
FEM Simulation of the Riveting Process and Structural Analysis of Low-Carbon Steel Tubular Rivets Fracture


Abstract
:1. Introduction
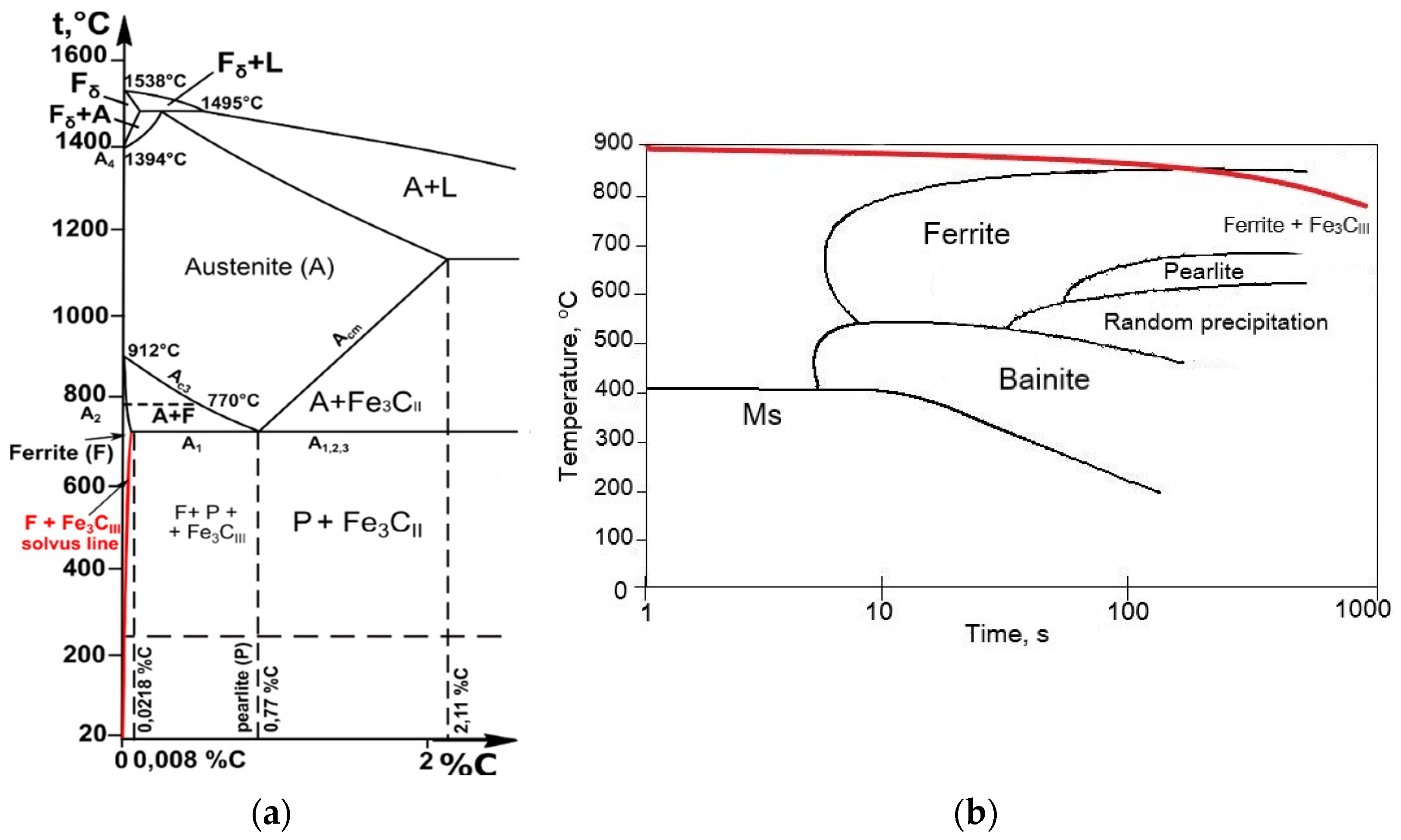
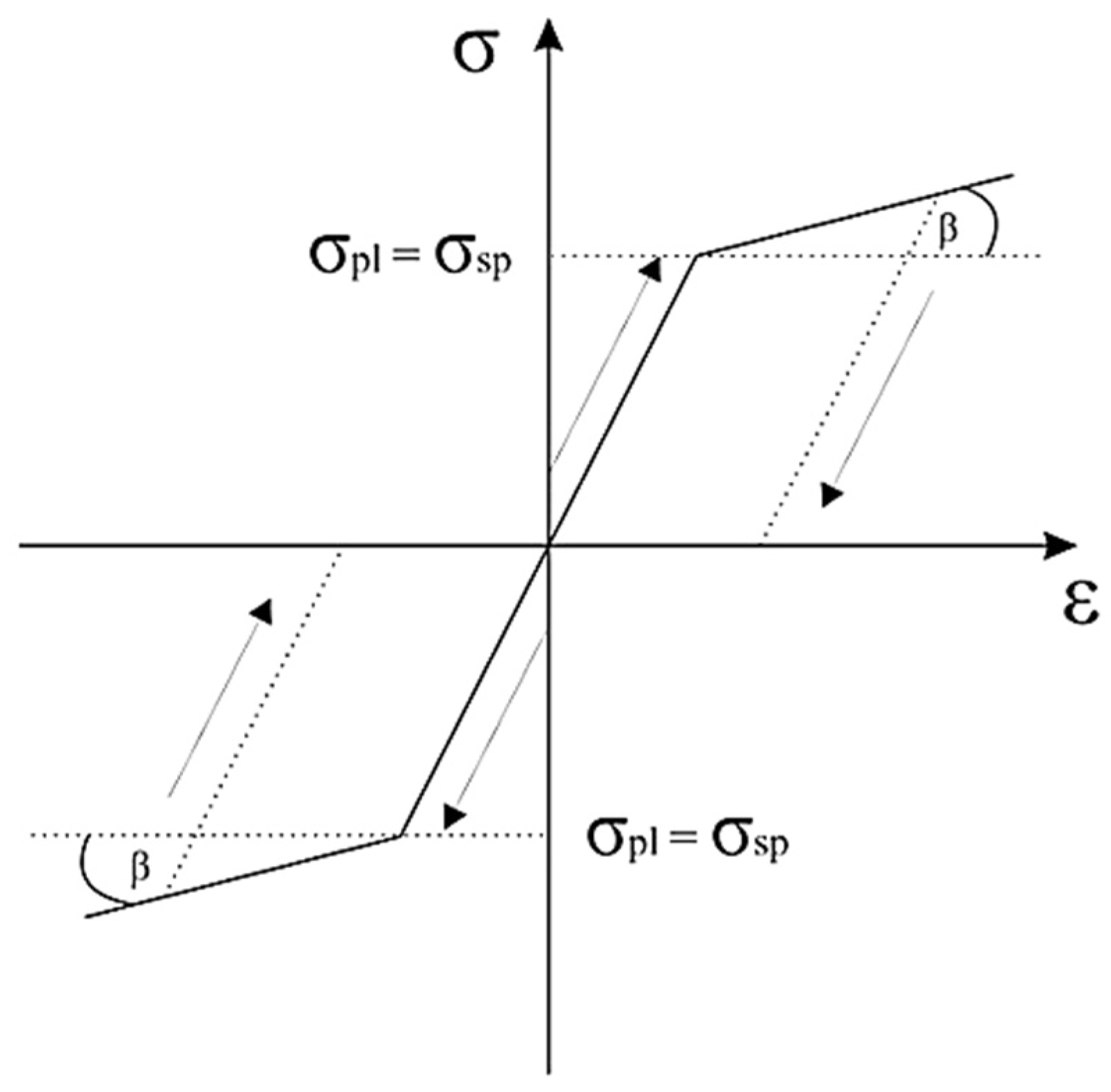
2. Materials and Methods
3. Results and Discussion
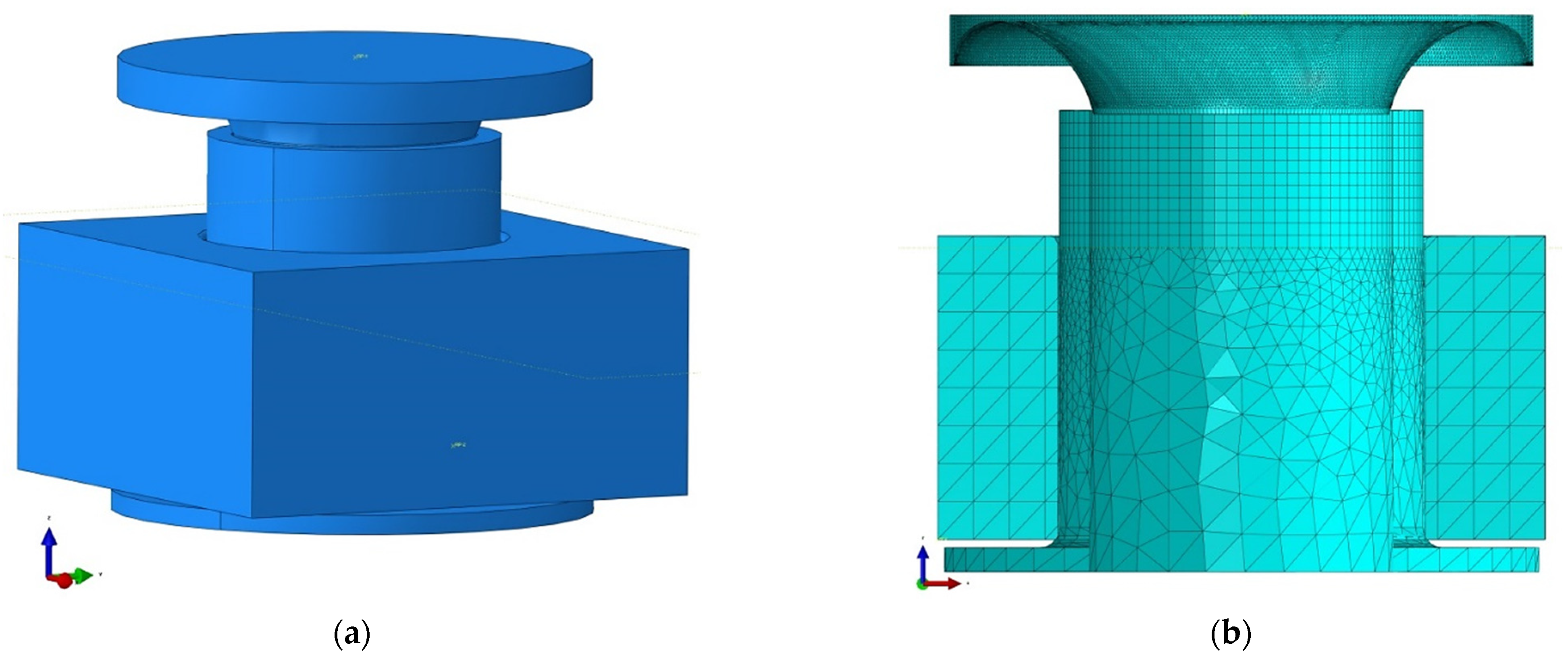
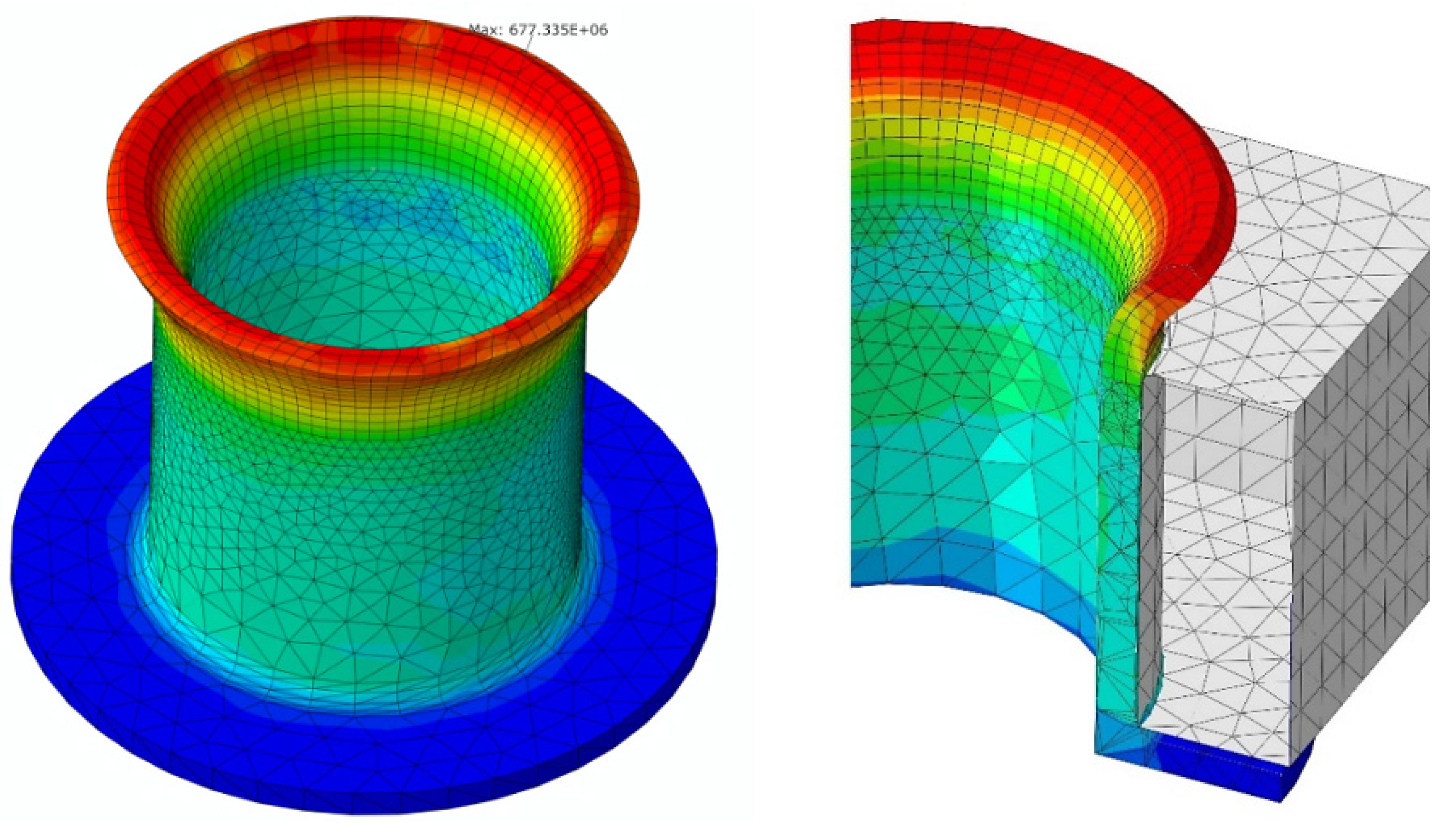
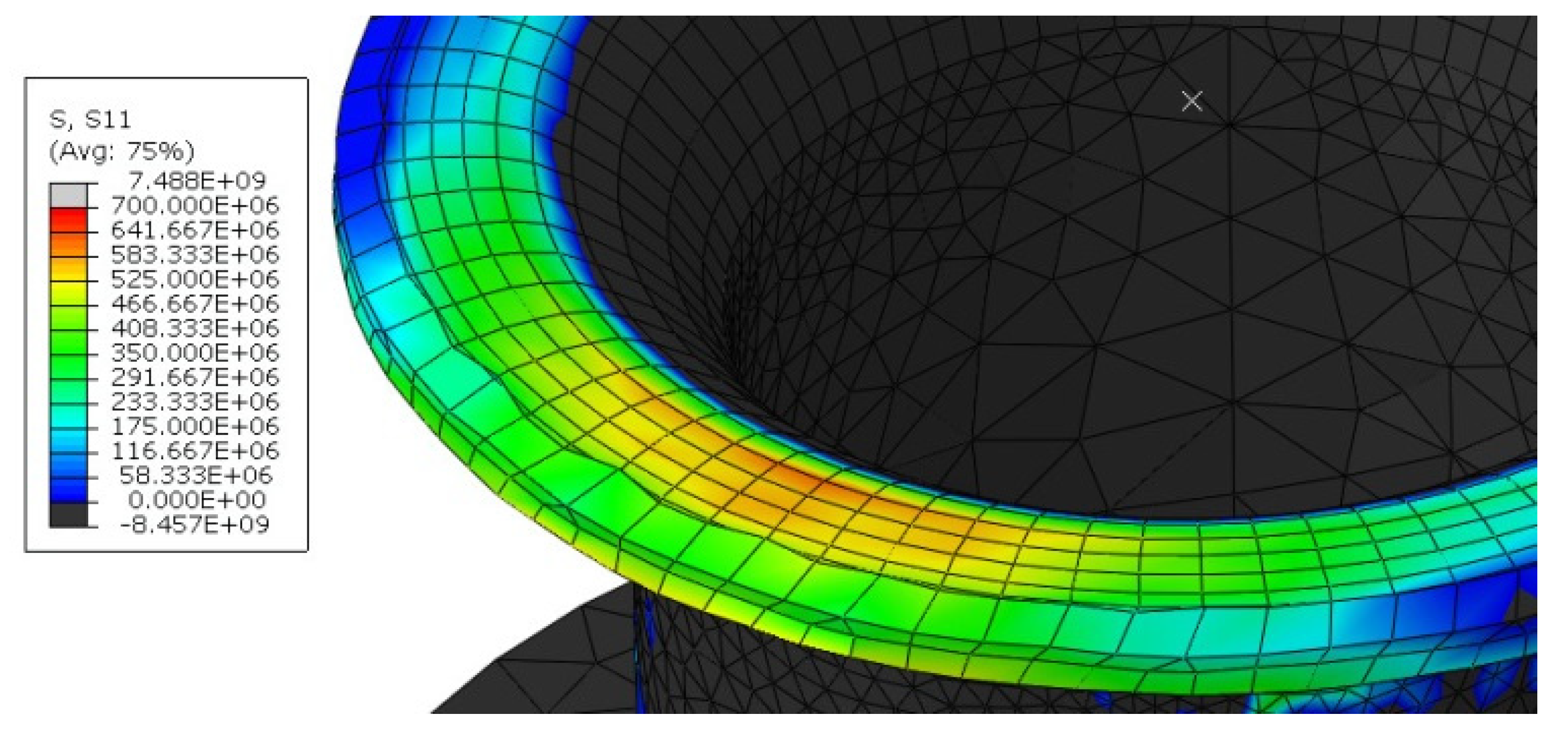
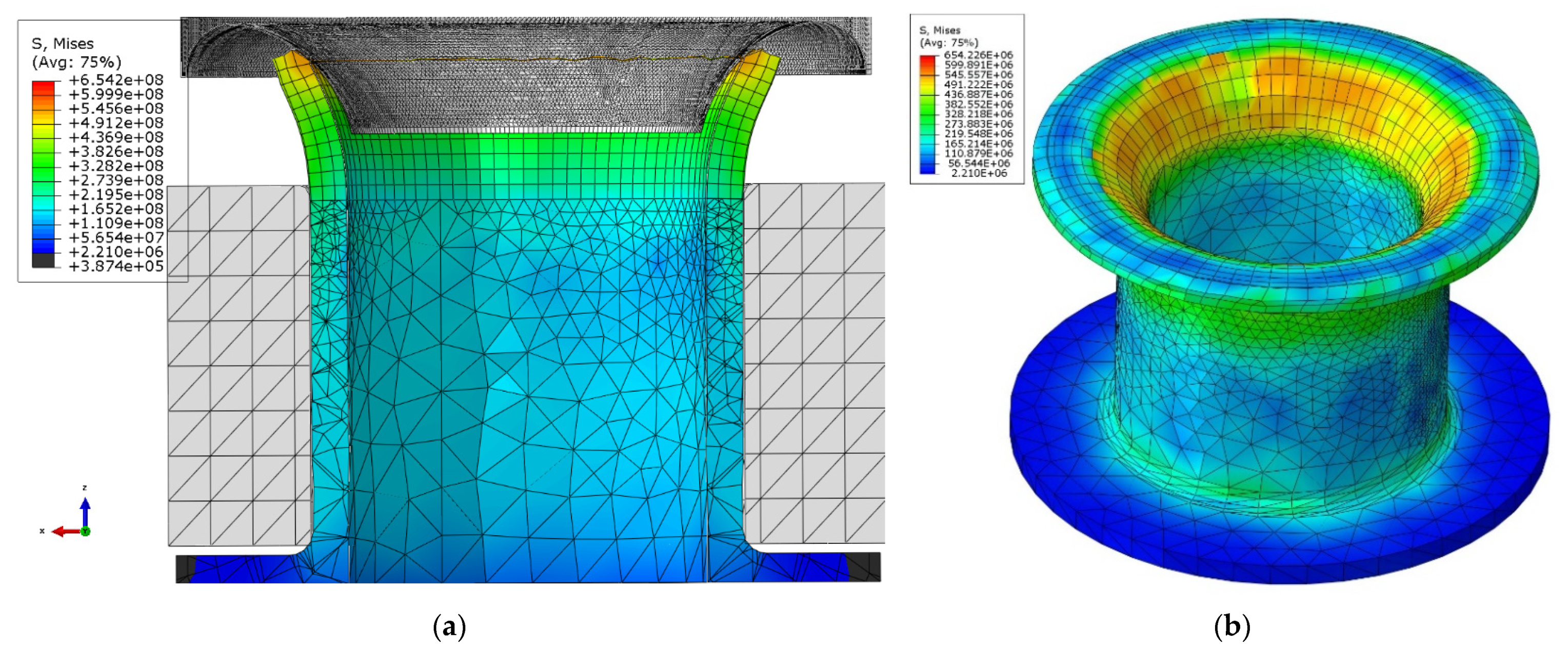
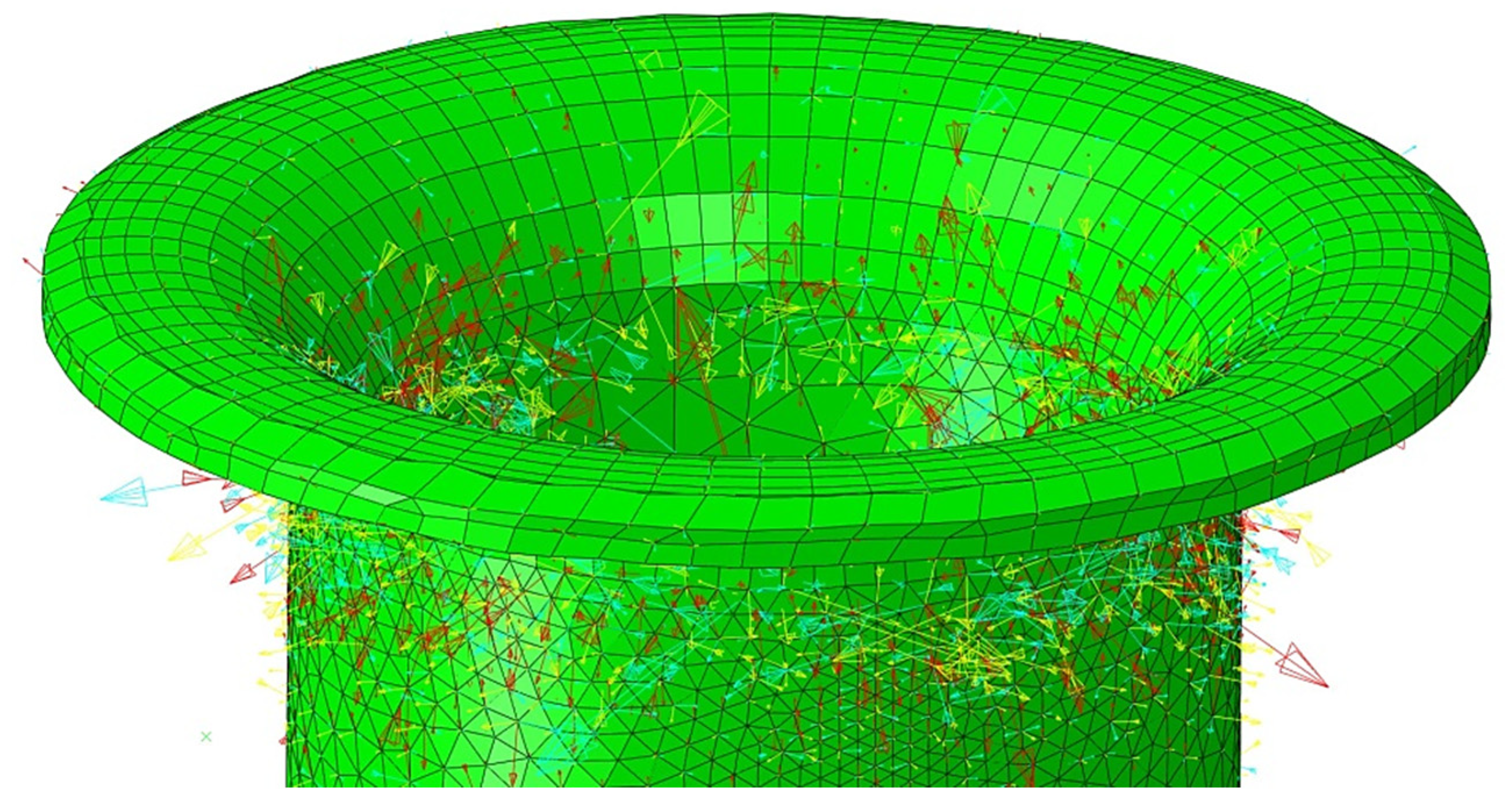
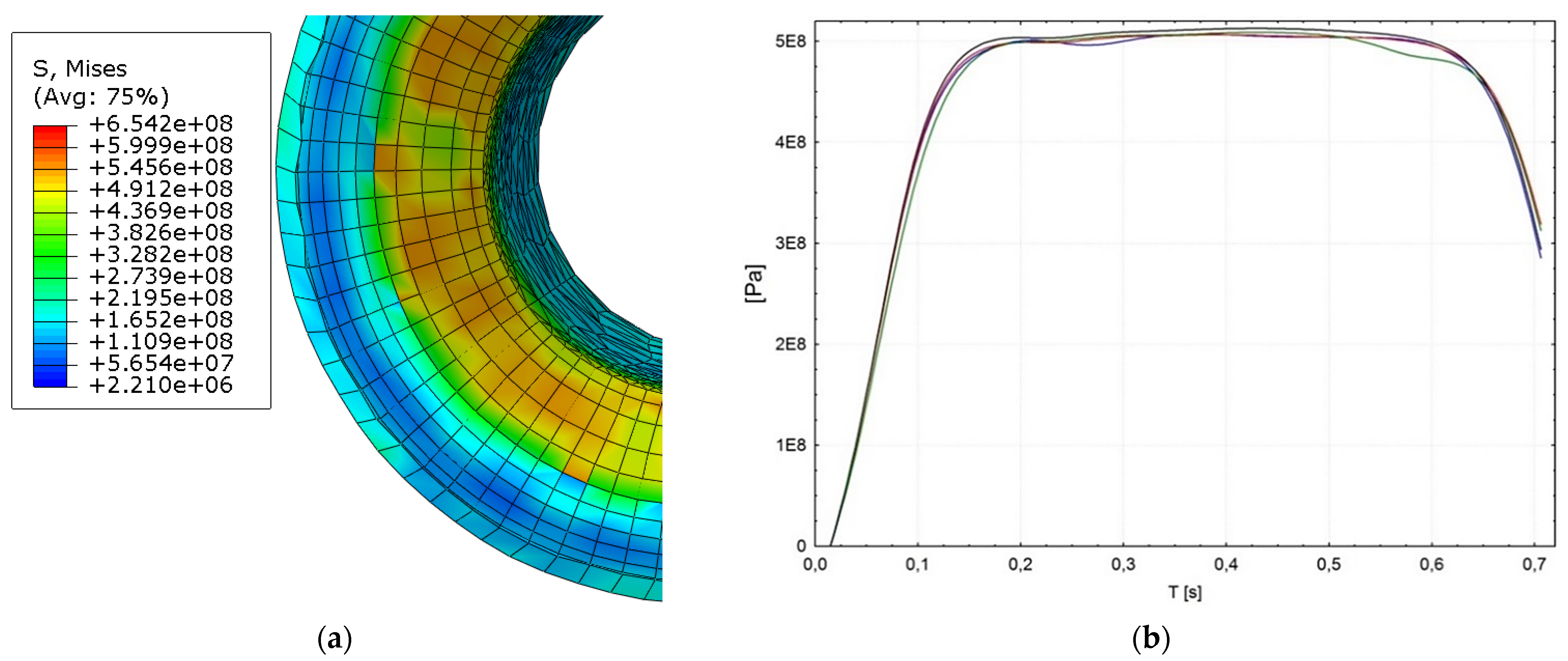
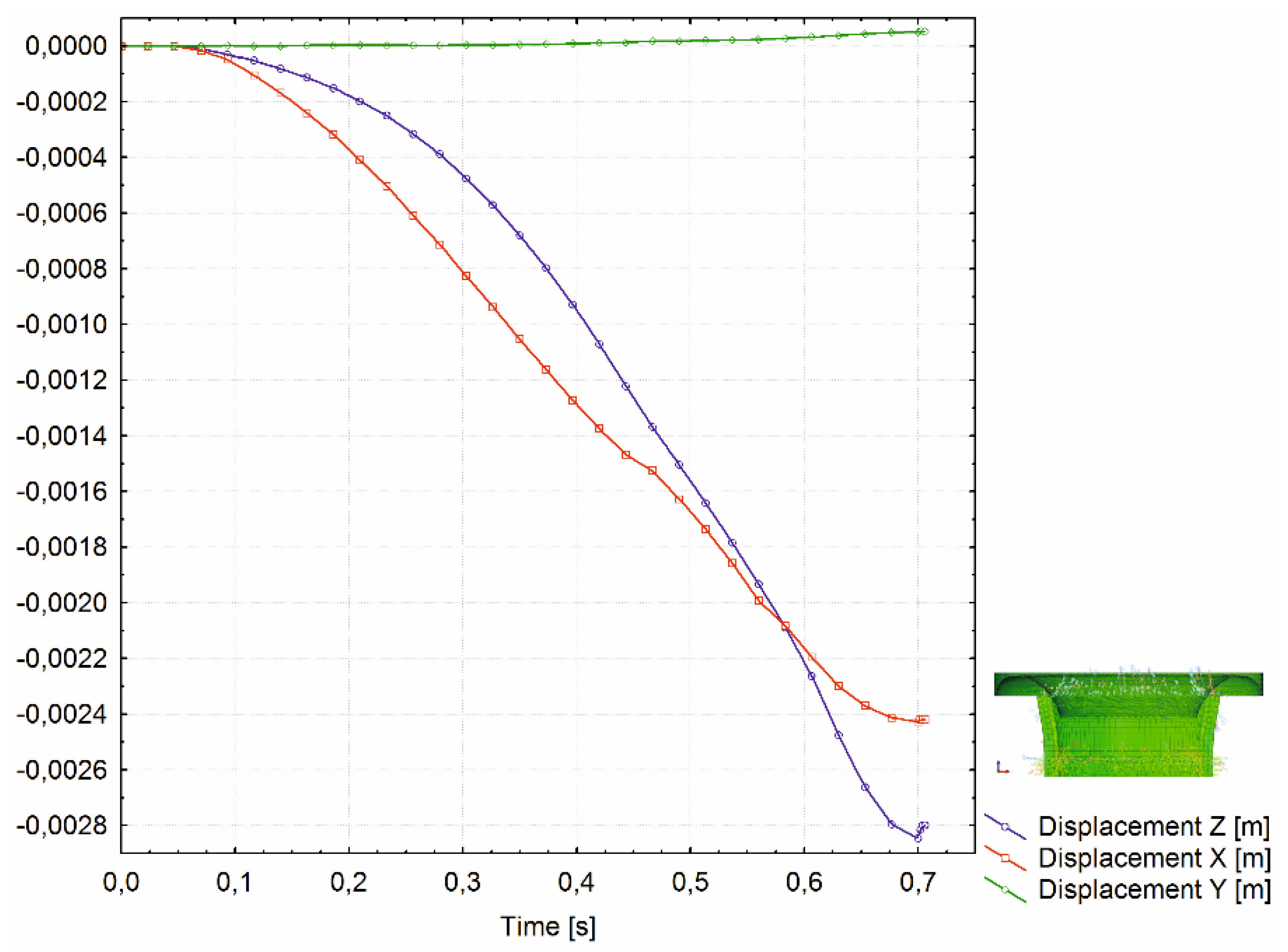
3.1. FEM-EA Simulation of the Riveting Process
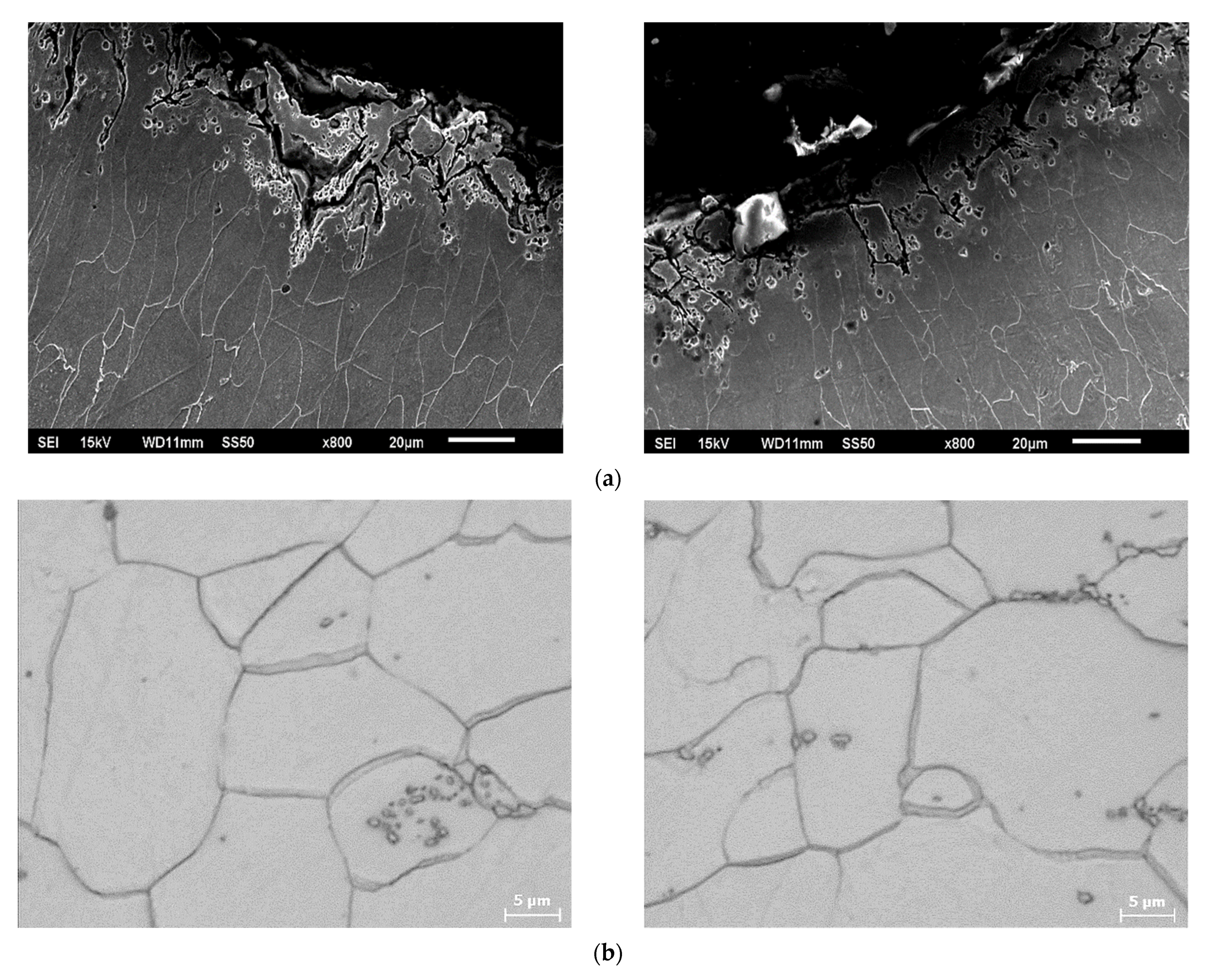
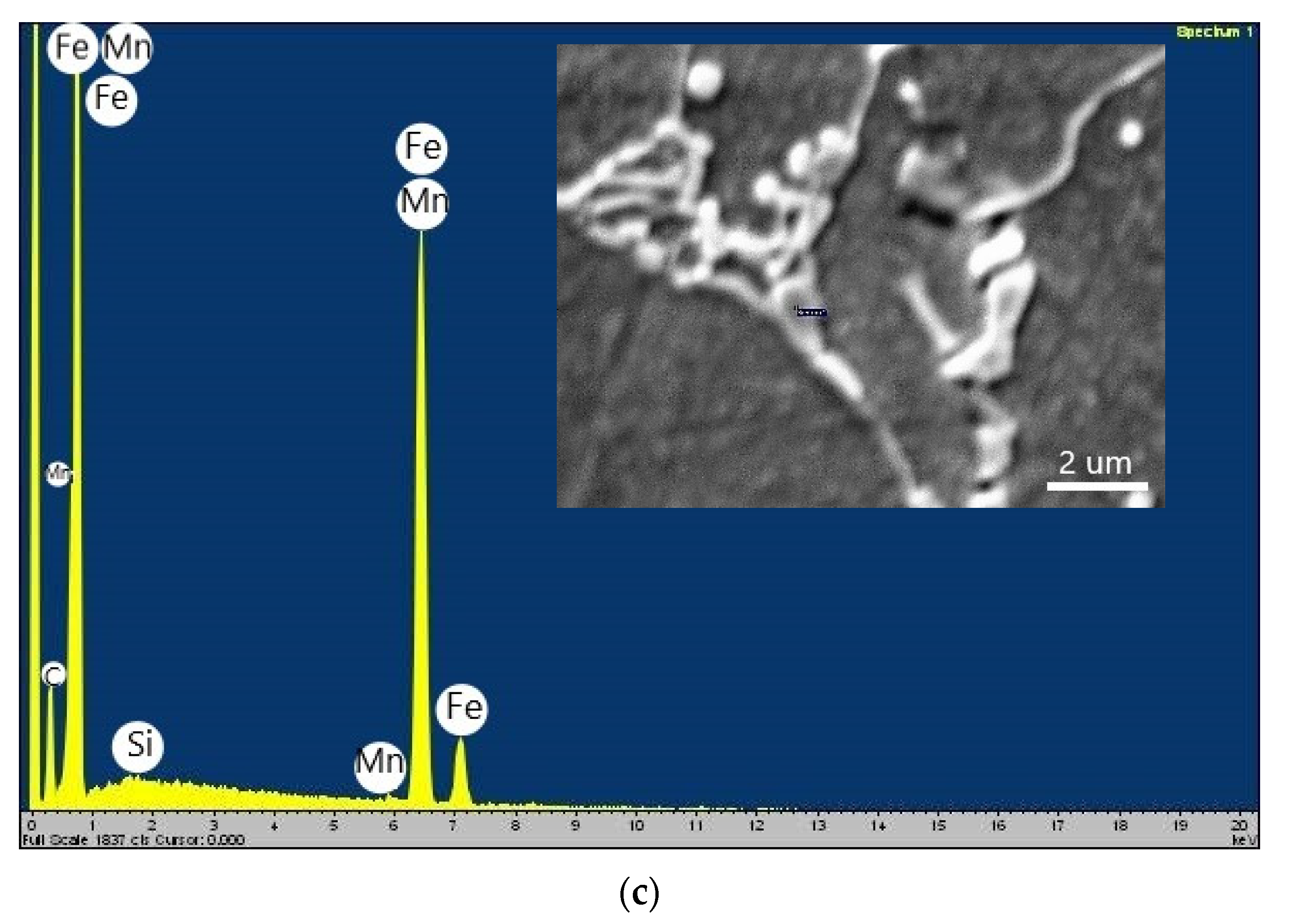
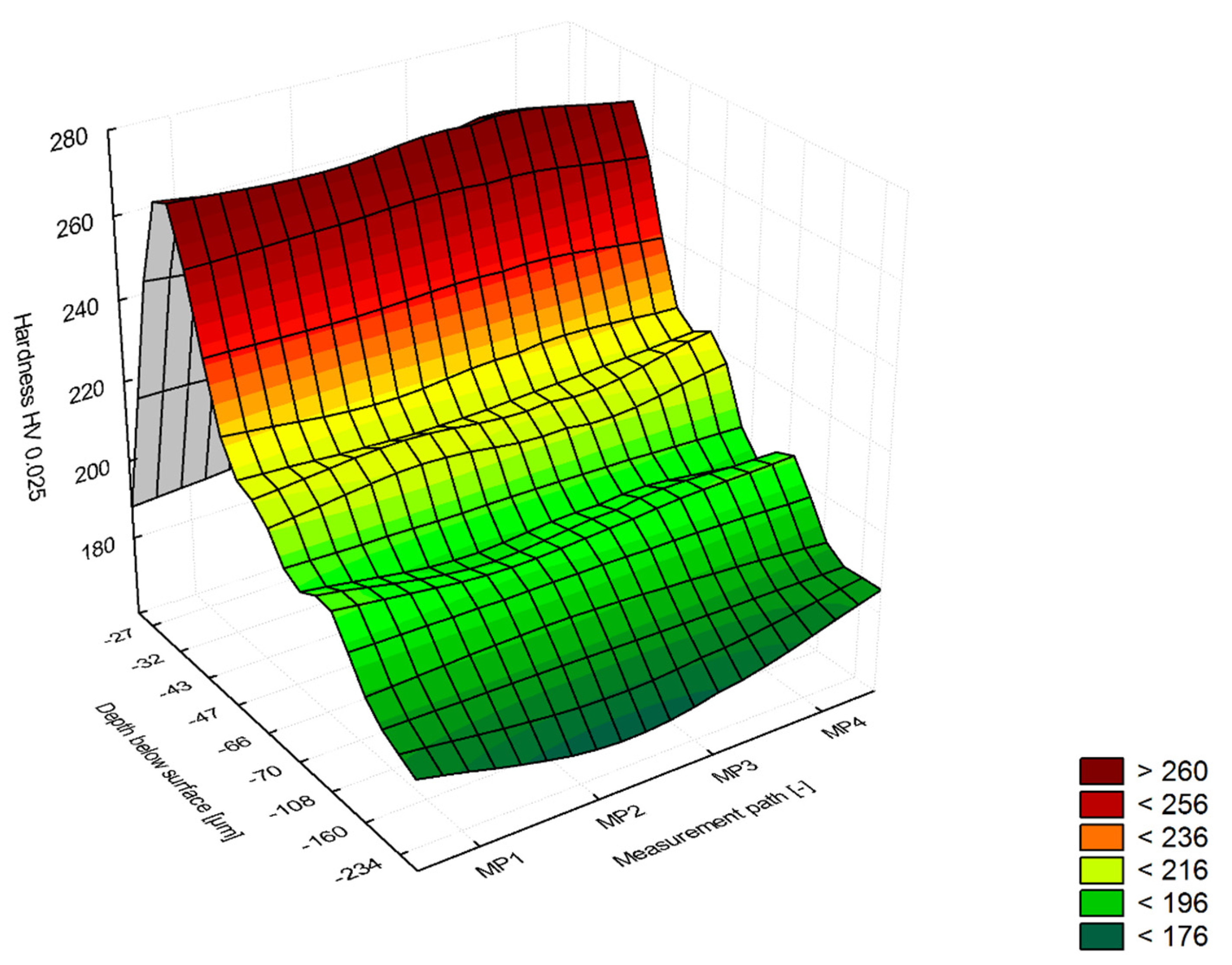
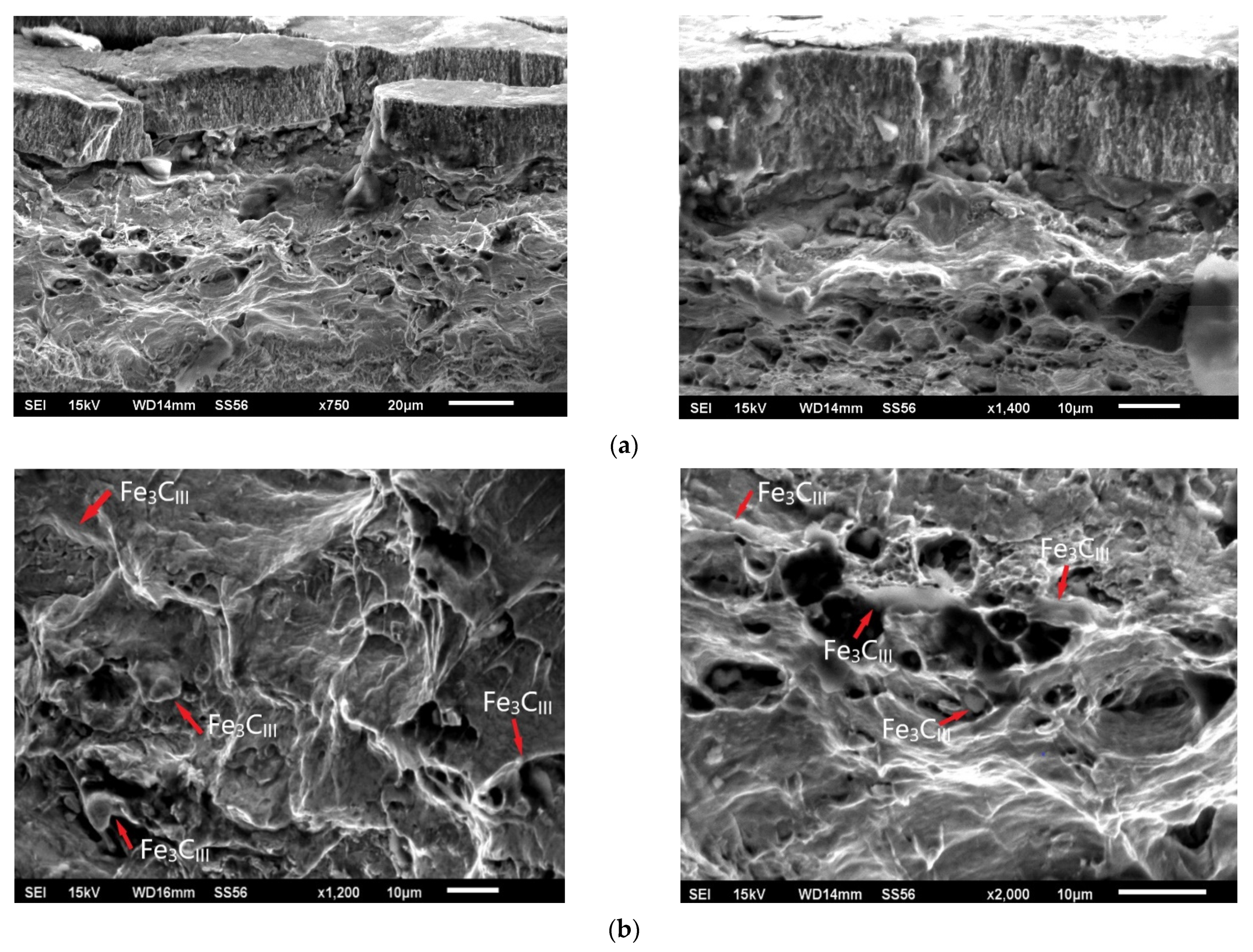
3.2. Structural Analysis of Rivets Fracture
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Taylor, G. Self pierce riveting in automotive assembly. In Proceedings of the 30th ISATA Materials for Energy Efficient Vehicles Conference, Florence, Italy, 16–19 June 1997; pp. 229–240. [Google Scholar]
- Zeitmann, D. Use of mechanical joining techniques within Mercedes-Benz. In Proceedings of the International Body Engineering Conference IBEC ’97, Stuttgart, Germany, 30 September–2 October 1997; pp. 78–82. [Google Scholar]
