
CNC Turning of an Additively Manufactured Complex Profile Ti6Al4V Component Considering the Effect of Layer Orientations

 , , , , , and
, , , , , and
Abstract
:1. Introduction
2. Experimental Work
3. Results and Discussions
3.1. Surface Roughness Evaluation
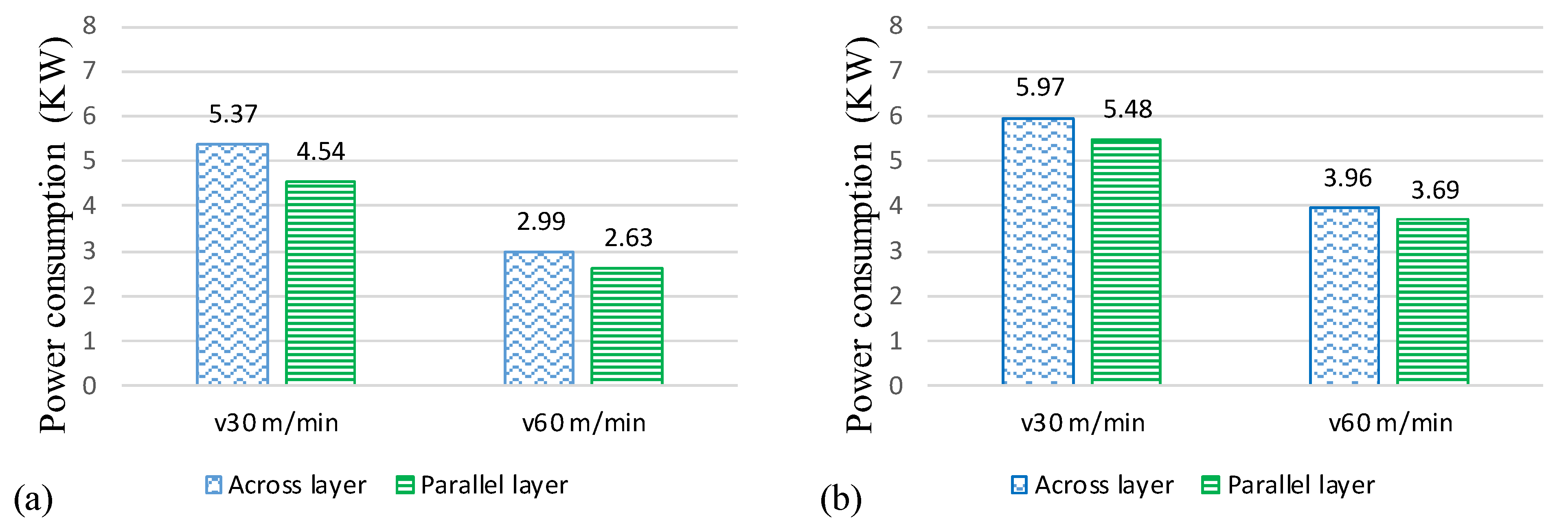
3.2. Power Consumption
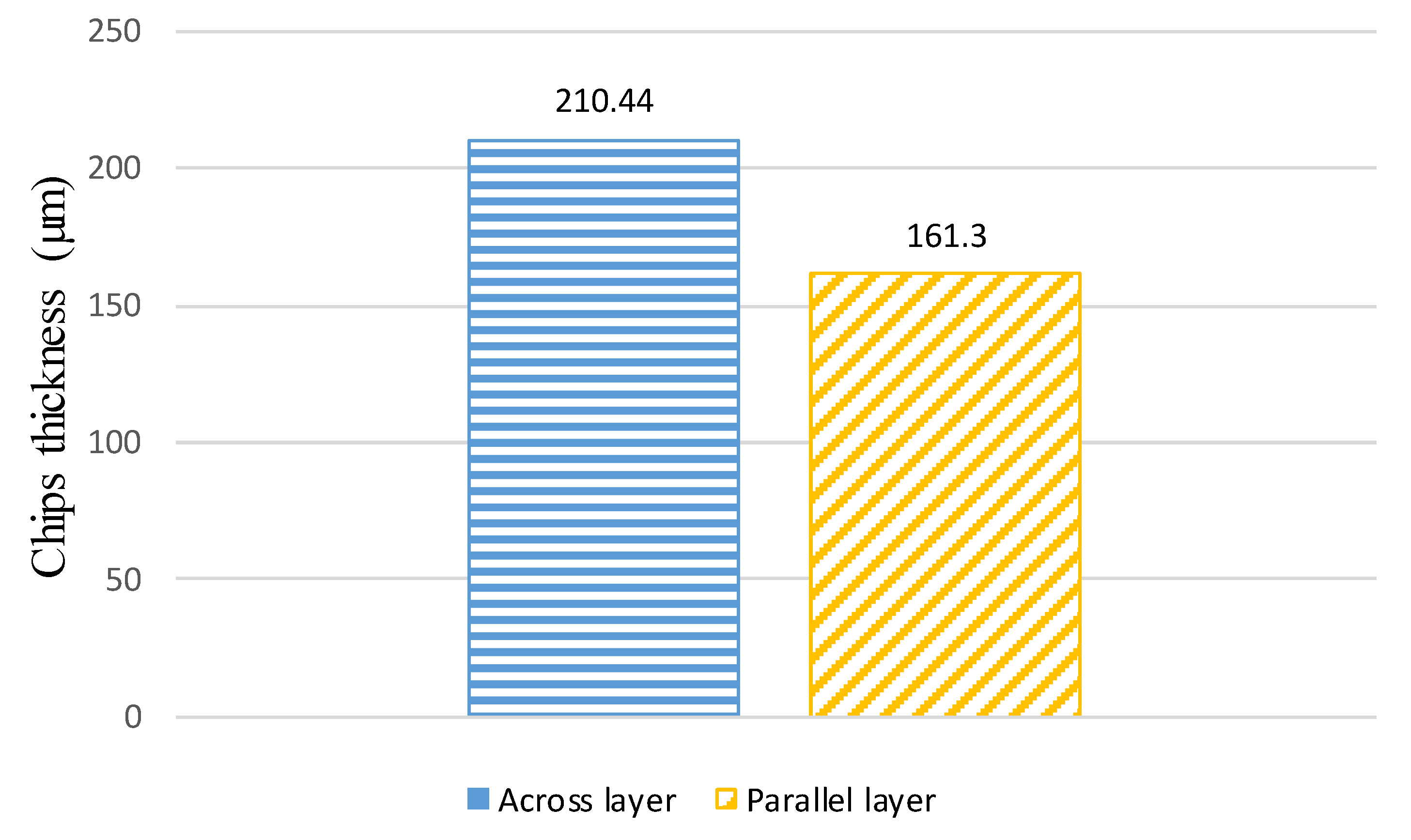
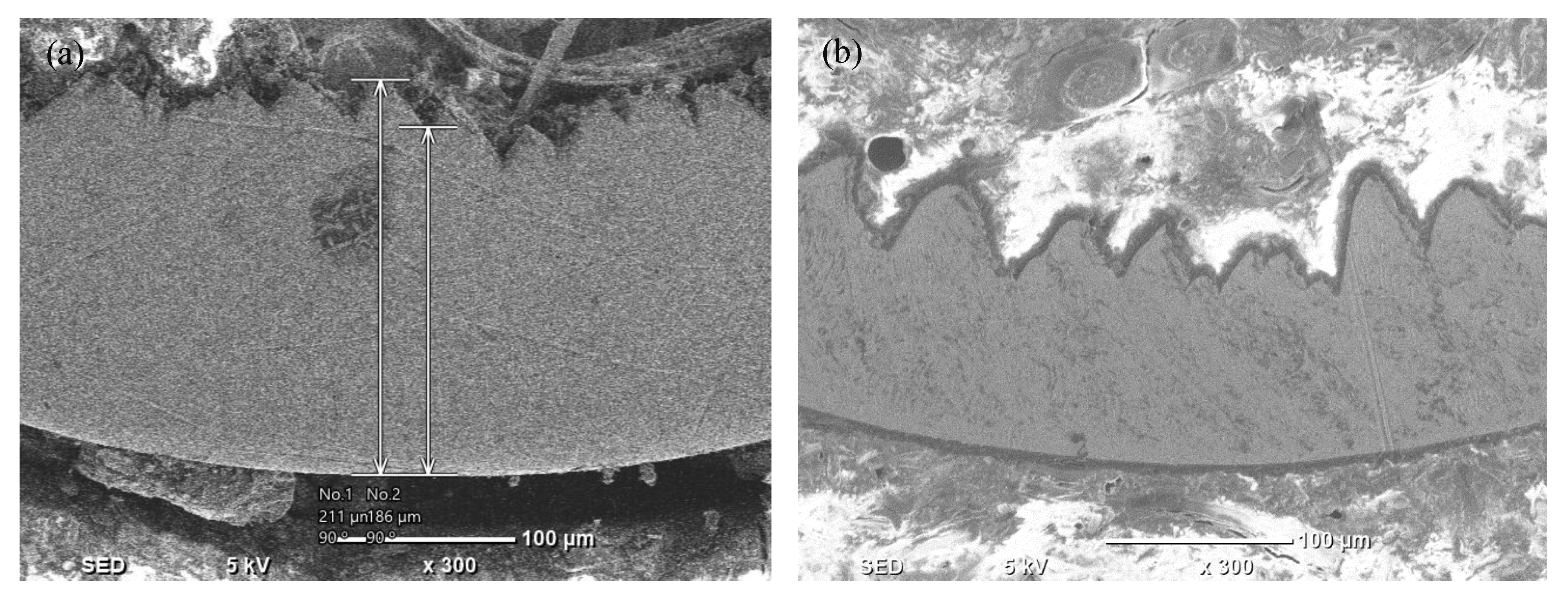
3.3. Chip Morphology
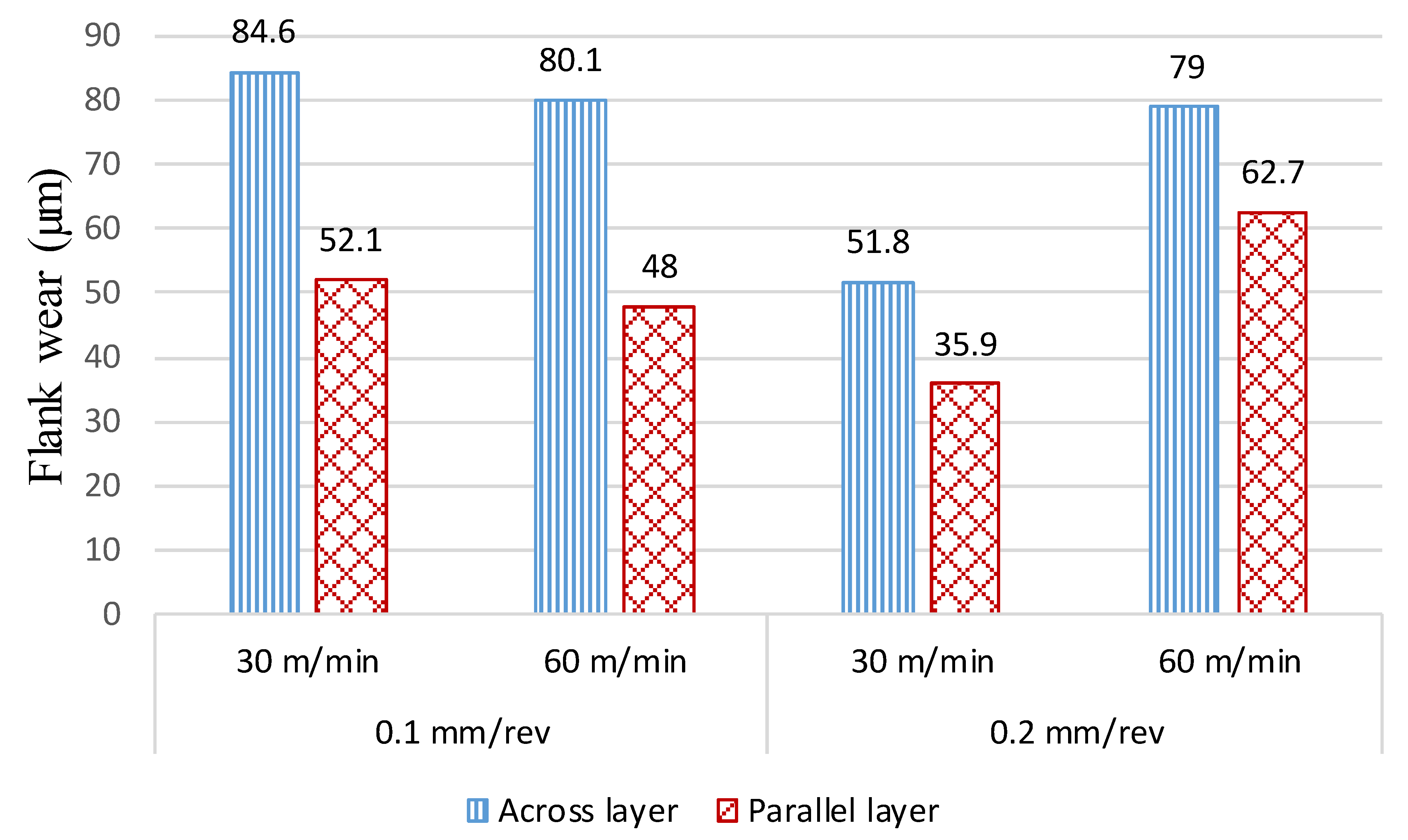
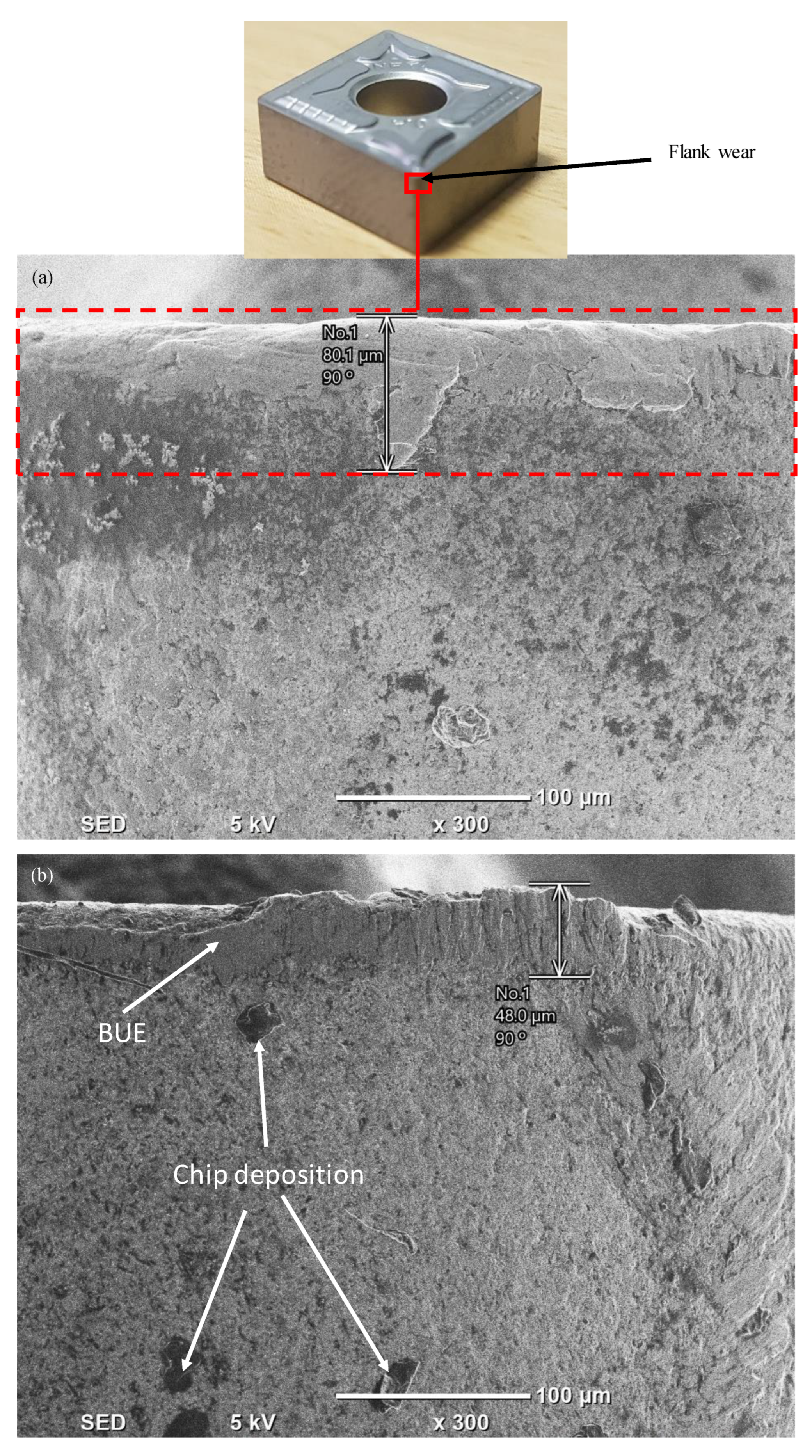
3.4. Flank Wear
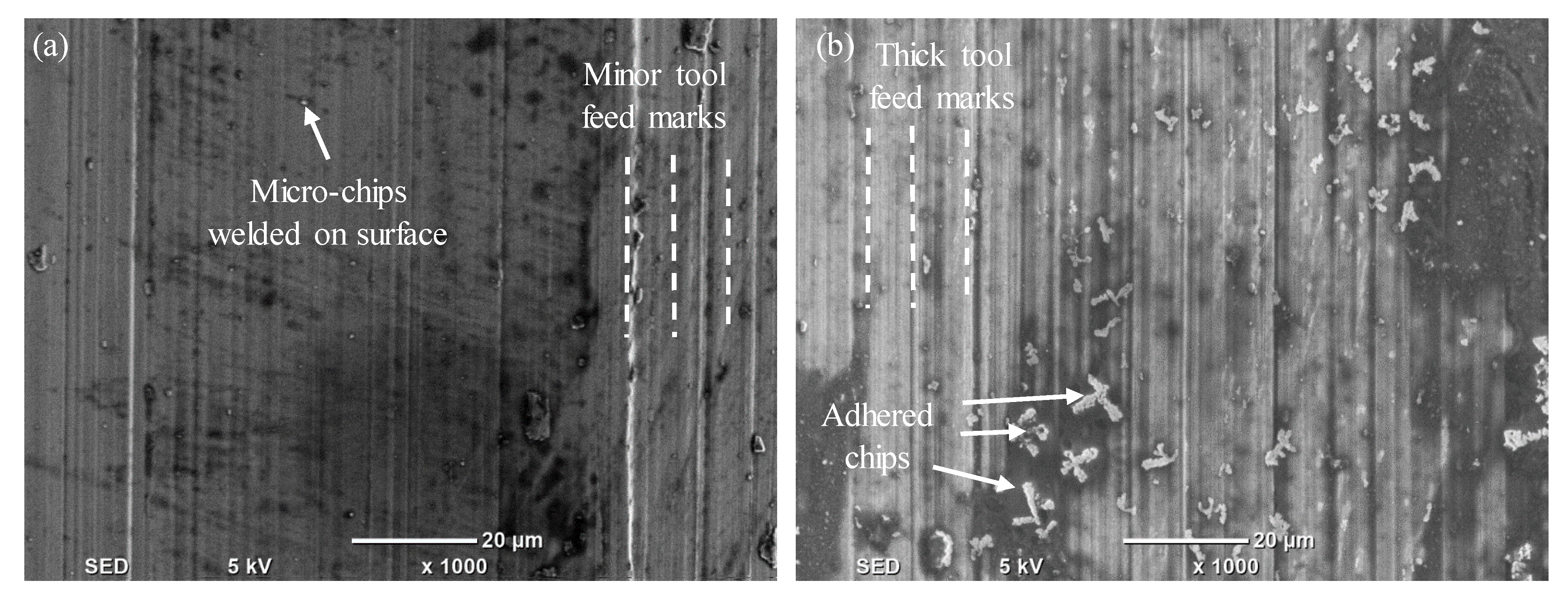
3.5. Surface Morphology
4. Conclusions
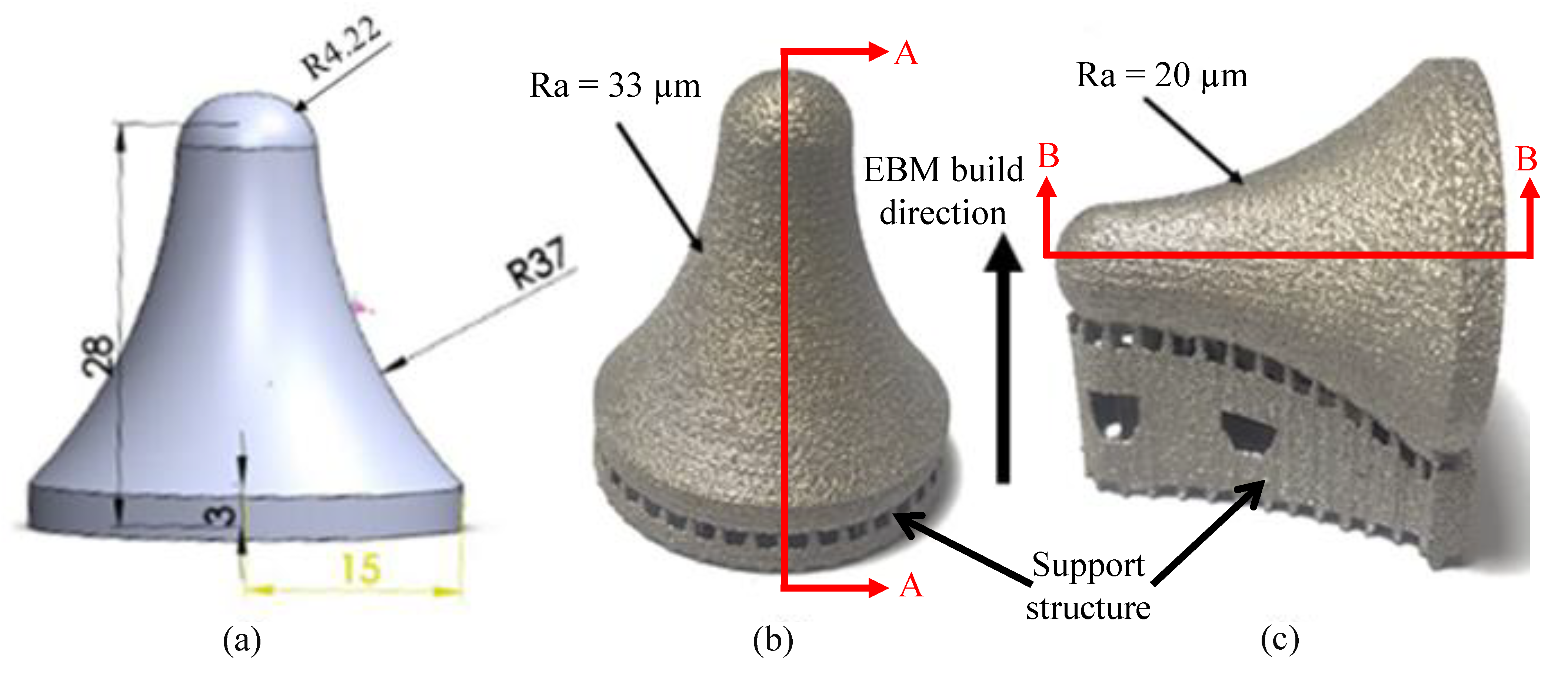
- EBM Ti6Al4V components revealed significantly higher surface roughness values for the parts printed along the AL (Ra = 33 µm) and PL (Ra = 20 µm) orientations, even when utilizing optimal ARCAM-suggested process parameters;
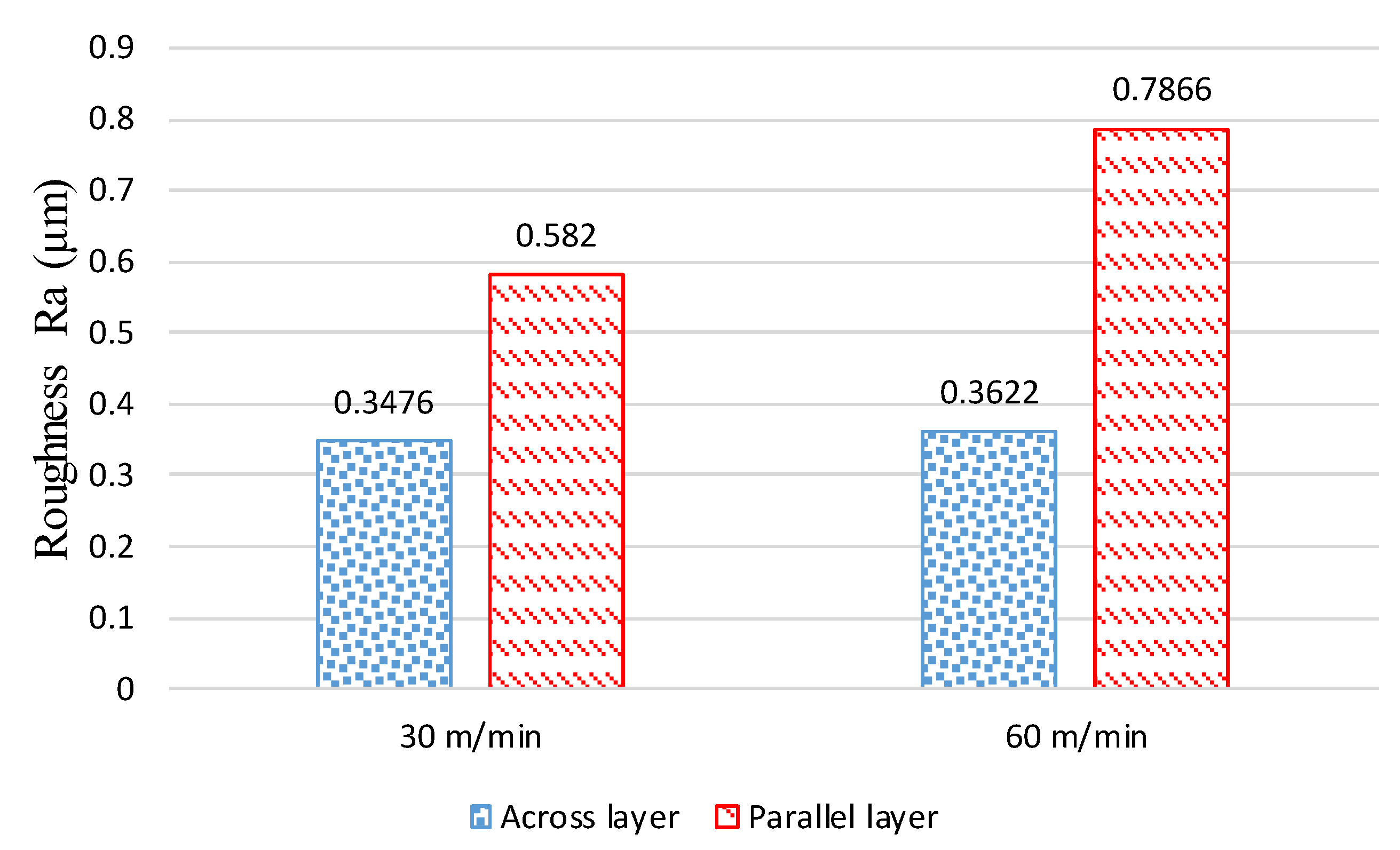
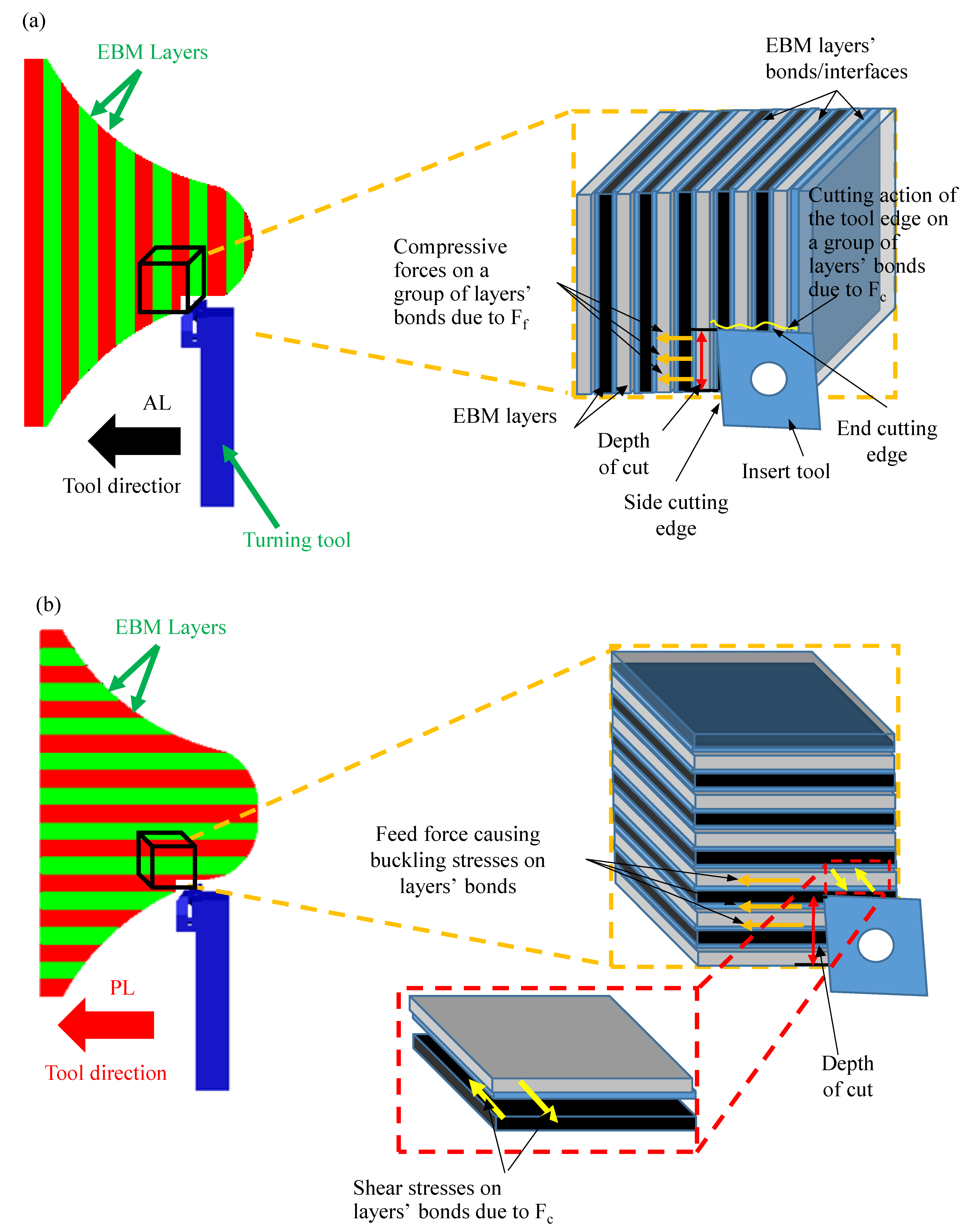
- A maximum of 54% difference was observed between the achieved roughness after turning along the PL and AL orientations. Furthermore, the surface roughness for AL orientation (Ra = 0.35 µm) was significantly reduced (improved) compared to the PL orientations (Ra = 0.79 µm). This is mostly because of the influence of the EBM layers’ orientations;
