Development and Characterization of a Functional Ice Cream from Sheep Milk Enriched with Microparticulated Whey Proteins, Inulin, Omega-3 Fatty Acids, and Bifidobacterium BB-12®

 , , , ,
, , , ,  ,
, 
Abstract
:1. Introduction
2. Materials and Methods
2.1. Manufacturing Procedure of Ice Cream
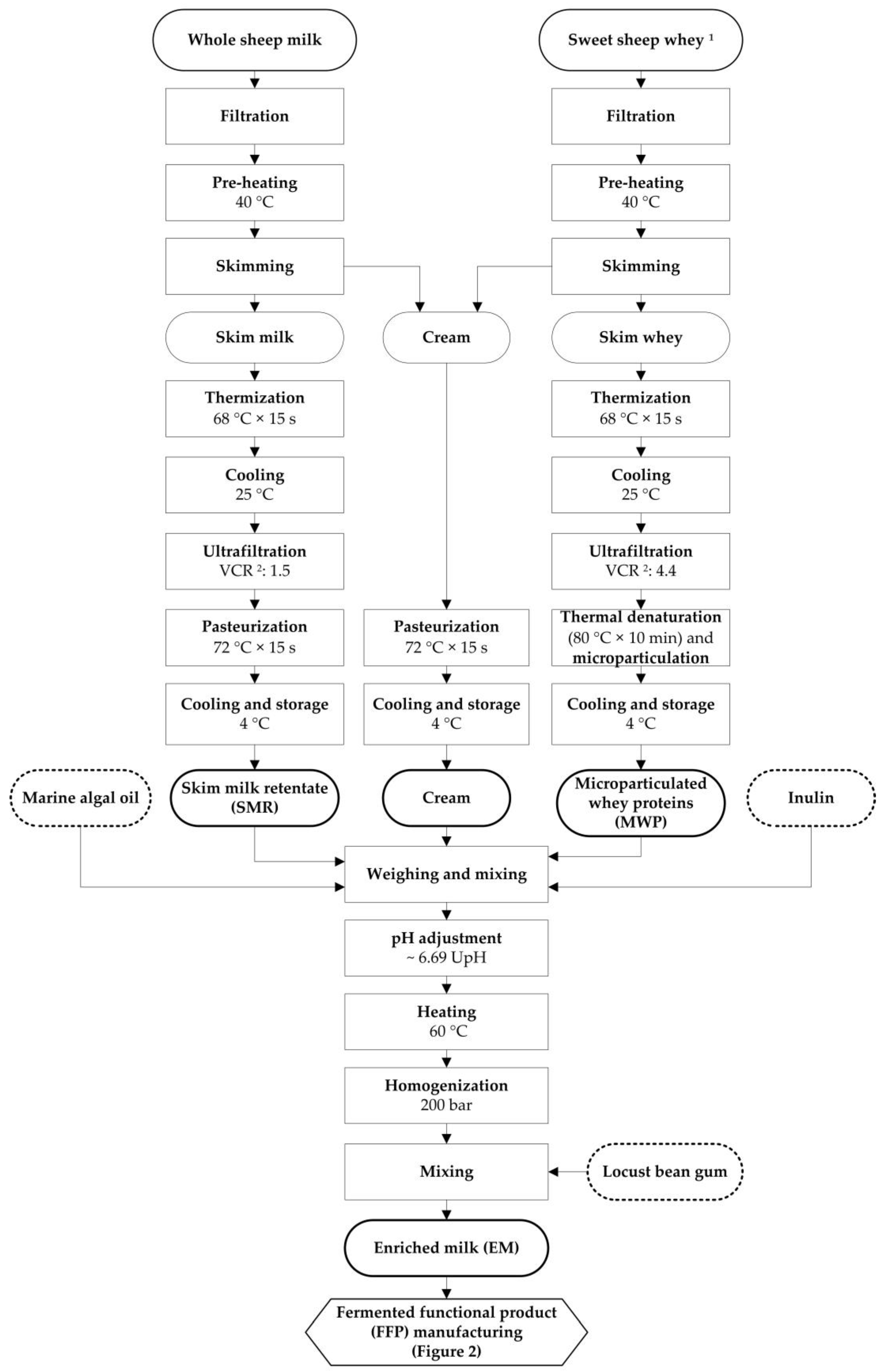
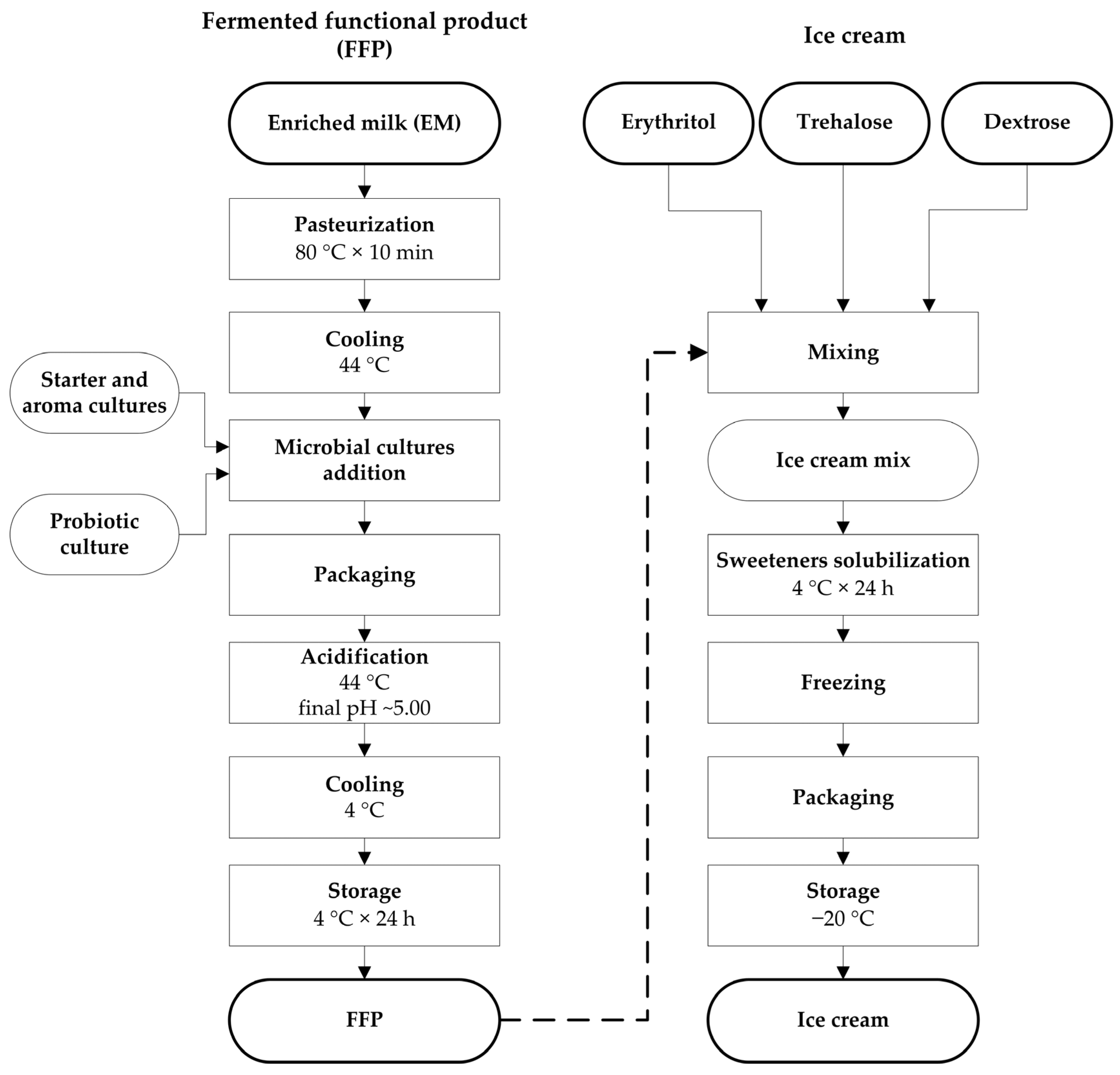
2.1.1. Preparation of the Fermented Functional Product (FFP)
- “Source of fiber”, if the product contains at least 3 g of fiber per 100 g or at least 1.5 g of fiber per 100 kcal [22];
- “High in protein”, if at least 20% of the energy value of the food is provided by protein [22];
- “High in omega-3 fatty acids”, if the product contains at least 0.6 g alpha-linolenic acid per 100 g and per 100 kcal, or at least 80 mg of the sum of EPA and DHA per 100 g and per 100 kcal [23].
- Thermophilic exopolysaccharide (ESP)-producing yogurt starter culture (YO-MIX™ T12, Danisco, Copenaghen, Denmark), including Streptococcus thermophilus and Lactobacillus delbrueckii subsp. bulgaricus at a concentration of 6 log10 CFU mL−1;
- Aroma culture (CHOOZIT™ MD 88, Danisco, Copenaghen, Denmark) consisting of a mesophilic heterofermentative species (Lactococcus lactis subsp. lactis biovar diacetylactis) at a concentration of 5 log10 CFU mL−1;
- Probiotic culture of Bifidobacterium animalis subsp. lactis (BB-12®, Chr-Hansen, Hoersholm, Denmark) at a concentration of 7 log10 CFU mL−1.
2.1.2. Preparation of Ice Cream
2.2. Physico-Chemical Analysis
2.2.1. Compositional Characterization and pH Measurement
2.2.2. Omega-3 Fatty Acids Content and Peroxide Value (PV) Determination
2.2.3. Extrusion Temperature and Overrun
2.2.4. Energy Density and Glycemic Load (GL)
2.2.5. POD and PAC
2.2.6. Textural Analysis
2.3. Microbiological Analysis
2.4. Mass Balance Evaluation
2.5. Statistical Analysis
3. Results and Discussion
3.1. Physico-Chemical, Nutritional, and Technological Properties
