
Exploring Gel-Point Identification in Epoxy Resin Using Rheology and Unsupervised Learning



Abstract
:1. Introduction
2. Results and Discussion
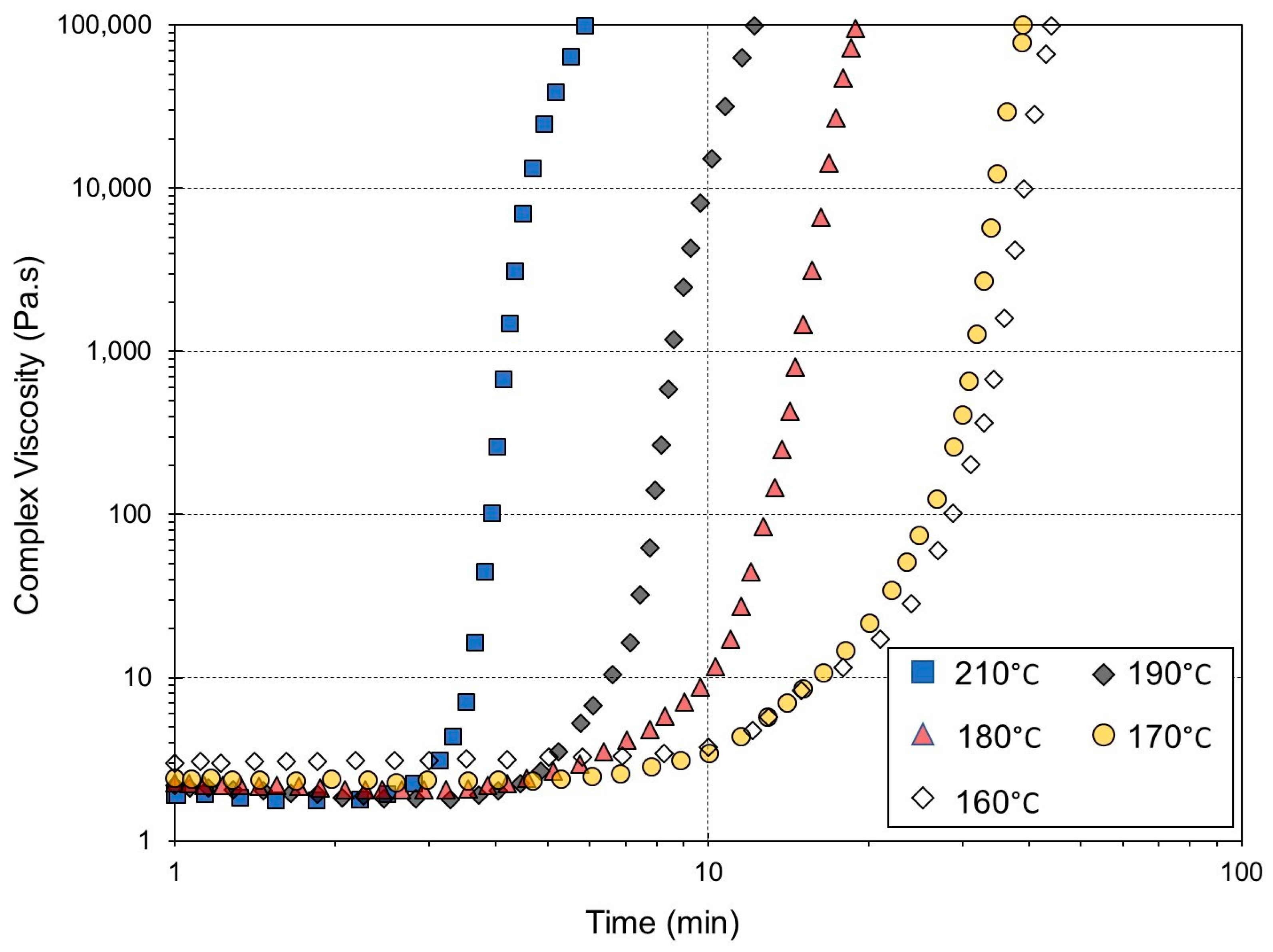
2.1. Complex Viscosity
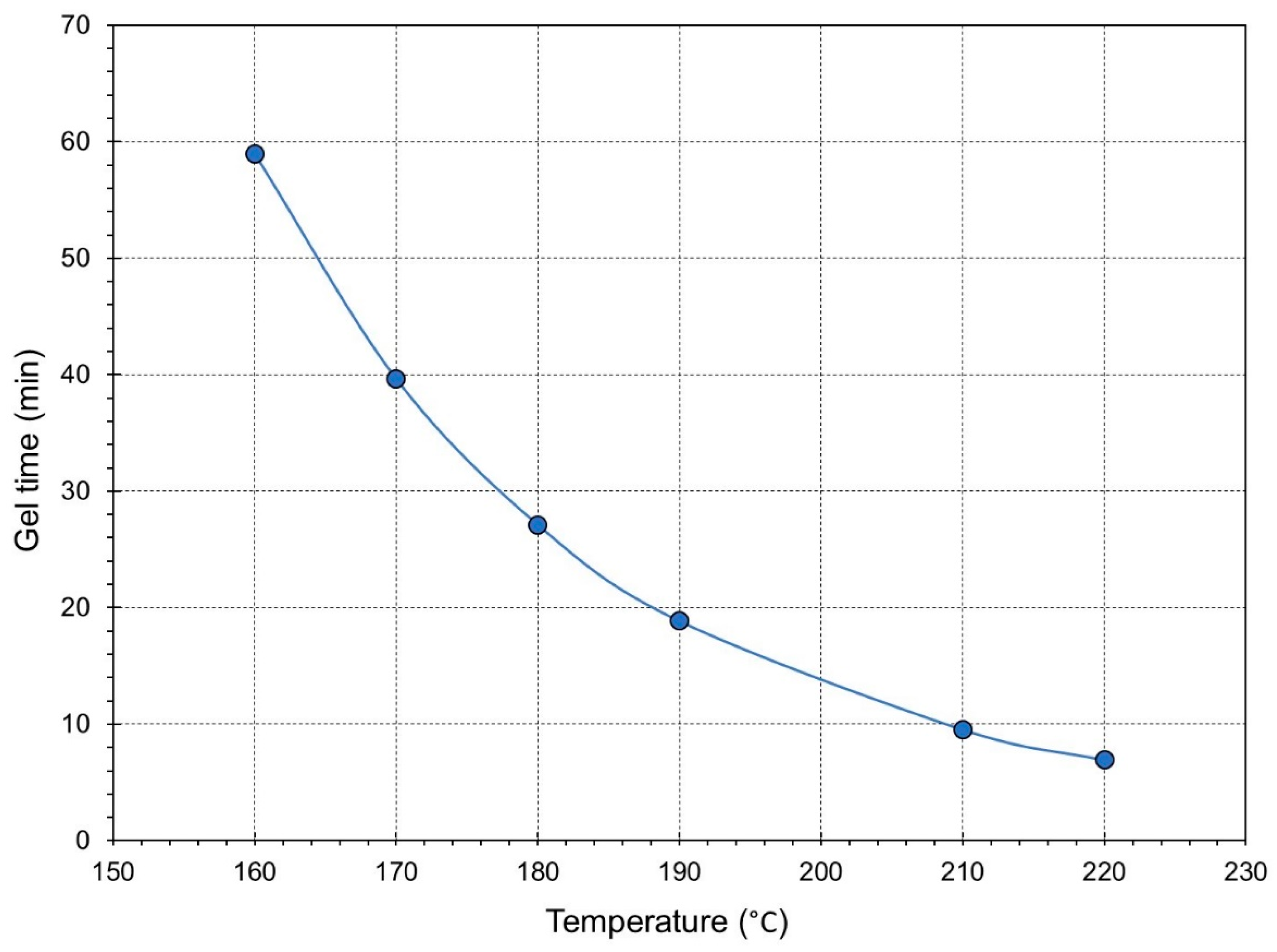
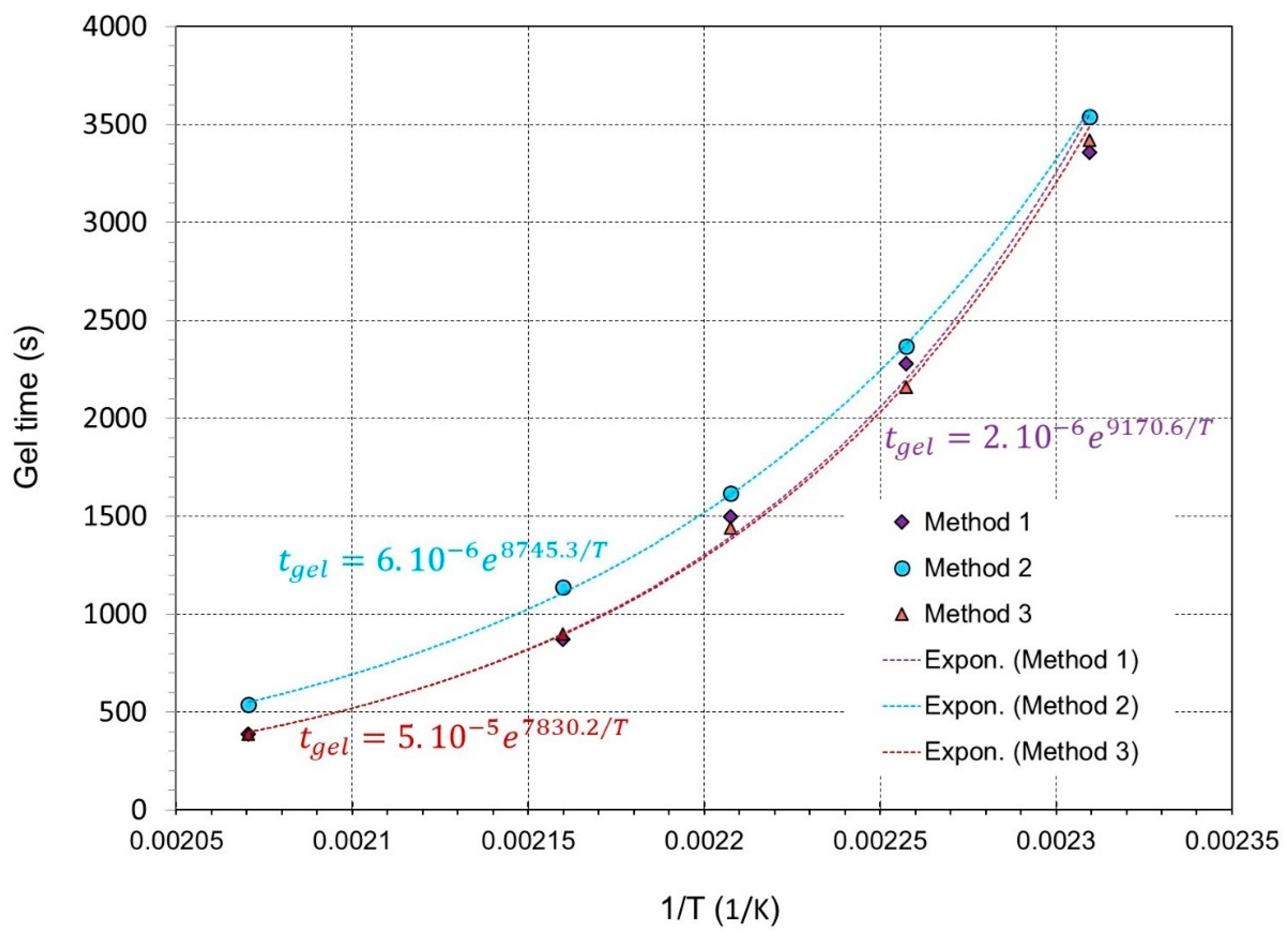
2.2. Gel Point
2.2.1. Method 1: The CrossOver Point of the Elastic Modulus (G′) and Viscous Modulus (G″)
2.2.2. Method 2: The Point at Which tan (δ) Becomes Independent of the Frequency (ω)
2.2.3. Method 3: The Moment When the Viscosity of the Reacting System Becomes Infinite
2.3. PCA Results
3. Conclusions
4. Materials and Methods
4.1. Sample Preparation
4.2. Rheological Experiments
4.2.1. Time-Test Oscillation
4.2.2. Time-Test Rotation
4.3. Dynamic Rheometer
4.4. PCA Overview
4.5. PCA Adopted Methodology
- : eigenvalue of ;
- : eigenvector of (loading coefficient).
