A Primary Study of Variable Polarity Plasma Arc Welding Using a Pulsed Plasma Gas


Abstract
:1. Introduction
2. Experimental Procedure
2.1. Experimental System
2.2. Experimental Design
3. Results and Discussion
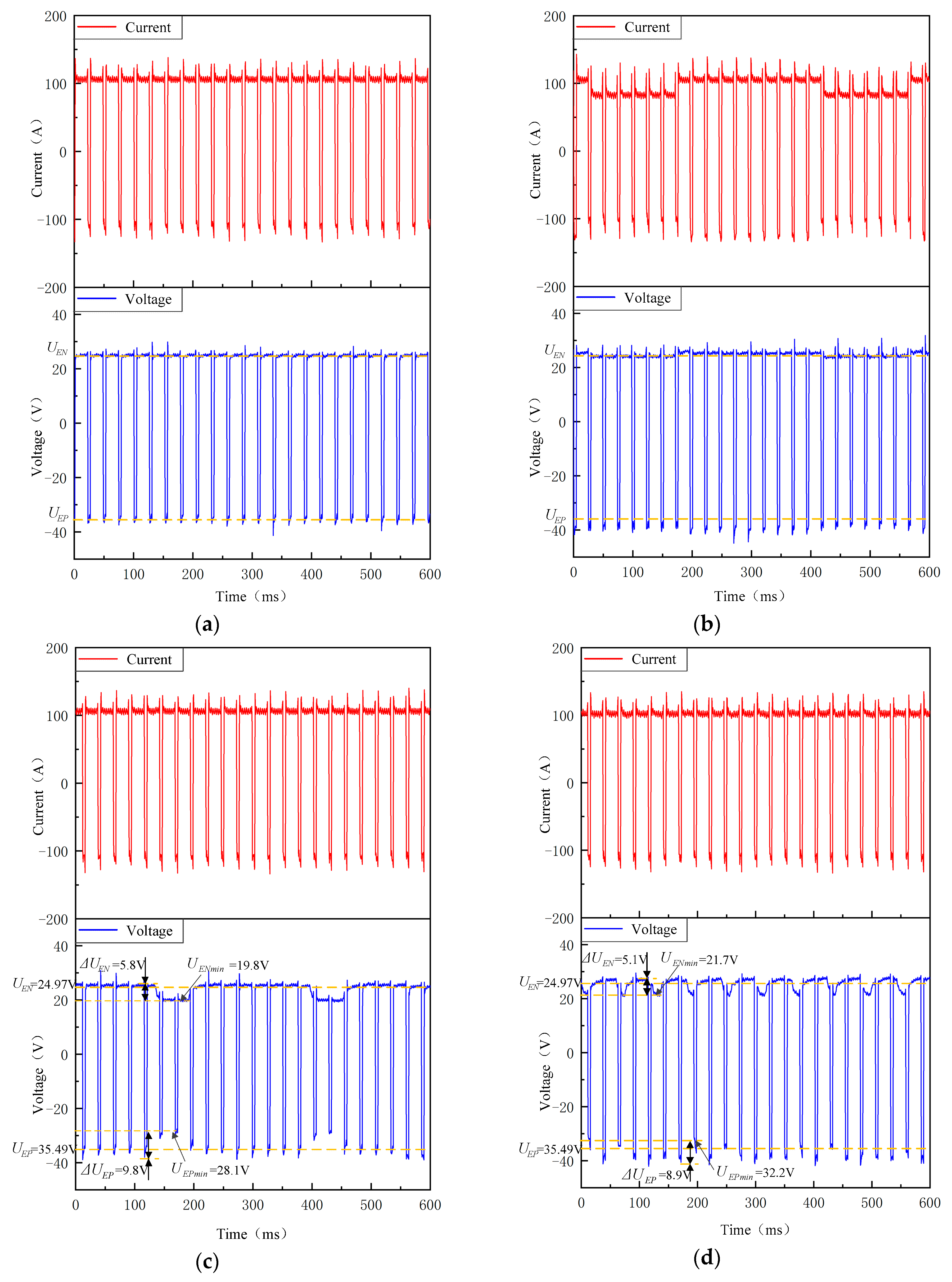
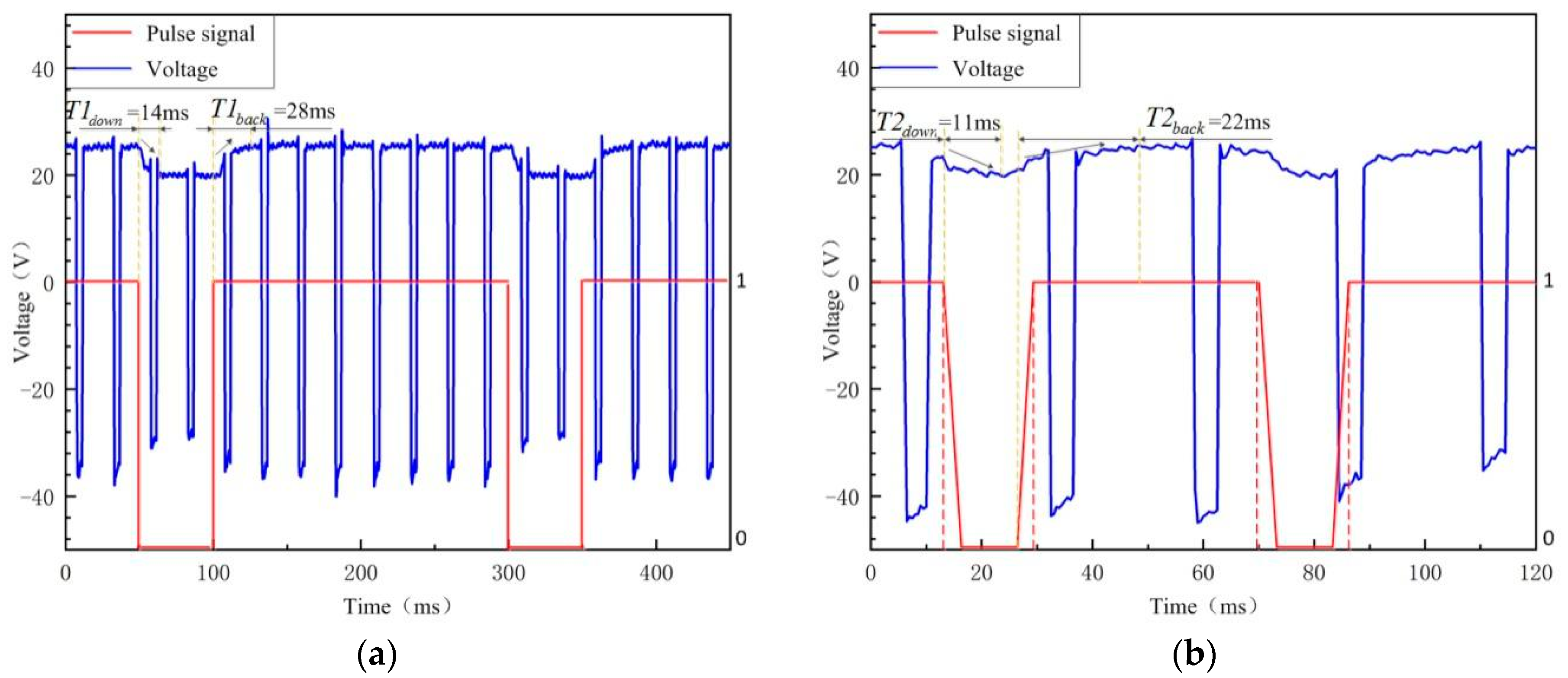
