

Processing and Properties of Sintered W/Steel Composites for the First Wall of Future Fusion Reactor

 , , ,
, , ,  ,
, 
Abstract
:1. Introduction
2. Materials and Methods
2.1. Powder Preparation
2.2. Sintering Methodology
2.3. Characterization of Composites
2.3.1. Mechanical Characterization
2.3.2. Thermophysical Characterization
3. Results and Discussion
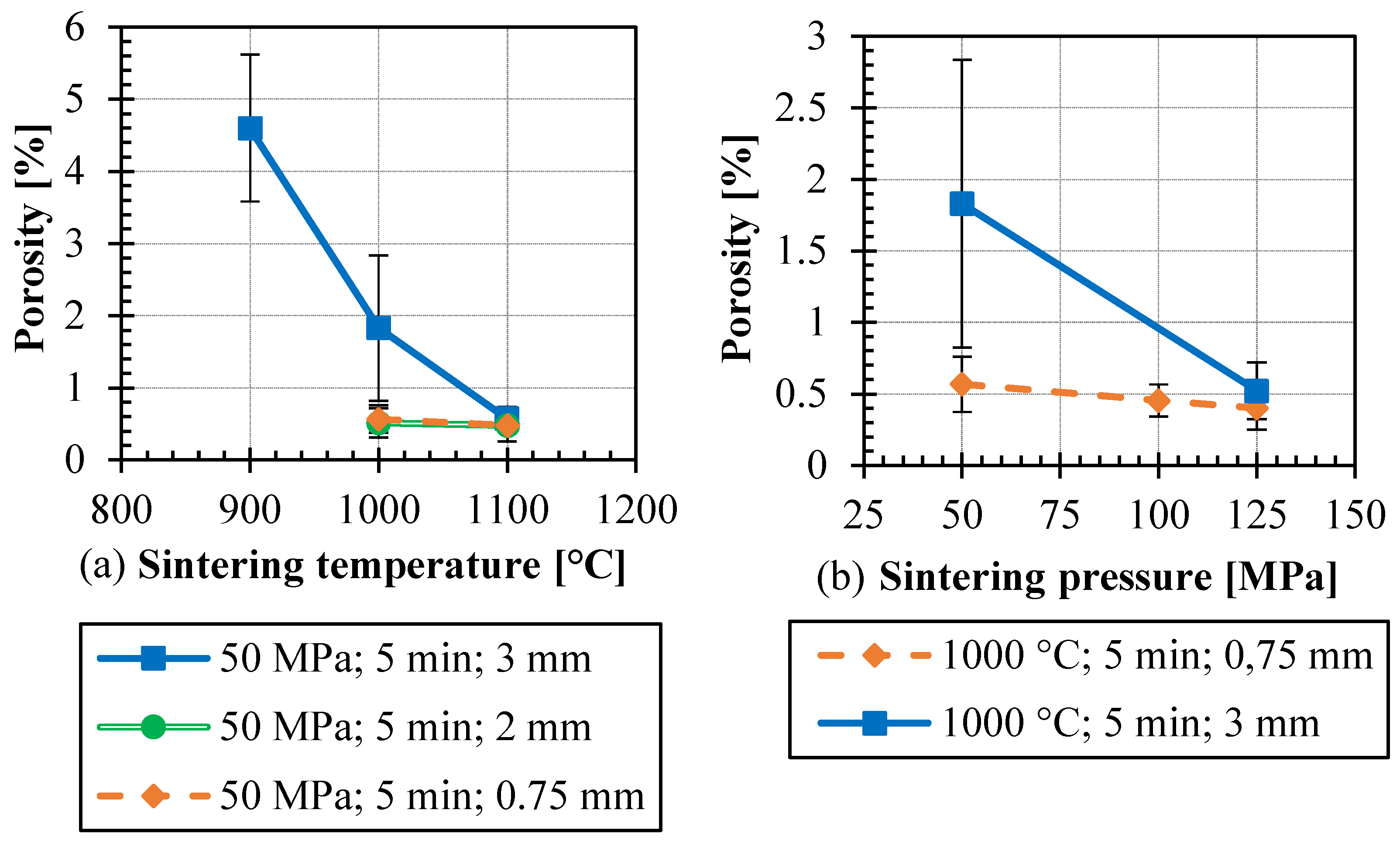
3.1. Optimizing the Sintering Parameters for 25 W
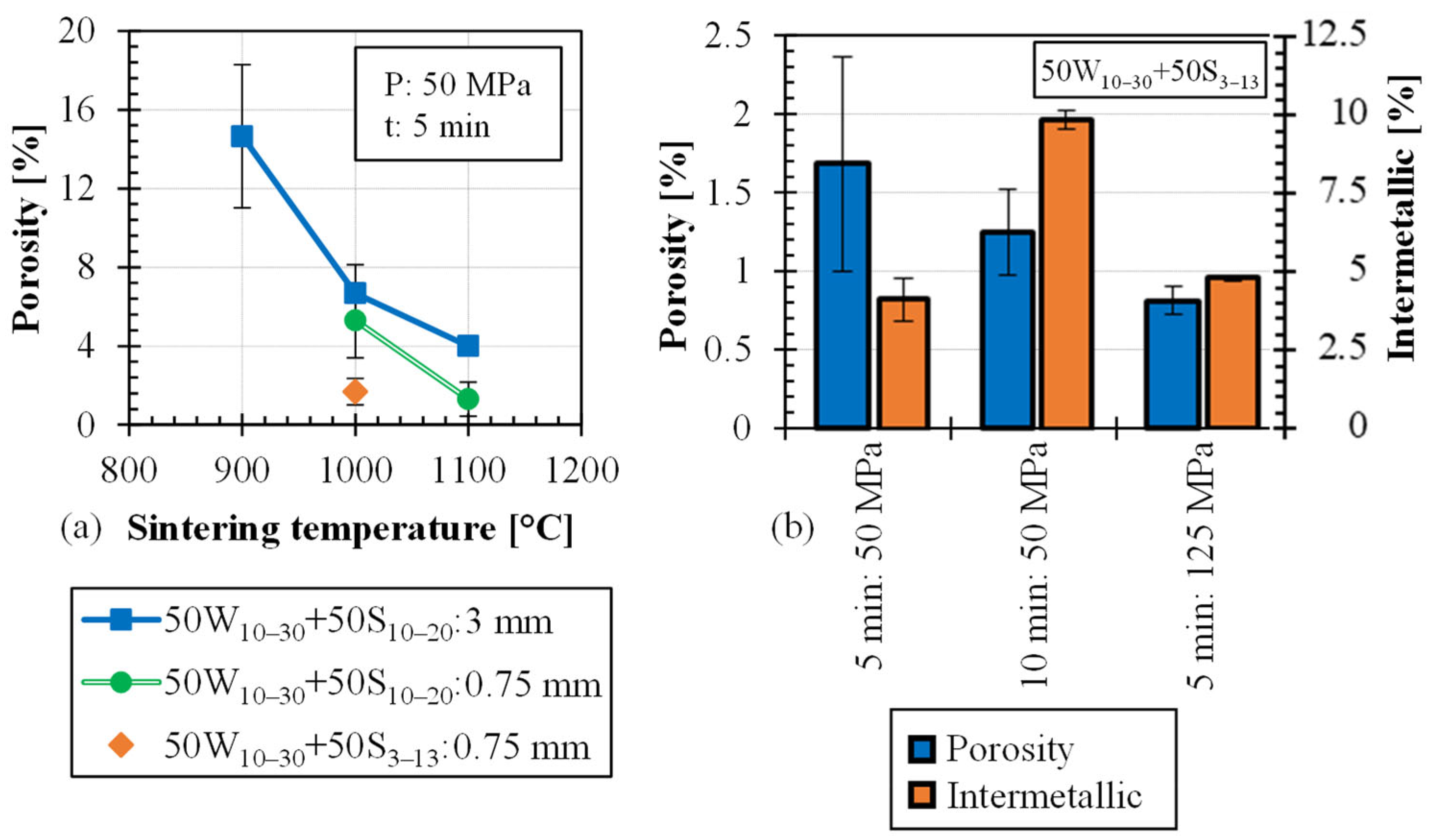
3.2. Optimizing the Sintering Parameters for 50 W
3.3. Optimizing the Sintering for 75 W
3.4. Properties of the Composites
3.4.1. Comprehensive Interface Analysis
- Firstly, in all composites, a thin IMC phase with the composition FexWyCrz forms at the W–steel interface as confirmed by the EDX analysis (EDX-5). Nevertheless, the values of EDX-5 should be read with care since the thickness of this compound is lower than the excitation area of EDX. The thickness of this IMC belt was roughly estimated to be 100 nm for 25 W, 200 nm for 50 W and 300 to 900 nm for 75 W composites.