- Pacana, A.; Czerwińska, K. Improving the quality level in the automotive industry. Prod. Eng. Arch. 2020, 26, 162–166. [Google Scholar] [CrossRef]
- Nong, N.; Keju, O.; Yu, Z.; Zhiyuan, Q.; Changcheng, T.; Feipeng, L. Research on press joining technology for automotive metallic sheets. J. Mater. Process. Technol. 2003, 137, 159–163. [Google Scholar] [CrossRef]
- Lennon, R.; Pedreschi, R.; Sinha, B. Comparative study of some mechanical connections in cold formed steel. Constr. Build. Mater. 1999, 13, 109–116. [Google Scholar] [CrossRef]
- Westgate, S.A.; Razmjoo, G.R. Static and Fatigue Performance of Mechanically Fastened and Hybrid Joints in Steel Metals; The Welding Institute Report 691/1999; The Welding Institute: Cambridge, UK, 1999. [Google Scholar]
- Mucha, J. The effect of material properties and joining process parameters on behavior of self-pierce riveting joints made with the solid rivet. Mater. Des. 2013, 52, 932–946. [Google Scholar] [CrossRef]
- Moss, S.; Mahendran, M. Structural behaviour of self-piercing riveted connections in steel framed housing. In Proceedings of the Sixteenth International Specialty Conference on Cold-Formed Steel Structures, Orlando, FL, USA, 17–18 October 2002; Volume 16, pp. 748–762. [Google Scholar]
- Kalinović, S.M.; Djoković, J.M.; Nikolić, R.R.; Hadzima, B. Thermal fracture characteristics of an interface crack subjected to temperature variations. Prod. Eng. Arch. 2020, 26, 54–59. [Google Scholar] [CrossRef]
- Stachowicz, F. Effects of microstructure on the mechanical properties and limit strains in uniaxial and biaxial stretching. J. Mech. Work. Technol. 1989, 19, 305–317. [Google Scholar] [CrossRef]
- Bérot, M.; Malrieu, J.; Bay, F. An innovative strategy to create equivalent elements for modelling assembly points in joined structures. Eng. Comput. 2014, 31, 453–466. [Google Scholar] [CrossRef]
- He, X.; Xing, B.; Zeng, K.; Gu, F.; Ball, A. Numerical and experimental investigations of self-piercing riveting. Int. J. Adv. Manuf. Technol. 2013, 69, 715–721. [Google Scholar] [CrossRef] [Green Version]
- Stromstedt, E. Finite Element Simulation of Crash Testing of Self-Piercing Rivet Lap Shear Joint Specimens; Swedish Institute for Metal Research Report No. IM-2002-022; Swedish Institute for Metal Research: Stockholm, Sweden, 2002. [Google Scholar]
