
Experimental Investigation of the Mechanical Properties and Fire Behavior of Epoxy Composites Reinforced by Fabrics and Powder Fillers

 ,
,  , ,
, , 
Abstract
:1. Introduction
2. Materials and Methods
3. Results
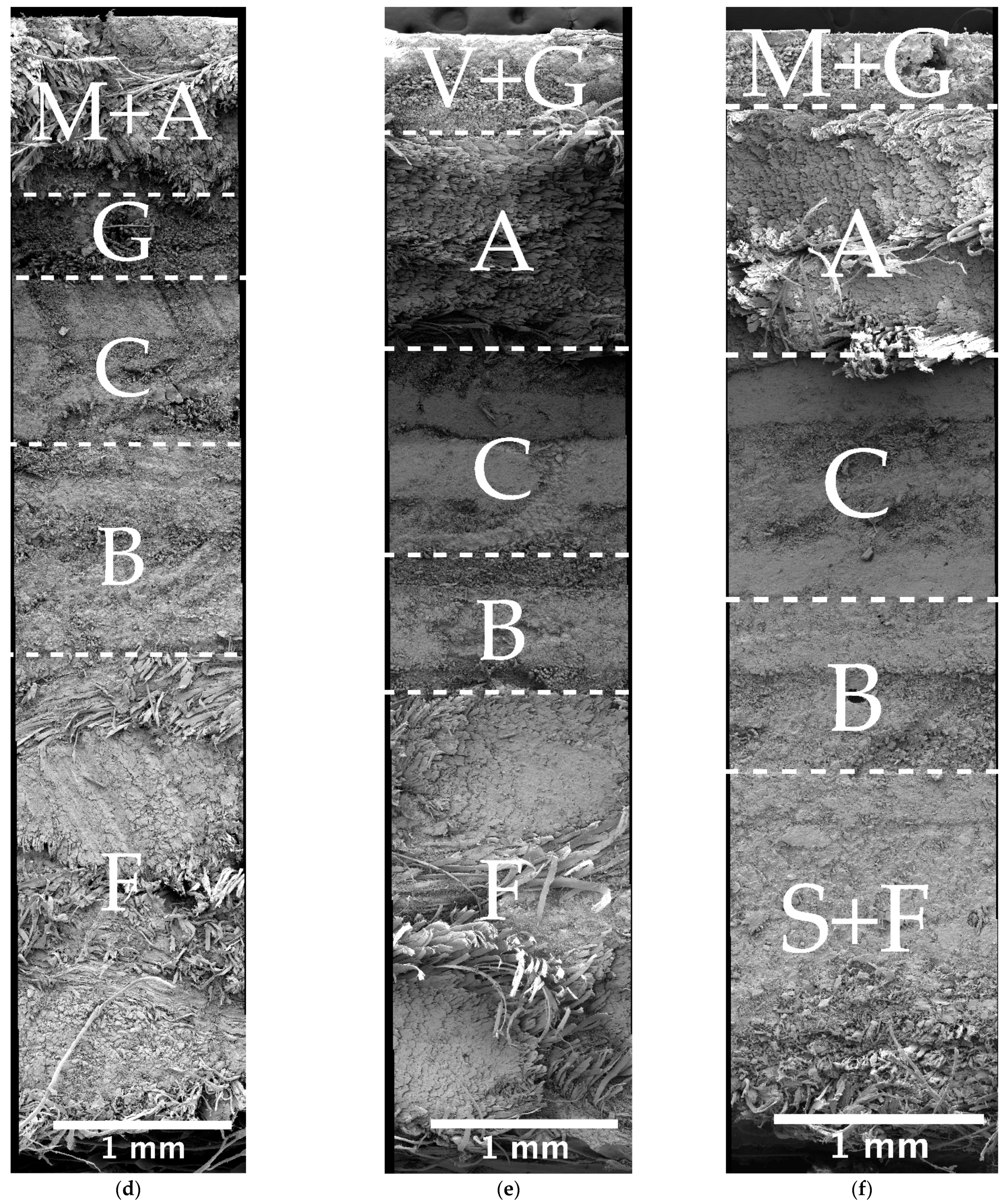
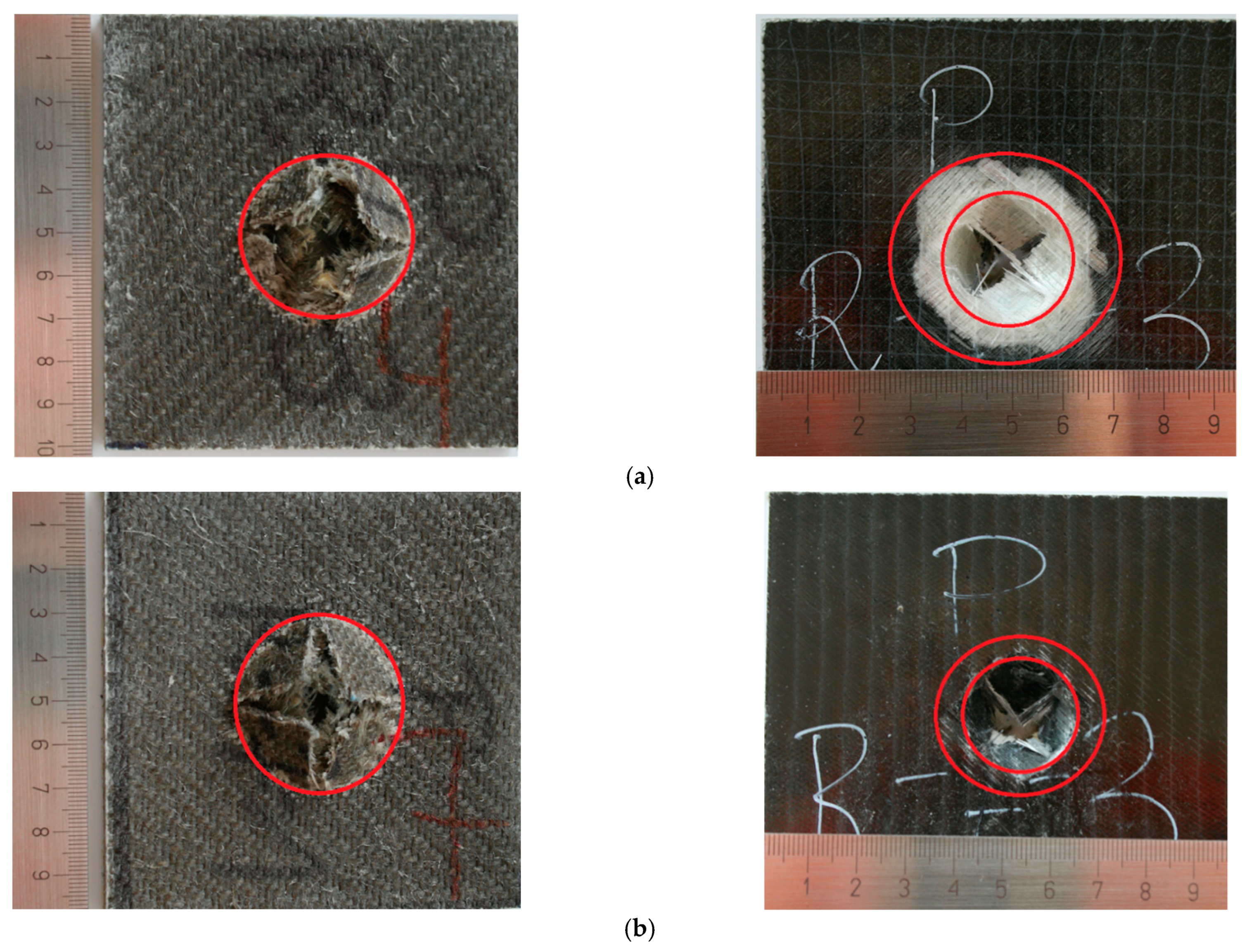
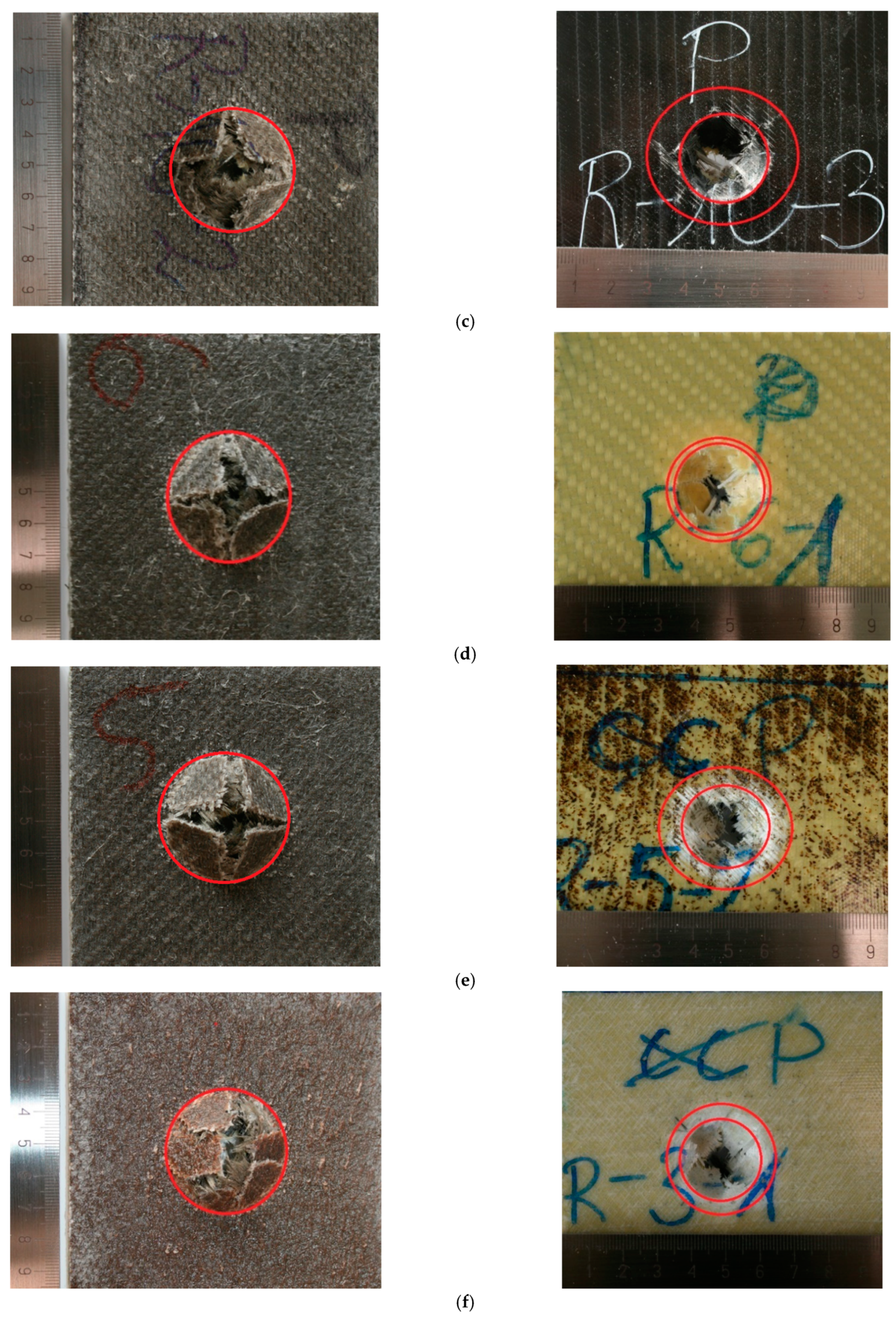
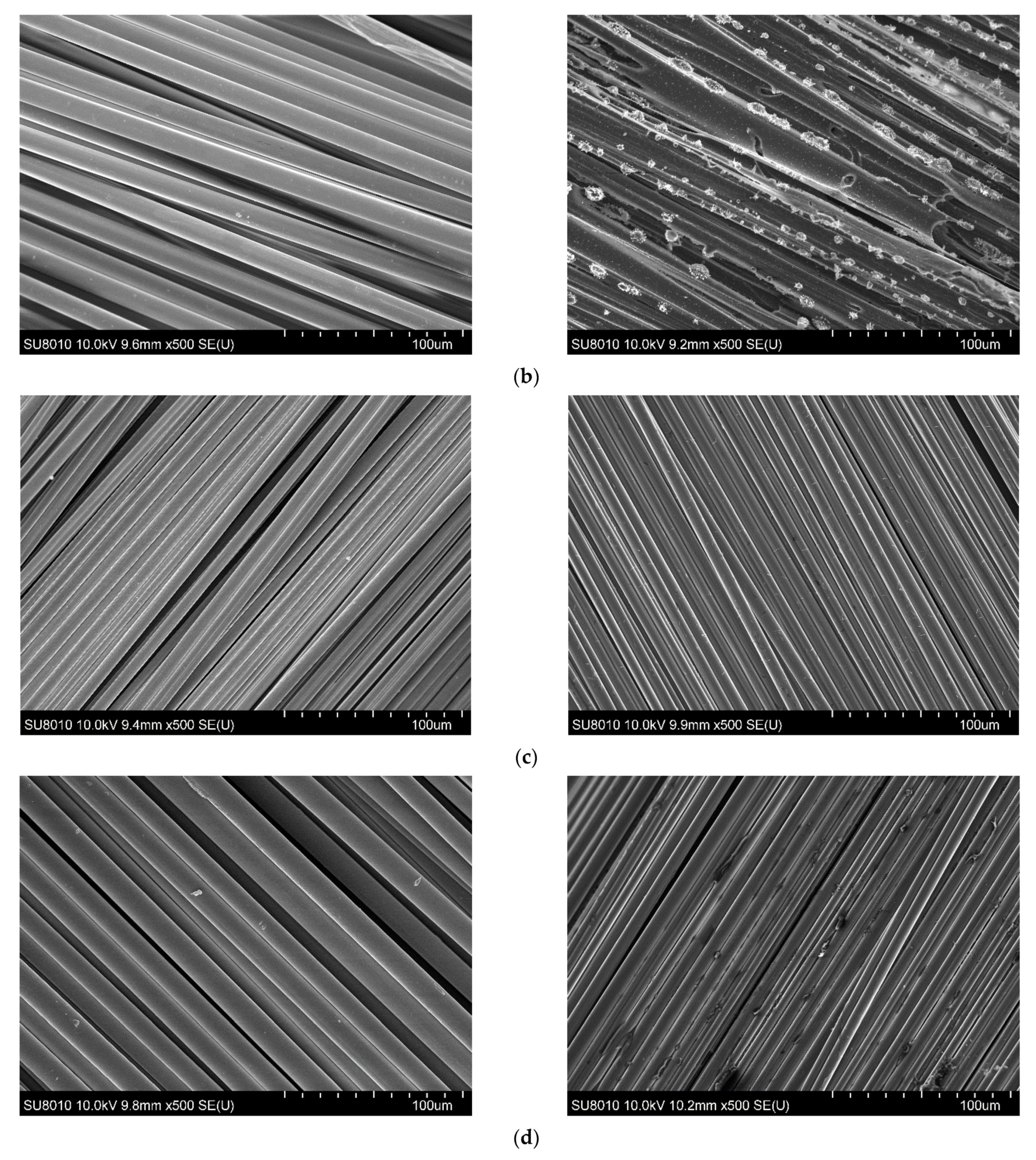
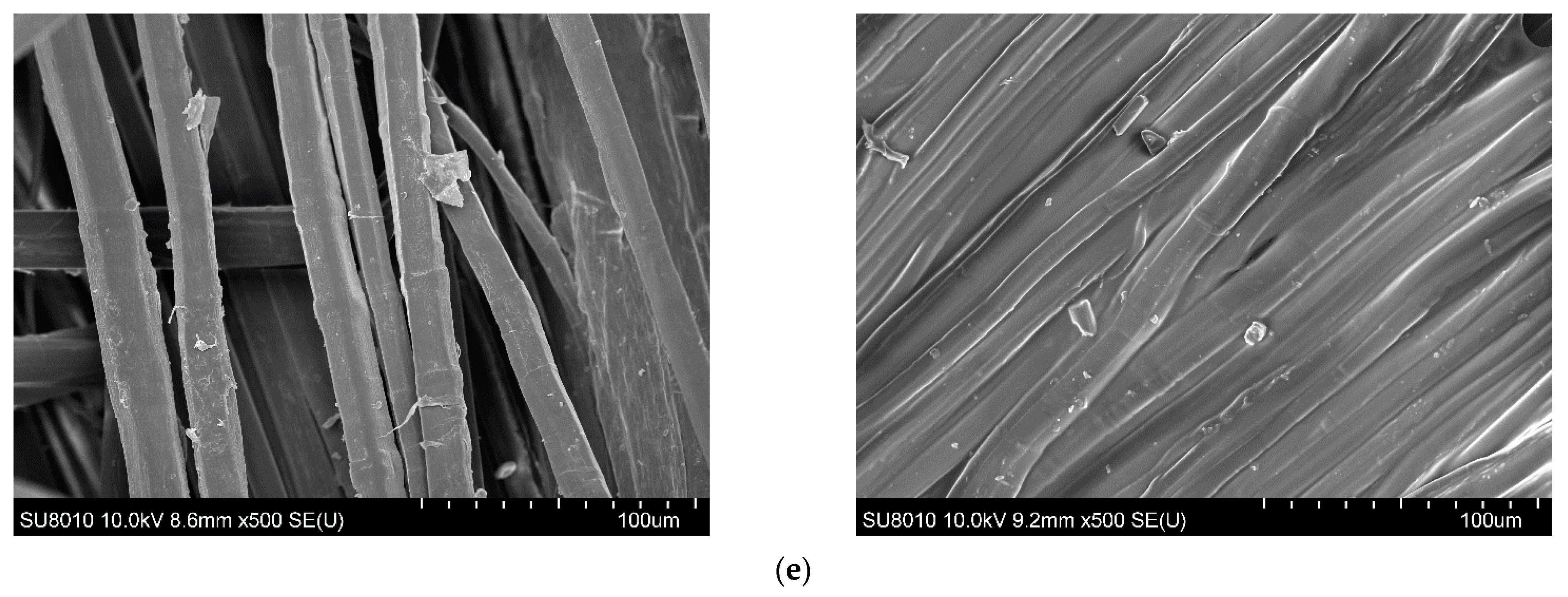
3.1. Surface Morphology Analysis
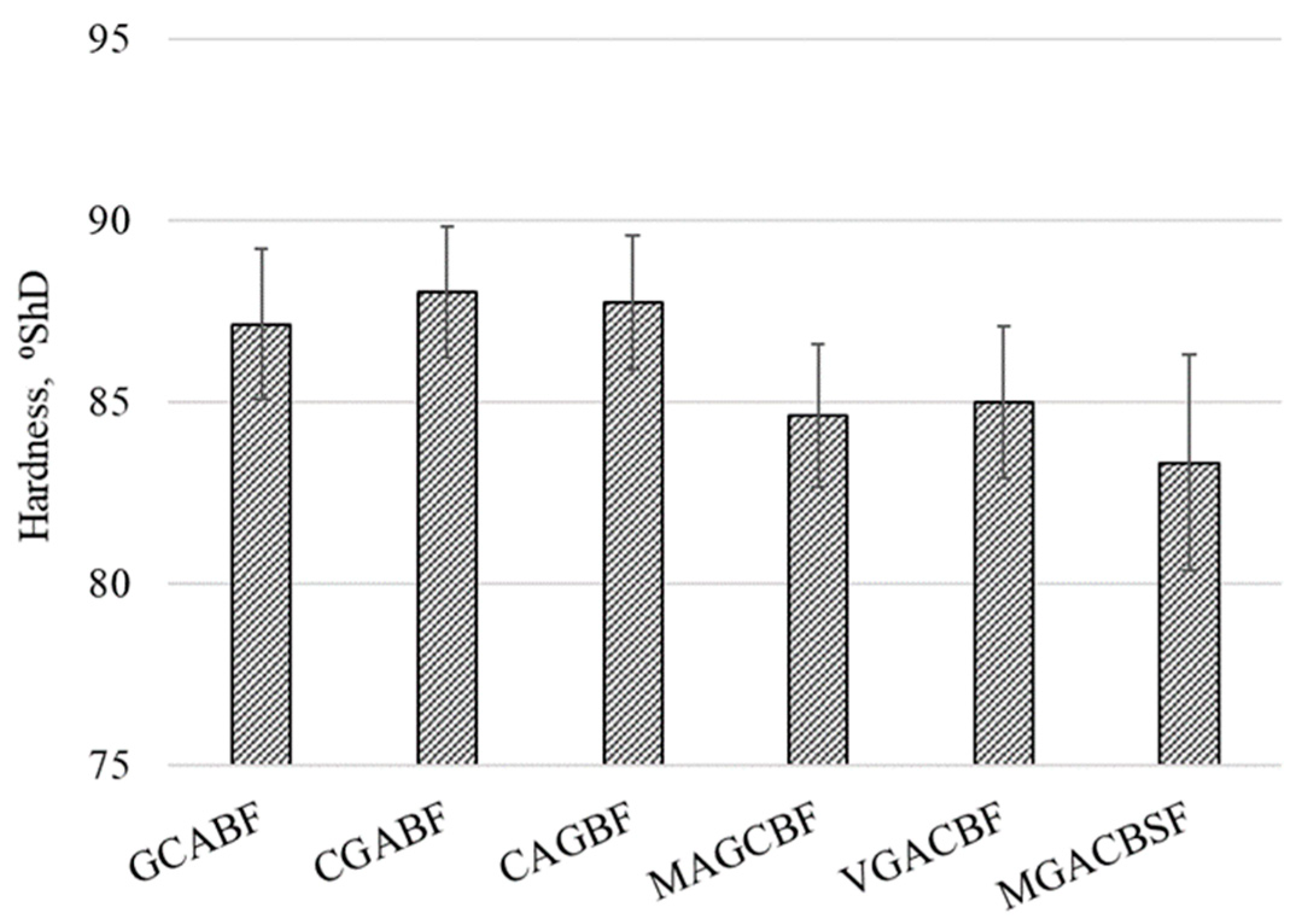
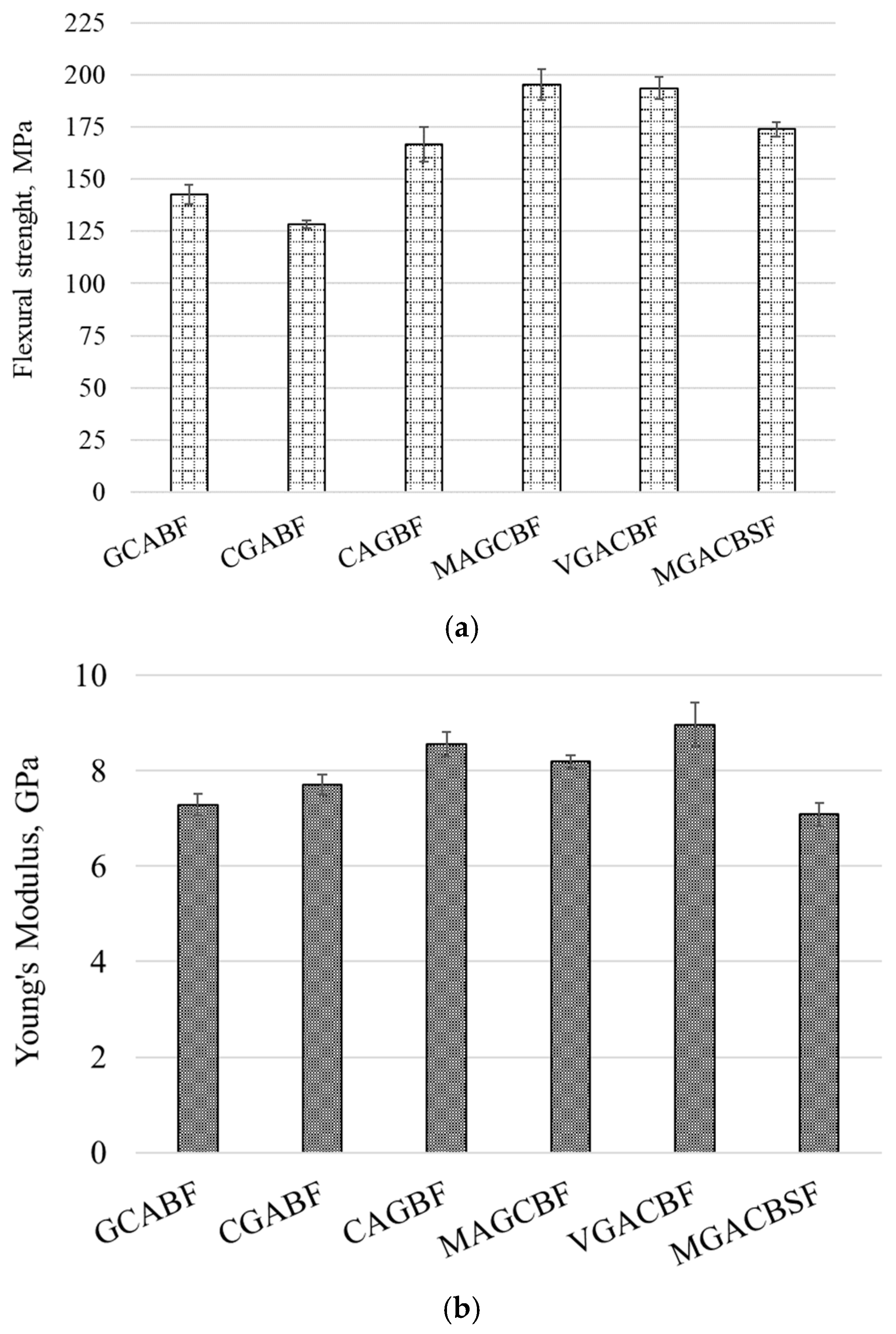
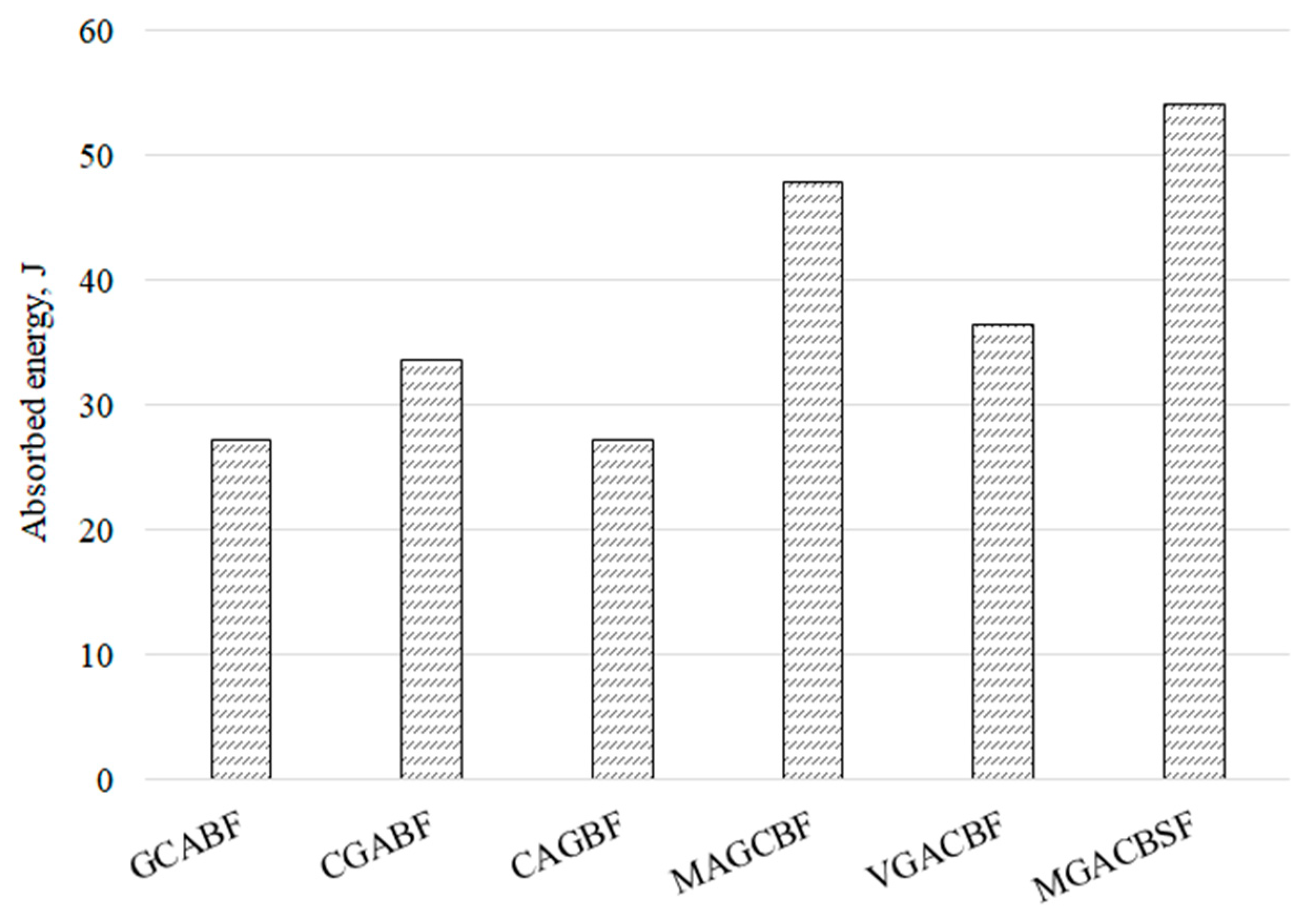
3.2. Mechanical Property Evaluation
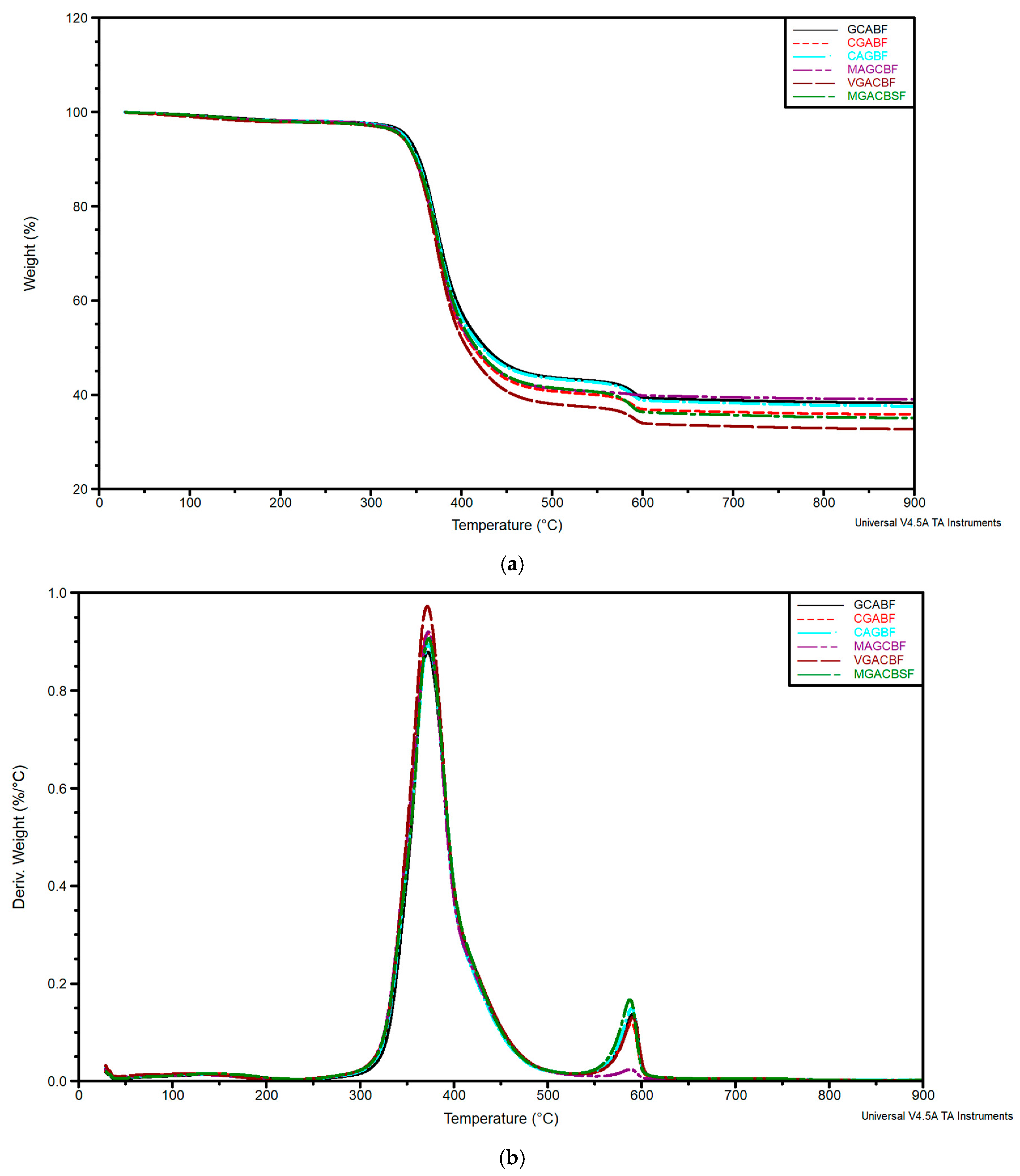
3.3. Thermal Stability
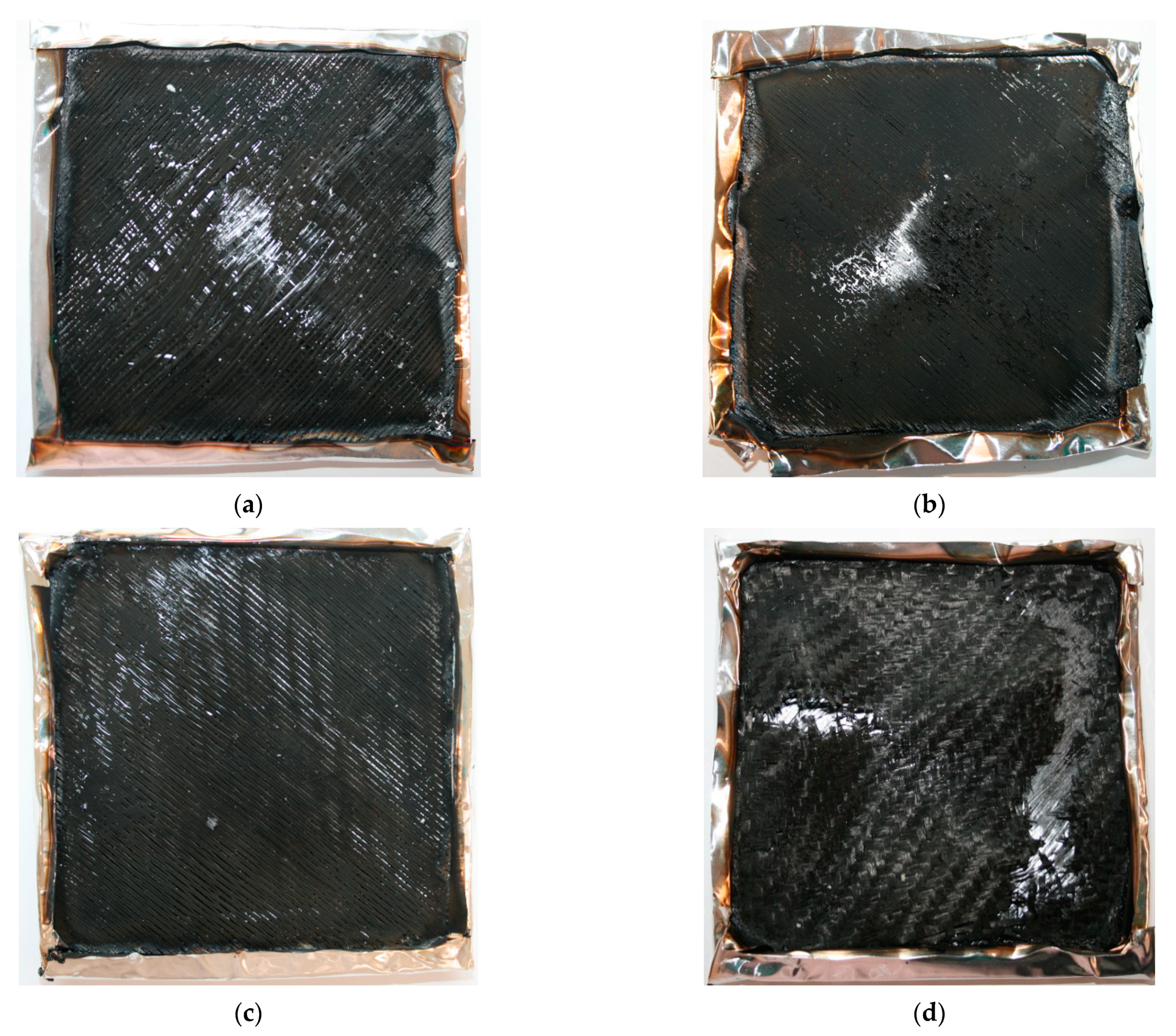
3.4. Fire Behavior
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Boczkowska, A.; Krzesiński, G. Composites and Techniques for Their Production; Publishing House of the Warsaw University of Technology: Warsaw, Poland, 2016. [Google Scholar]
- Barczewski, M.; Matykiewicz, D.; Mysiukiewicz, O.; Maciejewski, P. Evaluation of polypropylene hybrid composites containing glass fiber and basalt powder. J. Polym. Eng. 2018, 38, 281–289. [Google Scholar] [CrossRef]
- Toldy, A.; Szolnoki, B.; Marosi, G. Flame retardancy of fibre-reinforced epoxy resin composites for aerospace applications. Polym. Degrad. Stab. 2011, 96, 371–376. [Google Scholar] [CrossRef]
- Gmitrzuk, M.; Smoczyński, Z.; Szudrowicz, M. Hybrid composite materials of a polymer matrix reinforced with fibers: Mechanical and ballistic properties. Przem. Chem. 2016, 95, 1014–1019. [Google Scholar]