- Secondly, nano-scale voids are present inside the steel matrix.
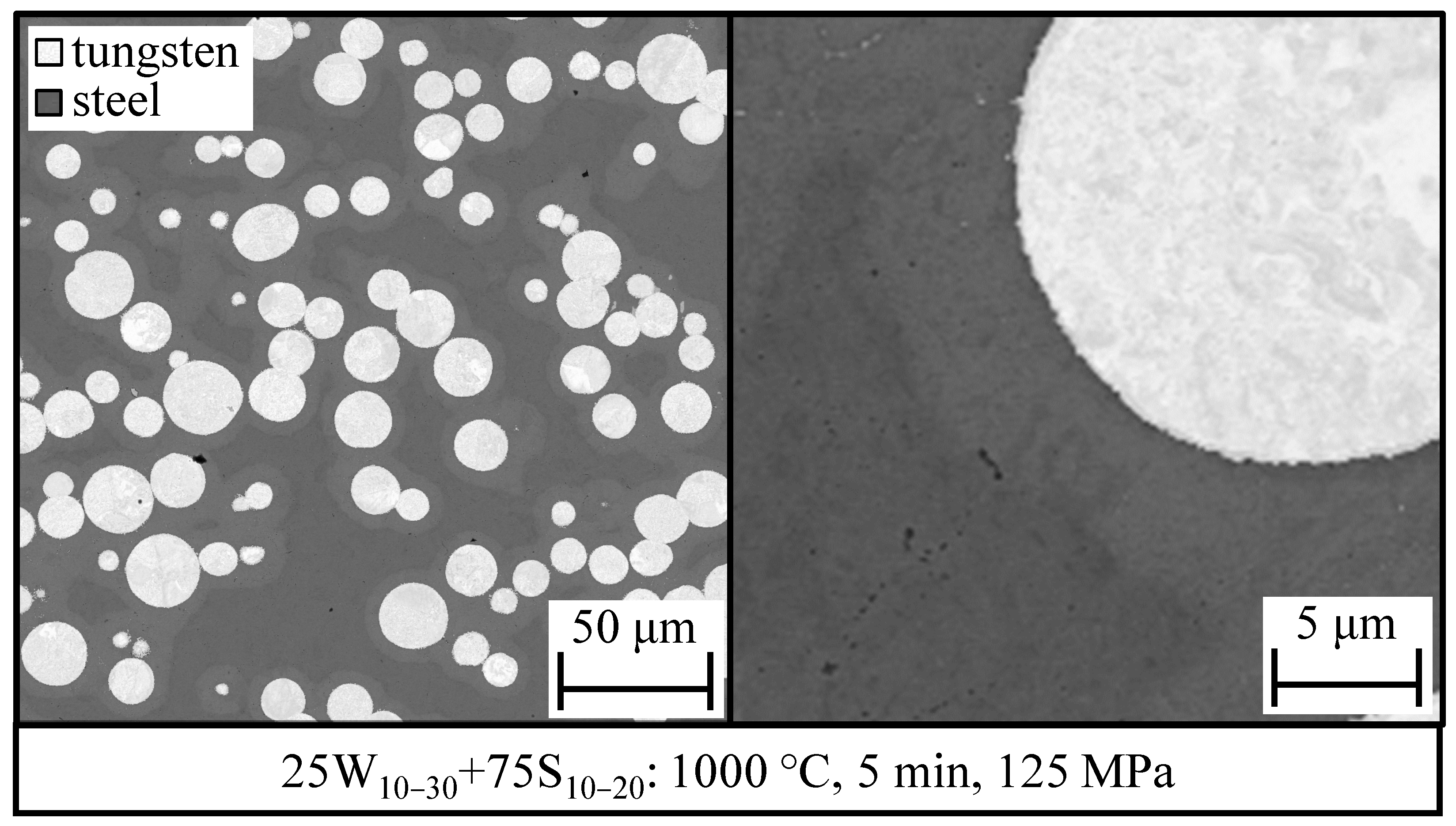
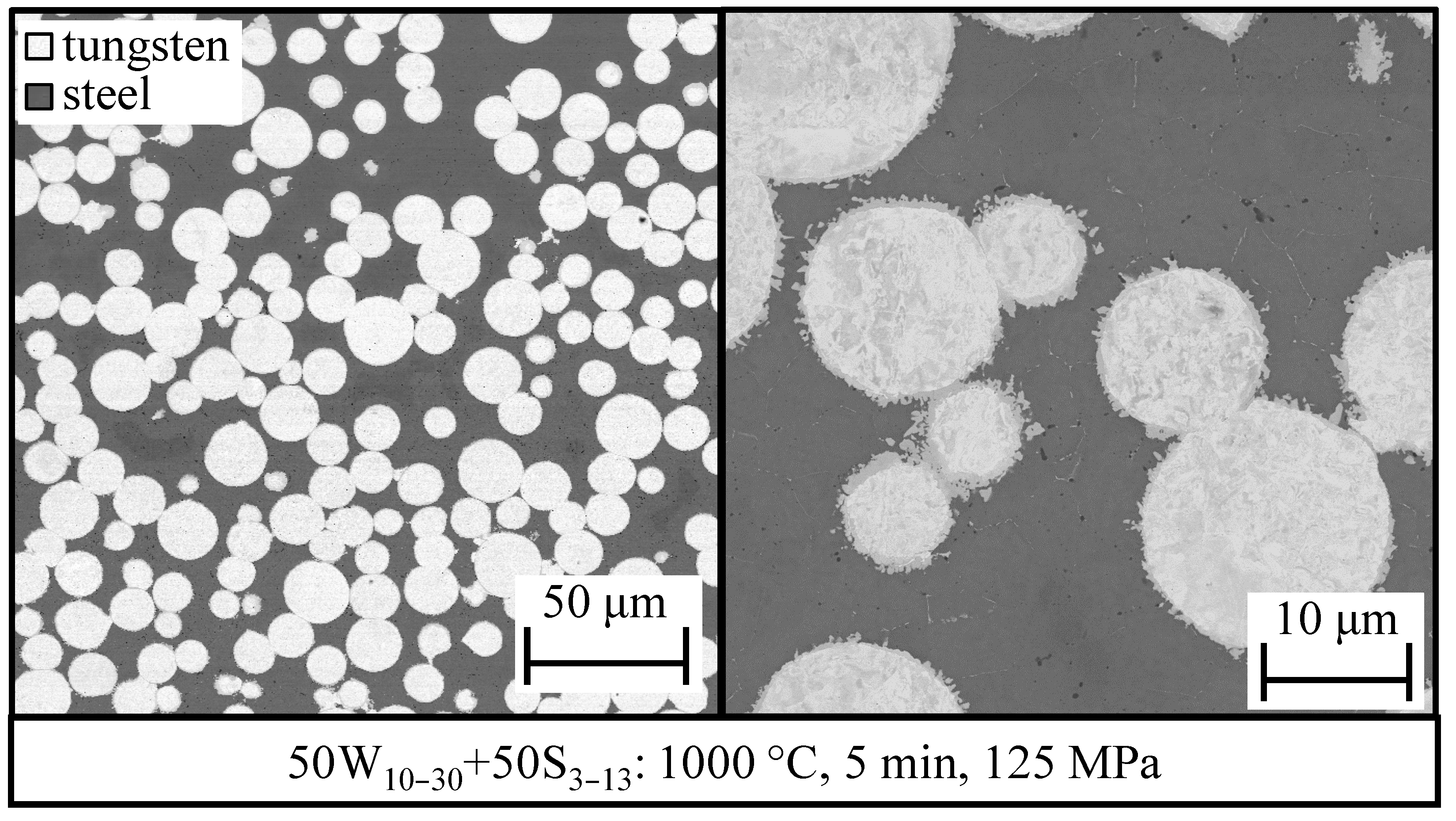
- Thirdly, in the 25 W composite (Figure 7a), a ferritic (α) phase appeared in the steel matrix close to the W particle. This phase was formed because of the diffusion of W from the W particle to the steel matrix, resulting in around 8.9 wt% W inside this region, as listed by EDX-3 in Table 3. As W is a ferrite stabilizer, in this region no martensitic phase was formed during cooling. Instead, a ferritic phase formed. In the case of 50 W composite (Figure 7b), most of the steel phase became ferritic because of this interdiffusion of W (EDX-4). In the case of the 75 W composite as well (Figure 7c), most of the steel matrix was found to be ferritic.