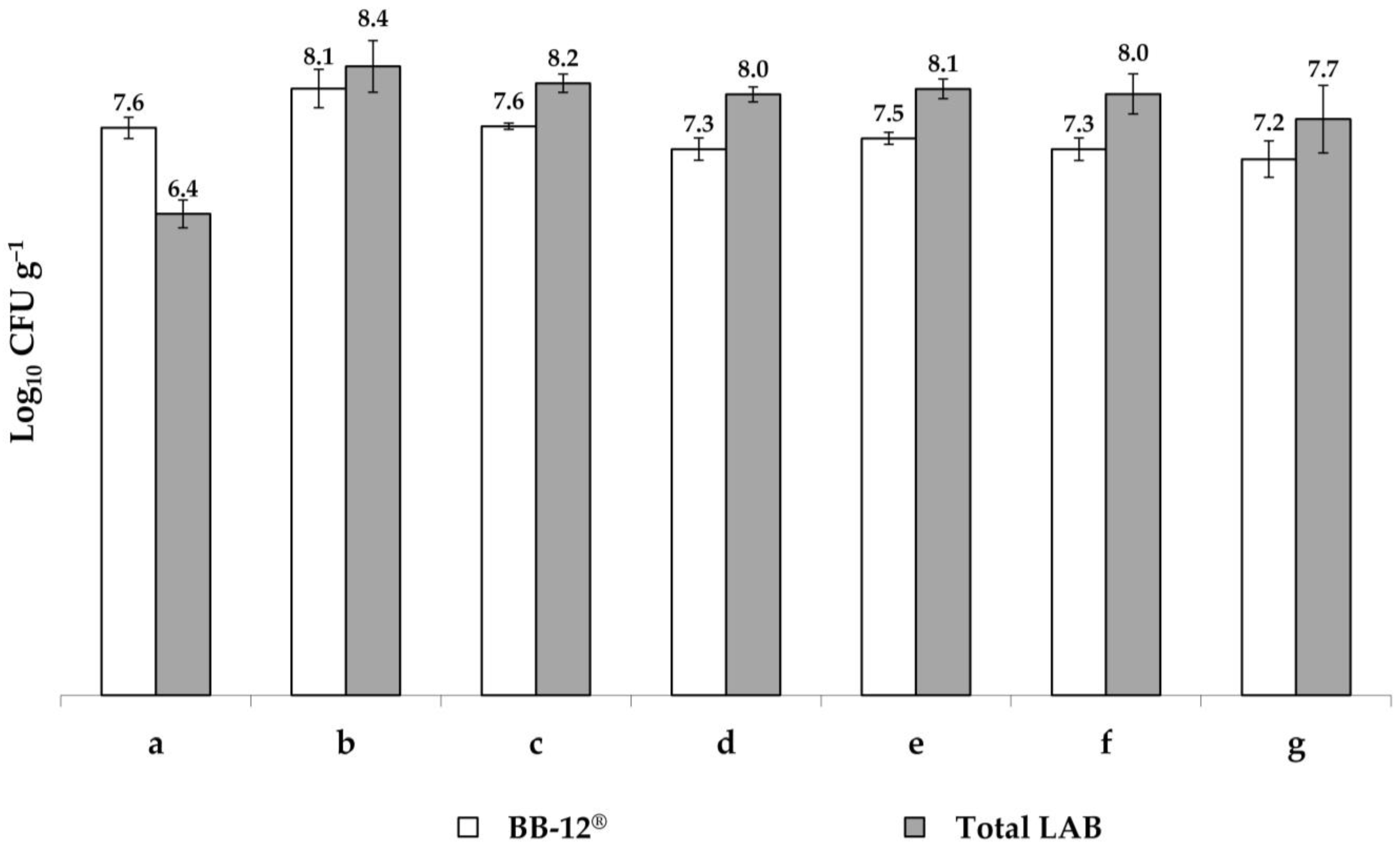
3.2. Microbiological Properties
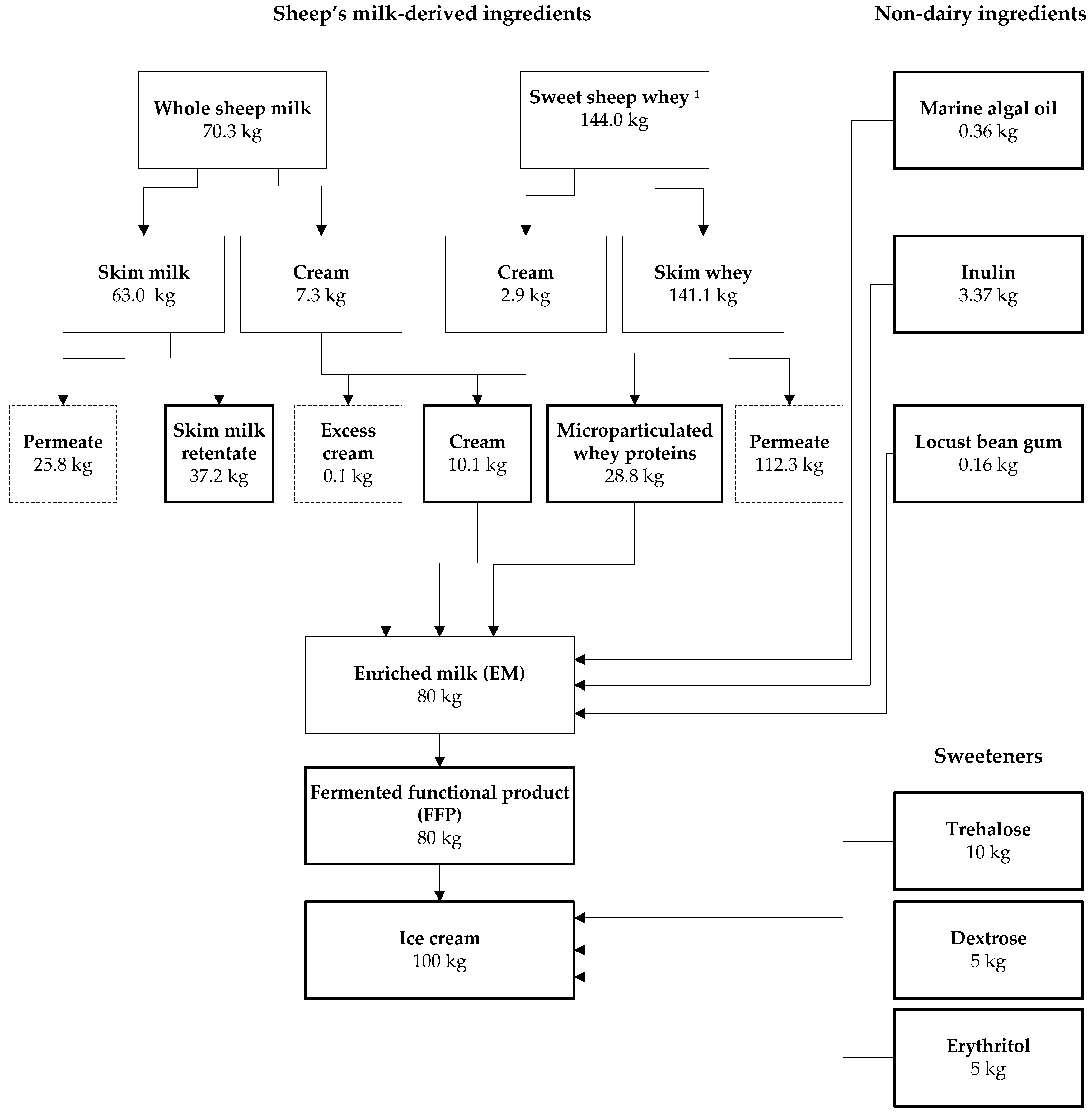
3.3. Mass Balance Determination
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Goff, H.D.; Hartel, R.W. Ice Cream, 7th ed.; Springer: New York, NY, USA, 2013. [Google Scholar]
- An, R.; Jang, N. Frozen yogurt and ice cream were less healthy than yogurt, and adding toppings reduced their nutrition value: Evidence from 1999-2014 National Health and Nutrition Examination Survey. Nutr. Res. 2017, 42, 64–70. [Google Scholar] [CrossRef]
- Genovese, A.; Balivo, A.; Salvati, A.; Sacchi, R. Functional ice cream health benefits and sensory implications. Food Res. Int. 2022, 161, 111858. [Google Scholar] [CrossRef]
- Mohammed, N.K.; Badrul Khair, M.F.; Ahmad, N.H.; Meor Hussin, A.S. Ice cream as functional food: A review of health-promoting ingredients in the frozen dairy products. J. Food Process Eng. 2022, 45, e14171. [Google Scholar] [CrossRef]
- Granato, D.; Barba, F.J.; Kovačević, D.B.; Lorenzo, J.M.; Cruz, A.G.; Putnik, P. Functional Foods: Product Development, Technological Trends, Efficacy Testing, and Safety. Annu. Rev. Food Sci. Technol. 2020, 11, 93–118. [Google Scholar] [CrossRef] [PubMed]
- Polo, A.; Tlais, A.Z.A.; Filannino, P.; Da Ros, A.; Arora, K.; Cantatore, V.; Vincentini, O.; Nicolodi, A.; Nicolodi, R.; Gobbetti, M.; et al. Novel Fermented Ice Cream Formulations with Improved Antiradical and Anti-Inflammatory Features. Fermentation 2023, 9, 117. [Google Scholar] [CrossRef]
- Terpou, A.; Papadaki, A.; Bosnea, L.; Kanellaki, M.; Kopsahelis, N. Novel frozen yogurt production fortified with sea buckthorn berries and probiotics. LWT-Food Sci. Technol. 2019, 105, 242–249. [Google Scholar] [CrossRef]
- Pires, A.; Gomes, D.; Noronha, J.; Díaz, O.; Cobos, A.; Pereira, C.D. Evaluation of the Characteristics of Sheep’s and Goat’s Ice Cream, Produced with UF Concentrated Second Cheese Whey and Different Starter Cultures. Foods 2022, 11, 4091. [Google Scholar] [CrossRef] [PubMed]