- Grujicic, M.; Snipes, J.; Ramaswami, S.; Abu-Farha, F. Process modeling, joint-property characterization and construction of joint connectors for mechanical fastening by self-piercing riveting. Multidiscip. Model. Mater. Struct. 2014, 10, 631–658. [Google Scholar] [CrossRef]
- Mucha, J. The numerical analysis of the effect of the joining process parameters on self-piercing riveting using the solid rivet. Arch. Civ. Mech. Eng. 2014, 14, 444–454. [Google Scholar] [CrossRef]
- He, X.; Gu, F.; Ball, A. Recent development in finite element analysis of self-piercing riveted joints. Int. J. Adv. Manuf. Technol. 2012, 58, 643–649. [Google Scholar] [CrossRef] [Green Version]
- Wang, F.; Tian, P.; Kang, Y.L.; Zhu, J.T.; Qin, Z.; Chen, L. Simulation Experimental Study on Ferrite Rolling Process of Low-Carbon Steels. Mater. Sci. Forum 2019, 944, 329–336. [Google Scholar] [CrossRef]
- Kikuchi, N.; Nabeshima, S.; Kishimoto, Y.; Matsushita, T.; Sridhar, S. Effect of Ti De-oxidation on Solidification and Post-solidification Microstructure in Low Carbon High Manganese Steel. ISIJ Int. 2007, 47, 1255–1264. [Google Scholar] [CrossRef] [Green Version]