- Fourthly, in the 25 W composite, the steel matrix further away from the W particle retains its original chemical composition, as indicated by EDX-2. This elemental composition is same to that of Eurofer 97 steel, which is a martensitic steel [19]. The SEM micrograph is this region clearly shows a martensitic phase structure. This observation was further confirmed by the cooling rate during the sintering process. From the time/temperature profile of the FAST/SPS cycle, the cooling rate between 1000 °C and 400 °C was estimated to be 210 K/min, which is significantly higher than the critical cooling rate (~5 K/min) to accomplish martensitic transformation [19,28].


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| EDX Spectrum (wt%) | Fe | Cr | W | V | Mn | Ta |
|---|---|---|---|---|---|---|
| EDX-1 | 0.5 | - | 99.5 | - | - | - |
| EDX-2 | 88.8 | 8.9 | 1.6 | 0.3 | 0.3 | 0.1 |
| EDX-3 | 82.8 | 8.3 | 8.3 | 0.2 | 0.4 | - |
| EDX-4 | 82.3 | 7.9 | 9.4 | 0.2 | 0.2 | - |
| EDX-5 | 31.9 | 4.3 | 63.6 | 0.1 | 0.1 | - |
3.4.2. Mechanical Properties
3.4.3. Thermophysical Properties
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Heuer, S.; Weber, T.; Pintsuk, G.; Coenen, J.W.; Matejicek, J.; Linsmeier, C. Aiming at understanding thermo-mechanical loads in the first wall of DEMO: Stress-strain evolution in a Eurofer-tungsten test component featuring a functionally graded interlayer. Fusion Eng. Des. 2018, 135, 141–153. [Google Scholar] [CrossRef]
- Weber, T.; Aktaa, J. Numerical assessment of functionally graded tungsten/steel joints for divertor applications. Fusion Eng. Des. 2011, 86, 220–226. [Google Scholar] [CrossRef]
- Qu, D.; Basuki, W.W.; Aktaa, J. Numerical assessment of functionally graded tungsten/EUROFER coating system for first wall applications. Fusion Eng. Des. 2015, 98–99, 1389–1393. [Google Scholar] [CrossRef]
- Heuer, S. Charakterisierung Gradierter Eisen/Wolfram-Schichten für Die Erste Wand von Fusionsreaktoren. Ph.D. Thesis, Ruhr-Universität Bochum, Bochum, Germany, 2017. [Google Scholar]
- Emmerich, T.; Qu, D.; Ghidersa, B.-E.; Lux, M.; Rey, J.; Vaßen, R.; Aktaa, J. Development progress of coating first wall components with functionally graded W/EUROFER layers on laboratory scale. Nucl. Fusion 2020, 60, 126004. [Google Scholar] [CrossRef]
- Matejicek, J.; Nevrla, B.; Vilemova, M.; Boldyryeva, H. Overview of processing technologies for tungsten-steel composites and FGMs for fusion applications. Nukleonika 2015, 60, 267–273. [Google Scholar] [CrossRef]
- Ganesh, V.; Dorow-Gerspach, D.; Heuer, S.; Matejicek, J.; Vilemova, M.; Bram, M.; Coenen, J.W.; Wirtz, M.; Pintsuk, G.; Theisen, W.; et al. Manufacturing of W-steel joint using plasma sprayed graded W/steel-interlayer with current assisted diffusion bonding. Fusion Eng. Des. 2021, 172, 112896. [Google Scholar] [CrossRef]
- Matejicek, J.; Boldyryeva, H.; Brozek, V.; Sachr, P.; Chraska, T.; Pala, Z. W–steel and W–WC–steel composites and FGMs produced by hot pressing. Fusion Eng. Des. 2015, 100, 364–370. [Google Scholar] [CrossRef]
- Qu, D.; Zhou, Z.; Tan, J.; Aktaa, J. Characterization of W/Fe functionally graded materials manufactured by resistance sintering under ultra-high pressure. Fusion Eng. Des. 2015, 91, 21–24. [Google Scholar] [CrossRef]