- The AL orientation showed a higher power consumption compared to the PL orientation. For instance, with the same turning parameters of V = 60 m/min, f = 0.1 mm/rev, and d = 0.2 mm, the power in the case of AL orientation was 8.96 kW, 19% higher than for PL orientations;
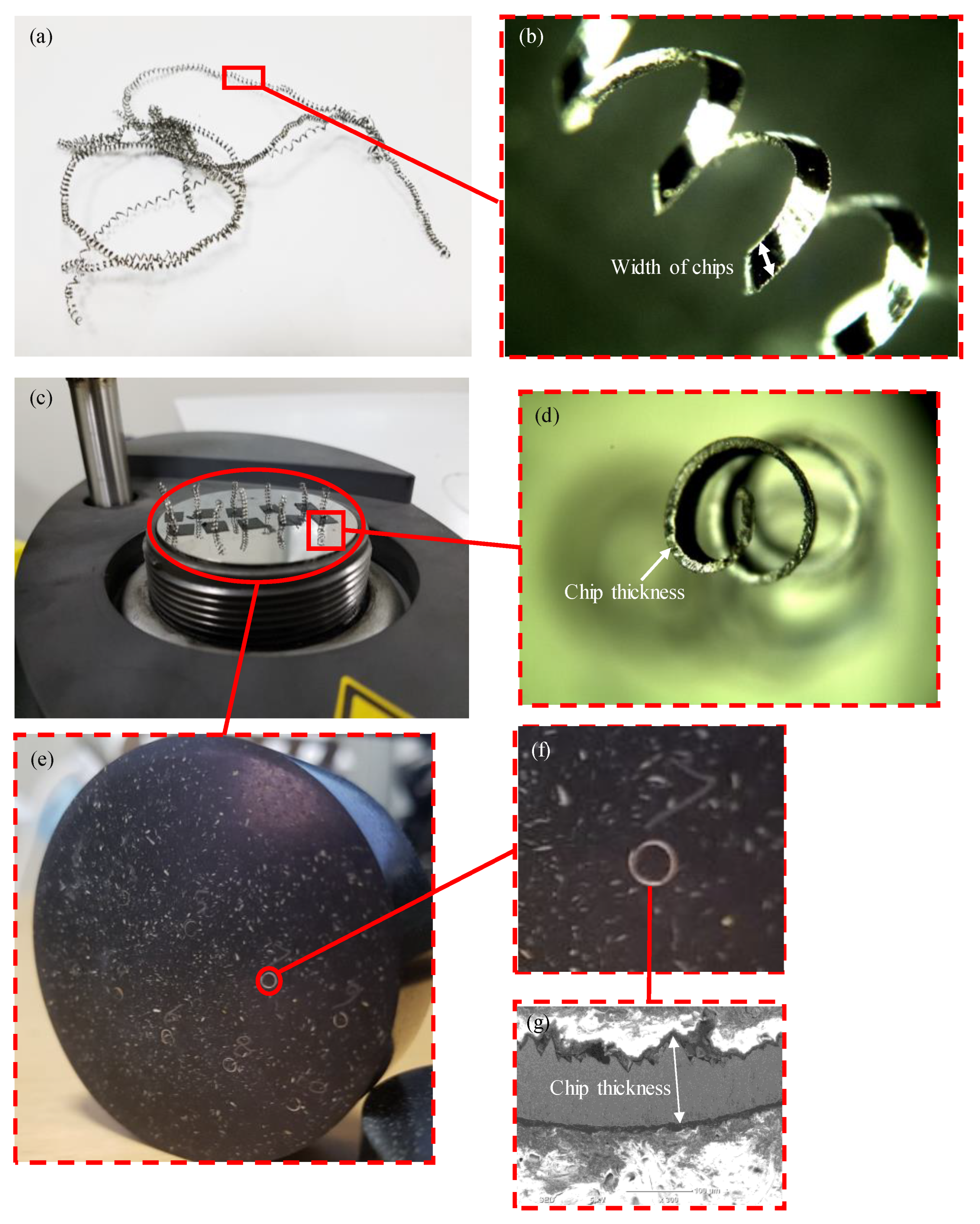
- In terms of chip morphology, AL orientation showed a higher degree of serrated saw tooth chips and thicker chips than PL orientation;
- It was observed that flank wear varies depending on the orientations of the component. AL orientation showed a high degree of flank wear but no built-up edge, while the insert used for PL orientation showed higher flank wear with BUE formation;
- The surface morphology of the turned parts revealed microchip deposition and thick tool feed marks for the PL orientation compared to a smoother morphology for the AL orientation;
- Overall, the results indicated that a superior surface finish and integrity can be attained for the Ti6Al4V EBM parts machined along the AL orientation;
- Work needs to be conducted regarding the fatigue life of the EBM samples machined across different orientations. Additionally, the accuracy of the machined parts needs to be studied for various orientations;
