
Analyzing SPIF Product Characteristics Using Full Factorial Design-Integrated PCA Approach


Abstract
:1. Introduction
2. Materials and Methods
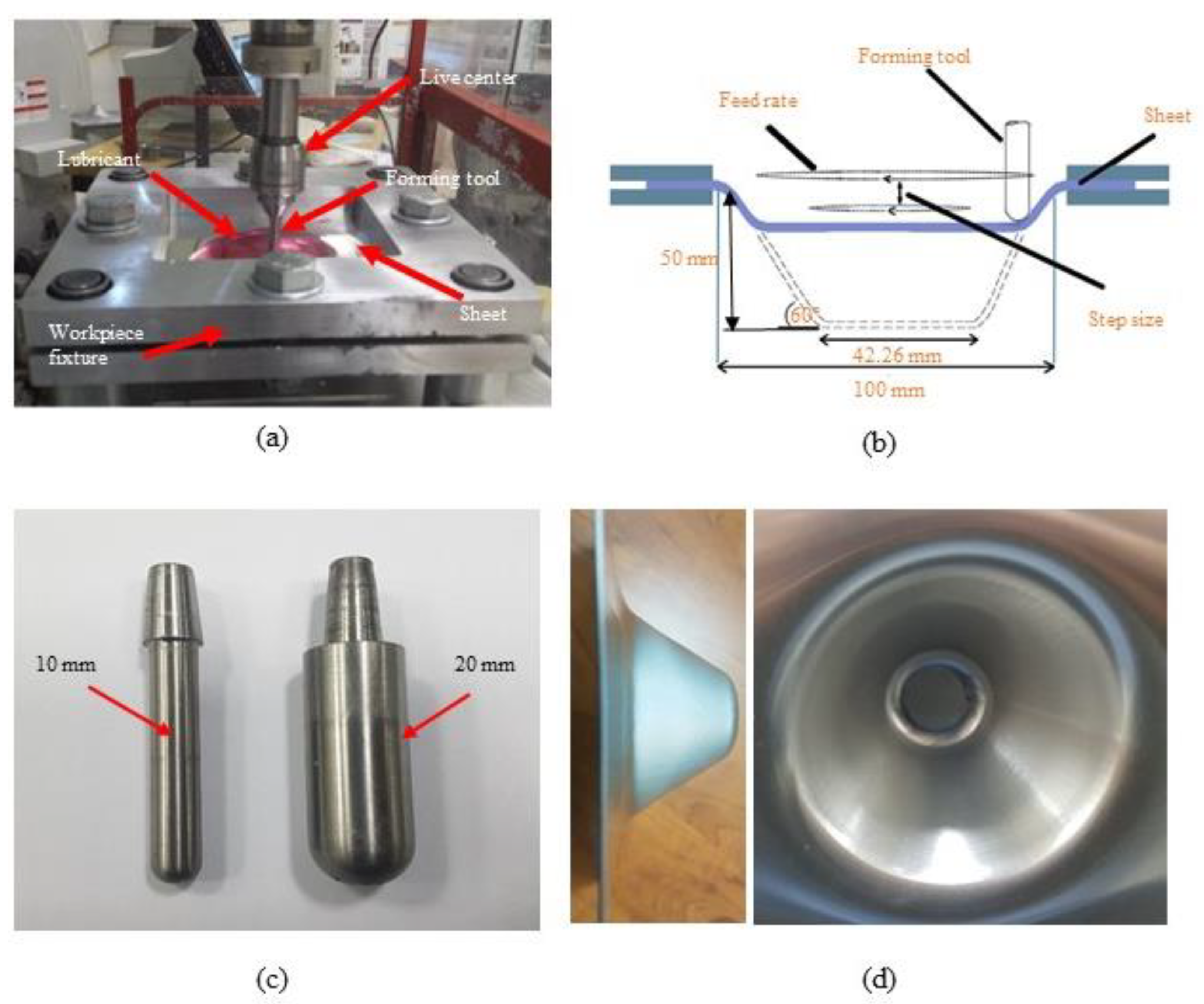
2.1. Experiment Setup
2.2. Measurements
2.2.1. Force Measurement
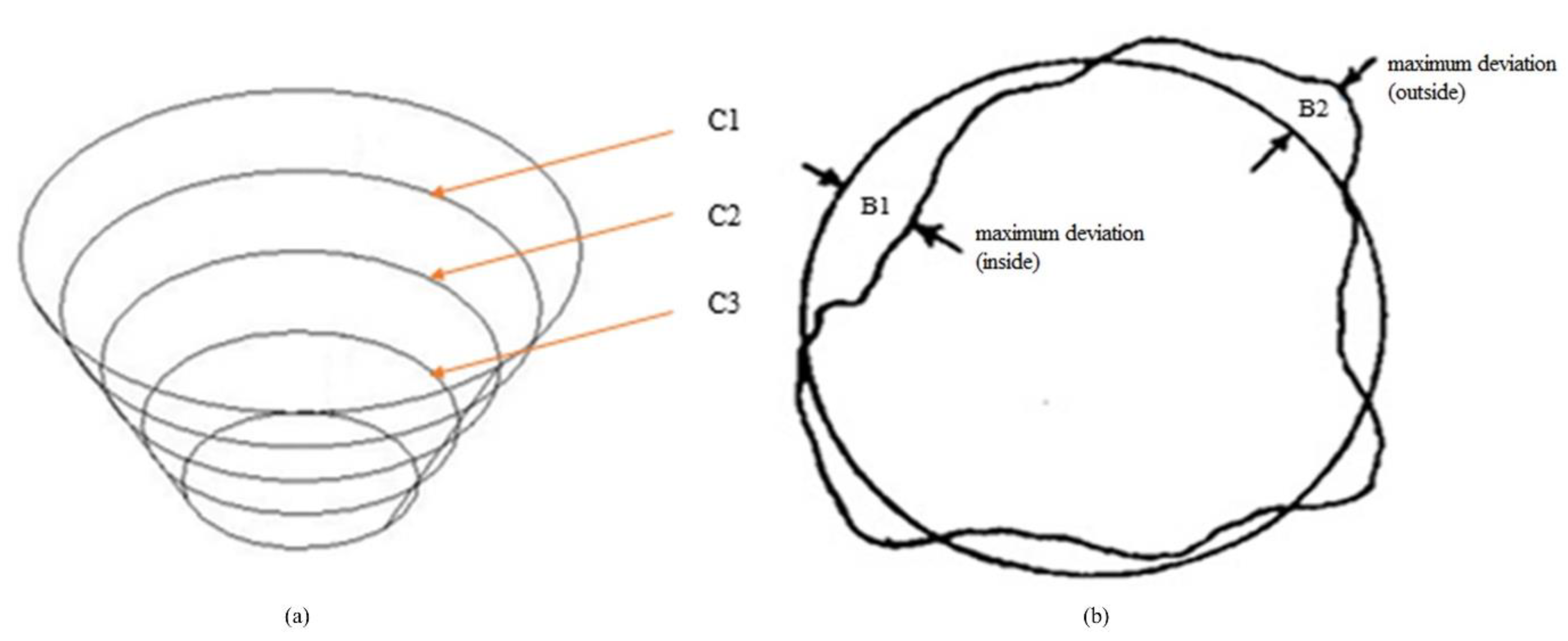
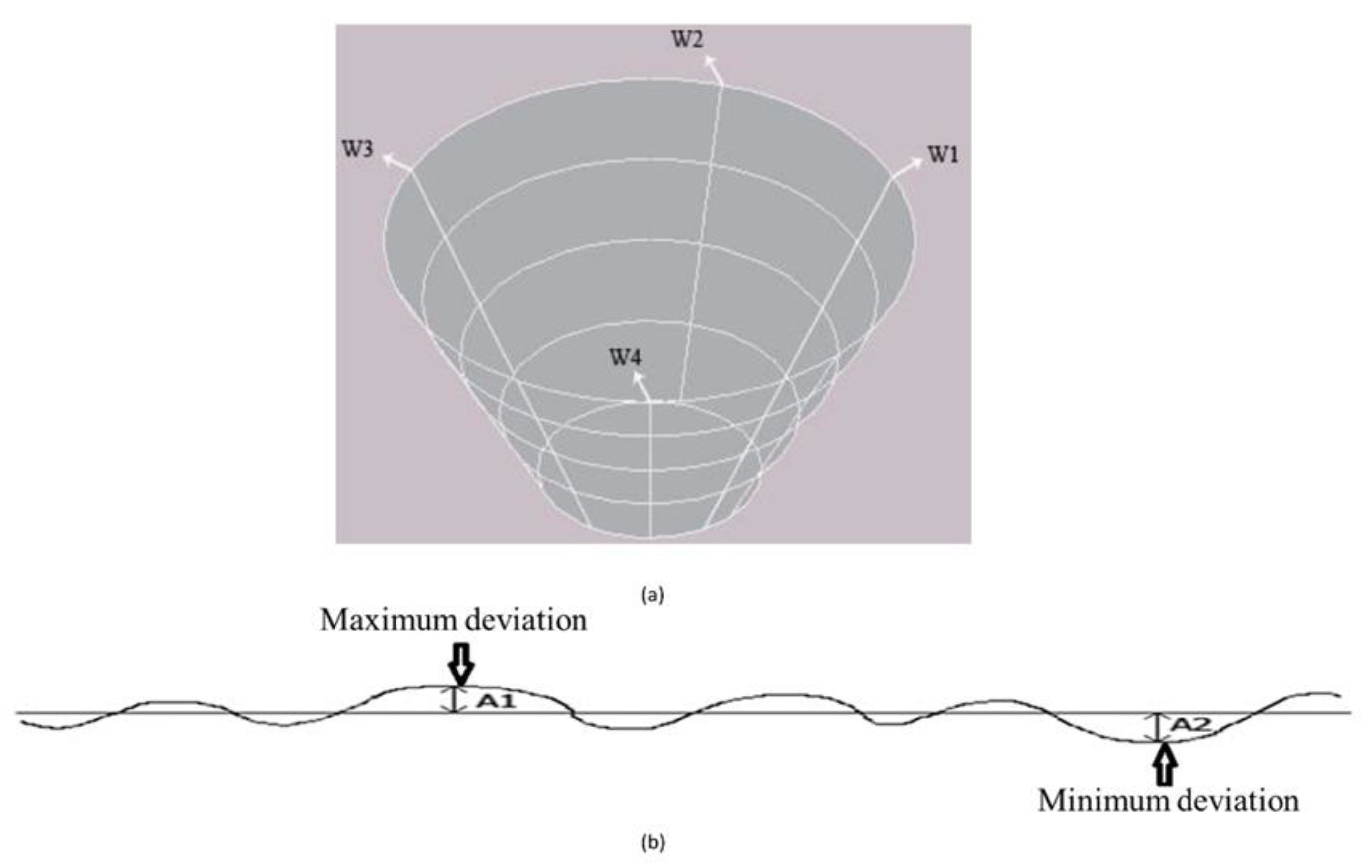
2.2.2. Profile Accuracy Measurement
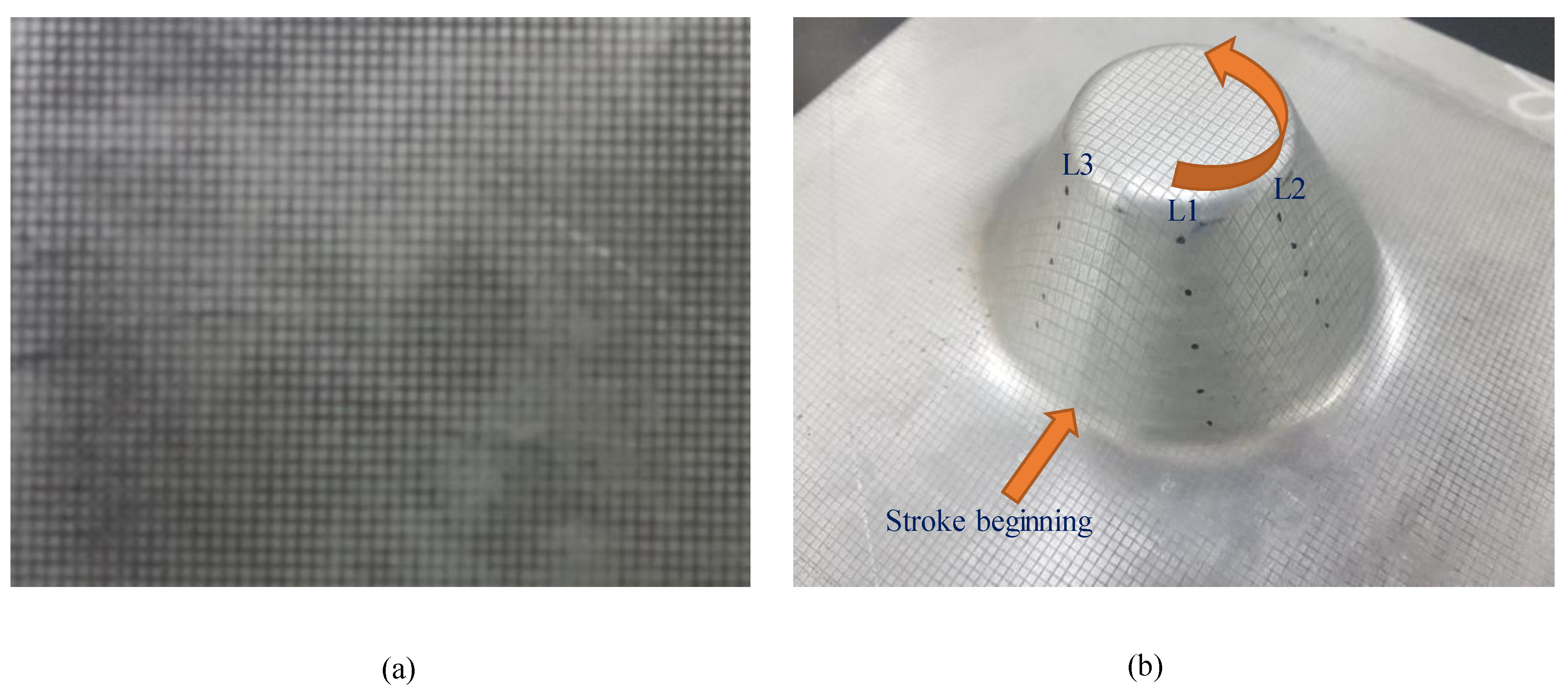
2.2.3. Measuring Strain
2.2.4. Measuring Roughness
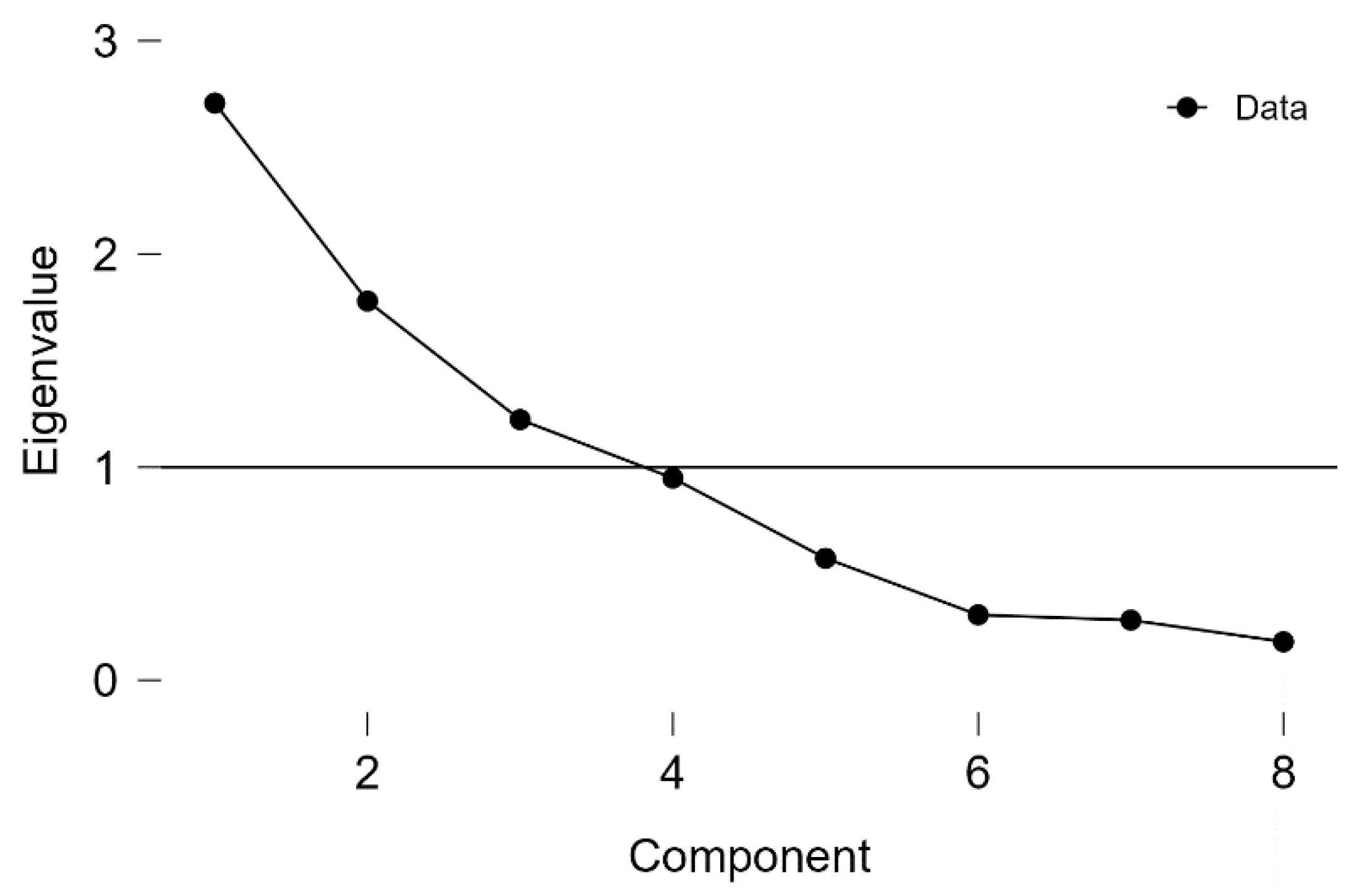
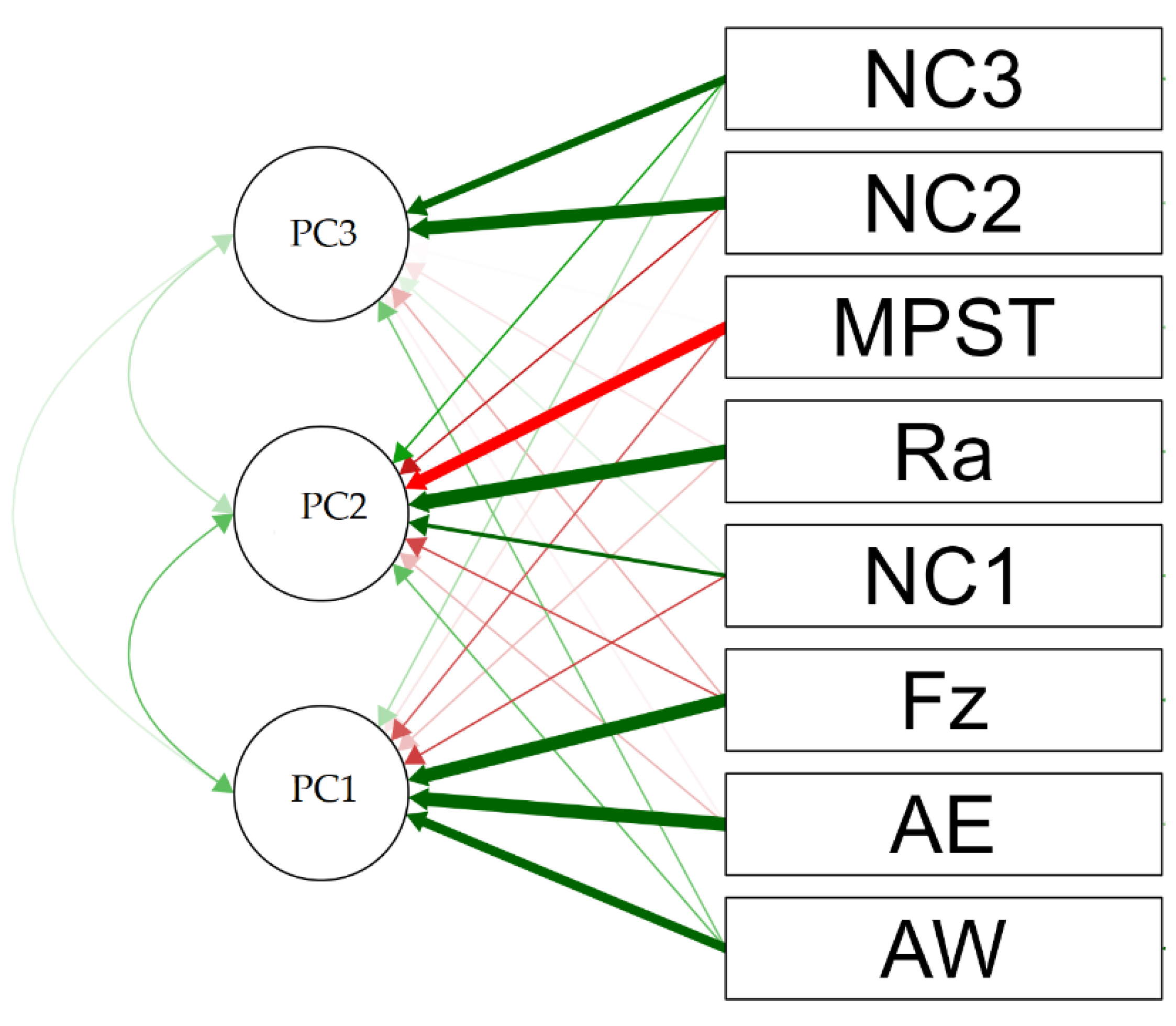
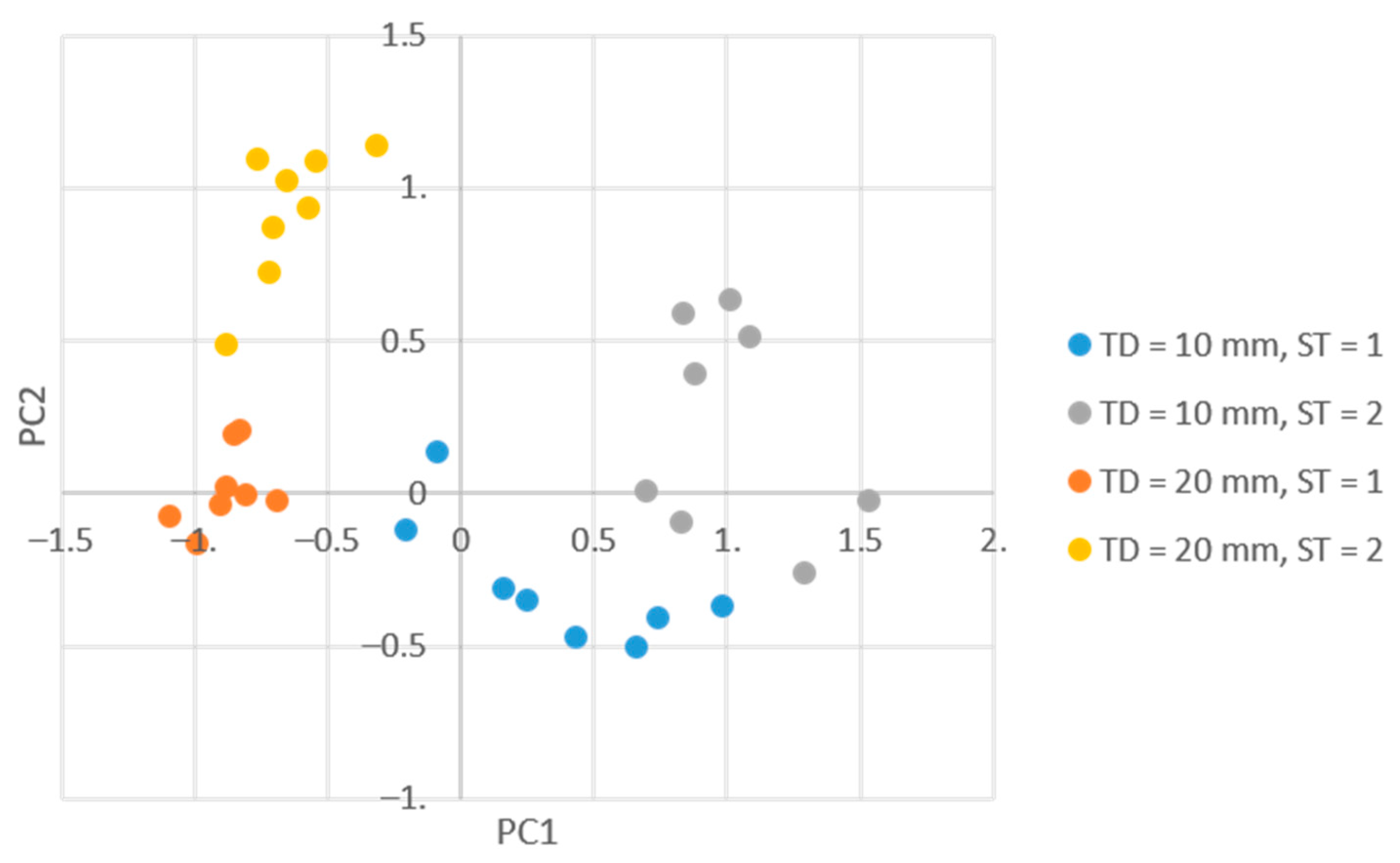
2.3. Principal Component Analysis (PCA)
3. Results and Discussion
4. Conclusions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Jeswiet, J.; Micari, F.; Hirt, G.; Bramley, A.; Duflou, J.; Allwood, J. Asymmetric Single Point Incremental Forming of Sheet Metal. CIRP Ann. 2005, 54, 88–114. [Google Scholar] [CrossRef]