- Mathur, H.; Beresford, T.P.; Cotter, P.D. Health Benefits of Lactic Acid Bacteria (LAB) Fermentates. Nutrients 2020, 12, 1679. [Google Scholar] [CrossRef]
- Moatsou, G.; Sakkas, L. Sheep milk components: Focus on nutritional advantages and biofunctional potential. Small Rumin. Res. 2019, 180, 86–99. [Google Scholar] [CrossRef]
- Mohapatra, A.; Shinde, A.K.; Singh, R. Sheep milk: A pertinent functional food. Small Rumin. Res. 2019, 181, 6–11. [Google Scholar] [CrossRef]
- Balthazar, C.F.; Silva, H.L.A.; Vieira, A.H.; Neto, R.P.C.; Cappato, L.P.; Coimbra, P.T.; Moraes, J.; Andrade, M.M.; Calado, V.M.A.; Granato, D.; et al. Assessing the effects of different prebiotic dietary oligosaccharides in sheep milk ice cream. Food Res. Int. 2017, 91, 38–46. [Google Scholar] [CrossRef] [PubMed]
- Balthazar, C.F.; Silva, H.L.A.; Esmerino, E.A.; Rocha, R.S.; Moraes, J.; Carmo, M.A.V.; Azevedo, L.; Camps, I.; Abud, Y.K.; Sant’Anna, C.; et al. The addition of inulin and Lactobacillus casei 01 in sheep milk ice cream. Food Chem. 2018, 246, 464–472. [Google Scholar] [CrossRef] [PubMed]
- Moschopoulou, E.; Dernikos, D.; Zoidou, E. Ovine ice cream made with addition of whey protein concentrates of ovine-caprine origin. Int. Dairy J. 2021, 122, 105146. [Google Scholar] [CrossRef]
- Kowalczyk, M.; Znamirowska, A.; Buniowska, M. Probiotic Sheep Milk Ice Cream with Inulin and Apple Fiber. Foods 2021, 10, 678. [Google Scholar] [CrossRef] [PubMed]
- Kowalczyk, M.; Znamirowska-Piotrowska, A.; Buniowska-Olejnik, M.; Pawlos, M. Sheep Milk Symbiotic Ice Cream: Effect of Inulin and Apple Fiber on the Survival of Five Probiotic Bacterial Strains during Simulated In Vitro Digestion Conditions. Nutrients 2022, 14, 4454. [Google Scholar] [CrossRef] [PubMed]
- Marnotes, N.G.; Pires, A.F.; Díaz, O.; Cobos, A.; Pereira, C.D. Sheep’s and Goat’s Frozen Yoghurts Produced with Ultrafiltrated Whey Concentrates. Appl. Sci. 2021, 11, 6568. [Google Scholar] [CrossRef]