- Finite element analysis (FEA) should be conducted for the machining of the EBM parts while considering the bonding strength between the layers and the microstructural directional effects.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Chen, Q.; Thouas, G.A. Metallic Implant Biomaterials. Mater. Sci. Eng. R Rep. 2015, 87, 1–57. [Google Scholar] [CrossRef]
- Sun, Y.; Huang, B.; Puleo, D.A.; Schoop, J.; Jawahir, I.S. Improved Surface Integrity from Cryogenic Machining of Ti-6Al-7Nb Alloy for Biomedical Applications. Procedia CIRP 2016, 45, 63–66. [Google Scholar] [CrossRef] [Green Version]
- Stadlinger, B.; Ferguson, S.J.; Eckelt, U.; Mai, R.; Lode, A.T.; Loukota, R.; Schlottig, F. Biomechanical Evaluation of a Titanium Implant Surface Conditioned by a Hydroxide Ion Solution. Br. J. Oral Maxillofac. Surg. 2012, 50, 74–79. [Google Scholar] [CrossRef] [PubMed]
- Ezugwu, E.O.; Wang, Z.M. Titanium Alloys and Their Machinability—A Review. J. Mater. Process. Technol. 1997, 68, 262–274. [Google Scholar] [CrossRef]
- Kaur, M.; Singh, K. Review on Titanium and Titanium Based Alloys as Biomaterials for Orthopaedic Applications. Mater. Sci. Eng. C 2019, 102, 844–862. [Google Scholar] [CrossRef] [PubMed]