- Slomkowski, S. Hybrid polymeric materials for medical applications. Polimery 2006, 51, 87–94. [Google Scholar] [CrossRef] [Green Version]
- Wojciechowska, P. Hybrid Materials in Packaging Innovations; Poznań University of Economics: Poznań, Poland, 2019. [Google Scholar]
- Miracle, D.B.; Donaldson, S.L. ASM Handbook Volume 21: Composites; ASM International Materials Park: Cleveland, OH, USA, 2001. [Google Scholar]
- Mathews, F.L.; Rawlings, R.D. Composites Materials: Engineering and Science; Chapman Hall: London, UK, 1994. [Google Scholar]
- Królikowski, W. Polymer Construction Composites; Polish Scientific Publishers PWN: Warsaw, Poland, 2012. [Google Scholar]
- Cecen, V.; Tavman, I.H.; Kok, M.; Aydogdu, Y. Epoxy- and Polyester-Based Composites Reinforced with Glass, Carbon and Aramid Fabrics: Measurement of Heat Capacity and Thermal Conductivity of Composites by Differential Scanning Calorimetry. Polym. Compos. 2009, 30, 1299–1311. [Google Scholar] [CrossRef]
- Moreno, M.; Munoz, S. Mechanical response of ±45° angle-ply CFRP plates under low-velocity impact and quasi-static indentation: Influence of the multidirectional strain state. Compos. Sci. Technol. 2020, 194, 108145. [Google Scholar] [CrossRef]
- Srinivasa, M.; Srikanthb, I.; Rama Raob, G.; Swami Naiduc, G. Effect of Volume Fraction of Reinforcement Layers on the Mechanical Properties of S-glass-Carbon-Epoxy Hybrid Composites. Mater. Today Proc. 2019, 18, 4580–4588. [Google Scholar] [CrossRef]