- Karaca, O.B.; Güven, M.; Yasar, K.; Kaya, S.; Kahyaoglu, T. The functional, rheological and sensory characteristics of ice creams with various fat replacers. Int. J. Dairy Technol. 2009, 62, 93–99. [Google Scholar] [CrossRef]
- Hossain, M.K.; Petrov, M.; Hensel, O.; Diakité, M. Microstructure and Physicochemical Properties of Light Ice Cream: Effects of Extruded Microparticulated Whey Proteins and Process Design. Foods 2021, 10, 1433. [Google Scholar] [CrossRef]
- Smithers, G.W. Whey and Whey Proteins-From “Gutter-to-Gold”. Int. Dairy J. 2008, 18, 695–704. [Google Scholar] [CrossRef]
- Ipsen, R. Microparticulated whey proteins for improving dairy product texture. Int. Dairy J. 2017, 67, 73–79. [Google Scholar] [CrossRef]
- Regulation (EC) No 1924/2006 of the European Parliament and of the Council of 20 December 2006 on Nutrition and Health Claims Made on Food. Available online: https://eur-lex.europa.eu/legal-content/EN/ALL/?uri=celex%3A32006R1924 (accessed on 16 October 2023).
- Commission Regulation (EU) No 116/2010 of 9 February 2010 Amending Regulation (EC) No 1924/2006 of the European Parliament and of the Council with Regard to the List of Nutrition Claims. Available online: https://eur-lex.europa.eu/legal-content/en/ALL/?uri=CELEX:32010R0116 (accessed on 16 October 2023).
- ISO 6731 (IDF 21:2010); Milk, Cream and Evaporated Milk—Determination of Total Solids Content (Reference Method). International Organisation for Standardization: Geneva, Switzerland, 2010.
- ISO 2446 (IDF 226:2008); Milk—Determination of Fat Content. International Organisation for Standardization: Geneva, Switzerland, 2008.
- ISO 8968-1 (IDF 20-1:2014); Milk and Milk Products—Determination of Nitrogen Content. Part 1: Kjeldahl Principle and Crude Protein. International Organisation for Standardization: Geneva, Switzerland, 2014.
