
Application of Carbon–Flax Hybrid Composite in High Performance Electric Personal Watercraft

 , , , , and
, , , , and
Abstract
:1. Introduction
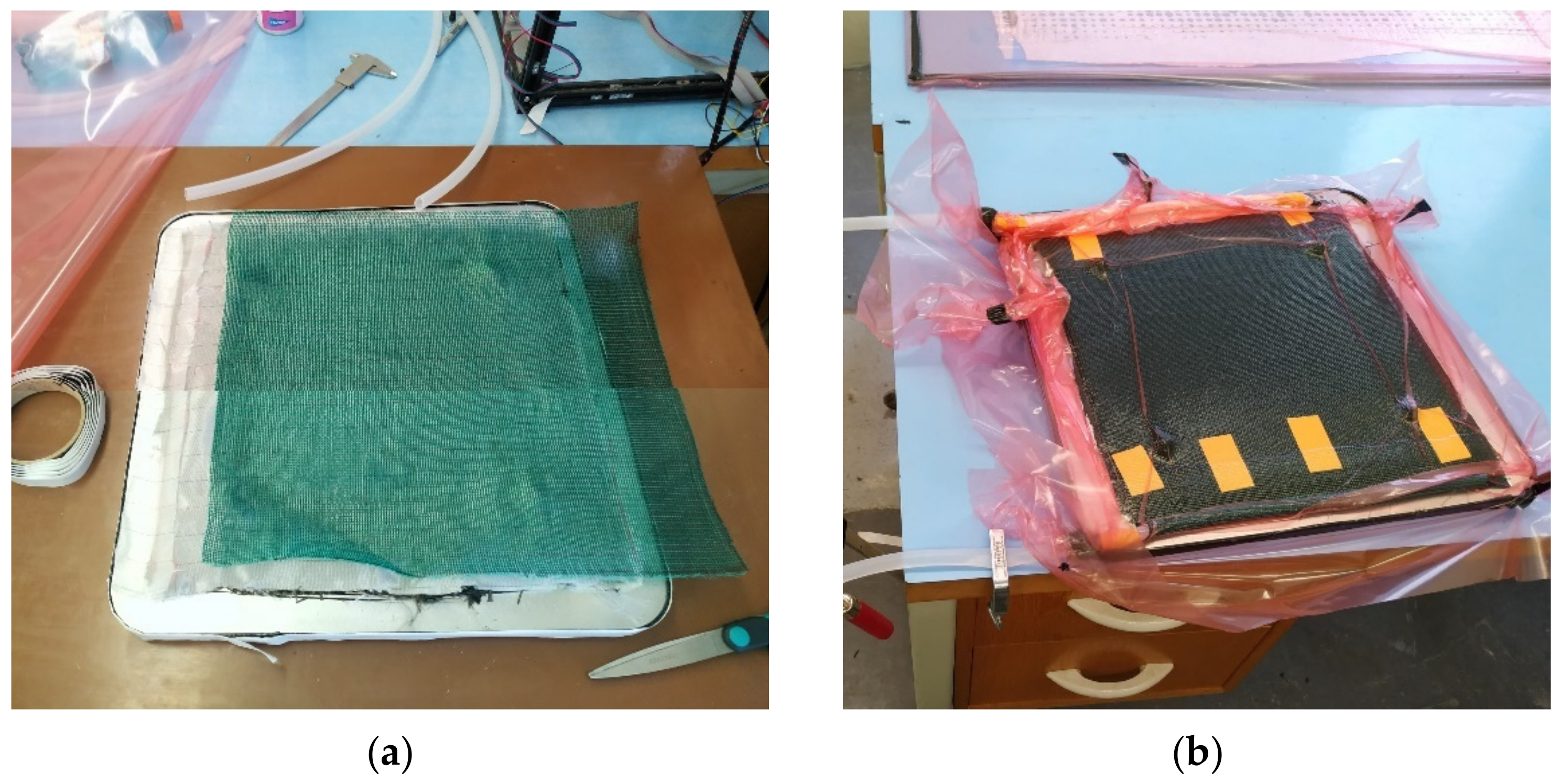
2. Materials and Methods
2.1. Materials
2.2. Testing Equipment
3. Results and Discussion
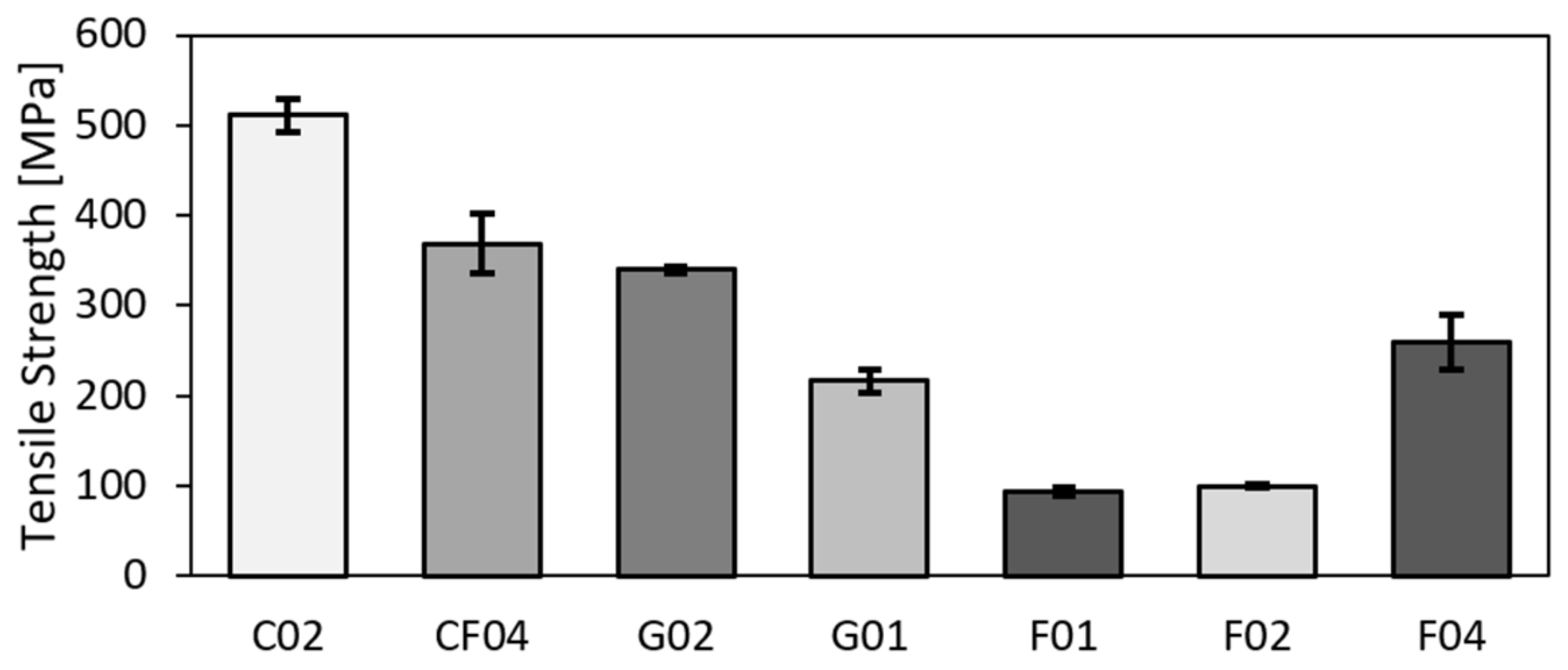
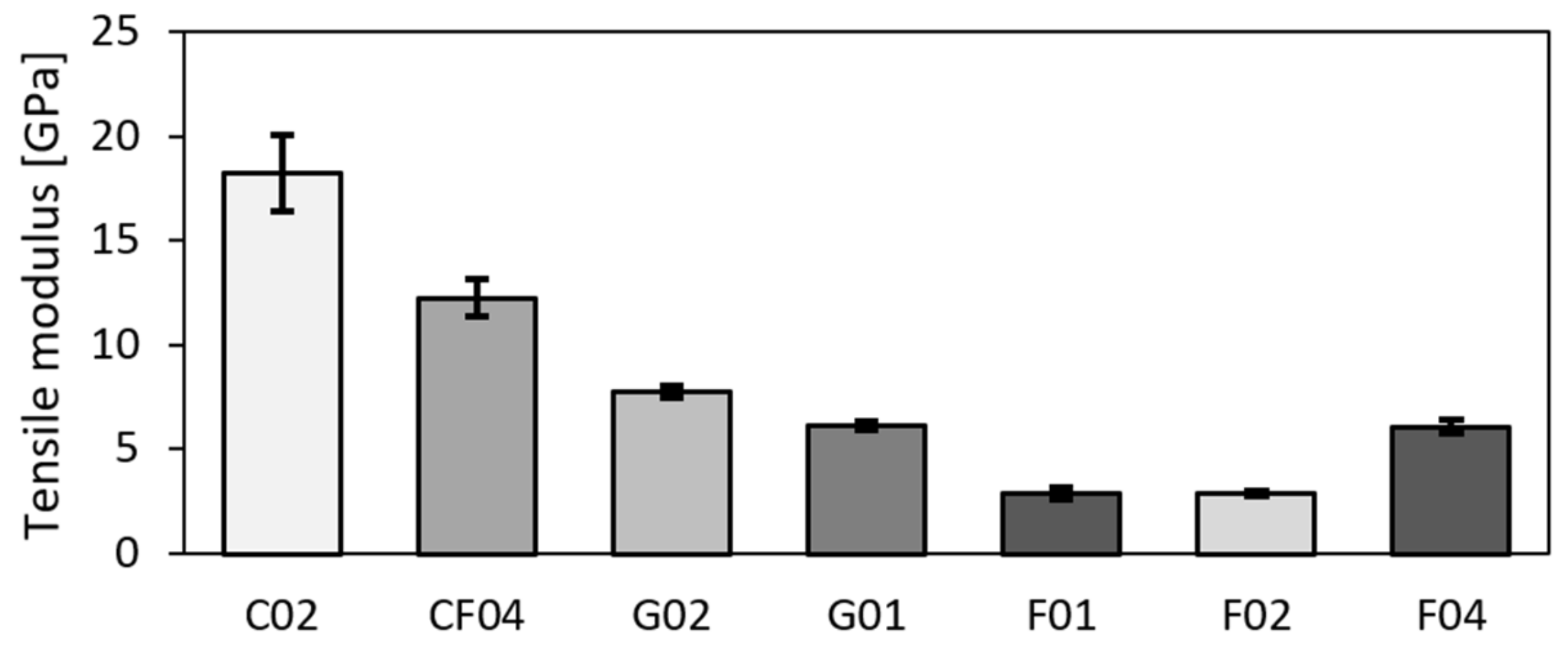
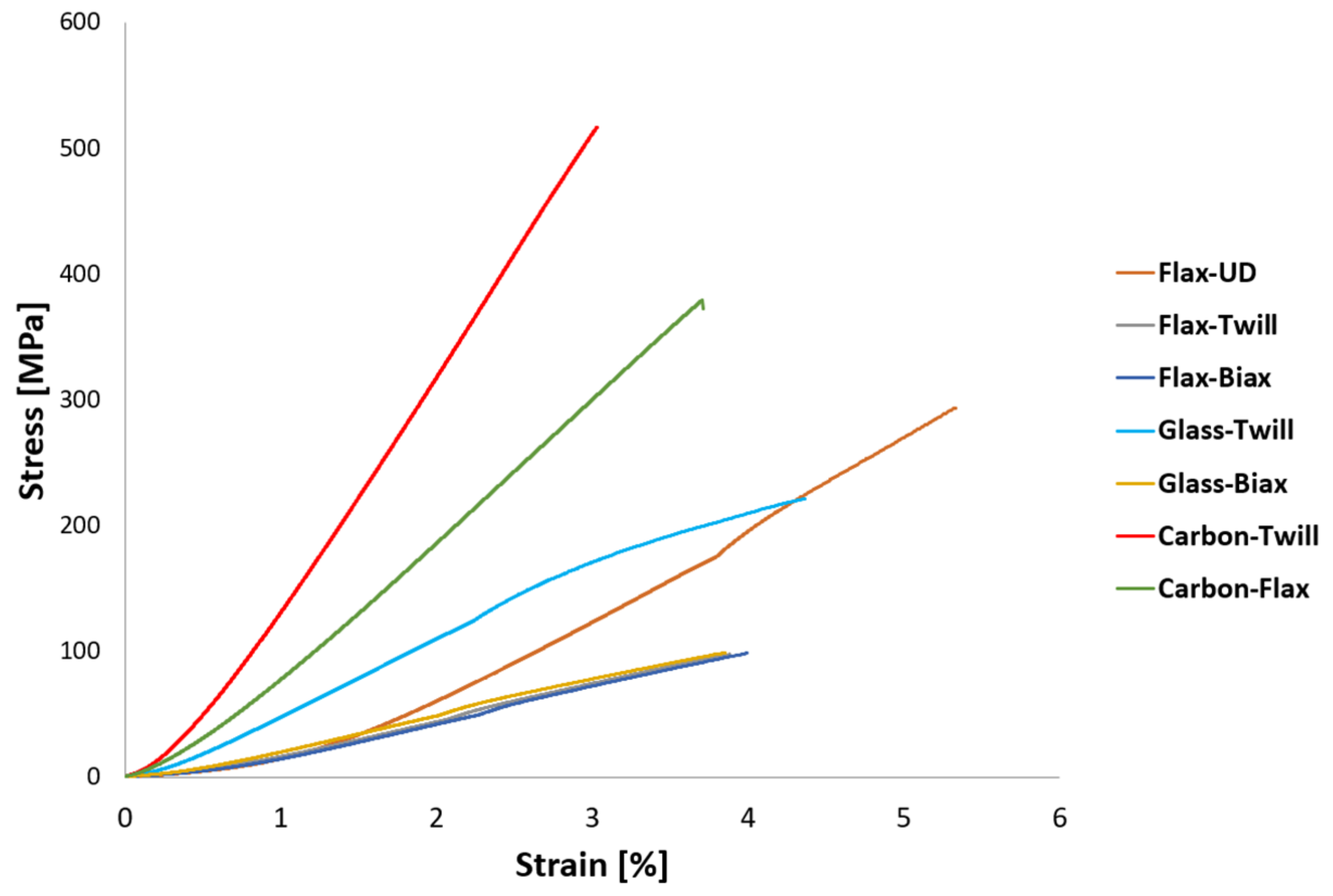
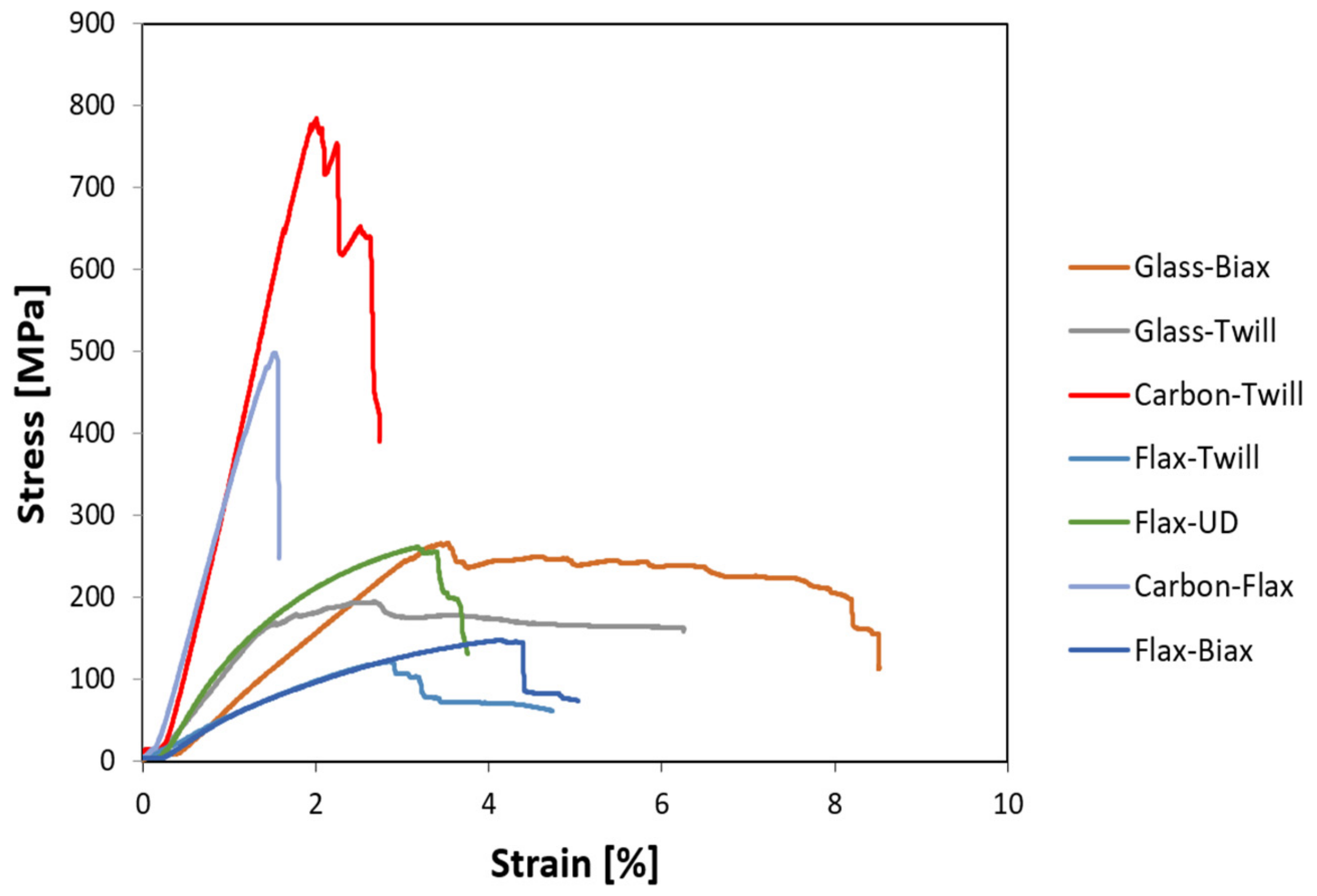
3.1. Tensile Properties
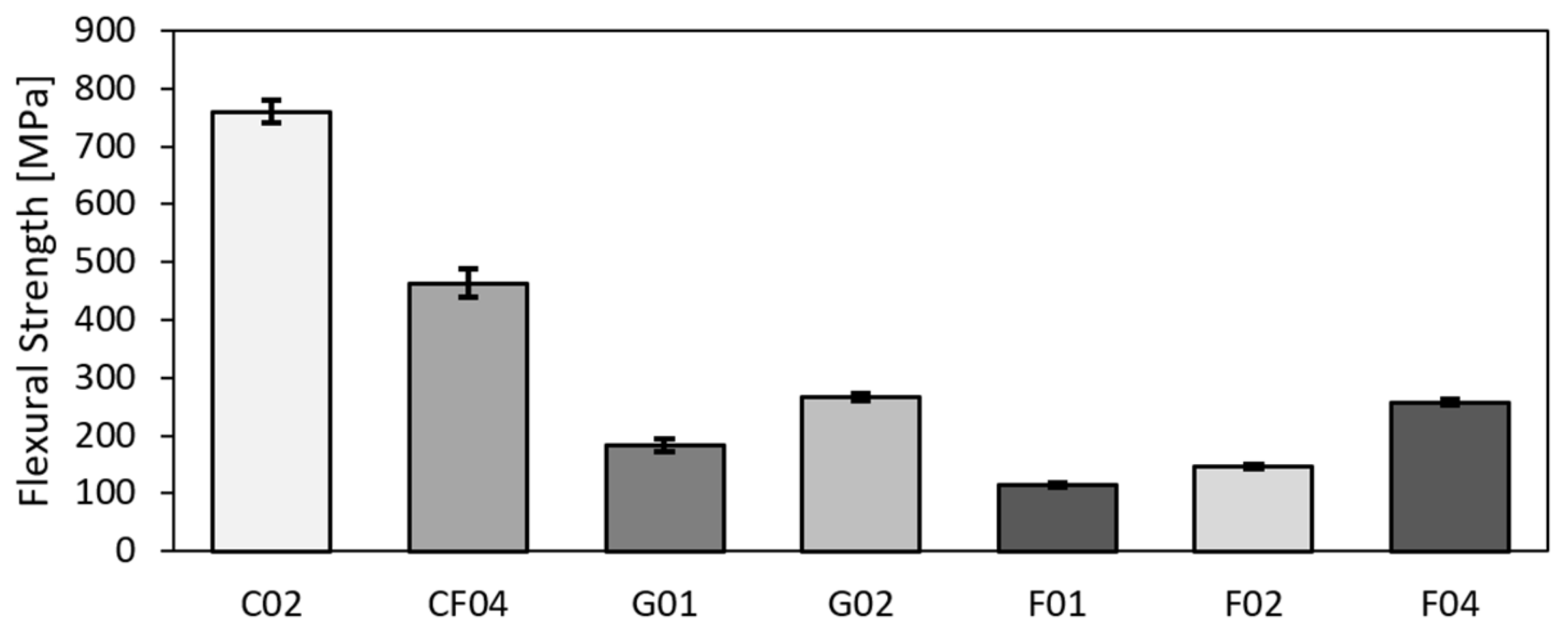
3.2. Flexural Properties
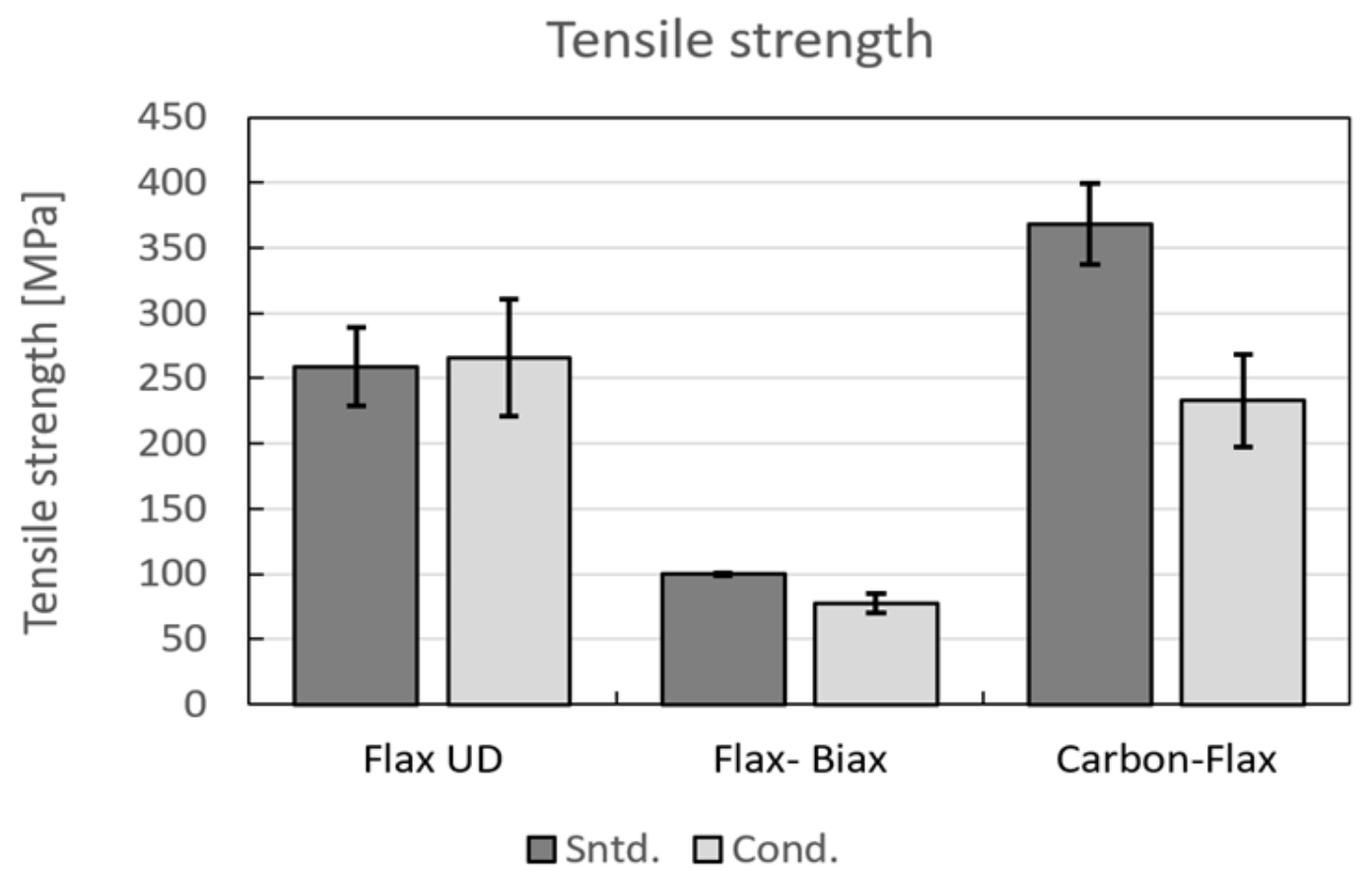
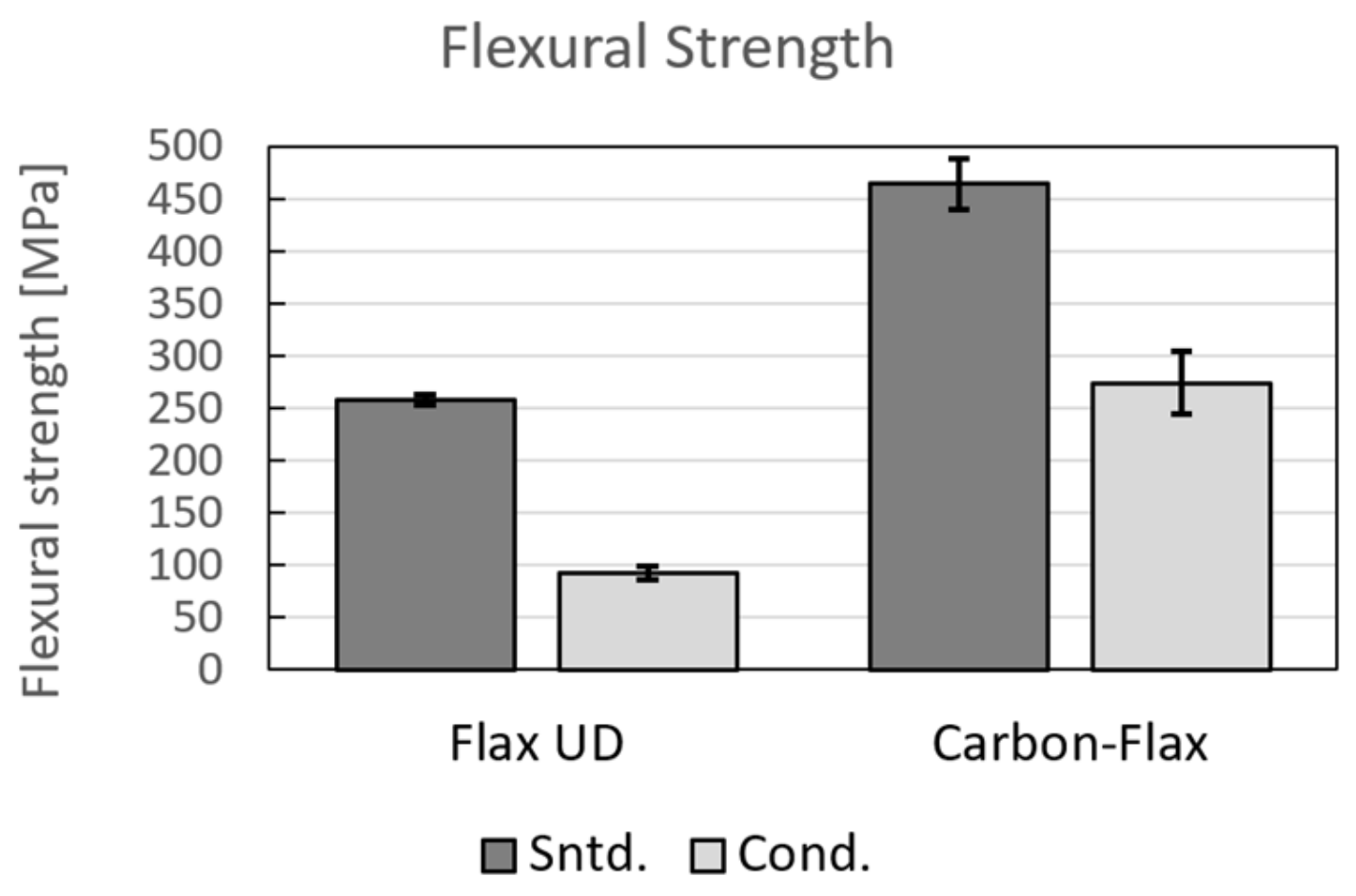
3.3. Conditioned Samples
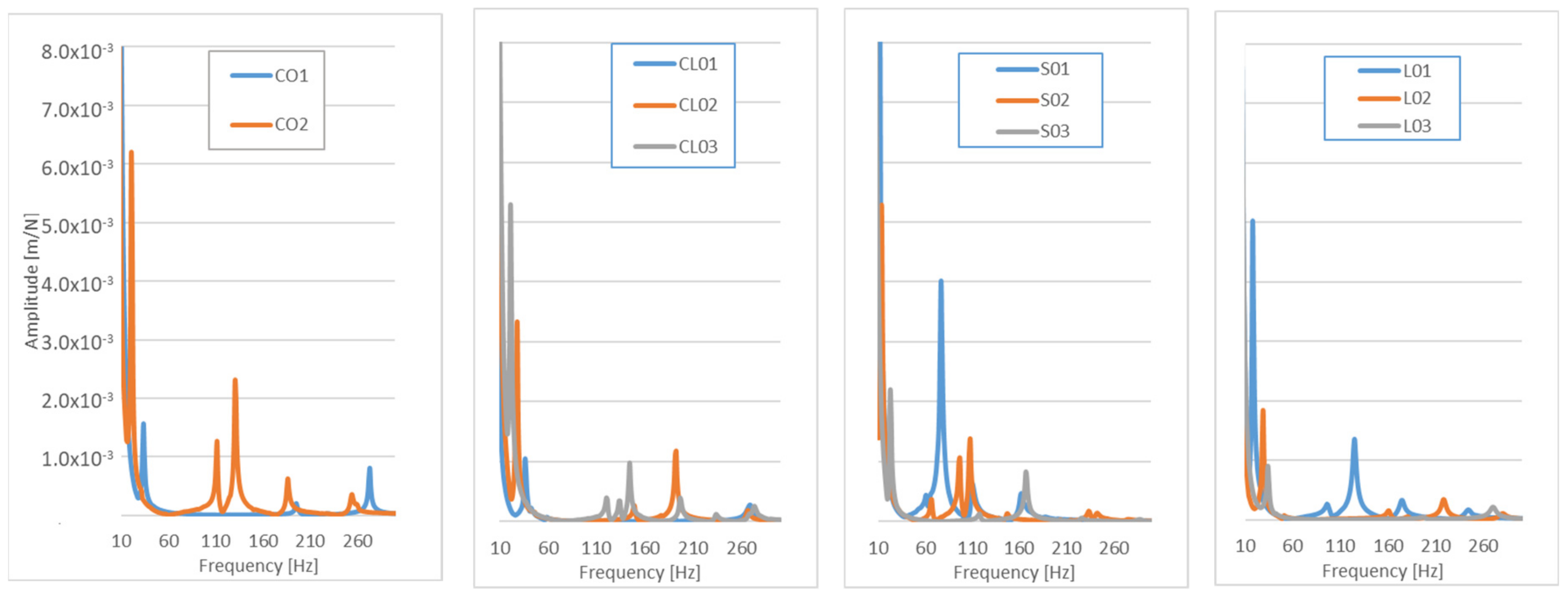
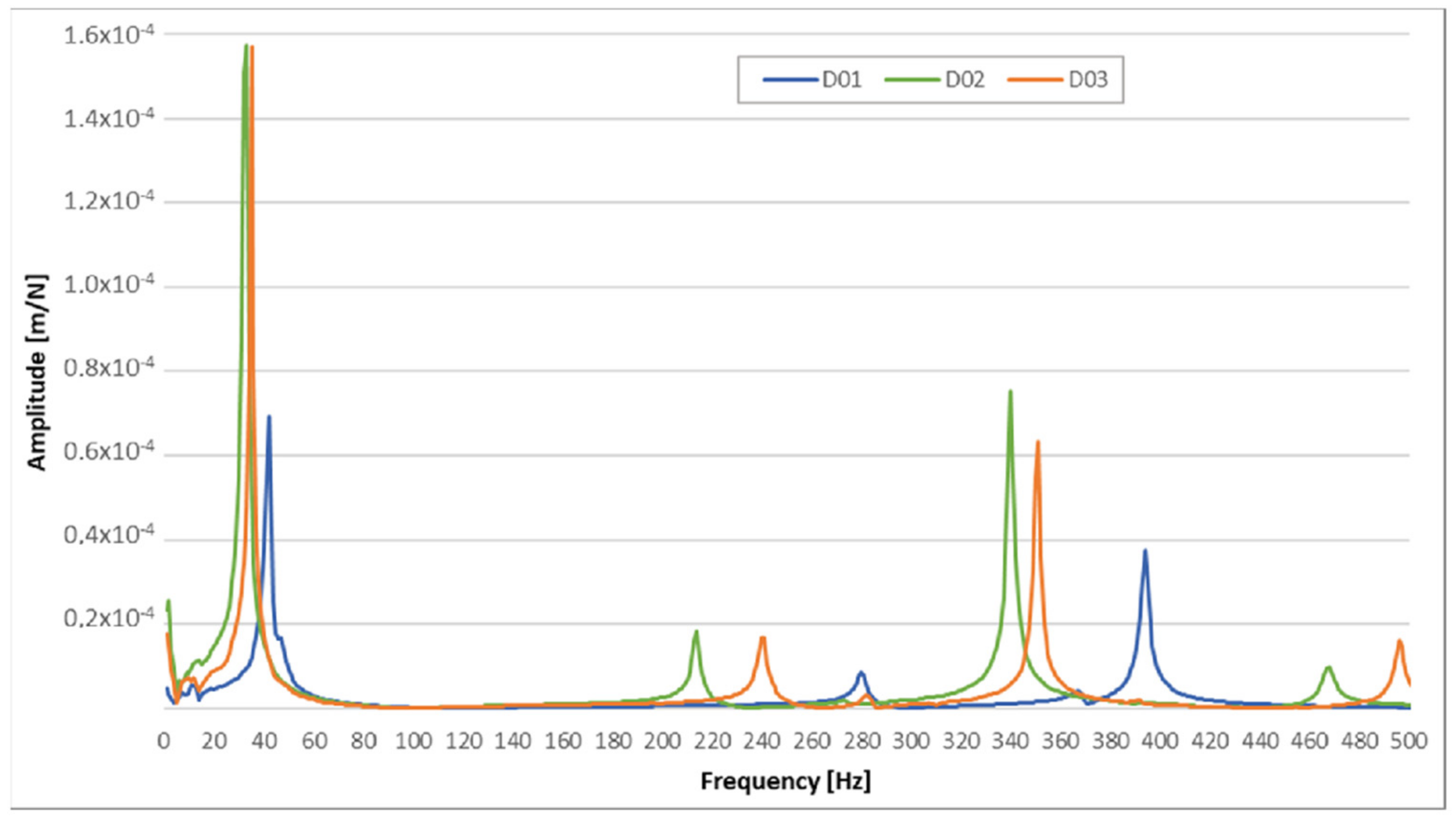
3.4. Frequency and Noise Characteristics
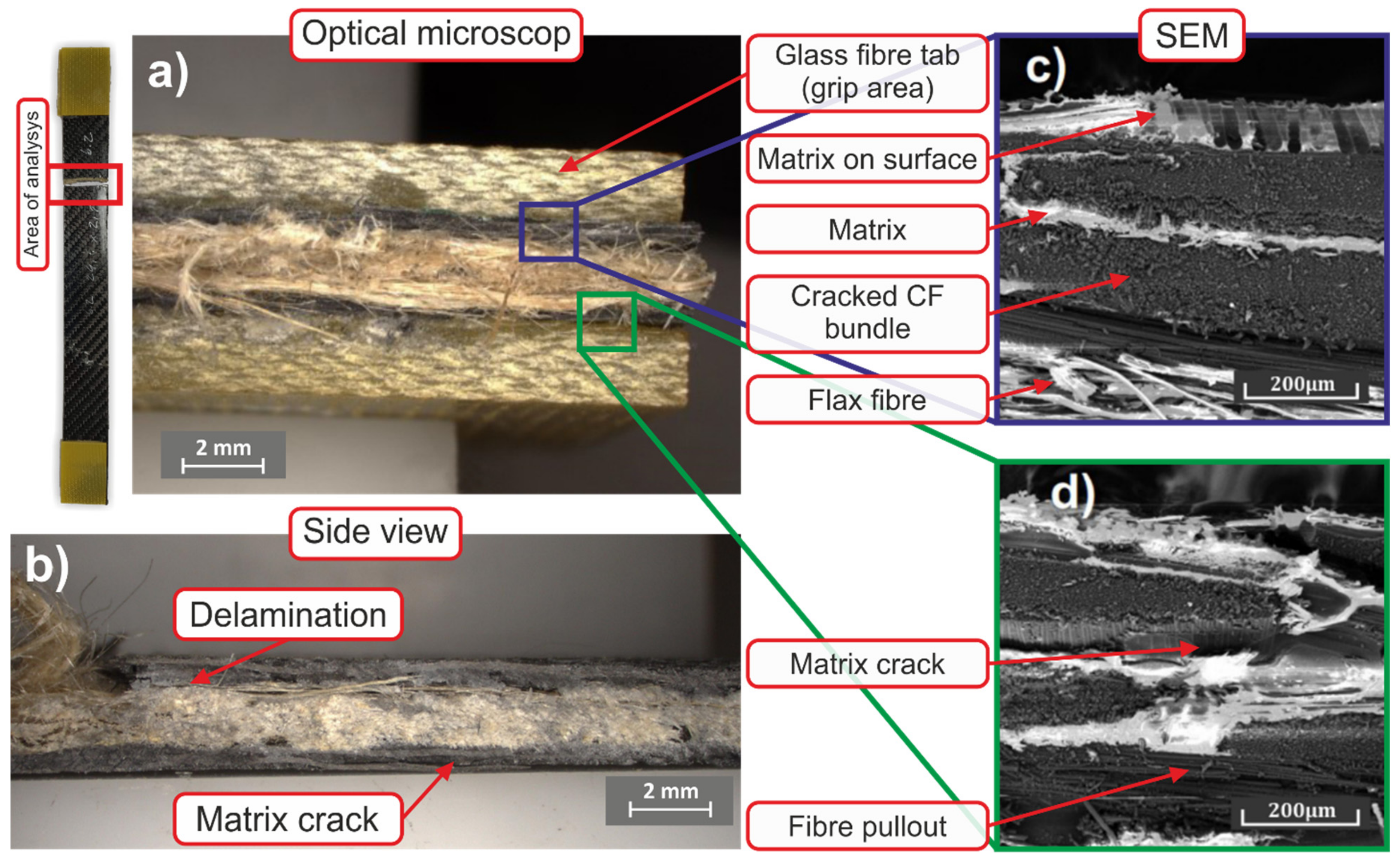
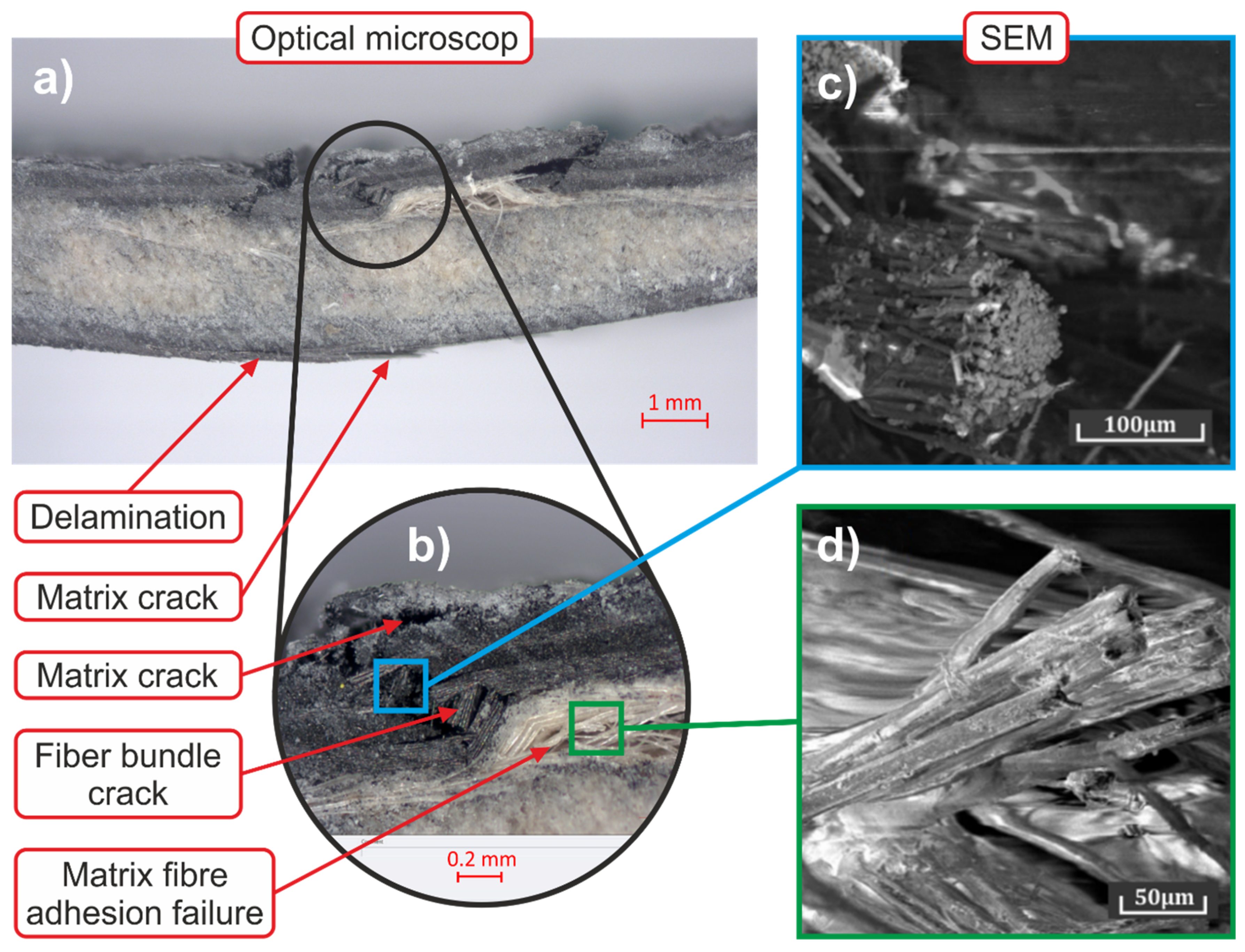
3.5. Microstructure
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Ngo, T.D. Natural Fibers for Sustainable Bio-Composites. In Natural and Artificial Fiber-Reinforced Composites as Renewable Sources; InTech: London, UK, 2018; pp. 110–138. [Google Scholar]
- Koronis, G.; Silva, A.; Fontul, M. Green composites: A review of adequate materials for automotive applications. Compos. Part B 2013, 44, 120–127. [Google Scholar] [CrossRef]
- Khalfallah, M.; Abbès, B.; Abbès, F.; Guo, Y.; Marcel, V.; Duval, A.; Vanfleteren, F.; Rousseau, F. Innovative flax tapes reinforced Acrodur biocomposites: A new alternative for automotive applications. Mater. Des. 2014, 64, 116–126. [Google Scholar] [CrossRef]