- Bunea, M.; Circiumaru, A.; Buciumeanu, M.; Birsan, I.G.; Silva, F.S. Low velocity impact response of fabric reinforced hybrid composites with stratified filled epoxy matrix. Compos. Sci. Technol. 2019, 169, 242–248. [Google Scholar] [CrossRef]
- Zachariah, S.A.; Shenoy, B.S.; Jayan, J.; Pai, K.D. Experimental investigation on dynamic and static transverse behaviour of thin woven Carbon/Aramid hybrid laminates. J. King Saud Univ. Eng. Sci. 2020, in press. [Google Scholar] [CrossRef]
- Dang, C.-Y.; Liu, K.; Fan, M.-X.; Zhu, A.-Q.; Zhao, S.-H.; Shen, X.-J. Investigation on cryogenic interlaminar shear properties of carbon fabric/epoxy composites improved by Graphene oxide-coated glass fibers. Compos. Commun. 2020, 22, 100510. [Google Scholar] [CrossRef]
- Matykiewicz, D.; Barczewski, M. On the impact of flax fibers as an internal layer on the properties of basalt-epoxy composites modified with silanized basalt powder. Compos. Commun. 2020, 20, 100360. [Google Scholar] [CrossRef]
- Preibisch, S.; Saalfeld, S.; Tomancak, P. Globally optimal stitching of tiled 3D microscopic image acquisitions. Bioinformatics 2009, 25, 1463–1465. [Google Scholar] [CrossRef]
- Schindelin, J.; Arganda-Carreras, I.; Frise, E.; Kaynig, V.; Longair, M.; Pietzsch, T.; Preibisch, S.; Rueden, C.; Saalfeld, S.; Schmid, B.; et al. Fiji: An open-source platform for biological-image analysis. Nat. Methods 2012, 9, 676–682. [Google Scholar] [CrossRef] [Green Version]