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Handbook of Adhesive Technology. Available online: https://www.routledge.com/Handbook-of-Adhesive-Technology/Pizzi-Mittal/p/book/9780367572396 (accessed on 6 February 2023).
- Epoxy Resins and Composites III (Advances in Polymer Science #78) (Paperback)|Barrett Bookstore. Available online: https://www.barrettbookstore.com/book/9783662151822 (accessed on 6 February 2023).
- Pascault, J.-P.; Williams, R.J.J. Epoxy Polymers: New Materials and Innovations; John Wiley & Sons: Hoboken, NJ, USA, 2009; ISBN 978-3-527-62871-1. [Google Scholar]
- Introduction to Composite Materials Design. Available online: https://www.routledge.com/Introduction-to-Composite-Materials-Design/Barbero/p/book/9781138196803 (accessed on 6 February 2023).
- Zhang, G.; Wang, J.; Xie, Y.; Shao, Y.; Ling, Y.; Chen, Y.; Zhang, Y. CoS2 Particles Loaded on MOF-Derived Hollow Carbon Spheres with Enhanced Overall Water Splitting. Electrochim. Acta 2023, 458, 142511. [Google Scholar] [CrossRef]
- Massingill, J.L.; Bauer, R.S. Epoxy Resins. In Applied Polymer Science: 21st Century; Craver, C.D., Carraher, C.E., Eds.; Pergamon: Oxford, UK, 2000; pp. 393–424. ISBN 978-0-08-043417-9. [Google Scholar]
- Sukanto, H.; Raharjo, W.W.; Ariawan, D.; Triyono, J.; Kaavesina, M. Epoxy Resins Thermosetting for Mechanical Engineering. Open Eng. 2021, 11, 797–814. [Google Scholar] [CrossRef]
- Núñez-Regueira, L.; Gracia-Fernández, C.A.; Gómez-Barreiro, S. Use of Rheology, Dielectric Analysis and Differential Scanning Calorimetry for Gel Time Determination of a Thermoset. Polymer 2005, 46, 5979–5985. [Google Scholar] [CrossRef]
- Mortimer, S.; Ryan, A.J.; Stanford, J.L. Rheological Behavior and Gel-Point Determination for a Model Lewis Acid-Initiated Chain Growth Epoxy Resin. Macromolecules 2001, 34, 2973–2980. [Google Scholar] [CrossRef]
- Johnson, L.M.; Huffman, N.D. Rheology of Epoxy/Thermoplastic Blends. In Handbook of Epoxy Blends; Parameswaranpillai, J., Hameed, N., Pionteck, J., Woo, E.M., Eds.; Springer International Publishing: Cham, Switzerland, 2017; pp. 613–648. ISBN 978-3-319-40043-3. [Google Scholar]
- Laza, J.M.; Julian, C.A.; Larrauri, E.; Rodriguez, M.; Leon, L.M. Thermal Scanning Rheometer Analysis of Curing Kinetic of an Epoxy Resin: 2. An Amine as Curing Agent. Polymer 1999, 40, 35–45. [Google Scholar] [CrossRef]
- Harsch, M.; Herzog, F.; Karger-Kocsis, J. Cure-Induced Normal Force Development in Unfilled and Filled Epoxy Resins. J. Compos. Mater. 2008, 42, 2299–2309. [Google Scholar] [CrossRef]