- Faruk, O.; Bledzki, A.K.; Fink, H.P.; Sain, M. Progress report on natural fiber reinforced composites. Macromol. Mater. Eng. 2014, 299, 9–26. [Google Scholar] [CrossRef]
- Shamsuyeva, M.; Hansen, O.; Endres, H.J. Review on Hybrid Carbon/Flax Composites and Their Properties. Int. J. Polym. Sci. 2019, 2019, 9624670. [Google Scholar] [CrossRef] [Green Version]
- Peças, P.; Carvalho, H.; Salman, H.; Leite, M. Natural Fibre Composites and Their Applications: A Review. J. Compos. Sci. 2018, 2, 66. [Google Scholar] [CrossRef] [Green Version]
- Baley, C.; Bourmaud, A.; Davies, P. Eighty years of composites reinforced by flax fibres: A historical review. Compos. Part A Appl. Sci. Manuf. 2021, 144, 106333. [Google Scholar] [CrossRef]
- Kandemir, A.; Pozegic, T.R.; Hamerton, I.; Eichhorn, S.J.; Longana, M.L. Characterisation of Natural Fibres for Sustainable Discontinuous Fibre Composite Materials. Materials 2020, 13, 2129. [Google Scholar] [CrossRef]
- Poilâne, C.; Cherif, Z.E.; Richard, F. Polymer reinforced by flax fibers as a viscoelastoplastic material. Compos. Struct. 2014, 12, 100–112. [Google Scholar] [CrossRef]
- Le Gall, M.; Davies, P.; Martin, N.; Baley, C. Recommended flax fibre density values for composite property predictions. Ind. Crop. Prod. 2018, 114, 52–58. [Google Scholar] [CrossRef] [Green Version]