- Niikura, M.; Morris, J.W. Thermal processing of ferritic 5Mn steel for toughness at cryogenic temperatures. Metall. Mater. Trans. A 1980, 11, 1531–1540. [Google Scholar] [CrossRef]
- Shiang, L.-T.; Wray, P.J. The microstructures of strip-cast low-carbon steels and their response to thermal processing. Metall. Mater. Trans. A 1989, 20, 1191–1198. [Google Scholar] [CrossRef]
- Mukunthan, K.; Strezov, L.; Mahapatra, R.; Blejde, W. Evolution of Microstructures and Product Opportunities in Low Carbon Steel Strip Casting. Can. Met. Q. 2001, 40, 523–532. [Google Scholar] [CrossRef]
- Jasinski, J.; Jeziorski, L.; Jasinski, J.J. Fluidized Bed Atmospheric Diffusion Treatment (F-A/D-T)—Scopes and Limitations. Eng. Mater. Pol. 2010, 3, 355–357. Available online: http://polona.pl/item/36831343 (accessed on 15 November 2021).
- Hutchinson, B. Different roles for vanadium as a microalloying element in structural steels. In Proceedings of the 6th International Conference on High Strength Low Alloy Steels, Beijing, China, 31 May–2 June 2011; HSLA Volume: 18, pp. 29–38. [Google Scholar]