- Khorasani, A.M.; Goldberg, M.; Doeven, E.H.; Littlefair, G. Titanium in Biomedical Applications—Properties and Fabrication: A Review. J. Biomater. Tissue Eng. 2015, 5, 593–619. [Google Scholar] [CrossRef]
- Kunčická, L.; Kocich, R.; Lowe, T.C. Advances in Metals and Alloys for Joint Replacement. Prog. Mater. Sci. 2017, 88, 232–280. [Google Scholar] [CrossRef]
- Airao, J.; Nirala, C.K.; Bertolini, R.; Krolczyk, G.M.; Khanna, N. Sustainable Cooling Strategies to Reduce Tool Wear, Power Consumption and Surface Roughness during Ultrasonic Assisted Turning of Ti-6Al-4V. Tribol. Int. 2022, 169, 107494. [Google Scholar] [CrossRef]
- Zhang, L.C.; Liu, Y.; Li, S.; Hao, Y. Additive Manufacturing of Titanium Alloys by Electron Beam Melting: A Review. Adv. Eng. Mater. 2018, 20, 1700842. [Google Scholar] [CrossRef]
- Bertolini, R.; Lizzul, L.; Pezzato, L.; Ghiotti, A.; Bruschi, S. Improving Surface Integrity and Corrosion Resistance of Additive Manufactured Ti6Al4V Alloy by Cryogenic Machining. Int. J. Adv. Manuf. Technol. 2019, 104, 2839–2850. [Google Scholar] [CrossRef]
- Mallipeddi, D.; Hajali, T.; Rännar, L.E.; Bergström, A.; Hernandez, S.; Strandh, E.; Nyborg, L.; Krajnik, P. Surface Integrity of Machined Electron Beam Melted Ti6Al4V Alloy Manufactured with Different Contour Settings and Heat Treatment. Procedia CIRP 2020, 87, 327–332. [Google Scholar] [CrossRef]