- Shah, D.U.; Schubel, P.J. Evaluation of Cure Shrinkage Measurement Techniques for Thermosetting Resins. Polym. Test. 2010, 29, 629–639. [Google Scholar] [CrossRef]
- Costa, M.L.; Botelho, E.C.; de Paiva, J.M.F.; Rezende, M.C. Characterization of Cure of Carbon/Epoxy Prepreg Used in Aerospace Field. Mat. Res. 2005, 8, 317–322. [Google Scholar] [CrossRef]
- Harran, D.; Laudouard, A. Caractérisation de la gélification d’une résine thermodurcissable par méthode rhéologique. Rheol. Acta 1985, 24, 596–602. [Google Scholar] [CrossRef]
- Hayaty, M.; Beheshty, M.H.; Esfandeh, M. A New Approach for Determination of Gel Time of a Glass/Epoxy Prepreg. J. Appl. Polym. Sci. 2011, 120, 1483–1489. [Google Scholar] [CrossRef]
- Cadenato, A.; Salla, J.M.; Ramis, X.; Morancho, J.M.; Marroyo, L.M.; Martin, J.L. Determination of Gel and Vitrification Times of Thermoset Curing Process by Means of TMA, DMTA and DSC Techniques. J. Therm. Anal. 1997, 49, 269–279. [Google Scholar] [CrossRef]
- Ramis, X.; Cadenato, A.; Morancho, J.M.; Salla, J.M. Curing of a Thermosetting Powder Coating by Means of DMTA, TMA and DSC. Polymer 2003, 44, 2067–2079. [Google Scholar] [CrossRef]
- Bilyeu, B.; Brostow, W.; Menard, K.P. Separation of Gelation from Vitrification in Curing of a Fiber-Reinforced Epoxy Composite. Polym. Compos. 2002, 23, 1111–1119. [Google Scholar] [CrossRef]
- Raghavan, S.R.; Chen, L.A.; McDowell, C.; Khan, S.A.; Hwang, R.; White, S. Rheological Study of Crosslinking and Gelation in Chlorobutyl Elastomer Systems. Polymer 1996, 37, 5869–5875. [Google Scholar] [CrossRef]
- Lange, J.; Altmann, N.; Kelly, C.T.; Halley, P.J. Understanding Vitrification during Cure of Epoxy Resins Using Dynamic Scanning Calorimetry and Rheological Techniques. Polymer 2000, 41, 5949–5955. [Google Scholar] [CrossRef]
- Hong, B.T.; Roh, S.S.; Kim, D.S. Chemorheological Studies on a Dicyanate Resin Modified with Polyethersulfone. Polym. Int. 2004, 53, 640–645. [Google Scholar] [CrossRef]
- Ng, T.; McKinley, G. Power Law Gels at Finite Strains. J. Rheol. 2008, 52, 417–449. [Google Scholar] [CrossRef]
- Beheshty, M.; Nasiri, H.; Vafayan, M. Gel Time and Exotherm Behaviour Studies of an Unsaturated Polyester Resin Initiated and Promoted with Dual Systems. Iran. Polym. J. 2005, 14, 990–999. [Google Scholar]
- Stark, W. Investigation of the Curing Behaviour of Carbon Fibre Epoxy Prepreg by Dynamic Mechanical Analysis DMA. Polym. Test. 2013, 32, 231–239. [Google Scholar] [CrossRef]
- Thermal Analysis of Polymers: Fundamentals and Applications|Wiley. Available online: https://www.wiley.com/en-us/Thermal+Analysis+of+Polymers%3A+Fundamentals+and+Applications-p-9780471769170 (accessed on 6 February 2023).