3.1. Variation in Arc Electrical Signal
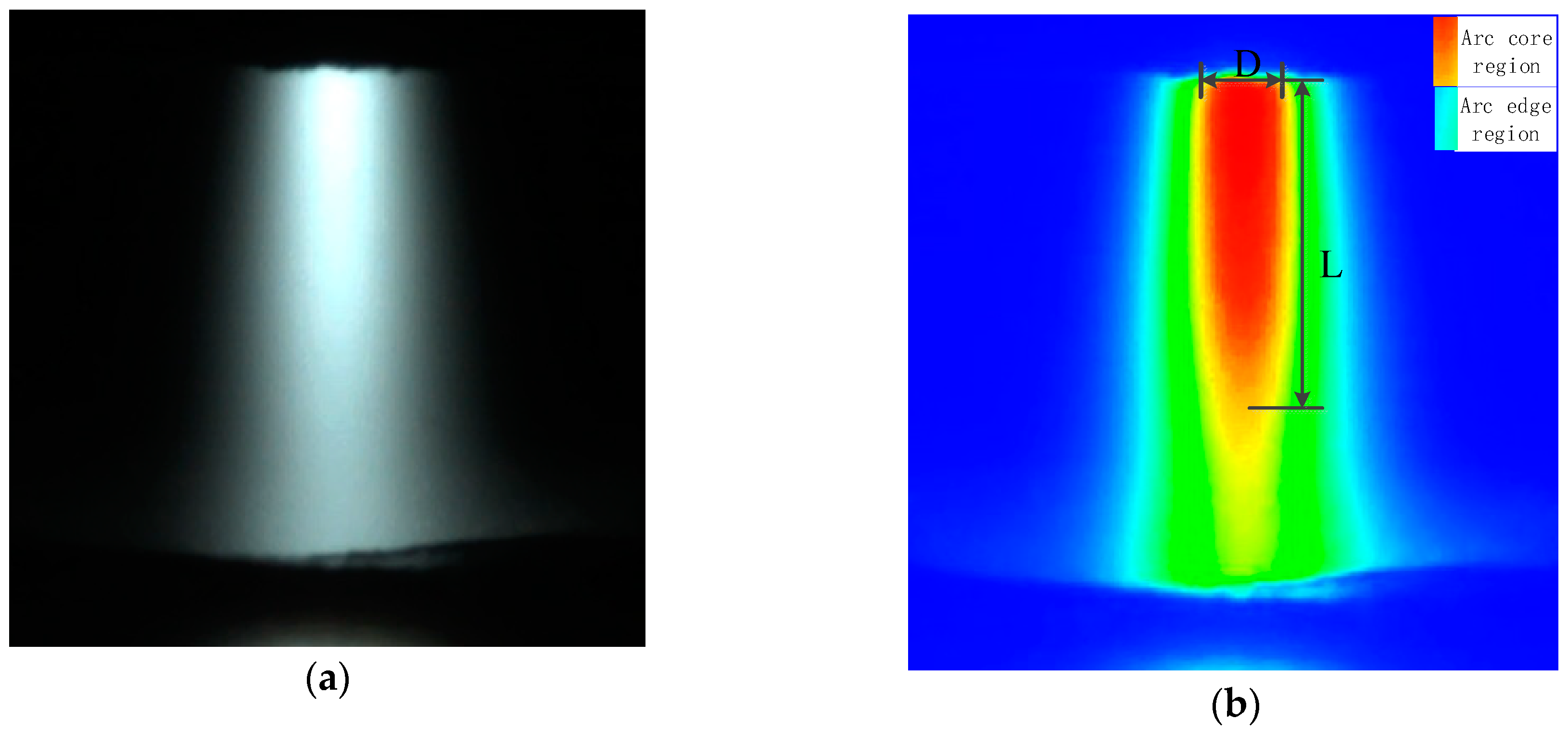
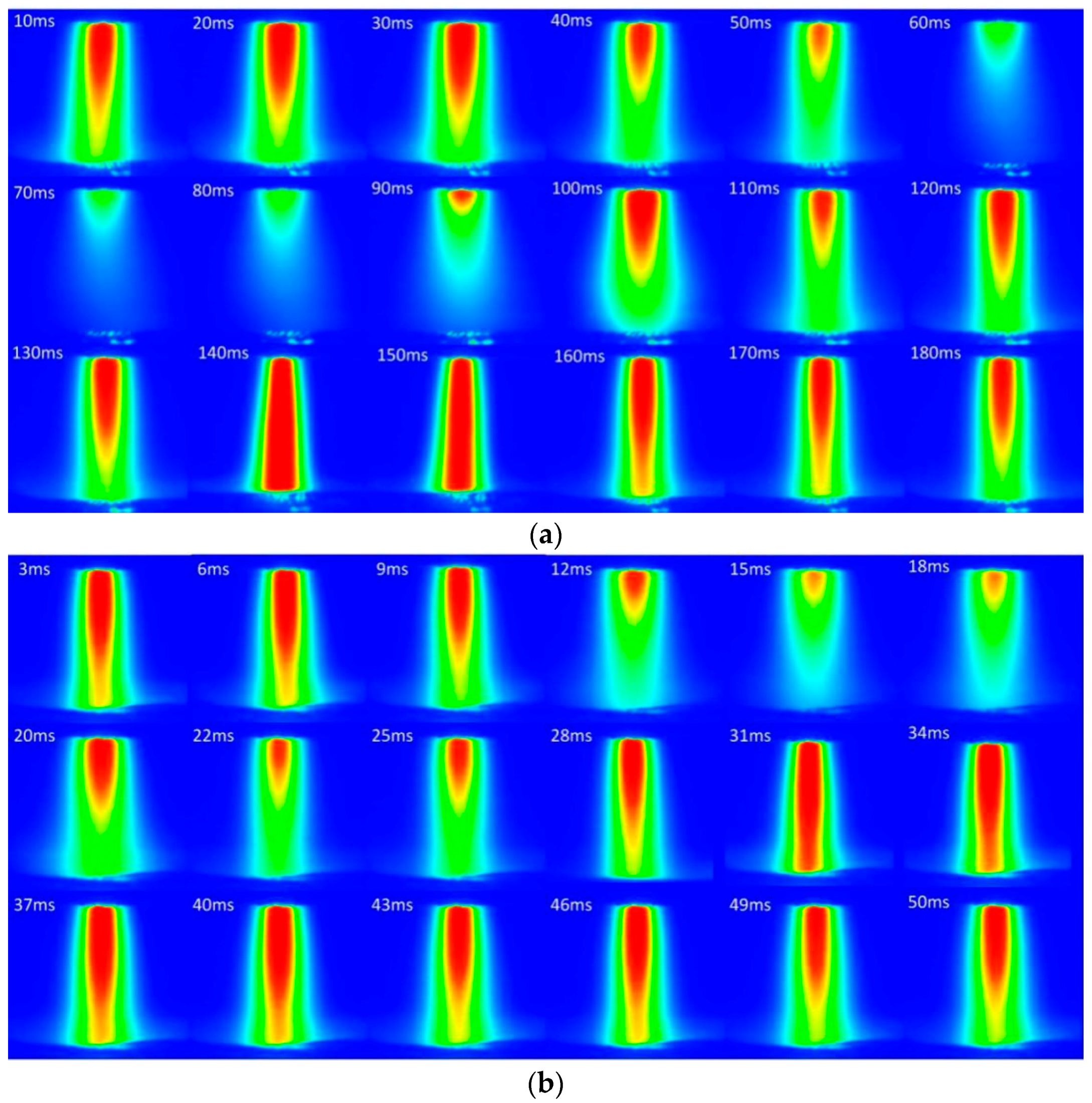