- Leszak, E. Apparatus and Process for Incremental Dieless Forming. U.S. Patent US3342051A1, 19 September 1967. [Google Scholar]
- Chinnaiyan, P.; Jeevanantham, A. Multi-Objective Optimization of Single Point Incremental Sheet Forming of AA5052 Using Taguchi Based Grey Relational Analysis Coupled with Principal Component Analysis. Int. J. Precis. Eng. Manuf. 2014, 15, 2309–2316. [Google Scholar] [CrossRef]
- Attanasio, A.; Ceretti, E.; Giardini, C.; Mazzoni, L. Asymmetric Two Points Incremental Forming: Improving Surface Quality and Geometric Accuracy by Tool Path Optimization. J. Mater. Process. Technol. 2008, 197, 59–67. [Google Scholar] [CrossRef]
- Ambrogio, G.; Costantino, I.; De Napoli, L.; Filice, L.; Fratini, L.; Muzzupappa, M. Influence of Some Relevant Process Parameters on the Dimensional Accuracy in Incremental Forming: A Numerical and Experimental Investigation. J. Mater. Process. Technol. 2004, 153, 501–507. [Google Scholar] [CrossRef]
- Ambrogio, G.; Cozza, V.; Filice, L.; Micari, F. An Analytical Model for Improving Precision in Single Point Incremental Forming. J. Mater. Process. Technol. 2007, 191, 92–95. [Google Scholar] [CrossRef]
- Petek, A.; Kuzman, K.; Kopač, J. Deformations and Forces Analysis of Single Point Incremental Sheet Metal Forming. Arch. Mater. Sci. Eng. 2009, 35, 107–116. [Google Scholar]
- Hussain, G.; Lin, G.; Hayat, N. Improving Profile Accuracy in SPIF Process through Statistical Optimization of Forming Parameters. J. Mech. Sci. Technol. 2011, 25, 177–182. [Google Scholar] [CrossRef]
- Kumar, N.; Belokar, R.M. Experimental Investigation of Geometric Accuracy in Single Point Incremental Forming Process of an Aluminium Alloy. Int. J. Mater. Eng. Innov. 2019, 10, 46–59. [Google Scholar] [CrossRef]