- Varley, R.J.; Hodgkin, J.H.; Hawthorne, D.G.; Simon, G.P. Toughening of a Trifunctional Epoxy System. II. Thermal Characterization of Epoxy/Amine Cure. J. Appl. Polym. Sci. 1996, 60, 2251–2263. [Google Scholar] [CrossRef]
- Gao, J.; Li, L.; Deng, Y.; Gao, Z.; Xu, C.; Zhang, M. Study of Gelation Using Differential Scanning Calorimetry (DSC). J. Therm. Anal. 1997, 49, 303–310. [Google Scholar] [CrossRef]
- Restrepo-Zapata, N.C.; Osswald, T.A.; Hernández-Ortiz, J.P. Method for Time–Temperature–Transformation Diagrams Using DSC Data: Linseed Aliphatic Epoxy Resin. J. Appl. Polym. Sci. 2014, 131. [Google Scholar] [CrossRef]
- Acitelli, M.A.; Prime, R.B.; Sacher, E. Kinetics of Epoxy Cure: (1) The System Bisphenol-A Diglycidyl Ether/m-Phenylene Diamine. Polymer 1971, 12, 335–343. [Google Scholar] [CrossRef]
- Lionetto, F.; Maffezzoli, A. Monitoring the Cure State of Thermosetting Resins by Ultrasound. Materials 2013, 6, 3783–3804. [Google Scholar] [CrossRef]
- Zhang, Y.; Wang, Y.; Guo, C.; Wang, Y. Molybdenum Carbide-Based Photocatalysts: Synthesis, Functionalization, and Applications. Langmuir 2022, 38, 12739–12756. [Google Scholar] [CrossRef]
- Acebo, C.; Picardi, A.; Fernández-Francos, X.; De la Flor, S.; Ramis, X.; Serra, À. Effect of Hydroxyl Ended and End-Capped Multiarm Star Polymers on the Curing Process and Mechanical Characteristics of Epoxy/Anhydride Thermosets. Prog. Org. Coat. 2014, 77, 1288–1298. [Google Scholar] [CrossRef]
- Chapartegui, M.; Markaide, N.; Florez, S.; Elizetxea, C.; Fernandez, M.; Santamaría, A. Specific Rheological and Electrical Features of Carbon Nanotube Dispersions in an Epoxy Matrix. Compos. Sci. Technol. 2010, 70, 879–884. [Google Scholar] [CrossRef]
- Chapartegui, M.; Barcena, J.; Irastorza, X.; Elizetxea, C.; Fernandez, M.; Santamaria, A. Analysis of the Conditions to Manufacture a MWCNT Buckypaper/Benzoxazine Nanocomposite. Compos. Sci. Technol. 2012, 72, 489–497. [Google Scholar] [CrossRef]
- Chapartegui, M.; Markaide, N.; Florez, S.; Elizetxea, C.; Fernandez, M.; Santamaria, A. Curing of Epoxy/Carbon Nanotubes Physical Networks. Polym. Eng. Sci. 2012, 52, 663–670. [Google Scholar] [CrossRef]
- Chaloupka, A.; Pflock, T.; Horny, R.; Rudolph, N.; Horn, S. Dielectric and Rheological Study of the Molecular Dynamics during the Cure of an Epoxy Resin. J. Polym. Sci. Part B Polym. Phys. 2018, 56, 907–913. [Google Scholar] [CrossRef]
- Bekhta, A.; Hsissou, R.; Berradi, M.; El Bouchti, M.; Elharfi, A. Viscosimetric and Rheological Properties of Epoxy Resin TGEUBA and Their Composite (TGEUBA/MDA/TGEMDA + TSP). Results Eng. 2019, 4, 100058. [Google Scholar] [CrossRef]
- Alger, M. Polymer Science Dictionary; Springer Science & Business Media: Berlin/Heidelberg, Germany, 1996. [Google Scholar]