- Madsen, B.; Lilholt, H. Physical and mechanical properties of unidirectional plant fibre composites—An evaluation of the influence of porosity. Compos. Sci. Technol. 2003, 63, 1265–1272. [Google Scholar] [CrossRef]
- Whitacre, R.; Amiri, A.; Ulven, C. The effects of corn zein protein coupling agent on mechanical properties of flax fiber reinforced composites. Ind. Crop. Prod. 2015, 77, 232–238. [Google Scholar] [CrossRef]
- Fehri, M.; Ragueh, R.; Vivet, A.; Fakhreddine, D.; Haddar, M. Improvement of Natural Fiber Composite Materials by Carbon Fibers. J. Renew. Mater. 2017, 5, 38–47. [Google Scholar] [CrossRef]
- Bhoopathi, R.; Deepa, C.K.; Sasikala, G.; Ramesh, M. Experimental Investigation on Mechanical Properties of Hemp-Banana-Glass Fiber Reinforced Composites. Appl. Mech. Mater. 2015, 766–767, 167–172. [Google Scholar] [CrossRef]
- Atmakuri, A.; Palevicius, A.; Siddabathula, M.; Vilkauskas, A.; Janusas, G. Analysis of Mechanical and Wettability Properties of Natural Fiber-Reinforced Epoxy Hybrid Composites. Polymers 2020, 12, 2827. [Google Scholar] [CrossRef]
- Bolcu, D.; Stănescu, M.M. A Study of the Mechanical Properties of Composite Materials with a Dammar-Based Hybrid Matrix and Two Types of Flax Fabric Reinforcement. Polymers 2020, 12, 1649. [Google Scholar] [CrossRef]
- Apolinario, T.G.; Ienny, P.; Corn, S.; Léger, R.; Bergeret, A.; Haudin, J.M. Effects of Water Ageing on the Mechanical Properties of Flax and Glass Fibre Composites: Degradation and Reversibility. In Proceedings of the 2nd International Conference on Natural Fibers, Sao Miguel, Portugal, 27–29 April 2015. [Google Scholar]