- IDF Standard 29; Determination of the Casein Content of Milk. International Dairy Federation: Brussels, Belgium, 1964.
- ISO 8968-4 (IDF 20-4:2016); Milk and Milk Products—Determination of Nitrogen Content—Part 4: Determination of Protein and Non-protein Nitrogen Content and True Protein Content Calculation (Reference Method). International Organisation for Standardization: Geneva, Switzerland, 2016.
- Idda, I.; Spano, N.; Addis, M.; Galistu, G.; Ibba, I.; Nurchi, V.M.; Pilo, M.I.; Scintu, M.F.; Piredda, G.; Sanna, G. Optimization of a newly established gas-chromatographic method for determining lactose and galactose traces: Application to Pecorino Romano cheese. J. Food Composit. Anal. 2018, 74, 89–94. [Google Scholar] [CrossRef]
- ISO Methods 14156:2001 (IDF 172:2001); Milk and Milk Products—Extraction Methods for Lipids and Liposoluble Compounds. International Organization for Standardization: Geneva, Switzerland, 2001.
- ISO Methods 15884:2002 (IDF 182:2002); Milk Fat—Preparation of Fatty Acid Methyl Esters. International Organization for Standardization: Geneva, Switzerland, 2002.
- Lai, G.; Caboni, P.; Piras, C.; Pes, M.; Sitzia, M.; Addis, M.; Pirisi, A.; Scano, P. Development and Chemico-Physical Characterization of Ovine Milk-Based Ingredients for Infant Formulae. Appl. Sci. 2023, 13, 653. [Google Scholar] [CrossRef]
- ISO 3976:2006 (IDF 74:2006); Milk Fat—Determination of Peroxide Value. International Organization for Standardization: Geneva, Switzerland, 2006.
- Mullan, W.M.A. How Do You Get the Sweetness of Ice Cream or Gelato Just Right? Updated April 2017. Available online: https://www.dairyscience.info/index.php/ice-cream/220-ice-cream-sweetness.html (accessed on 14 November 2013).
- Mullan, W.M.A. Perfect Ice Cream or Gelato. Getting the Hardness or “Scoopability” Just Right. Updated April 2018. Available online: https://www.dairyscience.info/ice-cream/228-ice-cream-hardness.html (accessed on 14 November 2023).