- Jones, D.R.H.; Ashby, M.F. Engineering Materials 1: An Introduction to Properties, Applications and Design, 4th ed.; Butterworth-Heinemann: Amsterdam, The Netherlands; Boston, MA, USA, 2011; ISBN 978-0-08-096665-6. [Google Scholar]
- Ramli, H.; Zainal, N.F.A.; Hess, M.; Chan, C.H. Basic Principle and Good Practices of Rheology for Polymers for Teachers and Beginners. Chem. Teach. Int. 2022, 4, 307–326. [Google Scholar] [CrossRef]
- Münstedt, H. Rheological Measurements and Structural Analysis of Polymeric Materials. Polymers 2021, 13, 1123. [Google Scholar] [CrossRef] [PubMed]
- Rahul, R.; Kitey, R. Effect of Cross-Linking on Dynamic Mechanical and Fracture Behavior of Epoxy Variants. Compos. Part B Eng. 2016, 85, 336–342. [Google Scholar] [CrossRef]
- Vijayan, P.P.; Puglia, D.; Kenny, J.; Thomas, S. Effect of Organically Modified Nanoclay on the Miscibility, Rheology, Morphology and Physical Properties of Diglycidyl Ether of Bisphenol-A Epoxy/Carboxyl-Terminated (Butadiene-Co-Acrylonitrile) Blend. Soft Matter. 2013, 9, 2899–2911. [Google Scholar] [CrossRef]
- Winter, H.H. Can the Gel Point of a Cross-Linking Polymer Be Detected by the G′–G″ Crossover? Polym. Eng. Sci. 1987, 27, 1698–1702. [Google Scholar] [CrossRef]
- Cai, J.J.; Salovey, R. Chemorheology of Model Filled Rubber Compounds during Curing. Polym. Eng. Sci. 2001, 41, 1853–1858. [Google Scholar] [CrossRef]
- Muthukumar, M. Screening Effect on Viscoelasticity near the Gel Point. Macromolecules 1989, 22, 4656–4658. [Google Scholar] [CrossRef]
- Malkin, A.Y.; Kulichikhin, S.G. Rheokinetics of Curing. In Polymer Compositions Stabilizers/Curing; Advances in Polymer Science; Springer: Berlin/Heidelberg, Germany, 1991; pp. 217–257. ISBN 978-3-540-46462-4. [Google Scholar]
- Muzumdar, S.V.; James Lee, L. Chemorheological Analysis of Unsaturated Polyester-Styrene Copolymerization. Polym. Eng. Sci. 1996, 36, 943–952. [Google Scholar] [CrossRef]
- Núñez, L.; Gómez-Barreiro, S.; Gracia-Fernández, C.A. Study of the Influence of Isomerism on the Curing Properties of the Epoxy System DGEBA(N = 0)/1,2-DCH by Rheology. Rheol. Acta 2005, 45, 184–191. [Google Scholar] [CrossRef]
- Dean, D.; Walker, R.; Theodore, M.; Hampton, E.; Nyairo, E. Chemorheology and Properties of Epoxy/Layered Silicate Nanocomposites. Polymer 2005, 46, 3014–3021. [Google Scholar] [CrossRef]
- Dimier, F. Reactive Systems Injection: Kinetic and Rheological Laws Determination and Modelisation. Ph.D. Thesis, École Nationale Supérieure des Mines de Paris, Paris, France, 2003. [Google Scholar]
- 6.2.3.1: Arrhenius Equation. Available online: https://chem.libretexts.org/Bookshelves/Physical_and_Theoretical_Chemistry_Textbook_Maps/Supplemental_Modules_(Physical_and_Theoretical_Chemistry)/Kinetics/06%3A_Modeling_Reaction_Kinetics/6.02%3A_Temperature_Dependence_of_Reaction_Rates/6.2.03%3A_The_Arrhenius_Law/6.2.3.01%3A_Arrhenius_Equation (accessed on 14 February 2023).