- Madhu, P.; Rangappa, S.M.; Khan, A.; Al Otaibi, A.; Al-Zahrani, S.A.; Pradeep, S.; Gupta, M.K.; Boonyasopon, P.; Siengchin, S. Experimental investigation on the mechanical and morphological behavior of Prosopis juliflora bark fibers/E-glass/carbon fabrics reinforced hybrid polymeric composites for structural applications. Polym. Compos. 2020, 41, 1–11. [Google Scholar] [CrossRef]
- Megahed, A.A.; Agwa, M.A.; Megahed, M. Improvement of hardness and wear resistance of glass fiber-reinforced epoxy composites by the incorporation of silica/carbon hybrid nanofillers. Polym. Plast. Technol. Eng. 2017, 57, 251–259. [Google Scholar] [CrossRef]
- Abd El-Baky, M.A.; Attia, M.A.; Abdelhaleem, M.M.; Hassan, M.A. Flax/basalt/E-glass Fibers Reinforced Epoxy Composites with Enhanced Mechanical Properties. J. Nat. Fibers 2020, 1, 1–15. [Google Scholar] [CrossRef]
- Sarasini, F.; Tirillò, J.; Valente, M.; Valente, T.; Cioffi, S.; Iannace, S.; Sorrentino, L. Effect of basalt fiber hybridization on the impact behavior under low impact velocity of glass/basalt woven fabric/epoxy resin composites. Compos. Part A 2013, 47, 109–123. [Google Scholar] [CrossRef]
- Oleksy, M. The mechanical properties of Kevlar fabric/epoxy composites containing aluminosilicates modified with quaternary ammonium and phosphonium salts. Materials 2020, 13, 3726. [Google Scholar]