- Safdar, A.; He, H.Z.; Wei, L.-Y.; Snis, A.; Chavez de Paz, L.E. Effect of Process Parameters Settings and Thickness on Surface Roughness of EBM Produced Ti-6Al-4V. Rapid Prototyp. J. 2012, 18, 401–408. [Google Scholar] [CrossRef]
- Razavi, S.M.J.; Van Hooreweder, B.; Berto, F. Effect of Build Thickness and Geometry on Quasi-Static and Fatigue Behavior of Ti-6Al-4V Produced by Electron Beam Melting. Addit. Manuf. 2020, 36, 101426. [Google Scholar] [CrossRef]
- Abdeen, D.H.; Palmer, B.R. Effect of Processing Parameters of Electron Beam Melting Machine on Properties of Ti-6Al-4V Parts. Rapid Prototyp. J. 2016, 22, 609–620. [Google Scholar] [CrossRef]
- Galati, M.; Minetola, P.; Rizza, G. Surface Roughness Characterisation and Analysis of the Electron Beam Melting (EBM) Process. Materials 2019, 12, 2211. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Galati, M.; Iuliano, L. A Literature Review of Powder-Based Electron Beam Melting Focusing on Numerical Simulations. Addit. Manuf. 2018, 19, 1–20. [Google Scholar] [CrossRef]
- Wang, P.; Sin, W.J.; Nai, M.L.S.; Wei, J. Effects of Processing Parameters on Surface Roughness of Additive Manufactured Ti-6Al-4V via Electron Beam Melting. Materials 2017, 10, 1121. [Google Scholar] [CrossRef] [Green Version]
