Zuhairi, A. Improvement of alum and PACl coagulation by polyacrylamides (PAMs) for the treatment of pulp and paper mill wastewater. Chem. Eng. J. 2008, 137, 510–517. [Google Scholar] [CrossRef]
- Caskey, J.A.; Primus, R.J. The effect of anionic polyacrylamide molecular conformation and configuration on flocculation effectiveness. Environ. Prog. 1986, 5, 98–103. [Google Scholar] [CrossRef]
- Blanco, A.; Fuente, E.; Negro, C.; Tijero, J. Flocculation monitoring: Focused beam reflectance measurement as a measurement tool. Can. J. Chem. Eng. 2008, 80, 1–7. [Google Scholar] [CrossRef]
- Eriksson, L.; Alm, B.; Stenius, P. Formation and structure of polystyrene latex aggregates obtained by flocculation with cationic polyelectrolytes. Colloids Surfaces A Physicochem. Eng. Asp. 1993, 70, 47–60. [Google Scholar] [CrossRef]
- Hadjivassilis, I.; Gajdos, S.; Vanco, D.; Nicolaou, M. Treatment of wastewater from the potato chips and snacks manufacturing industry. Water Sci. Technol. 1997, 36, 329–335. [Google Scholar] [CrossRef]
- Haydar, A.H.S.; Hussain, G.; Nadeem, O.; Haider, H.; Bari, A.J. Performance evaluation of anaerobic-aerobic treatment for the wastewater of potato processing industry: A case study of a local chips factory. Pakistan J. Eng. Appl. Sci. 2014, 14, 27–37. [Google Scholar]
- Kobya, M.; Hiz, H.; Senturk, E.; Aydiner, C.; Demirbas, E. Treatment of potato chips manufacturing wastewater by electrocoagulation. Desalination 2006, 190, 201–211. [Google Scholar] [CrossRef]
- Krzemińska, D.; Neczaj, E.; Borowski, G. Advanced oxidation processes for food industrial wastewater decontamination. J. Ecol. Eng. 2015, 16, 61–71. [Google Scholar] [CrossRef]
- Wu, D.; Yang, Z.; Wang, W.; Tian, G.; Xu, S.; Sims, A. Ozonation as an advanced oxidant in treatment of bamboo industry wastewater. Chemosphere 2012, 88, 1108–1113. [Google Scholar] [CrossRef] [PubMed]
- Asghar, A.; Raman, A.A.A.; Wan Daud, W.M.A. Advanced oxidation processes for in-situ production of hydrogen peroxide/hydroxyl radical for textile wastewater treatment: A review. J. Clean. Prod. 2015, 87, 826–838. [Google Scholar] [CrossRef] [Green Version]
- Lourenço, A.; Arnold, J.; Cayre, O.J.; Rasteiro, M.G. Flocculation Treatment of an Industrial Effluent: Performance Assessment by Laser Diffraction Spectroscopy. Ind. Eng. Chem. Res. 2018, 57, 2628–2637. [Google Scholar] [CrossRef]
- Liao, J.Y.H.; Selomulya, C.; Bushell, G.; Bickert, G.; Amal, R. On Different Approaches to Estimate the Mass Fractal Dimension of Coal Aggregates. Part. Part. Syst. Charact. 2005, 22, 299–309. [Google Scholar] [CrossRef]
- Montgomery, D.C. Design and Analysis of Experiments, 8th ed.; John Wiley & Sons: Hoboken, NY, USA, 2012. [Google Scholar]