- Ahmed, K.S.; Vijayarangan, S. Tensile, flexural and interlaminar shear properties of woven jute and jute-glass fabric reinforced polyester composites. J. Mater. Process. Technol. 2008, 207, 330–335. [Google Scholar] [CrossRef]
- Subagia, I.A.; Kim, Y.; Tijing, L.D.; Kim, C.S.; Shon, H.K. Effect of stacking sequence on the flexural properties of hybrid composites reinforced with carbon and basalt fibers. Compos. Part B 2014, 58, 251–258. [Google Scholar] [CrossRef]
- Yashas Gowda, T.G.; Vinod, A.; Madhu, P.; Vinod, K.; Sanjay, M.R.; Siengchin, S. A new study on flax-basalt-carbon fiber reinforced epoxy/bioepoxy hybrid composites. Polym. Compos. 2021, 42, 1–10. [Google Scholar]
- Naveen, J.; Jawaid, M.; Zainudin, E.S.; Sultan, M.T.H.; Yahaya, R.; Abdul Majid, M.S. Thermal degradation and viscoelastic properties of Kevlar/Cocos nucifera sheath reinforced epoxy hybrid composites. Compos. Struct. 2019, 219, 194–202. [Google Scholar] [CrossRef]
- Szadkowski, B.; Marzec, A.; Rybiński, P.; Żukowski, W.; Zaborski, M. Characterization of Ethylene–propylene Composites Filled with Perlite and Vermiculite Minerals: Mechanical, Barrier, and Flammability Properties. Materials 2020, 13, 585. [Google Scholar] [CrossRef] [Green Version]
- Ahmed, L.; Zhang, B.; Shen, R.; Agnew, R.J.; Park, H.; Cheng, Z.; Sam Mannan, M.; Wang, Q. Fire reaction properties ofpolystyrene-based nanocomposites using nanosilica and nanoclay as additives in cone calorimeter test. J. Therm. Anal. Calorim. 2018, 132, 1853–1865. [Google Scholar] [CrossRef]