- Mohammad, A.; Al-Ahmari, A.; Alfaify, A.; Khan Mohammed, M.; Mushabab Al-Ahmari, A.; AlFaify, A. Effect of Melt Parameters on Density and Surface Roughness in Electron Beam Melting of Gamma Titanium Aluminide Alloy Modelling and Optimization While Machining Particle Reinforced Alumina Based Metal Matrix Composites View Project Development and Evaluation of Virtual Manufacturing Assembly Simulation System (VMASS) View Project Rapid Prototyping Journal Effect of Melt Parameters on Density and Surface Roughness in Electron Beam Melting of Gamma Titanium Aluminide Alloy Article Information. Artic. Rapid Prototyp. J. 2017, 23, 474–485. [Google Scholar] [CrossRef]
- Al-Bermani, S.S.; Blackmore, M.L.; Zhang, W.; Todd, I. The Origin of Microstructural Diversity, Texture, and Mechanical Properties in Electron Beam Melted Ti-6Al-4V. Metall. Mater. Trans. A Phys. Metall. Mater. Sci. 2010, 41, 3422–3434. [Google Scholar] [CrossRef]
- The Importance of Surface Finish in Components for The Aerospace and Medical Industries. Available online: https://www.slideshare.net/nuclead/the-importance-of-surface-finish-in-components-for-the-aerospace-and-medical-industries (accessed on 21 September 2020).