- Fairlie, G.; Njuguna, J. Damping Properties of Flax/Carbon Hybrid Epoxy/Fibre-Reinforced Composites for Automotive Semi-Structural Applications. Fibers 2020, 8, 64. [Google Scholar] [CrossRef]
- Mahmoudi, S.; Kervoelen, A.; Robin, G.; Duigou, L.; Daya, E.; Cadou, J.M. Experimental and numerical investigation of the damping of flax–epoxy composite plates. Compos. Struct. 2018, 208, 426–433. [Google Scholar] [CrossRef]
- Phillips, S.; Baets, J.; Lessard, L.; Hubert, P.; Verpoest, I. Characterization of flax/epoxy prepregs before and after cure. J. Reinf. Plast. Compos. 2013, 32, 777–785. [Google Scholar] [CrossRef]
- Symington, M.C.; David-West, O.S.; Banks, W.M.; Thomason, J.L.; Pethrick, R.A. Vacuum infusion of natural fibre composites for structural applications. In Proceedings of the 13th European Conference on Composite Materials (EECM 13), Stockholm, Sweden, 2–5 June 2008. [Google Scholar]
- Dhimole, V.K.; Serrao, P.; Cho, C. Review and Suggestion of Failure Theories in Voids Scenario for VARTM Processed Composite Materials. Polymers 2021, 13, 969. [Google Scholar] [CrossRef]
- Mehdikhani, M.; Gorbatikh, L.; Verpoest, I.; Lomov, S.V. Voids in fiber-reinforced polymer composites: A review on their formation, characteristics, and effects on mechanical performance. J. Compos. Mater. 2019, 53, 1579–1669. [Google Scholar] [CrossRef]