- Box, G.E.P.; Hunter, J.S.; Hunter, W.G. Statistics for Experimenters: Design, Innovation, and Discovery, 2nd ed.; Wiley: Hoboken, NJ, USA, 2005. [Google Scholar]
- Hamilton, J. Time Series Analysis; Princeton University Press: Princeton, NJ, USA, 1994. [Google Scholar]
- Wold, S.; Sjöström, M.; Eriksson, L. PLS-regression: A basic tool of chemometrics. Chemom. Intell. Lab. Syst. 2001, 58, 109–130. [Google Scholar] [CrossRef]
- Warne, M.A.; Lenz, E.M.; Osborn, D.; Weeks, J.M.; Nicholson, J.K. Comparative biochemistry and short-term starvation effects on the earthworms Eisenia veneta and Lumbricus terrestris studied by 1H NMR spectroscopy and pattern recognition. Soil Biol. Biochem. 2001, 33, 1171–1180. [Google Scholar] [CrossRef]
- Lourenço, A.; Arnold, J.; Gamelas, J.A.F.; Cayre, O.J.; Rasteiro, M.G. Anionic Polyelectrolytes Synthesized in an Aromatic-Free-Oils Process for Application as Flocculants in Dairy-Industry-Effluent Treatment. Ind. Eng. Chem. Res. 2018, 57, 16884–16896. [Google Scholar] [CrossRef]























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Polymer Code | AAm Ratio (wt %)/(mol %) | Na-AMPS Ratio (wt %)/(mol %) | Hydro-Phobic Monomer | Ratio (wt %) | Ratio (mol %) | Organic Phase for Polymerization | ||
|---|---|---|---|---|---|---|---|---|
| 50AC | 50.0 | 74.0 | 50.0 | 26.0 | - | - | - | Carnation |
| 80AC | 20.0 | 42.0 | 80.0 | 58.0 | - | - | - | Carnation |
| 50AP | 50.0 | 74.0 | 50.0 | 26.0 | - | - | - | Puresyn4 |
| 80AP | 20.0 | 42.0 | 80.0 | 58.0 | - | - | - | Puresyn4 |
| 50A1EC | 49.4 | 74.0 | 49.4 | 25.0 | EA | 1.2 | 1.0 | Carnation |
| 50A3EC | 48.5 | 72.0 | 48.5 | 25.0 | EA | 3.0 | 3.0 | Carnation |
| 80A1EC | 19.7 | 42.0 | 79.7 | 57.0 | EA | 0.6 | 1.0 | Carnation |
| 80A3EC | 19.0 | 40.0 | 79.0 | 57.0 | EA | 2.0 | 3.0 | Carnation |
| 50A1LC | 48.5 | 74.0 | 48.5 | 25.0 | LMA | 3.0 | 1.0 | Carnation |
| 50A3LC | 47.0 | 73.0 | 47.0 | 25.0 | LMA | 6.0 | 3.0 | Carnation |
| 80A1LC | 19.0 | 41.0 | 79.0 | 58.0 | LMA | 2.0 | 1.0 | Carnation |
| 80A3LC | 17.5 | 39.0 | 77.5 | 58.0 | LMA | 5.0 | 3.0 | Carnation |
| 50A1SC | 48.0 | 74.0 | 48.0 | 25.0 | SMA | 4.0 | 1.0 | Carnation |
| 50A3SC | 46.0 | 72.0 | 46.0 | 25.0 | SMA | 8.0 | 3.0 | Carnation |
| 80A1SC | 19.0 | 41.0 | 79.0 | 58.0 | SMA | 2.0 | 1.0 | Carnation |
| 80A3SC | 17.0 | 38.0 | 77.0 | 59.0 | SMA | 6.0 | 3.0 | Carnation |
| Polymer Code | Hydrophobic Content (mol %) | Nr of Carbons in Hydrophobic Chain | Measured Charged Fraction (wt %) | Rh (nm) | Concentration (mg/L) | SE | d(0.5) (µm) |
|---|---|---|---|---|---|---|---|
| 50AC | 0 | - | 41.5 | 67 ± 2 | 3.3 | 1.81 | 95 |
| 50AC | 0 | - | 41.5 | 67 ± 2 | 6.5 | 1.84 | 177 |
| 50AC | 0 | - | 41.5 | 67 ± 2 | 13 | 1.69 | 340 |
| 80AC | 0 | - | 62.9 | 72 ± 1 | 3.3 | 1.68 | 254 |