- Pottore, N.S.; Garcia, C.I.; DeArdo, A.J. Interrupted and Isothermal Solidification Studies of Low and Medium Carbon Steels. Met. Mater. Trans. A 1991, 22, 1871–1880. [Google Scholar] [CrossRef]
- Nagasaki, C.; Kihara, J. Evaluation of Intergranular Embrittlement of a Low Carbon Steel in Austenite Temperature Range. ISIJ Int. 1999, 39, 75–83. [Google Scholar] [CrossRef] [Green Version]
- Bramfit, B.L. Structure/Property Relationships in Irons and Steels. In Metals Handbook Desk, 2nd ed.; Davis, J.R., Ed.; ASM International: Materials Park, OH, USA, 1998; pp. 153–173. [Google Scholar]
- Phelan, D. In-Situ Studies of Phase Transformations in Iron Alloys. Ph.D. Thesis, Department of Materials Engineering, University of Wollongong, Wollongong, Australia, 2002. Available online: http://ro.uow.edu.au/theses/150 (accessed on 16 November 2021).
- Lacalle, R.; Alvarez, J.A.; Ferreño, D.; Portilla, J.; Ruiz, E.; Arroyo, B.; Gutiérrez-Solana, F. Influence of the Flame Straightening Process on Microstructural, Mechanical and Fracture Properties of S235 JR, S460 ML and S690 QL Structural Steels. Exp. Mech. 2013, 53, 893–909. [Google Scholar] [CrossRef]