- Burita, L.; Hrusecka, D.; Pivnicka, M.; Rosman, P. The use of knowledge management systems and event-b modelling in a lean enterprise. J. Compet. 2018, 10, 40–53. [Google Scholar] [CrossRef]
- Kedari, V.R.; Farah, B.I.; Hsiao, K.T. Effects of vacuum pressure, inlet pressure, and mold temperature on the void content, volume fraction of polyester/e-glass fiber composites manufactured with VARTM process. J. Compos. Mater. 2011, 45, 2727–2742. [Google Scholar] [CrossRef]
- AL-Oqla, F.M.; Salit, M.S.; Ishak, M.R.; Aziz, N.A. Selecting Natural Fibers for Bio-Based Materials with Conflicting Criteria. Am. J. Appl. Sci. 2015, 12, 64–71. [Google Scholar] [CrossRef] [Green Version]
- Mahboob, Z.; Sawi, I.E.; Zdero, R.; Fawaz, Z.; Bougherara, H. Tensile and compressive damaged response in Flax fibre reinforced epoxy composites. Compos. Part A Appl. Sci. Manuf. 2017, 92, 118–133. [Google Scholar] [CrossRef]
- Hamad, S.F.; Stehling, N.; Holland, C.; Foreman, J.P.; Rodenburg, C. Low-Voltage SEM of Natural Plant Fibers: Microstructure Properties (Surface and Cross-Section) and their Link to the Tensile Properties. Procedia Eng. 2017, 200, 295–302. [Google Scholar] [CrossRef]
- Betts, D.; Sadeghian, P.; Fam, A. Tensile Properties of Flax FRP Composites. In Proceedings of the 6th Asia-Pacific Conference on FRP in Structures, Singapore, 19–21 July 2017. [Google Scholar]
- Kersani, M.; Lomov, S.V.; Van Vuure, A.W.; Bouabdallah, A.; Verpoest, I. Damage in flax/epoxy quasi-unidirectional woven laminates under quasi-static tension. J. Compos. Mater. 2015, 49, 403–413. [Google Scholar] [CrossRef]