- Galanis, N.I.; Manolakos, D.E. Surface Roughness of Manufactured Femoral Heads with High Speed Turning. Int. J. Mach. Mach. Mater. 2009, 5, 371–382. [Google Scholar] [CrossRef]
- Bertolini, R.; Lizzul, L.; Bruschi, S.; Ghiotti, A. On the Surface Integrity of Electron Beam Melted Ti6Al4V after Machining. Procedia CIRP 2019, 82, 326–331. [Google Scholar] [CrossRef]
- Bordin, A.; Bruschi, S.; Ghiotti, A.; Bucciotti, F.; Facchini, L. Comparison between Wrought and EBM Ti6Al4V Machinability Characteristics. Key Eng. Mater. 2014, 611–612, 1186–1193. [Google Scholar] [CrossRef]
- Le Coz, G.; Fischer, M.; Piquard, R.; D’Acunto, A.; Laheurte, P.; Dudzinski, D. Micro Cutting of Ti-6Al-4V Parts Produced by SLM Process. Procedia CIRP 2017, 58, 228–232. [Google Scholar] [CrossRef]
- Li, G.; Rashid, R.A.R.; Ding, S.; Sun, S.; Palanisamy, S. Machinability Analysis of Finish-Turning Operations for Ti6Al4V Tubes Fabricated by Selective Laser Melting. Metals 2022, 12, 806. [Google Scholar] [CrossRef]
- Sartori, S.; Bordin, A.; Bruschi, S.; Ghiotti, A. Machinability of the EBM Ti6Al4V in Cryogenic Turning. Key Eng. Mater. 2015, 651–653, 1183–1188. [Google Scholar] [CrossRef]
- Anwar, S.; Ahmed, N.; Pervaiz, S.; Ahmad, S.; Mohammad, A.; Saleh, M. On the Turning of Electron Beam Melted Gamma-TiAl with Coated and Uncoated Tools: A Machinability Analysis. J. Mater. Process. Technol. 2020, 282, 116664. [Google Scholar] [CrossRef]
- Anwar, S.; Ahmed, N.; Abdo, B.M.; Pervaiz, S.; Chowdhury, M.A.K.; Alahmari, A.M. Electron Beam Melting of Gamma Titanium Aluminide and Investigating the Effect of EBM Layer Orientation on Milling Performance. Int. J. Adv. Manuf. Technol. 2018, 96, 3093–3107. [Google Scholar] [CrossRef]
- Dabwan, A.; Anwar, S.; Al-Samhan, A.; Nasr, M. On the Effect of Electron Beam Melted Ti6Al4V Part Orientations during Milling. Metals 2020, 10, 1172. [Google Scholar] [CrossRef]
- Dabwan, A.; Anwar, S.; Al-Samhan, A.M.; Nasr, M.M.; AlFaify, A. On the Influence of Heat Treatment in Suppressing the Layer Orientation Effect in Finishing of Electron Beam Melted Ti6Al4V. Int. J. Adv. Manuf. Technol. 2022, 118, 3035–3048. [Google Scholar] [CrossRef]
- Dabwan, A.; Anwar, S.; Al-Samhan, A.M.; AlFaify, A.; Nasr, M.M. Investigations on the Effect of Layers’ Thickness and Orientations in the Machining of Additively Manufactured Stainless Steel 316L. Materials 2021, 14, 1797. [Google Scholar] [CrossRef]
- Lizzul, L.; Bertolini, R.; Ghiotti, A.; Bruschi, S. Turning of Additively Manufactured Ti6al4v: Effect of the Highly Oriented Microstructure on the Surface Integrity. Materials 2021, 14, 2842. [Google Scholar] [CrossRef] [PubMed]
- Ameen, W.; Al-Ahmari, A.; Mohammed, M.K. Self-Supporting Overhang Structures Produced by Additive Manufacturing through Electron Beam Melting. Int. J. Adv. Manuf. Technol. 2019, 104, 2215–2232. [Google Scholar] [CrossRef]
- Umer, U.; Ameen, W.; Abidi, M.H.; Moiduddin, K.; Alkhalefah, H.; Alkahtani, M.; Al-Ahmari, A. Modeling the Effect of Different Support Structures in Electron Beam Melting of Titanium Alloy Using Finite Element Models. Metals 2019, 9, 806. [Google Scholar] [CrossRef] [Green Version]
- Ameen, W.; Al-Ahmari, A.; Mohammed, M.K.; Abdulhameed, O.; Umer, U.; Moiduddin, K. Design, Finite Element Analysis (FEA), and Fabrication of Custom Titanium Alloy Cranial Implant Using Electron Beam Melting Additive Manufacturing. Adv. Prod. Eng. Manag. 2018, 13, 267–278. [Google Scholar] [CrossRef] [Green Version]
- Bordin, A.; Sartori, S.; Bruschi, S.; Ghiotti, A. Experimental Investigation on the Feasibility of Dry and Cryogenic Machining as Sustainable Strategies When Turning Ti6Al4V Produced by Additive Manufacturing. J. Clean. Prod. 2017, 142, 4142–4151. [Google Scholar] [CrossRef]
- Bruschi, S.; Bertolini, R.; Bordin, A.; Medea, F.; Ghiotti, A. Influence of the Machining Parameters and Cooling Strategies on the Wear Behavior of Wrought and Additive Manufactured Ti6Al4V for Biomedical Applications. Tribol. Int. 2016, 102, 133–142. [Google Scholar] [CrossRef]
- Hıs¸man, Y.; Çelik, H.; Kilickap, E.; Güney, M. Investigation of Cutting Parameters Affecting on Tool Wear and Surface Roughness in Dry Turning of Ti-6Al-4V Using CVD and PVD Coated Tools. J. Braz. Soc. Mech. Sci. Eng. 2017, 39, 2085–2093. [Google Scholar] [CrossRef]
- Pervaiz, S.; Deiab, I.; Darras, B. Power Consumption and Tool Wear Assessment When Machining Titanium Alloys. Int. J. Precis. Eng. Manuf. 2013, 14, 925. [Google Scholar] [CrossRef]
- Al-Ghamdi, K.A.; Iqbal, A. A Sustainability Comparison between Conventional and High-Speed Machining. J. Clean. Prod. 2015, 108, 192–206. [Google Scholar] [CrossRef]
- Abdo, B.M.A.; El-Tamimi, A.M.; Anwar, S.; Umer, U.; Alahmari, A.M.; Ghaleb, M.A. Experimental Investigation and Multi-Objective Optimization of Nd:YAG Laser Micro-Channeling Process of Zirconia Dental Ceramic. Int. J. Adv. Manuf. Technol. 2018, 98, 2213–2230. [Google Scholar] [CrossRef]
- Dambhare, S.; Deshmukh, S.; Borade, A.; Digalwar, A.; Phate, M. Sustainability Issues in Turning Process: A Study in Indian Machining Industry. Procedia CIRP 2015, 26, 379–384. [Google Scholar] [CrossRef] [Green Version]
- Syam, I.; Fitriadi, N.; Lindawati; Mukhsan; Isma. A Performance of Power System Installation Tool Kits Electricity 1 ɸ and 3 ɸ As Practicum Kits at the Power Electronics Laboratory. J. Inotera 2020, 5, 120–128. [Google Scholar] [CrossRef]
- Chijioke, J.; Uju, I.U.; Atuchukwu, J. A Automatic Power Factor Correction for Variable Inductive Load Industries: A Case Study of Resources Improvement and Manufacturing Company Ltd. (Rimco). Iconic Res. Eng. J. 2019, 3, 1–8. Available online: https://www.researchgate.net/profile/John-Atuchukwu/publication/343833481_Automatic_Power_Factor_Correction_for_Variable_Inductive_Load_Industries_A_Case_Study_of_Resources_Improvement_and_Manufacturing_Company_Ltd_Rimco/links/5f43c5fea6fdcccc43f5864b/Automatic-Power-Factor-Correction-for-Variable-Inductive-Load-Industries-A-Case-Study-of-Resources-Improvement-and-Manufacturing-Company-Ltd-Rimco.pdf (accessed on 6 March 2023).