- Ren, Q.; Zhang, Y.; Li, J.; Li, J.C. Synergistic effect of vermiculite on the intumescent flame retardance of polypropylene. J. Appl. Polym. Sci. 2010, 120, 1225–1233. [Google Scholar] [CrossRef]
- Wang, F.; Gao, Z.; Zheng, M.; Sun, J. Thermal degradation and fire performance of plywood treated with expanded vermiculite. Fire Mater. 2016, 40, 427–433. [Google Scholar] [CrossRef]
- Schartel, B.; Wilkie, C.A.; Camino, G. Recommendations on the scientific approach to polymer flame retardancy: Part 2—Concepts. J. Fire Sci. 2016, 34, 1–18. [Google Scholar] [CrossRef]
- Günther, M.; Levchik, S.V.; Schartel, B. Bubbles and collapses: Fire phenomena of flame-retarded flexible polyurethane foams. Polym. Adv. Technol. 2020, 31, 2158–2198. [Google Scholar] [CrossRef]
- Chee, S.S.; Jawaid, M.; Alothmanb, O.Y.; Yahayac, R. Thermo-oxidative stability and flammability properties of bam-boo/kenaf/nanoclay/epoxy hybrid nanocomposites. RSC Adv. 2020, 10, 21686. [Google Scholar] [CrossRef]
- Salasinska, K.; Barczewski, M.; Borucka, M.; Górny, R.L.; Kozikowski, P.; Celiński, M.; Gajek, A. Thermal Stability, Fire and Smoke Behaviour of Epoxy Composites Modified with Plant Waste Fillers. Polymers 2019, 11, 1234. [Google Scholar] [CrossRef] [Green Version]
- Salasinska, K.; Celiński, M.; Mizera, K.; Kozikowski, P.; Leszczyński, M.K.; Gajek, A. Synergistic effect between histidine phosphate complex and hazelnut shell for flammability reduction of low-smoke emission epoxy resin. Polym. Degrad. Stab. 2020, 181, 109292. [Google Scholar] [CrossRef]


