- Heuer, S.; Lienig, T.; Mohr, A.; Weber, T.; Pintsuk, G.; Coenen, J.W.; Gormann, F.; Theisen, W.; Linsmeier, C. Ultra-fast sintered functionally graded Fe/W composites for the first wall of future fusion reactors. Compos. B. Eng. 2019, 164, 205–214. [Google Scholar] [CrossRef]
- Suryanarayana, C. Mechanical alloying and milling. Prog. Mater. Sci. 2001, 46, 1–184. [Google Scholar] [CrossRef]
- Ganesh, V.; Leich, L.; Dorow-Gerspach, D.; Heuer, S.; Coenen, J.W.; Wirtz, M.; Pintsuk, G.; Gormann, F.; Lied, P.; Baumgärtner, S.; et al. Manufacturing of W/steel composites using electro-discharge sintering process. Nucl. Mater. Energy 2022, 30, 101089. [Google Scholar] [CrossRef]
- Guillon, O.; Gonzalez-Julian, J.; Dargatz, B.; Kessel, T.; Schierning, G.; Räthel, J.; Herrmann, M. Field-Assisted Sintering Technology/Spark Plasma Sintering: Mechanisms, materials, and technology developments. Adv. Eng. Mater. 2014, 16, 830–849. [Google Scholar] [CrossRef]
- Mamedov, V. Spark plasma sintering as advanced PM sintering method. Powder Metall. 2002, 45, 322–328. [Google Scholar] [CrossRef]
- Orru, R.; Licheri, R.; Locci, A.M.; Cincotti, A.; Cao, G. Consolidation/synthesis of materials by electric current activated/assisted sintering. Mater. Sci. Eng. R. Rep. 2009, 63, 127–287. [Google Scholar] [CrossRef]
- Tan, C.; Wang, G.; Ji, L.; Tong, Y.; Duan, X.-M. Investigation on 316L/W functionally graded materials fabricated by mechanical alloying and spark plasma sintering. J. Nucl. Mater. 2016, 469, 32–38. [Google Scholar] [CrossRef]
- Koller, M.; Kruisova, A.; Musalek, R.; Matejicek, J.; Seiner, H.; Landa, M. On the relation between microstructure and elastic constants of tungsten/steel composites fabricated by spark plasma sintering. Fusion Eng. Des. 2018, 133, 51–58. [Google Scholar] [CrossRef]
- Van der Schaaf, B.; Tavassoli, F.; Fazio, C.; Rigal, E.; Diegele, E.; Lindau, R.; Le Marois, G. The development of EUROFER reduced activation steel. Fusion Eng. Des. 2003, 69, 197–203. [Google Scholar] [CrossRef]
- Rieth, M.; Schirra, M.; Falkenstein, A.; Graf, P.; Heger, S.; Kempe, H.; Lindau, R.; Zimmermann, H. EUROFER 97: Tensile, Charpy, Creep and Structural Tests; Wissenschaftliche Berichte, FZKA-6911, Karlsruhe; Forschungszentrum Karlsruhe GmbH Technik und Umwelt: Berlin, Germany, 2003. [Google Scholar]
- Tanigawa, H.; Shiba, K.; Möslang, A.; Stoller, R.E.; Lindau, R.; Sokolov, M.A.; Odette, G.R.; Kurtz, R.J.; Jitsukawa, S. Status and key issues of reduced activation ferritic/martensitic steels as the structural material for a DEMO blanket. J. Nucl. Mater. 2011, 417, 9–15. [Google Scholar] [CrossRef]
- Kwak, N.; Min, G.; Oh, Y.; Suh, D.-W.; Kim, H.C.; Kang, S.; Han, H.N. Tantalum and molybdenum barriers to prevent carbon diffusion in spark plasma sintered tungsten. Scr. Mater. 2021, 196, 113759. [Google Scholar] [CrossRef]
- ASTM Standard D30; D30 Committee. Standard Test Method for Flexural Properties of Polymer Matrix Composite Materials Designation: D7264/D7264M-07. ASTM International: West Conshohocken, PA, USA, 2015.
- Heuer, S.; Coenen, J.W.; Pintsuk, G.; Matejicek, J.; Vilemova, M.; Linsmeier, C. Overview of challenges and developments in joining tungsten and steel for future fusion reactors. Phys. Scr. 2020, T171, 14028. [Google Scholar] [CrossRef]
- ITER Materials Properties Handbook (MPH), ITER Doc. G74 MA 16 04-05-07 (internal project document distributed to the ITER Participants). 2017.