- Swanson, D.; Block, R.; Mousa, S.A. Omega-3 fatty acids EPA and DHA: Health benefits throughout life: A review. Adv. Nutr. 2012, 3, 1–7. [Google Scholar] [CrossRef] [PubMed]
- Punia, S.; Sandhu, K.S.; Siroha, A.K.; Dhull, S.B. Omega 3-metabolism, absorption, bioavailability and health benefits—A review. J. Pharm. Nutr. Sci. 2019, 10, 1–28. [Google Scholar] [CrossRef]
- Givens, D.I.; Gibbs, R.A. Current intakes of EPA and DHA in European populations and the potential of animal-derived foods to increase them. Proc. Nutr. Soc. 2008, 67, 273–280. [Google Scholar] [CrossRef] [PubMed]
- Mann, B.; Athira, S.; Sharma, R.; Kumar, R.; Sarkar, P. Bioactive Peptides from Whey Proteins. In Whey Proteins: From Milk to Medicine; Hilton, C., Deeth, N.B., Eds.; Academic Press: San Diego, CA, USA, 2019; pp. 519–547. [Google Scholar]
- Patel, S. Functional food relevance of whey protein: A review of recent findings and scopes ahead. J. Funct. Foods 2015, 19, 308–319. [Google Scholar] [CrossRef]
- Karimi, R.; Azizi, M.H.; Ghasemlou, M.; Vaziri, M. Application of inulin in cheese as prebiotic, fat replacer and texturizer: A review. Carbohydr. Polym. 2015, 119, 85–100. [Google Scholar] [CrossRef]
- Preti, G. Il Gelato Artigianale Italiano; Hoepli: Milan, Italy, 2017; pp. 25–49. [Google Scholar]
- Ahmed, K.S.; Hasan, G.M.M.A.; Satter, M.A.; Sikdar, K. Making ice cream with natural sweetener stevia: Formulation and characteristics. Appl. Food Res. 2023, 3, 100309. [Google Scholar] [CrossRef]
- Moriano, M.E.; Alamprese, C. Honey, trehalose and erythritol as sucrose-alternative sweeteners for artisanal ice cream. A pilot study. LWT-Food Sci. Technol. 2017, 75, 329–334. [Google Scholar] [CrossRef]
- Atkinson, F.S.; Brand-Miller, J.C.; Foster-Powell, K.; Buyken, A.E.; Goletzke, J. International tables of glycemic index and glycemic load values 2021: A systematic review. Am. J. Clin. Nutr. 2021, 114, 1625–1632. [Google Scholar] [CrossRef]
- Gowda, A.; Sharma, V.; Goyal, A.; Singh, A.K.; Arora, S. Process optimization and oxidative stability of omega-3 ice cream fortified with flaxseed oil microcapsules. J. Food Sci. Technol. 2018, 55, 1705–1715. [Google Scholar] [CrossRef] [PubMed]
- Luo, Y.; Li, W.-M.; Wang, W. Trehalose: Protector of antioxidant enzymes or reactive oxygen species scavenger under heat stress? Environ. Exp. Bot. 2008, 63, 378–384. [Google Scholar] [CrossRef]
- Den Hartog, G.J.; Boots, A.W.; Adam-Perrot, A.; Brouns, F.; Verkooijen, I.W.; Weseler, A.R.; Haenen, G.R.; Bast, A. Erythritol is a sweet antioxidant. Nutrition 2010, 26, 449–458. [Google Scholar] [CrossRef] [PubMed]
- Corrochano, A.R.; Buckin, V.; Kelly, P.M.; Giblin, L. Invited review: Whey proteins as antioxidants and promoters of cellular antioxidant pathways. J. Dairy Sci. 2018, 101, 4747–4761. [Google Scholar] [CrossRef] [PubMed]
- Inoue, K.; Ochi, H.; Habara, K.; Taketsuka, M.; Saito, H.; Ichihashi, N.; Iwatsuki, K. Modeling of the effect of freezer conditions on the hardness of ice cream using response surface methodology. J. Dairy Sci. 2009, 92, 5834–5842. [Google Scholar] [CrossRef] [PubMed]
- Prasanna, P.H.; Grandison, A.S. Bifidobacteria in milk products: An overview of physiological and biochemical properties, exopolysaccharide production, selection criteria of milk products and health benefits. Food Res. Int. 2014, 55, 247–262. [Google Scholar] [CrossRef]
- Valdés-Varela, L.; Ruas-Madiedo, P.; Gueimonde, M. In vitro fermentation of different fructo-oligosaccharides by Bifidobacterium strains for the selection of synbiotic combinations. Int. J. Food Microbiol. 2017, 242, 19–23. [Google Scholar] [CrossRef]
- Van den Abbeele, P.; Duysburgh, C.; Ghyselinck, J.; Goltz, S.; Berezhnaya, Y.; Boileau, T.; De Blaiser, A.; Marzorati, M. Fructans with Varying Degree of Polymerization Enhance the Selective Growth of Bifidobacterium animalis subsp. lactis BB-12 in the Human Gut Microbiome In Vitro. Appl. Sci. 2021, 11, 598. [Google Scholar]
- Janer, C.; Peláez, C.; Requena, T. Caseinomacropeptide and whey protein concentrate enhance Bifidobacterium lactis growth in milk. Food Chem. 2004, 86, 263–267. [Google Scholar] [CrossRef]