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Samples | G | C | A | B | F | V | M | S |
|---|---|---|---|---|---|---|---|---|
| GCABF | 2a | 2b | 2c | 2d | 2e | |||
| CGABF | 2b | 2a | 2c | 2d | 2e | |||
| CAGBF | 2c | 2a | 2b | 2d | 2e | |||
| MAGCBF | 2b | 2c | 1a | 2d | 2e | 1a | ||
| VGACBF | 1a | 2c | 2b | 2d | 2e | 1a | ||
| MGACBSF | 1a | 2c | 2b | 2d | 1e | 1a | 1e |
| Samples | T5%, °C | DTG1, °C; %/°C | DTG2, °C; %/°C | DTG3, °C; %/°C | Residue in 900 °C, % |
|---|---|---|---|---|---|
| GCABF | 339 | 146; 0.01 | 372; 0.88 | 590; 0.14 | 38.3 |
| CGABF | 333 | 137; 0.02 | 372; 0.92 | 589; 0.12 | 25.8 |
| CAGBF | 336 | 135; 0.01 | 373; 0.89 | 589; 0.15 | 37.6 |
| MAGCBF | 334 | 138; 0.01 | 372; 0.92 | 588; 0.02 | 39.0 |
| VGACBF | 333 | 124; 0.02 | 371; 0.97 | 591; 0.13 | 32.7 |
| MGACBSF | 333 | 143; 0.02 | 373; 0.91 | 587; 0.17 | 35.1 |
| Samples | TTI, s | pHRR, kW/m2 | MARHE, kW/m2 | THR, MJ/m2 | SEA, m2/kg | TSR, m2/m2 |
|---|---|---|---|---|---|---|
| GCABF | 127 (37 a) | 462 (96) | 216 (41) | 139 (9) | 550 (21) | 3378 (29) |
| CGABF | 175 (91) | 637 (135) | 204 (16) | 121 (5) | 508 (23) | 3053 (29) |
| CAGBF | 96 (11) | 558 (75) | 232 (1) | 153 (3) | 519 (14) | 3347 (134) |
| MAGCBF | 142 (1) | 706 (104) | 257 (2) | 136 (8) | 532 (14) | 3172 (168) |
| VGACBF | 121 (16) | 454 (122) | 190 (14) | 125 (3) | 563 (44) | 3210 (240) |