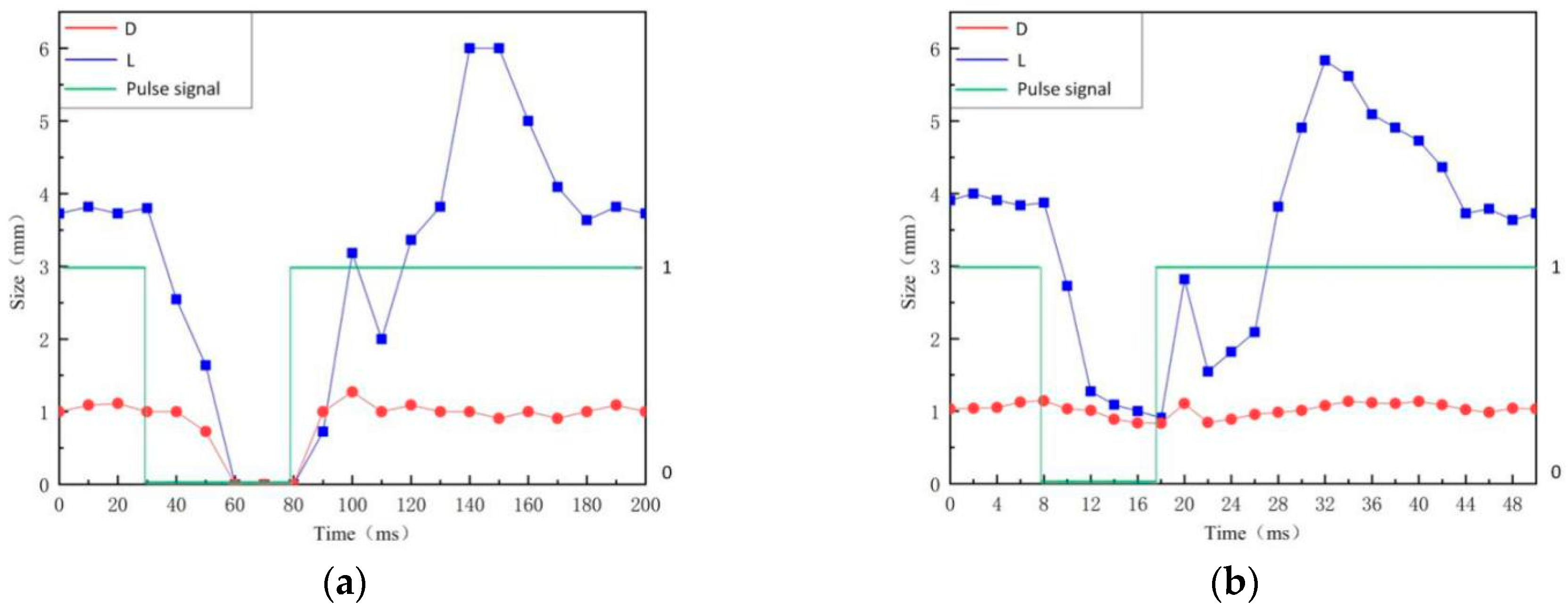
3.2. Variation in Arc Profile
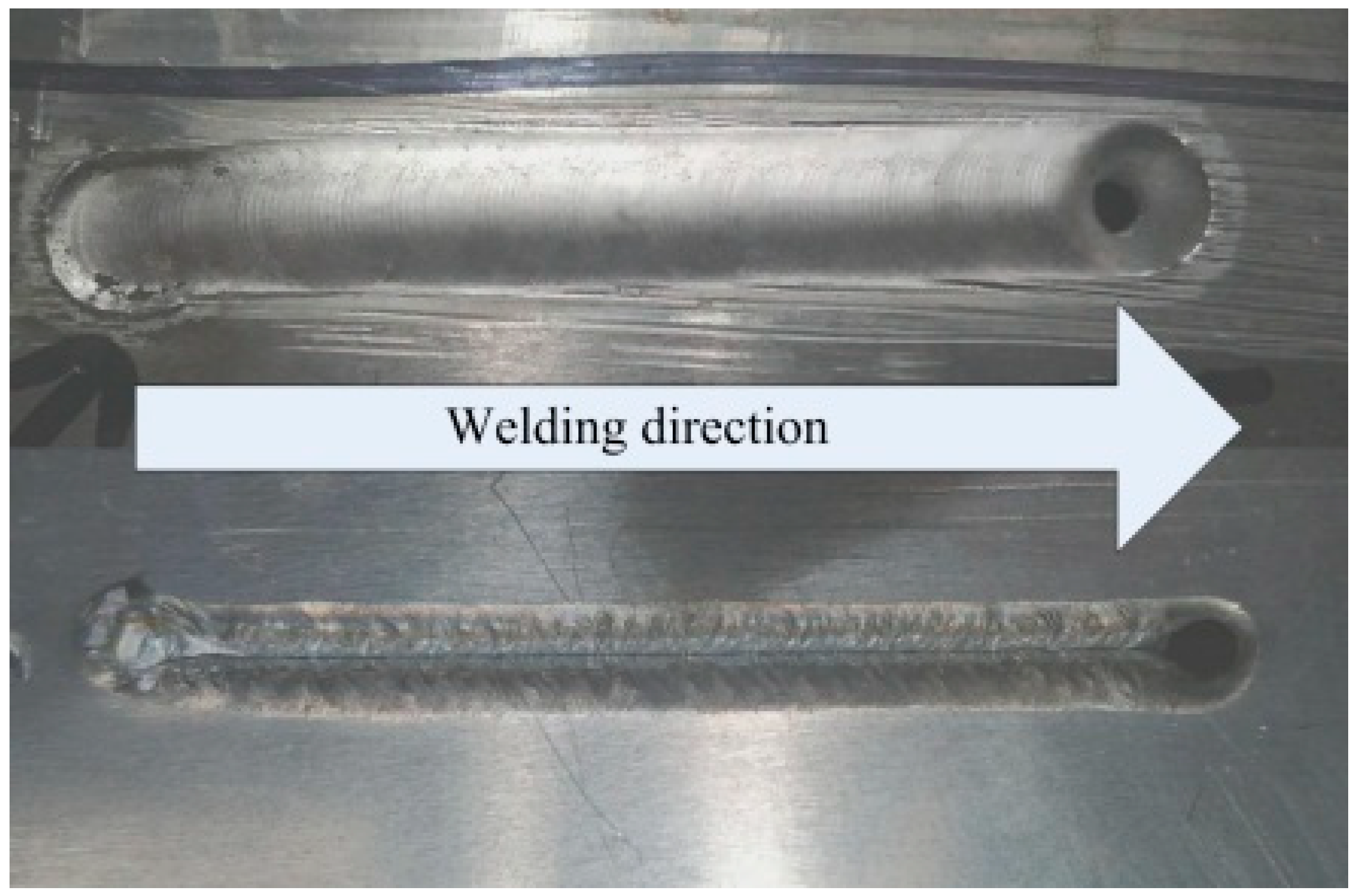
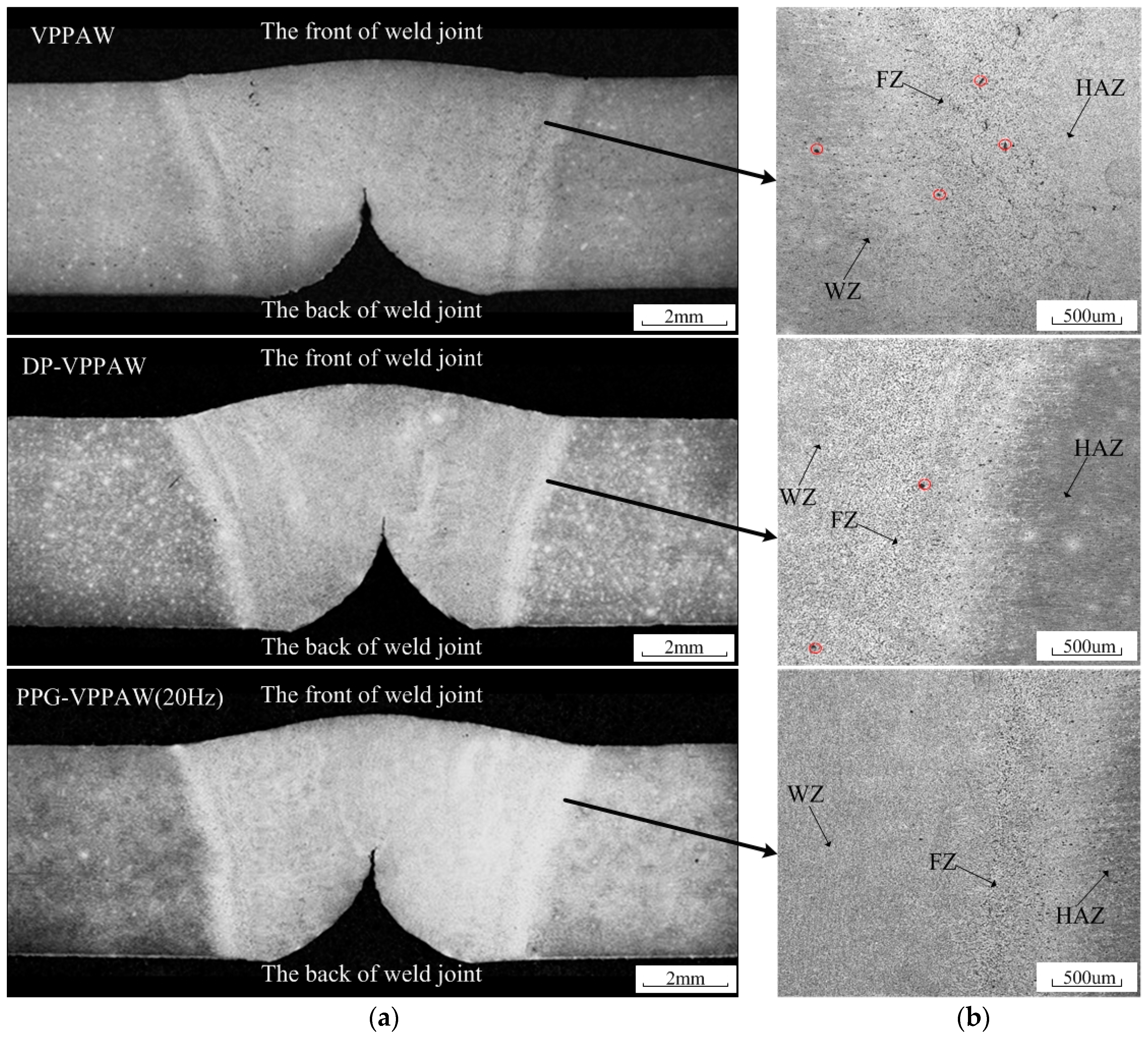