- Tavassoli, F. Fusion Demo Interim Design Criteria (DISDC)/Appendix A: Material Design Limit Data: A3.S18E Eurofer Steel. DMN Technial Report, DMN/DIR/NT/2002-000/A. 2004. [Google Scholar]
- Tavassoli, A.A.F.; Alamo, A.; Bedel, L.; Forest, L.; Gentzbittel, J.M.; Rensman, J.W.; Diegele, E.; Lindau, R.; Schirra, M.; Schmitt, R.; et al. Materials design data for reduced activation martensitic steel type EUROFER. J. Nucl. Mater. 2004, 329–333, 257–262. [Google Scholar] [CrossRef]
- Matejicek, J.; Veverka, J.; Yin, C.; Vilemova, M.; Terentyev, D.; Wirtz, M.; Gago, M.; Dubinko, A.; Hadraba, H. Spark plasma sintered tungsten—Mechanical properties, irradiation effects and thermal shock performance. J. Nucl. Mater. 2020, 542, 152518. [Google Scholar] [CrossRef]
- Lindau, R.; Schirra, M. First results on the characterisation of the reduced-activation-ferritic-martensitic steel EUROFER. Fusion Eng. Des. 2001, 58–59, 781–785. [Google Scholar] [CrossRef]
- Matejicek, J.; Musalek, R.; Dlabacek, Z.; Klevarova, V.; Kocmanova, L. Processing and properties of tungsten-steel composites and FGMs prepared by spark plasma sintering. Materials 2022, 15, 9037. [Google Scholar] [CrossRef]










| Composition | Nomenclature | PSF of W | PSF of Steel |
|---|---|---|---|
| 25 W | 25W10–30+75S10–20 | +10/−30 μm | +10/−20 μm |
| 50 W | 50W10–30+50S10–20 | +10/−30 μm | +10/−20 μm |
| 50W10–30+50S3–13 | +10/−30 μm | +3/−13 μm | |
| 75 W | 75W30–60+25S10–20 | +30/−60 μm | +10/−20 μm |
| Test | Equipment | Specimen (mm) | Temperature (°C) |
|---|---|---|---|
| Dilatometer | LV75 from LINSEIS | 4 × 2 × 15 | 20 to 1000 |
| DSC | DSC 404 F3 from NETZSCH | Ø 5 × 1.5 | 20 to 1000 |
| LFA | LFA427 from NETZSCH | 10 × 10 × 1.5 | 20, 200, 400, 600, 800, 1000 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ganesh, V.; Dorow-Gerspach, D.; Bram, M.; Coenen, J.W.; Wirtz, M.; Pintsuk, G.; Theisen, W.; Linsmeier, C. Processing and Properties of Sintered W/Steel Composites for the First Wall of Future Fusion Reactor. J. Nucl. Eng. 2023, 4, 177-192. https://doi.org/10.3390/jne4010014
Ganesh V, Dorow-Gerspach D, Bram M, Coenen JW, Wirtz M, Pintsuk G, Theisen W, Linsmeier C. Processing and Properties of Sintered W/Steel Composites for the First Wall of Future Fusion Reactor. Journal of Nuclear Engineering. 2023; 4(1):177-192. https://doi.org/10.3390/jne4010014
Chicago/Turabian StyleGanesh, Vishnu, Daniel Dorow-Gerspach, Martin Bram, Jan Willem Coenen, Marius Wirtz, Gerald Pintsuk, Werner Theisen, and Christian Linsmeier. 2023. "Processing and Properties of Sintered W/Steel Composites for the First Wall of Future Fusion Reactor" Journal of Nuclear Engineering 4, no. 1: 177-192. https://doi.org/10.3390/jne4010014
APA StyleGanesh, V., Dorow-Gerspach, D., Bram, M., Coenen, J. W., Wirtz, M., Pintsuk, G., Theisen, W., & Linsmeier, C. (2023). Processing and Properties of Sintered W/Steel Composites for the First Wall of Future Fusion Reactor. Journal of Nuclear Engineering, 4(1), 177-192. https://doi.org/10.3390/jne4010014