- Da Silva, P.D.L.; de Fátima Bezerra, M.; dos Santos, K.M.O.; Correia, R.T.P. Potentially Probiotic Ice Cream from Goat’s Milk: Characterization and Cell Viability during Processing, Storage and Simulated Gastrointestinal Conditions. LWT-Food Sci. Technol. 2015, 62, 452–457. [Google Scholar] [CrossRef]
- Magarinos, H.; Selaive, S.; Costa, M.; Flores, M.; Pizarro, O. Viability of probiotic micro-organisms (Lactobacillus acidophilus La-5 and Bifidobacterium animalis subsp. lactis Bb-12) in ice cream. Int. J. Dairy Technol. 2007, 60, 128–134. [Google Scholar]
- Bezerra, M.; Araujo, A.; Santos, K.; Correia, R. Caprine frozen yoghurt produced with fresh and spray dried jambolana fruit pulp (Eugenia jambolana Lam) and Bifidobacterium animalis subsp. lactis BI-07. LWT-Food Sci. Technol. 2015, 62, 1099–1104. [Google Scholar] [CrossRef]
- Senaka Ranadheera, C.; Evans, C.A.; Adams, M.C.; Baines, S.K. Production of probiotic ice cream from goat’s milk and effect of packaging materials on product quality. Small Rumin. Res. 2013, 112, 174–180. [Google Scholar] [CrossRef]
- Pinto, S.S.; Fritzen-Freire, C.B.; Munoz, I.B.; Barreto, P.L.M.; Prudencio, E.S.; Amboni, R.D. Effects of the addition of microencapsulated Bifidobacterium BB-12 on the properties of frozen yogurt. J. Food Eng. 2012, 111, 563–569. [Google Scholar] [CrossRef]
- Cruz, A.G.; Antunes, A.E.C.; Sousa, A.L.O.P.; Faria, J.A.F.; Saad, S.M.I. Ice-Cream as a Probiotic Food Carrier. Food Res. Int. 2009, 42, 1233–1239. [Google Scholar] [CrossRef]
- Zayed, G.; Roos, Y.H. Influence of trehalose and moisture content on survival of Lactobacillus salivarius subjected to freeze-drying and storage. Process. Biochem. 2004, 39, 1081–1086. [Google Scholar] [CrossRef]
- Yoshida, K.; Ono, F.; Chouno, T.; Perocho, B.R.; Ikegami, Y.; Shirakigawa, N.; Ijima, H. Cryoprotective enhancing effect of very low concentration of trehalose on the functions of primary rat hepatocytes. Regen Ther. 2020, 15, 173–179. [Google Scholar] [CrossRef] [PubMed]
- Akalın, A.S.; Kesenkas, H.; Dinkci, N.; Unal, G.; Ozer, E.; Kınık, O. Enrichment of Probiotic Ice Cream with Different Dietary Fibers: Structural Characteristics and Culture Viability. J. Dairy Sci. 2018, 101, 37–46. [Google Scholar] [CrossRef] [PubMed]
- Rezaei, R.; Khomeiri, M.; Aalami, M.; Kashaninejad, M. Effect of inulin on the physicochemical properties, flow behavior and probiotic survival of frozen yogurt. J. Food Sci. Technol. 2014, 51, 2809–2814. [Google Scholar] [CrossRef]
- Jungersen, M.; Wind, A.; Johansen, E.; Christensen, J.E.; Stuer-Lauridsen, B.; Eskesen, D. The Science behind the Probiotic Strain Bifidobacterium animalis subsp. lactis BB-12®. Microorganisms 2014, 2, 92–110. [Google Scholar] [CrossRef]
- Terpou, A.; Papadaki, A.; Lappa, I.K.; Kachrimanidou, V.; Bosnea, L.A.; Kopsahelis, N. Probiotics in Food Systems: Significance and Emerging Strategies Towards Improved Viability and Delivery of Enhanced Beneficial Value. Nutrients 2019, 11, 1591. [Google Scholar] [CrossRef]
- Ministero della Salute, Direzione Generale per l’Igiene e la Sicurezza degli Alimenti e la Nutrizione. Guidelines on Probiotics and Prebiotics. Revised in March 2018. Available online: https://www.salute.gov.it/imgs/C_17_pubblicazioni_1016_ulterioriallegati_ulterioreallegato_0_alleg.pdf (accessed on 20 October 2023).






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameters | Enriched Milk | Nutritional Claims 1 |
|---|---|---|
| Fat (%) | 10.0 | |
| Omega-3 (EPA 2 + DHA 3) (%) | 0.2 | “High in omega-3 fatty acids” |
| Omega-3 (EPA 2 + DHA 3) (g 100 kcal−1) | 0.1 | |
| Protein (%) | 7.0 | “High in protein” |
| Casein (%) | 3.5 | |
| Whey protein (%) | 3.5 | |
| Fat/Protein | 1.4 | |
| Inulin (%) | 4.0 | “Source of fiber” |
| Locust bean gum (%) | 0.2 | |
| Energy value (kcal 100 g−1) | 140 | |
| Calories provided by fat (%) | 64 | |
| Calories provided by protein (%) | 20 | “High in protein” |
| Sheep’s Milk-Derived Ingredients | Non-Dairy Ingredients | |||||
|---|---|---|---|---|---|---|
| Parameters | Cream 1 | MWP 2 | SMR 3 | Algal Oil 4 | Inulin 4 | LBG 4,5 |