3.3. Variation in Welding Formation
4. Conclusions
- (1)
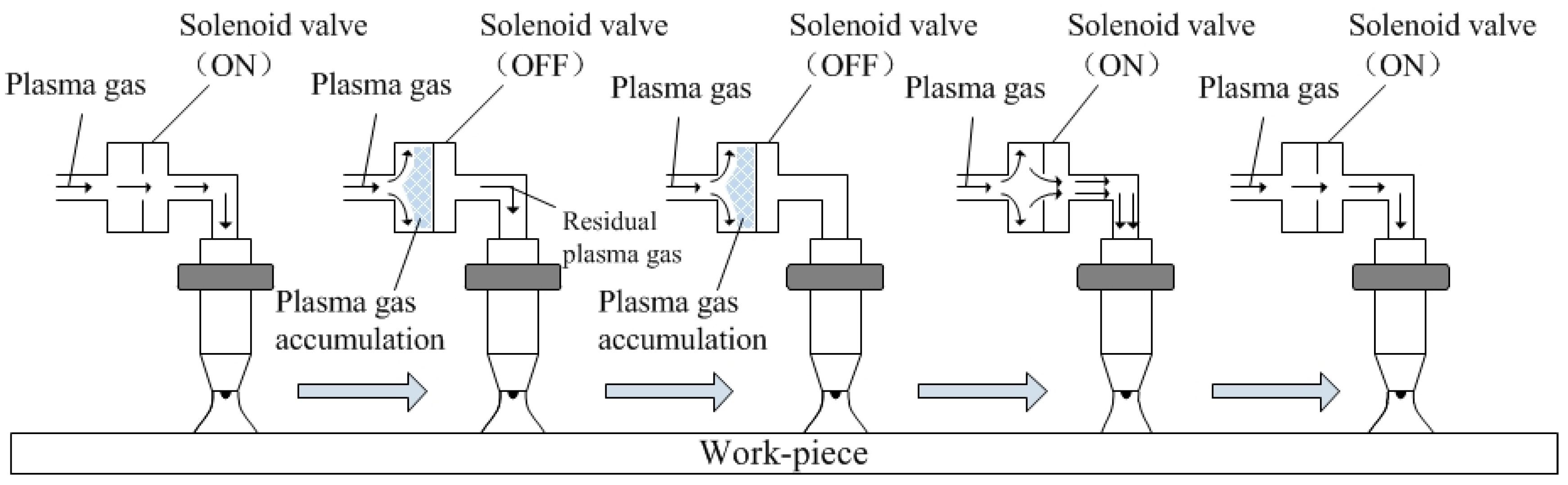
- The shut-off time is the key factor affecting arc behavior under the pulsed plasma gas, and this effect is stronger in the EP phase of the variable polarity plasma arc process.