- Bramfitt, B.L.; Lawrence, S.J.; Voort, G.V.; Aliya, D.; Lampman, S.; Stefanescu, D.M.; Ruxanda, R.; Marder, A.R.; Epler, M.; ASM Handbook Committee; et al. Metallography and Microstructures of Carbon and Low-Alloy Steels, Metallography and Microstructures, ASM Handbook; Vander Voort, G.F., Ed.; ASM International: Materials Park, OH, USA, 2004; pp. 608–626. [Google Scholar] [CrossRef]
- Seah, M.P. Segregation and the Strength of Grain Boundaries. Proc. R. Soc. Lond. Ser. A Math. Phys. Sci. 1976, 349, 535–554. [Google Scholar]
- Wagner, N. Springer Handbook of Mechanical Engineering; Grote, K.-H., Antonsson, E.K., Eds.; Springer: Berlin/Heidelberg, Germany, 2009; pp. 686–697. [Google Scholar]
- Macek, W.; Branco, R.; Szala, M.; Marciniak, Z.; Ulewicz, R.; Sczygiol, N.; Kardasz, P. Profile and Areal Surface Parameters for Fatigue Fracture Characterisation. Materials 2020, 13, 3691. [Google Scholar] [CrossRef]
- Moehring, K.; Walther, F. Performance-Related Characterization of Forming-Induced Initial Damage in 16MnCrS5 Steel under a Torsional Forward-Reverse Loading Path at LCF Regime. Materials 2020, 13, 2463. [Google Scholar] [CrossRef] [PubMed]
- Kage, M.; Nisitani, H. Anisotropy of Low-Cycle Torsional and Push-Pull Fatigue in a Rolled Steel. Bull. JSME 1977, 20, 1353–1358. [Google Scholar] [CrossRef]