- Ham, M.; Jeswiet, J. Single Point Incremental Forming and the Forming Criteria for AA3003. CIRP Ann. 2006, 55, 241–244. [Google Scholar] [CrossRef]
- Kurra, S.; Rahman, N.H.; Regalla, S.P.; Gupta, A.K. Modeling and Optimization of Surface Roughness in Single Point Incremental Forming Process. J. Mater. Res. Technol. 2015, 4, 304–313. [Google Scholar] [CrossRef]
- Mulay, A.; Ben, S.; Ismail, S.; Kocanda, A. Experimental Investigations into the Effects of SPIF Forming Conditions on Surface Roughness and Formability by Design of Experiments. J. Braz. Soc. Mech. Sci. Eng. 2017, 39, 3997–4010. [Google Scholar] [CrossRef]
- Gulati, V.; Aryal, A.; Katyal, P.; Goswami, A. Process Parameters Optimization in Single Point Incremental Forming. J. Inst. Eng. (India) Ser. C 2016, 97, 185–193. [Google Scholar] [CrossRef]
- Eyckens, P.; Belkassem, B.; Henrard, C.; Gu, J.; Sol, H.; Habraken, A.M.; Duflou, J.R.; Van Bael, A.; Van Houtte, P. Strain Evolution in the Single Point Incremental Forming Process: Digital Image Correlation Measurement and Finite Element Prediction. Int. J. Mater. Form. 2011, 4, 55–71. [Google Scholar] [CrossRef]
- Yang, M.; Yao, Z.; Li, Y.; Li, P.; Cui, F.; Bai, L. Study on Thickness Thinning Ratio of the Forming Parts in Single Point Incremental Forming Process. Adv. Mater. Sci. Eng. 2018, 2018, 2927189. [Google Scholar] [CrossRef]
- Giuliano, G.; Corrado, A.; Polini, W. A Geometric Algorithm to Evaluate the Thickness Distribution of Stretched Sheets through Finite Element Analysis. Appl. Sci. 2021, 11, 1905. [Google Scholar] [CrossRef]
- Kumar, A.; Gulati, V. Optimization and Investigation of Process Parameters in Single Point Incremental Forming. Indian J. Eng. Mater. Sci. (IJEMS) 2021, 27, 246–255. [Google Scholar]