- (2)
- In the EN phase, the length of arc core region is also affected by the shut-off time of plasma gas. Due to the overshoot, two peak values of arc core length appear in the return of plasma gas. The pulsed plasma gas has less effect on arc profile in the EP phase.
- (3)
- Compared with pulsed current wave, the pulsed plasma gas could better enhance the fluidity of the molten pool to reduce porosity during aluminum keyhole welding.
Author Contributions
Funding
Conflicts of Interest
References
- Chen, S.J.; Zhang, R.Y.; Jiang, F.; Dong, S.W. Experimental study on electrical property of arc column in plasma arc welding. J. Manuf. Process. 2018, 31, 823–832. [Google Scholar] [CrossRef]
- Jiang, F. Arc Behavior and Weld Pool Stability in Keyhole Plasma arc Welding. Ph.D. Thesis, Beijing University of Technology, Beijing, China, 2014. [Google Scholar]
- Cong, B.Q.; Su, Y.; Qi, B.J. Development of pulsed arc welding technology for aluminum Alloy. Adv. Aviat. Weld. Technol. 2016, 11, 41–46. [Google Scholar]
- Mahrle, A.; Schnick, M.; Rose, S. Process characteristics of fibre-laser-assisted plasma arc welding. J. Phys. D-Appl. Phys. 2011, 44, 345502. [Google Scholar] [CrossRef]
- Mahrle, A.; Rose, S.; Schnick, M. Stabilisation of plasma welding arcs by low power laser beams. Sci. Technol. Weld. Join. 2013, 18, 323–328. [Google Scholar] [CrossRef]
- Vredeveldt, H.L. Increased Power Density Plasma arc Welding: The Effect of an Added Radial Gas Flow around the arc Root. Master’s Thesis, Delft University of Technology, Delft, The Netherlands, 2014. [Google Scholar]
- Wu, C.S.; Jia, C.B.; Chen, M.A. A Control system for keyhole plasma arc welding of stainless steel plates with medium thickness. Weld. J. 2010, 89, 225–231. [Google Scholar]
- Jia, C.B.; Wu, C.S.; Zhang, Y.M. Sensing controlled pulse key-holing condition in plasma arc welding. Trans. Nonferrous Met. Soc. China 2009, 19, 341–346. [Google Scholar] [CrossRef]
- Wang, Y.; Qi, B.; Cong, B. Arc Characteristics in Double-Pulsed VP-GTAW for Aluminum Alloy. J. Mater. Process. Technol. 2017, 249, 89–95. [Google Scholar] [CrossRef]
- Yang, M.; Li, L.; Qi, B. Arc force and shapes with high-frequency pulsed-arc welding. Sci. Technol. Weld. J. 2017, 22, 580–586. [Google Scholar] [CrossRef]
- Chen, S.J.; Yang, X.; Yu, Y. Study on Low Frequency Vibration Pulse Plasma arc Welding of Ti-Alloy. Weld. J. 2011, 10, 1–6. [Google Scholar]
- Wu, C.S.; Zhao, C.Y.; Zhang, C. Ultrasonic Vibration-Assisted Keyholing Plasma arc Welding. Weld. J. 2017, 96, 279–286. [Google Scholar]
- Chen, S.J.; Jiang, F.; Zhang, J.L. Measurement and Analysis of Plasma arc Components. J. Manuf. Sci. Eng. 2015, 137, 011006. [Google Scholar] [CrossRef]
- Chen, S.J.; Zhang, R.Y.; Jiang, F. Measurement and Application of arc Separability in Plasma arc. Weld. J. 2016, 95, 219–228. [Google Scholar]
- Sarrafi, R.; Kovacevic, R. Cathodic cleaning of oxides from aluminum surface by variable-polarity arc. Weld. J. 2010, 89, 1–10. [Google Scholar]
- Yang, M.Y.; Zheng, H.; Li, L. Arc shapes characteristics with ultra-high-frequency pulsed arc welding. Appl. Sci. 2017, 7, 45. [Google Scholar] [CrossRef]
- Yang, M.Y.; Zheng, H.; Qi, B.J.; Yang, Z. Effect of arc behavior on Ti-6Al-4V welds during high frequency pulsed arc welding. J. Mater. Process. Technol. 2017, 243, 9–15. [Google Scholar] [CrossRef]