| Fat (%) | 72.0 | 0.6 | 0.5 | 99.9 | - | 0.7 |
| Omega-3 (EPA 6 + DHA 7) (%) | - | - | - | 45.0 | - | - |
| Protein (%) | 1.0 | 7.5 | 9.2 | - | - | 3.3 |
| Fat/Protein | 72.0 | 0.1 | 0.01 | - | - | - |
| Casein (%) | 0.8 | - | 7.3 | - | - | - |
| Whey protein (%) | 0.2 | 7.5 | 1.8 | - | - | - |
| Inulin (%) | - | - | - | - | 95 | - |
| Lactose (%) | 2.1 | 3.6 | 4.0 | - | - | - |
| Energy value (kcal 100 g−1) | 660 | 50 | 57 | 900 | 181 | 219 |
| Relative incidence in EM (%) | 12.6 | 36.0 | 46.5 | 0.5 | 4.2 | 0.2 |
| Parameters | Lactose | Inulin | Dextrose | Trehalose | Erythritol |
|---|---|---|---|---|---|
| Energy value (kcal 100 g−1) | 4 | 1.9 | 4 | 4 | 0.2 |
| Glycemic index (GI) 1 | 45 | 1 | 100 | 70 | 1 |
| Sweetening power (POD) 2 | 16 | 0 | 70 | 42 | 70 |
| Antifreeze power (PAC) 3 | 100 | 25 | 180 | 100 | 280 |
| Parameters | EM | FFP | Ice Cream | Nutritional Claims 1 | |
|---|---|---|---|---|---|
| FFP | Ice Cream | ||||
| pH (UpH) | 6.6 ± 0.1 | 4.9 ± 0.1 | 4.9 ± 0.1 | ||
| Dry matter (DM) (%) | 25.7 ± 0.3 | 25.85 ± 0.02 | 38.3 ± 0.1 | ||
| MSNF 2 (%) | 11.4 ± 0.1 | 11.62 ± 0.02 | 8.4 ± 0.1 | ||
| Fat (%) | 10.2 ± 0.4 | 10.19 ± 0.04 | 8.20 ± 0.01 | ||
| Omega-3 (EPA 3 + DHA 4) (%) | 0.27 ± 0.01 | 0.270 ± 0.001 | 0.216 ± 0.003 | “High in omega-3 fatty acids” | “High in omega-3 fatty acids” |
| Omega-3 (EPA 3 + DHA 4) (g 100 kcal−1) | 0.192 ± 0.001 | 0.200 ± 0.001 | 0.127 ± 0.001 | ||
| Protein (%) | 6.9 ± 0.1 | 7.1 ± 0.2 | 5.5 ± 0.1 | “High in protein” | “Source of protein” |
| Casein (%) | 3.5 ± 0.1 | 3.6 ± 0.1 | 2.8 ± 0.1 | ||
| Whey protein (%) | 3.4 ± 0.1 | 3.5 ± 0.1 | 2.7 ± 0.1 | ||
| Lactose (%) | 3.50 ± 0.01 | 1.6 ± 0.2 | 1.2 ± 0.2 | ||
| Inulin (%) | 4.00 ± 0.01 | 4.01 ± 0.04 | 3.21 ± 0.03 | “Source of fiber” | “Source of fiber” |
| Glycemic load 5 | 1.637 ± 0.003 | 0.83 ± 0.01 | 12.71 ± 0.01 | ||
| Energy density 6 (kcal 100 g−1) | 141 ± 4 | 134.7 ± 0.2 | 168.5 ± 0.2 | ||
| Calories provided by fat (%) | 65 ± 1 | 68.1 ± 0.2 | 43.8 ± 0.1 | ||
| Calories provided by protein (%) | 19.6 ± 0.3 | 21.2 ± 0.2 | 13.2 ± 0.2 | “High in protein” | “Source of protein” |
| Calories provided by carbohydrates (%) | 15.3 ± 0.4 | 10.7 ± 0.1 | 43.0 ± 0.1 | ||
| Parameters | Storage Time (Days) | ||||
|---|---|---|---|---|---|
| 1 | 30 | 60 | 90 | 120 | |
| EPA | 1.309 ± 0.004 | 1.3 ± 0.1 | 1.29 ± 0.01 | 1.29 ± 0.01 | 1.27 ± 0.02 |
| DHA | 1.46 ± 0.01 | 1.5 ± 0.1 | 1.44 ± 0.03 | 1.44 ± 0.01 | 1.43 ± 0.02 |
| PV | 2.24 ± 0.04 | 2.5 ± 0.2 | 2.22 ± 0.04 | 2.06 ± 0.04 | 2.5 ± 0.3 |
| Parameters | |
|---|---|
| Extrusion temperature 1 (°C) | −10.0 ± 0.1 |
| Overrun 2 (%) | 18.0 ± 0.8 |
| Hardness (N) | 27.7 ± 3.2 |
| Sweetening power (POD) 3 | 11.40 ± 0.03 |
| Antifreeze power (PAC) 4 | 35.1 ± 0.2 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Lai, G.; Addis, M.; Caredda, M.; Fiori, M.; Dedola, A.S.; Furesi, S.; Pes, M. Development and Characterization of a Functional Ice Cream from Sheep Milk Enriched with Microparticulated Whey Proteins, Inulin, Omega-3 Fatty Acids, and Bifidobacterium BB-12®. Dairy 2024, 5, 134-152. https://doi.org/10.3390/dairy5010011
Lai G, Addis M, Caredda M, Fiori M, Dedola AS, Furesi S, Pes M. Development and Characterization of a Functional Ice Cream from Sheep Milk Enriched with Microparticulated Whey Proteins, Inulin, Omega-3 Fatty Acids, and Bifidobacterium BB-12®. Dairy. 2024; 5(1):134-152. https://doi.org/10.3390/dairy5010011
Chicago/Turabian StyleLai, Giacomo, Margherita Addis, Marco Caredda, Myriam Fiori, Alessio Silvio Dedola, Stefano Furesi, and Massimo Pes. 2024. "Development and Characterization of a Functional Ice Cream from Sheep Milk Enriched with Microparticulated Whey Proteins, Inulin, Omega-3 Fatty Acids, and Bifidobacterium BB-12®" Dairy 5, no. 1: 134-152. https://doi.org/10.3390/dairy5010011
APA StyleLai, G., Addis, M., Caredda, M., Fiori, M., Dedola, A. S., Furesi, S., & Pes, M. (2024). Development and Characterization of a Functional Ice Cream from Sheep Milk Enriched with Microparticulated Whey Proteins, Inulin, Omega-3 Fatty Acids, and Bifidobacterium BB-12®. Dairy, 5(1), 134-152. https://doi.org/10.3390/dairy5010011