- Atkins, P.; Atkins, P.W.; de Paula, J. Atkins’ Physical Chemistry; Oxford University Press: Oxford, UK, 2014. [Google Scholar]
- Costello, B. The AR-G2 Magnetic Bearing Rheometer; TA Instruments: Houston, TX, USA, 2005. [Google Scholar]
- Jolliffe, I. Principal Component Analysis. In Encyclopedia of Statistics in Behavioral Science; John Wiley & Sons: Hoboken, NJ, USA, 2005. [Google Scholar]
- Wang, H.; Ding, X. Identifying Sources of Variation in Horizontal Stabilizer Assembly Using Finite Element Analysis and Principal Component Analysis. Assem. Autom. 2013, 33, 86–96. [Google Scholar] [CrossRef]
- Jun, T.A.O.; Gang, S.U.N.; Liqiang, G.U.O.; Xinyu, W. Application of a PCA-DBN-Based Surrogate Model to Robust Aerodynamic Design Optimization. Chin. J. Aeronaut. 2020, 33, 1573–1588. [Google Scholar]
- Su, L.; Shi, T.; Liu, Z.; Zhou, H.; Du, L.; Liao, G. Nondestructive Diagnosis of Flip Chips Based on Vibration Analysis Using PCA-RBF. Mech. Syst. Signal Process. 2017, 85, 849–856. [Google Scholar] [CrossRef]
- Harkat, M.-F.; Mourot, G.; Ragot, J. An Improved PCA Scheme for Sensor FDI: Application to an Air Quality Monitoring Network. J. Process Control 2006, 16, 625–634. [Google Scholar] [CrossRef]
- Murshid, N.; Mouhtady, O.; Abu-Samha, M.; Obeid, E.; Kharboutly, Y.; Chaouk, H.; Halwani, J.; Younes, K. Metal Oxide Hydrogel Composites for Remediation of Dye-Contaminated Wastewater: Principal Component Analysis. Gels 2022, 8, 702. [Google Scholar] [CrossRef]
- Younes, K.; Laduranty, J.; Descostes, M.; Grasset, L. Molecular Biomarkers Study of an Ombrotrophic Peatland Impacted by an Anthropogenic Clay Deposit. Org. Geochem. 2017, 105, 20–32. [Google Scholar] [CrossRef]
- Younes, K.; Grasset, L. Analysis of Molecular Proxies of a Peat Core by Thermally Assisted Hydrolysis and Methylation-Gas Chromatography Combined with Multivariate Analysis. J. Anal. Appl. Pyrolysis 2017, 124, 726–732. [Google Scholar] [CrossRef]
- Korichi, W.; Ibrahimi, M.; Loqman, S.; Ouhdouch, Y.; Younes, K.; Lemée, L. Assessment of Actinobacteria Use in the Elimination of Multidrug-Resistant Bacteria of Ibn Tofail Hospital Wastewater (Marrakesh, Morocco): A Chemometric Data Analysis Approach. Environ. Sci. Pollut. Res. 2021, 28, 26840–26848. [Google Scholar] [CrossRef]
- Younes, K.; Grasset, L. The Application of DFRC Method for the Analysis of Carbohydrates in a Peat Bog: Validation and Comparison with Conventional Chemical and Thermochemical Degradation Techniques. Chem. Geol. 2020, 545, 119644. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| ω | Temperature (°C) | ||||||||
| 1 s−1 | 160 | 170 | 180 | 190 | 210 | ||||
| Gel Time (min) | Activation Energy (J/mol) | Pre-Exponential Factor | Regression Coefficient | ||||||
| Method 1 | 56 | 38 | 25 | 14.5 | 6.5 | 9170.6 | 2 × 10−6 | 0.9961 | |
| Method 2 | 56 | 36 | 24 | 15 | 6.5 | 8745.3 | 6 × 10−6 | 0.9965 | |
| Method 3 | 59 | 39.5 | 27 | 19 | 9 | 7830.2 | 5 × 10−5 | 0.9994 | |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Gazo Hanna, E.; Younes, K.; Amine, S.; Roufayel, R. Exploring Gel-Point Identification in Epoxy Resin Using Rheology and Unsupervised Learning. Gels 2023, 9, 828. https://doi.org/10.3390/gels9100828
Gazo Hanna E, Younes K, Amine S, Roufayel R. Exploring Gel-Point Identification in Epoxy Resin Using Rheology and Unsupervised Learning. Gels. 2023; 9(10):828. https://doi.org/10.3390/gels9100828
Chicago/Turabian StyleGazo Hanna, Eddie, Khaled Younes, Semaan Amine, and Rabih Roufayel. 2023. "Exploring Gel-Point Identification in Epoxy Resin Using Rheology and Unsupervised Learning" Gels 9, no. 10: 828. https://doi.org/10.3390/gels9100828
APA StyleGazo Hanna, E., Younes, K., Amine, S., & Roufayel, R. (2023). Exploring Gel-Point Identification in Epoxy Resin Using Rheology and Unsupervised Learning. Gels, 9(10), 828. https://doi.org/10.3390/gels9100828