- Bhuiyan, M.S.H.; Choudhury, I.A.; Dahari, M. Monitoring the Tool Wear, Surface Roughness and Chip Formation Occurrences Using Multiple Sensors in Turning. J. Manuf. Syst. 2014, 33, 476–487. [Google Scholar] [CrossRef]
- Maruda, R.W.; Krolczyk, G.M.; Niesłony, P.; Krolczyk, J.B.; Legutko, S. Chip Formation Zone Analysis during the Turning of Austenitic Stainless Steel 316L under MQCL Cooling Condition. Procedia Eng. 2016, 149, 297–304. [Google Scholar] [CrossRef] [Green Version]
- Kumar, M.; Kumar, A.; Ji, H.; Song, Q.; Liu, Z.; Cai, W.; Mia, M.; Khanna, N. Impact of Layer Rotation on Micro-Structure, Grain Size, Surface Integrity and Mechanical Behaviour of SLM Al-Si-10Mg Alloy. Integr. Med. Res. 2020, 9, 9506–9522. [Google Scholar] [CrossRef]
- Airao, J.; Nirala, C.K. Machinability of Ti-6Al-4V and Nimonic-90 in Ultrasonic-Assisted Turning under Sustainable Cutting Fluid. Mater. Today Proc. 2022, 62, 7396–7400. [Google Scholar] [CrossRef]
- Outeiro, J.; Cheng, W.; Chinesta, F.; Ammar, A. Modelling and Optimization of Machining of Ti-6Al-4V Titanium Alloy Using Machine Learning and Design of Experiments Methods. J. Manuf. Mater. Process. 2022, 6, 58. [Google Scholar] [CrossRef]
- Wang, B.; Liu, Z. Evaluation on Fracture Locus of Serrated Chip Generation with Stress Triaxiality in High Speed Machining of Ti6Al4V. Mater. Des. 2016, 98, 68–78. [Google Scholar] [CrossRef]
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | % |
|---|---|
| Al | 6.04 |
| V | 4.05 |
| C | 0.013 |
| Fe | 0.0107 |
| O | 0.13 |
| Ti | Balance/Base |
| Parameters of EBM | Values |
|---|---|
| Powder layer thickness | 0.05 mm |
| Preheat temperature | 750 °C |
| Electron beam diameter | 200 μm |
| Scan speed | 4530 mm/s |
| Beam current | 15 mA |
| Acceleration voltage | 60 kV |
| Line offset | 0.1 Mm |
| Solidus temperature | 1878 K |
| Focus offset | 3 mA |
| Liquidus temperature | 1928 K |
| Process Parameters | Symbols | Units | Values |
|---|---|---|---|
| Feed rate | f | mm/rev | 0.1, 0.2 |
| Depth of cut | d | mm | 0.2 |
| Cutting speed | V | m/min | 30, 60 |
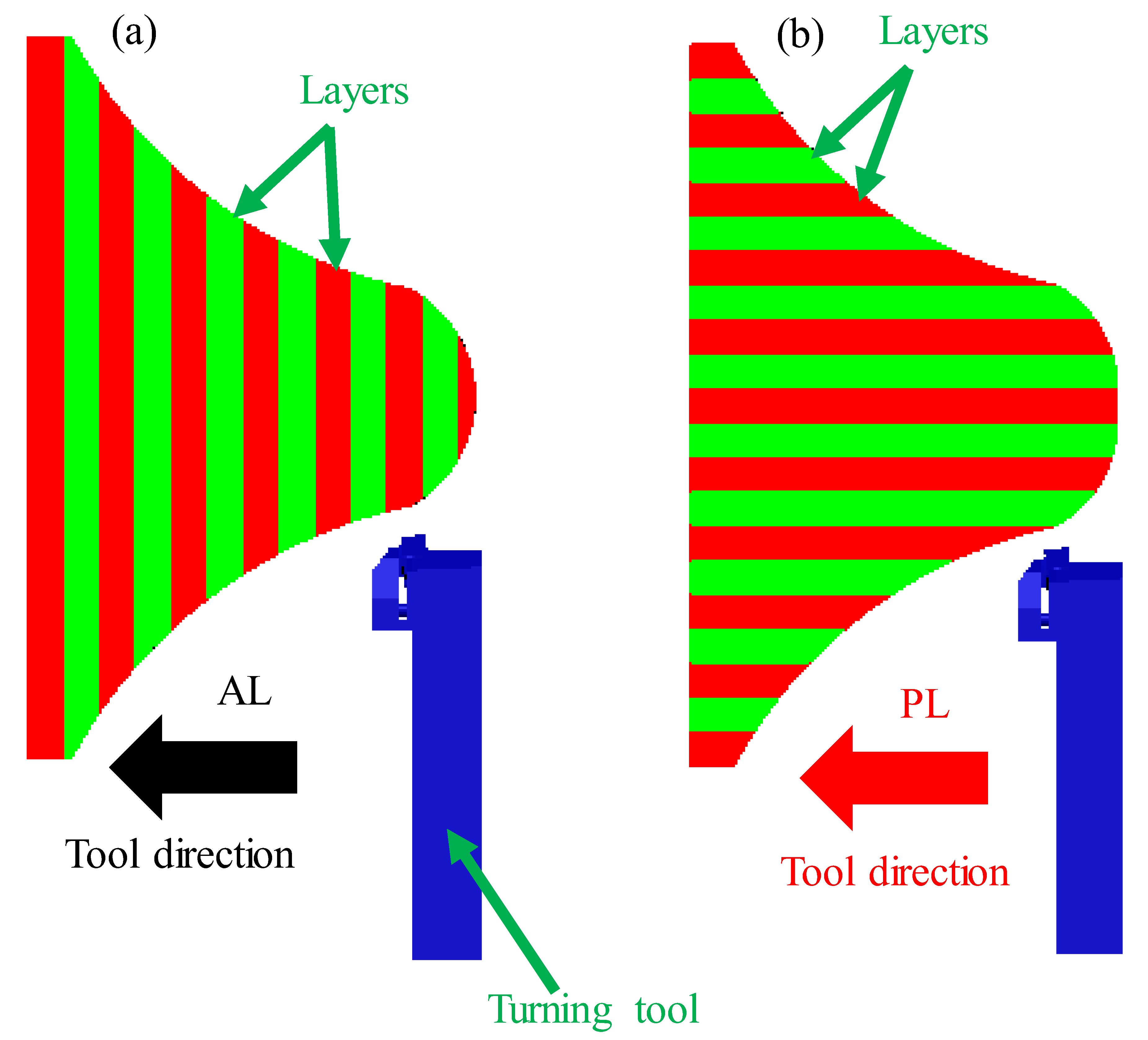
| Part/layers orientation | - | - | AL, PL |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Dabwan, A.; Anwar, S.; Al-Samhan, A.M.; Alqahtani, K.N.; Nasr, M.M.; Kaid, H.; Ameen, W. CNC Turning of an Additively Manufactured Complex Profile Ti6Al4V Component Considering the Effect of Layer Orientations. Processes 2023, 11, 1031. https://doi.org/10.3390/pr11041031
Dabwan A, Anwar S, Al-Samhan AM, Alqahtani KN, Nasr MM, Kaid H, Ameen W. CNC Turning of an Additively Manufactured Complex Profile Ti6Al4V Component Considering the Effect of Layer Orientations. Processes. 2023; 11(4):1031. https://doi.org/10.3390/pr11041031
Chicago/Turabian StyleDabwan, Abdulmajeed, Saqib Anwar, Ali M. Al-Samhan, Khaled N. Alqahtani, Mustafa M. Nasr, Husam Kaid, and Wadea Ameen. 2023. "CNC Turning of an Additively Manufactured Complex Profile Ti6Al4V Component Considering the Effect of Layer Orientations" Processes 11, no. 4: 1031. https://doi.org/10.3390/pr11041031
APA StyleDabwan, A., Anwar, S., Al-Samhan, A. M., Alqahtani, K. N., Nasr, M. M., Kaid, H., & Ameen, W. (2023). CNC Turning of an Additively Manufactured Complex Profile Ti6Al4V Component Considering the Effect of Layer Orientations. Processes, 11(4), 1031. https://doi.org/10.3390/pr11041031