- Gu, W.P.; Xiong, Z.Y.; Wan, W. Autonomous seam acquisition and tracking system for multi-pass welding based on vision sensor. Int. J. Adv. Manuf. Technol. 2013, 69, 451–460. [Google Scholar] [CrossRef]
- Nele, L.; Sarno, E.; Keshari, A. An image acquisition system for real-time seam tracking. Int. J. Adv. Manuf. Technol. 2013, 69, 2099–2110. [Google Scholar] [CrossRef]
- Cong, B.; Ouyang, R.; Qi, B. Influence of Cold Metal Transfer Process and Its Heat Input on Weld Bead Geometry and Porosity of Aluminum-Copper Alloy Welds. Rare Metal Mater. Eng. 2016, 45, 606–611. [Google Scholar] [CrossRef]
- Liu, A.; Tang, X.; Lu, F. Study on welding process and prosperities of AA5754 Al-alloy welded by double pulsed gas metal arc welding. Mater. Des. 2013, 50, 149–155. [Google Scholar] [CrossRef]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Number | Arc Length (mm) | Tungsten Setback (mm) | Shielding Gas Flow Rate (L/min) | Plasma Gas Flow Rate (L/min) | (A) |
| 1-1 | 6 | 4 | 10 | 3.0 | 100:100 |
| 1-2 | 6 | 4 | 10 | 3.0 | 100:100 |
| 1-3 | 6 | 4 | 10 | 3.0 | 100:100 |
| 1-4 | 6 | 4 | 10 | 3.0 | 100:100 |
| Number | (A) | Electric Pulse Frequency (Hz) | Electric Pulse Duty Cycle | Solenoid Valve Frequency (Hz) | Solenoid Valve Duty Cycle |
| 1-1 | - | - | - | - | - |
| 1-2 | 80% | 3 | 5:3 | - | - |
| 1-3 | - | - | - | 4 | 4:1 |
| 1-4 | - | - | - | 20 | 4:1 |
| Number | Arc Length (mm) | Tungsten Setback (mm) | Shielding Gas Flow Rate (L/min) | Plasma Gas Flow Rate (L/min) | (A) | |
| 2-1 | 5 | 4 | 10 | 3.0 | 130:150 | |
| 2-2 | 5 | 4 | 10 | 3.0 | 130:150 | |
| 2-3 | 5 | 4 | 10 | 3.0 | 130:150 | |
| 2-4 | 5 | 4 | 10 | 3.0 | 130:150 | |
| Number | (A) | Welding Speed (mm/s) | Electric Pulse Frequency (Hz) | Electric Pulse Duty Cycle | Solenoid Valve Frequency (Hz) | Solenoid Valve Duty Cycle |
| 2-1 | - | 1.83 | - | - | - | - |
| 2-2 | 80% | 1.83 | 3 | 5:3 | - | - |
| 2-3 | - | 1.83 | - | - | 20 | 4:1 |
| 2-4 | - | 1.83 | - | - | 40 | 4:1 |
| Welding Methods | RMS (A) | AM (A) |
|---|---|---|
| VPPAW | 100.95 | 100.66 |
| DP-VPPAW | 93.56 | 92.39 |
| PPG-VPPAW(4 Hz) | 100.98 | 100.66 |
| PPG-VPPAW(20 Hz) | 100.84 | 100.08 |
| Welding Methods | Weld Width (mm) | Weld Reinforcement (mm) |
|---|---|---|
| VPPAW | 10.18 | 0.64 |
| DP-VPPAW | 9.64 | 0.82 |
| PPG-VPPAW | 10.01 | 0.73 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Lu, Z.; Zhang, W.; Jiang, F.; Chen, S.; Yan, Z. A Primary Study of Variable Polarity Plasma Arc Welding Using a Pulsed Plasma Gas. Materials 2019, 12, 1666. https://doi.org/10.3390/ma12101666
Lu Z, Zhang W, Jiang F, Chen S, Yan Z. A Primary Study of Variable Polarity Plasma Arc Welding Using a Pulsed Plasma Gas. Materials. 2019; 12(10):1666. https://doi.org/10.3390/ma12101666
Chicago/Turabian StyleLu, Zhenyang, Wang Zhang, Fan Jiang, Shujun Chen, and Zhaoyang Yan. 2019. "A Primary Study of Variable Polarity Plasma Arc Welding Using a Pulsed Plasma Gas" Materials 12, no. 10: 1666. https://doi.org/10.3390/ma12101666
APA StyleLu, Z., Zhang, W., Jiang, F., Chen, S., & Yan, Z. (2019). A Primary Study of Variable Polarity Plasma Arc Welding Using a Pulsed Plasma Gas. Materials, 12(10), 1666. https://doi.org/10.3390/ma12101666