- Benkhelladi, A.; Laouici, H.; Bouchoucha, A. Tensile and flexural properties of polymer composites reinforced by flax, jute and sisal fibres. Int. J. Adv. Manuf. Technol. 2020, 108, 895–916. [Google Scholar] [CrossRef]
- Kocich, R.; Kunčická, L. Development of structure and properties in bimetallic Al/Cu sandwich composite during cumulative severe plastic deformation. J. Sandw. Struct. Mater. 2021, 23, 4252–4275. [Google Scholar] [CrossRef]
- Kunčická, L.; Kocich, R.; Strunz, P.; Macháčková, A. Texture and residual stress within rotary swaged Cu/Al clad composites. Mater. Lett. 2018, 230, 88–91. [Google Scholar] [CrossRef]
- Paturel, A.; Dhakal, H.N. Influence of Water Absorption on the Low Velocity Falling Weight Impact Damage Behaviour of Flax/Glass Reinforced Vinyl Ester Hybrid Composites. Molecules 2020, 25, 278. [Google Scholar] [CrossRef] [Green Version]
- Yao, J.; Yu, W. Tensile strength and its variation for PAN-based carbon fibers. II. Calibration of the variation from testing. J. Appl. Polym. Sci. 2007, 104, 2625–2632. [Google Scholar] [CrossRef]
- Chi, Z.F.; Chou, T.W.; Shen, G.Y. Determination of single fibre strength distribution from fibre bundle testing. J. Mater. Sci. 1984, 19, 3319–3324. [Google Scholar] [CrossRef]
- EN ISO 10618:2004; 10618 Carbon Fibre. Determination of Tensile Properties of Resin-Im-Pregnated Yarn. International Organization for Standardization: Geneva, Switzerland, 2004.