| MGACBSF | 94 (4) | 571 (223) | 214 (26) | 118 (8) | 556 (5) | 2931 (39) |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Sałasińska, K.; Kirpluks, M.; Cabulis, P.; Kovalovs, A.; Skukis, E.; Kozikowski, P.; Celiński, M.; Mizera, K.; Gałecka, M.; Kalnins, K.; et al. Experimental Investigation of the Mechanical Properties and Fire Behavior of Epoxy Composites Reinforced by Fabrics and Powder Fillers. Processes 2021, 9, 738. https://doi.org/10.3390/pr9050738
Sałasińska K, Kirpluks M, Cabulis P, Kovalovs A, Skukis E, Kozikowski P, Celiński M, Mizera K, Gałecka M, Kalnins K, et al. Experimental Investigation of the Mechanical Properties and Fire Behavior of Epoxy Composites Reinforced by Fabrics and Powder Fillers. Processes. 2021; 9(5):738. https://doi.org/10.3390/pr9050738
Chicago/Turabian StyleSałasińska, Kamila, Mikelis Kirpluks, Peteris Cabulis, Andrejs Kovalovs, Eduard Skukis, Paweł Kozikowski, Maciej Celiński, Kamila Mizera, Marta Gałecka, Kaspars Kalnins, and et al. 2021. "Experimental Investigation of the Mechanical Properties and Fire Behavior of Epoxy Composites Reinforced by Fabrics and Powder Fillers" Processes 9, no. 5: 738. https://doi.org/10.3390/pr9050738
APA StyleSałasińska, K., Kirpluks, M., Cabulis, P., Kovalovs, A., Skukis, E., Kozikowski, P., Celiński, M., Mizera, K., Gałecka, M., Kalnins, K., & Cabulis, U. (2021). Experimental Investigation of the Mechanical Properties and Fire Behavior of Epoxy Composites Reinforced by Fabrics and Powder Fillers. Processes, 9(5), 738. https://doi.org/10.3390/pr9050738