| 80AC | 0 | - | 62.9 | 72 ± 1 | 6.5 | 1.62 | 294 |
| 80AC | 0 | - | 62.9 | 72 ± 1 | 13 | 1.58 | 352 |
| 50AP | 0 | - | 41.9 | 265 ± 37 | 3.3 | 1.53 | 330 |
| 50AP | 0 | - | 41.9 | 265 ± 37 | 6.5 | 1.52 | 359 |
| 50AP | 0 | - | 41.9 | 265 ± 37 | 13 | 1.39 | 497 |
| 80AP | 0 | - | 68.1 | 147 ± 4 | 3.3 | 1.52 | 283 |
| 80AP | 0 | - | 68.1 | 147 ± 4 | 6.5 | 1.5 | 302 |
| 80AP | 0 | - | 68.1 | 147 ± 4 | 13 | 1.44 | 428 |
| 50A1EC | 1 | 2 | 39.5 | 70 ± 1 | 3.3 | 1.37 | 328 |
| 50A1EC | 1 | 2 | 39.5 | 70 ± 1 | 6.5 | 1.37 | 335 |
| 50A1EC | 1 | 2 | 39.5 | 70 ± 1 | 13 | 1.35 | 423 |
| 50A3EC | 3 | 2 | 39.7 | 282 ± 32 | 3.3 | 1.46 | 290 |
| 50A3EC | 3 | 2 | 39.7 | 282 ± 32 | 6.5 | 1.45 | 273 |
| 50A3EC | 3 | 2 | 39.7 | 282 ± 32 | 13 | 1.43 | 322 |
| 80A1EC | 1 | 2 | 62.2 | 143 ± 10 | 3.3 | 1.6 | 317 |
| 80A1EC | 1 | 2 | 62.2 | 143 ± 10 | 6.5 | 1.64 | 374 |
| 80A1EC | 1 | 2 | 62.2 | 143 ± 10 | 13 | 1.46 | 471 |
| 80A3EC | 3 | 2 | 61.6 | 206 ± 22 | 3.3 | 1.73 | 284 |
| 80A3EC | 3 | 2 | 61.6 | 206 ± 22 | 6.5 | 1.74 | 337 |
| 80A3EC | 3 | 2 | 61.6 | 206 ± 22 | 13 | 1.65 | 474 |
| 50A1LC | 1 | 12 | 41 | 129 ± 10 | 3.3 | 1.51 | 227 |
| 50A1LC | 1 | 12 | 41 | 129 ± 10 | 6.5 | 1.47 | 345 |
| 50A1LC | 1 | 12 | 41 | 129 ± 10 | 13 | 1.5 | 422 |
| 50A3LC | 3 | 12 | 39 | 209 ± 28 | 3.3 | 1.5 | 338 |
| 50A3LC | 3 | 12 | 39 | 209 ± 28 | 6.5 | 1.54 | 309 |
| 50A3LC | 3 | 12 | 39 | 209 ± 28 | 13 | 1.53 | 367 |
| 80A1LC | 1 | 12 | 57 | 174 ± 28 | 3.3 | 1.61 | 238 |
| 80A1LC | 1 | 12 | 57 | 174 ± 28 | 6.5 | 1.48 | 316 |
| 80A1LC | 1 | 12 | 57 | 174 ± 28 | 13 | 1.64 | 390 |
| 80A3LC | 3 | 12 | 63 | 124 ± 13 | 3.3 | 1.59 | 323 |
| 80A3LC | 3 | 12 | 63 | 124 ± 13 | 6.5 | 1.53 | 324 |
| 80A3LC | 3 | 12 | 63 | 124 ± 13 | 13 | 1.61 | 440 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Lourenço, A.; Reis, M.S.; Arnold, J.; Rasteiro, M.G. Data-Driven Modelling of the Complex Interaction between Flocculant Properties and Floc Size and Structure. Processes 2020, 8, 349. https://doi.org/10.3390/pr8030349
Lourenço A, Reis MS, Arnold J, Rasteiro MG. Data-Driven Modelling of the Complex Interaction between Flocculant Properties and Floc Size and Structure. Processes. 2020; 8(3):349. https://doi.org/10.3390/pr8030349
Chicago/Turabian StyleLourenço, Anita, Marco S. Reis, Julien Arnold, and Maria Graca Rasteiro. 2020. "Data-Driven Modelling of the Complex Interaction between Flocculant Properties and Floc Size and Structure" Processes 8, no. 3: 349. https://doi.org/10.3390/pr8030349
APA StyleLourenço, A., Reis, M. S., Arnold, J., & Rasteiro, M. G. (2020). Data-Driven Modelling of the Complex Interaction between Flocculant Properties and Floc Size and Structure. Processes, 8(3), 349. https://doi.org/10.3390/pr8030349