- Bensadoun, F.; Verpoest, I.; Baets, J.; Müssig, J.; Graupner, N.; Davies, P.; Gomina, M.; Kervoelen, A.; Baley, C. Impregnated fibre bundle test for natural fibres used in composites. J. Reinf. Plast. Compos. 2017, 36, 942–957. [Google Scholar] [CrossRef]
- Kocich, R.; Kunčická, L.; Macháčková, A.; Šofer, M. Improvement of mechanical and electrical properties of rotary swaged Al-Cu clad composites. Mater. Des. 2017, 123, 137–147. [Google Scholar] [CrossRef]
- Kunčická, L.; Kocich, R.; Dvořák, K.; Macháčková, A. Rotary swaged laminated Cu-Al composites: Effect of structure on residual stress and mechanical and electric properties. Mater. Sci. Eng. A 2019, 742, 743–750. [Google Scholar] [CrossRef]
- Kocich, R.; Macháčková, A.; Kunčická, L.; Fojtík, F. Fabrication and characterization of cold-swaged multilayered Al–Cu clad composites. Mater. Des. 2015, 71, 36–47. [Google Scholar] [CrossRef]
- Moustafa, E.B.; Almitani, K.H. Detecting Damage in Carbon Fibre Composites using Numerical Analysis and Vibration Measurements. Lat. Am. J. Solids Struct. 2021, 18, e362. [Google Scholar] [CrossRef]
- Dos Santos, J.A.; Soares, C.M.; Maia, N. Structural damage identification in laminated structures using FRF data. Compos. Struct. 2005, 67, 239–249. [Google Scholar] [CrossRef]
- Kulíšek, V.; Kolar, P.; Vrba, P.; Smolík, J.; Janota, M.; Růžička, M.; Machálka, M. On passive damping in machine tool hybrid structural parts. Int. J. Adv. Manuf. Technol. 2021, 114, 1925–1952. [Google Scholar] [CrossRef]
- Xiros, N.I.; Tzelepis, V.; Loghis, E.K. Modeling and Simulation of Planing-Hull Watercraft Outfitted with an Electric Motor Drive and a Surface-Piercing Propeller. J. Mar. Sci. Eng. 2019, 7, 49. [Google Scholar] [CrossRef] [Green Version]
- Lin, T.R.; Pan, J.; O’Shea, P.J.; Mechefske, C.K. A study of vibration and vibration control of ship structures. Mar. Struct. 2009, 22, 730–743. [Google Scholar] [CrossRef] [Green Version]
- Prasanna, A.B.; Raju, K.S.; Ramji, K.; Satish, P. Free Vibration, Buckling and Design Optimisation of Composite Pressure Hulls. Mater. Today Proc. 2017, 4, 7381–7387. [Google Scholar] [CrossRef]
- Balıkoğlu, F.; Demircioğlu, T.; Yıldız, M.; Arslan, N.; Ataş, A. Mechanical performance of marine sandwich composites subjected to flatwise compression and flexural loading: Effect of resin pins. J. Sandw. Struct. Mater. 2020, 22, 2030–2048. [Google Scholar] [CrossRef]
- Al-hajaj, Z.; Zdero, R.; Bougherara, H. Mechanical, morphological, and water absorption properties of a new hybrid composite material made from 4 harness satin woven carbon fibres and flax fibres in an epoxy matrix. Compos. Part A Appl. Sci. Manuf. 2018, 115, 46–56. [Google Scholar] [CrossRef]
- Fiore, V.; Valenza, A.; Di Bella, G. Mechanical behavior of carbon/flax hybrid composites for structural applications. J. Compos. Mater. 2012, 46, 2089–2096. [Google Scholar] [CrossRef] [Green Version]
- Dinesh, M.; Asokan, R.; Vignesh, S.; Kumar, C.P.; Ravichand, R. Experimental Investigation on Mechanical Properties of Carbon-Flax-Glass Hybrid Composites. Int. J. Veh. Struct. Syst. 2020, 12, 1–8. [Google Scholar] [CrossRef]
- Assarar, M.; Zouari, W.; Sabhi, H.; Ayad, R.; Berthelot, J. Evaluation of the damping of hybrid carbon–Flax reinforced composites. Compos. Struct. 2015, 132, 148–154. [Google Scholar] [CrossRef]
- Singh, C.; Jeeva, Q.; Rajamurugan, G. Vibration and tribological behaviour of flax/wire mesh/hemp composite reinforced with WCFC particles. J. Manuf. Processes 2022, 77, 525–538. [Google Scholar] [CrossRef]
- Dos Santos, J.C.; de Oliveira, L.Á.; Panzera, T.; Remillat, C.; Farrow, I.; Placet, V.; Scarpa, F. Ageing of autoclaved epoxy/flax composites: Effects on water absorption, porosity and flexural behaviour. Compos. Part B Eng. 2020, 202, 108380. [Google Scholar] [CrossRef]
- Fiore, V.; Calabrese, L.; Miranda, R.; Badagliacco, D.; Sanfilippo, C.; Palamara, D.; Valenza, A.; Proverbio, E. On the response of flax fiber reinforced composites under salt-fog/dry conditions: Reversible and irreversible performances degradation. Compos. Part B Eng. 2022, 230, 109535. [Google Scholar] [CrossRef]
- Schuster, J.; Govignon, Q.; Bickerton, S. Processability of Biobased Thermoset Resins and Flax Fibres Reinforcements Using Vacuum Assisted Resin Transfer Moulding. Open J. Compos. Mater. 2014, 4, 1–11. [Google Scholar] [CrossRef] [Green Version]
- Hindersmann, A. Confusion about infusion: An overview of infusion processes. Compos. Part A Appl. Sci. Manuf. 2019, 126, 105583. [Google Scholar] [CrossRef]
- GRM Systems. LG 700 Epoxy System: Data Sheet; GRM Systems: Olomouc, Czech Republic, 2004. [Google Scholar]
- Jones, R. Mechanics of Composite Materials, 2nd ed.; CRC Press: Boca Raton, FL, USA, 1999; ISBN 9781315272986. [Google Scholar]
- Campbell, F. Structural Composite Materials; ASM International: Novelty, OH, USA, 2010; ISBN 9781615031405. [Google Scholar]
- EN ISO 527-4:1997; Plastics. Determination of Tensile Properties, Part 4: Test Conditions for Isotropic and Orthotropic Fibre-Reinforced Plastic Composites. International Organization for Standardization: Geneva, Switzerland, 1997.
- EN ISO 14125:1999; Fibre-Reinforced Plastic Composites. Determination of Flexural Properties. International Organization for Standardization: Geneva, Switzerland, 1999.