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Steel Grade | Element, % Mass | ||||||
|---|---|---|---|---|---|---|---|
| E215 | C | Si | Mn | P | S | Al | Fe |
| 0.10 | 0.05 | 0.70 | 0.020 | 0.025 | 0.025 | balance | |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Jasinski, J.J.; Tagowski, M. FEM Simulation of the Riveting Process and Structural Analysis of Low-Carbon Steel Tubular Rivets Fracture. Materials 2022, 15, 374. https://doi.org/10.3390/ma15010374
Jasinski JJ, Tagowski M. FEM Simulation of the Riveting Process and Structural Analysis of Low-Carbon Steel Tubular Rivets Fracture. Materials. 2022; 15(1):374. https://doi.org/10.3390/ma15010374
Chicago/Turabian StyleJasinski, Jaroslaw Jan, and Michal Tagowski. 2022. "FEM Simulation of the Riveting Process and Structural Analysis of Low-Carbon Steel Tubular Rivets Fracture" Materials 15, no. 1: 374. https://doi.org/10.3390/ma15010374
APA StyleJasinski, J. J., & Tagowski, M. (2022). FEM Simulation of the Riveting Process and Structural Analysis of Low-Carbon Steel Tubular Rivets Fracture. Materials, 15(1), 374. https://doi.org/10.3390/ma15010374