- Volek, A.; Zouhar, J. Optical methods in use by experimental strain measurement. In Proceedings of the 48th International Scientific Conference on Experimental Stress Analysis 2010, Velké Losiny, Czech Republic, 31 May–3 June 2010; pp. 527–533. [Google Scholar]
- Strungar, E.; Yankin, A.; Zubova, E.; Babushkin, A.; Dushko, A. Experimental study of shear properties of 3D woven composite using digital image correlation and acoustic emission. Acta Mech. Sin. 2020, 36, 448–459. [Google Scholar] [CrossRef]
- Zhang, Y.; Li, Y.; Ma, H.; Yu, T. Tensile and interfacial properties of unidirectional flax/glass fiber reinforced hybrid composites. Compos. Sci. Technol. 2013, 88, 172–177. [Google Scholar] [CrossRef]
- Chen, D.; Sun, G.; Meng, M.; Jin, X.; Li, Q. Flexural performance and cost efficiency of carbon/basalt/glass hybrid FRP composite laminates. Thin-Walled Struct. 2019, 142, 516–531. [Google Scholar] [CrossRef]
- Lu, M.M.; Fuentes, C.A.; Van Vuure, A.W. Moisture sorption and swelling of flax fibre and flax fibre composites. Compos. Part B Eng. 2022, 231, 109538. [Google Scholar] [CrossRef]
- Moudood, A.; Rahman, A.; Öchsner, A.; Islam, M.; Francucci, G. Flax fiber and its composites: An overview of water and moisture absorption impact on their performance. J. Reinf. Plast. Compos. 2019, 38, 323–339. [Google Scholar] [CrossRef] [Green Version]
- Chinnasamy, S. Study on static and dynamic behavior of jute/sisal fiber reinforced epoxy composites. Mater. Today Proc. 2020, 46, 9425–9428. [Google Scholar]
- Hassani, S.; Shadan, F. Using incomplete FRF measurements for damage detection of structures with closely-spaced eigenvalues. Measurement 2022, 188, 110388. [Google Scholar] [CrossRef]
- Yuan, W.; Li, L.Y.; Jang, S.H. Dynamic stability of CNTs-reinforced non-uniform composite beams under axial excitation loading. Comput. Mater. Sci. 2021, 111054. [Google Scholar] [CrossRef]
- Hose, P.F.P.; Krishna, D.A. Free vibration analysis of polymer composite plates reinforced with graphene platelets. Mater. Today Proc. 2022, 38, 419–435. [Google Scholar]
- Ma, M.; Yao, W.; Jiang, W.; Jin, W.; Chen, Y.; Li, P.; Huang, J. Fatigue of composite honeycomb sandwich panels under random vibration load. Compos. Struct. 2022, 286, 115296. [Google Scholar] [CrossRef]
- Vasconcellos, J.M.; Latorre, R.G. Recreational boat noise level evaluation. Ocean Eng. 2001, 28, 1309–1324. [Google Scholar] [CrossRef]
- Li, Z.; Kang, J.; Ba, M. Influence of distance from traffic sounds on physiological indicators and subjective evaluation. Transp. Res. Part D Transp. Environ. 2020, 87, 102538. [Google Scholar] [CrossRef]
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Fabric | Style | Weight [g/m2] | Thickness [mm] |
|---|---|---|---|
| E-Glass | Bi-Ax | 200 | 0.33 |
| E-Glass | Twill 2/2 | 200 | 0.29 |
| Flax | Bi-Ax | 350 | 0.62 |
| Flax | Twill 2/2 | 200 | 0.45 |
| Flax | UD | 280 | 0.35 |
| Flax–Carbon | UD | 225 | 0.32 |
| Carbon | Twill 2/2 | 200 | 0.25 |
| Laminate 1 | Style | Stacking Sequence | Thickness [mm] | Composite Density [g/cm3] | Fibre Volume Fraction [%] |
|---|---|---|---|---|---|
| C01 | Twill 2/2 | 8×C | 2.02 ± 0.03 | 1.47 | 42.12 |
| C02 | Twill 2/2 | 4×C | 1.05 ± 0.02 | 1.39 | 42.74 |
| CF01 | UN | 8×C+F (hybrid) | 2.65 ± 0.02 | 1.30 | 31.74 |
| CF02 | Twill 2/2 | C+C+F+C+C | 1.48 ± 0.05 | 1.29 | 49.19 |
| CF03 | Twill 2/2 | C+C+1/2F+C+C | 1.03 ± 0.04 | 1.50 | 55.91 |
| CF04 | Twill 2/2 | C+C+F+F+C+C | 2.25 ± 0.04 | 1.42 | 51.20 |
| G01 | Twill | 4×G | 1.10 ± 0.03 | 1.55 | 38.51 |
| G02 | Bi-axial | 4×G | 1.31 ± 0.02 | 1.76 | 46.13 |
| G03 | Twill 2/2 | 8×G | 2.02 ± 0.03 | 1.70 | 38.86 |
| F01 | Twill | 4×F | 1.8 ± 0.05 | 1.11 | 31.12 |
| F02 | Bi-ax | 4×F | 2.65 ± 0.06 | 1.19 | 39.64 |
| F03 | Twill | 8×F | 3.50 ± 0.07 | 1.21 | 29.11 |
| F04 | UD | 8×F | 2.60 ± 0.04 | 1.22 | 51.10 |
| Analyzer | Accelerometer | Microphone | Modal Hammer |
|---|---|---|---|
| Photon+ | 4517 mini ACC | 4189 | 8204 |
 |  |  |  |
| Analog channels: 4 input/2 output Frequency range: 84 kHz Dynamic range: 115 dB | Sensitivity: 1.02 mV/g Frequency range: 20 kHz | Frequency range: 20 kHz Sensitivity: 50 mV/Pa | Sensitivity: 22.7 mV/N Full-scale force range: 220 N |
| Material | Style | Tensile Modulus [GPa] | Tensile Strength [MPa] | Fail Strain [%] |
|---|---|---|---|---|
| C02 | Twill 2/2 | 18.21 ± 1.83 | 511.26 ± 18.31 | 2.8 ± 0.22 |
| CF04 | Twill 2/2 | 12.24 ± 0.88 | 368.44 ± 32.90 | 2.96 ± 0.34 |
| G02 | Bi-axial | 7.77 ± 0.29 | 339.24 ± 13.33 | 4.6 ± 0.18 |
| G01 | Twill | 6.14 ± 0.21 | 216.22 ± 3.51 | 4.03 ± 0.28 |
| F01 | Twill | 2.86 ± 0.27 | 93.87 ± 4.44 | 3.34 ± 0.31 |
| F02 | Bi-axial | 2.89 ± 0.15 | 99.9 ± 1.15 | 3.57 ± 0.09 |
| F04 | UD | 6.07 ± 0.31 | 259.12 ± 30.04 | 4.21 ± 0.24 |
| Material | Style | Flexural Modulus [GPa] | Flexural Strength [MPa] | Flexural Strain [%] |
|---|---|---|---|---|
| C02 | Twill 2/2 | 46.12 ± 1.24 | 760.38 ± 18.64 | 2.01 ± 0.10 |
| CF04 | Twill 2/2 | 34.63 ± 1.91 | 463.94 ± 23.86 | 1.58 ± 0.05 |
| G01 | Twill | 12.30 ± 0.55 | 183.24 ± 11.01 | 2.49 ± 0.14 |
| G02 | Bi-axial | 9.61 ± 0.70 | 266.41 ± 6.71 | 3.10 ± 0.67 |
| F01 | Twill | 4.59 ± 0.13 | 115.01 ± 4.64 | 3.08 ± 0.26 |
| F02 | Bi-axial | 4.28 ± 0.11 | 146.43 ± 3.21 | 3.94 ± 0.39 |
| F04 | UD | 8.96 ± 0.11 | 257.50 ± 4.91 | 3.15 ± 0.06 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zouhar, J.; Slaný, M.; Sedlák, J.; Joska, Z.; Pokorný, Z.; Barényi, I.; Majerík, J.; Fiala, Z. Application of Carbon–Flax Hybrid Composite in High Performance Electric Personal Watercraft. Polymers 2022, 14, 1765. https://doi.org/10.3390/polym14091765
Zouhar J, Slaný M, Sedlák J, Joska Z, Pokorný Z, Barényi I, Majerík J, Fiala Z. Application of Carbon–Flax Hybrid Composite in High Performance Electric Personal Watercraft. Polymers. 2022; 14(9):1765. https://doi.org/10.3390/polym14091765
Chicago/Turabian StyleZouhar, Jan, Martin Slaný, Josef Sedlák, Zdeněk Joska, Zdeněk Pokorný, Igor Barényi, Jozef Majerík, and Zdeněk Fiala. 2022. "Application of Carbon–Flax Hybrid Composite in High Performance Electric Personal Watercraft" Polymers 14, no. 9: 1765. https://doi.org/10.3390/polym14091765
APA StyleZouhar, J., Slaný, M., Sedlák, J., Joska, Z., Pokorný, Z., Barényi, I., Majerík, J., & Fiala, Z. (2022). Application of Carbon–Flax Hybrid Composite in High Performance Electric Personal Watercraft. Polymers, 14(9), 1765. https://doi.org/10.3390/polym14091765