- Raju, C.; Narayanan, C.S. Application of a Hybrid Optimization Technique in a Multiple Sheet Single Point Incremental Forming Process. Measurement 2016, 78, 296–308. [Google Scholar] [CrossRef]
- Dabwan, A.; Ragab, A.E.; Saleh, M.; Daoud, A.K. Determining the Effect of Key Process Parameters on Forming Force of Single Point Incremental Sheet Metal Forming. In Proceedings of the International Conference on Industrial Engineering and Operations Management, Kuala Lumpur, Malaysia, 8–10 March 2016; pp. 2833–2840. [Google Scholar]
- Dabwan, A.; Ragab, A.E.; Saleh, M.A.; Anwar, S.; Ghaleb, A.M.; Rehman, A.U. Study of the Effect of Process Parameters on Surface Profile Accuracy in Single-Point Incremental Sheet Forming of AA1050-H14 Aluminum Alloy. Adv. Mater. Sci. Eng. 2020, 2020, 7265941. [Google Scholar] [CrossRef]
- Dabwan, A.; Ragab, A.E.; Saleh, M.A.; Ghaleb, A.M.; Ramadan, M.Z.; Mian, S.H.; Khalaf, T.M. Multiobjective Optimization of Process Variables in Single-Point Incremental Forming Using Grey Relational Analysis Coupled with Entropy Weights. Proc. Inst. Mech. Eng. Part L J. Mater. Des. Appl. 2021, 235, 2056–2070. [Google Scholar] [CrossRef]
- Kalpakjian, S. Manufacturing Processes for Engineering Materials; Pearson Education: Noida, India, 1984; ISBN 81-317-0566-8. [Google Scholar]
- ISO 230-4; Test Code for Machine Tools—Part 4: Circular Tests for Numerically Controlled Machine Tools. ISO: Geneva, Switzerland, 2008.
- ASME B46. 1-1985; Surface Texture (Surface Roughness, Waviness and Lay). ASME: New York, NY, USA, 1995.
- Ballabio, D. A MATLAB Toolbox for Principal Component Analysis and Unsupervised Exploration of Data Structure. Chemom. Intell. Lab. Syst. 2015, 149, 1–9. [Google Scholar] [CrossRef]
- Dominguez, L.A.; Shokrani, A.; Flynn, J.; Dhokia, V.; Newman, S. Application of Multivariate Statistical Analysis for CNC Milling of Large Ti-6Al-4V Components. Procedia Manuf. 2019, 38, 800–807. [Google Scholar] [CrossRef]
- Jolliffe, I.T. Principal Component Analysis for Special Types of Data; Springer: Berlin/Heidelberg, Germany, 2002; ISBN 0-387-95442-2. [Google Scholar]
- Iezzoni, A.F.; Pritts, M.P. Applications of Principal Component Analysis to Horticultural Research. HortScience 1991, 26, 334–338. [Google Scholar] [CrossRef]
- Mindrila, D.; Balentyne, P. Scatterplots and Correlation. Retrieved From 2017. Available online: https://www.westga.edu/academics/research/vrc/assets/docs/scatterplots_and_correlation_notes.pdf (accessed on 1 February 2023).
- Corner, S. Choosing the Right Type of Rotation in PCA and EFA. JALT Test. Eval. SIG Newsl. 2009, 13, 20–25. [Google Scholar]
- JASP Team. JASP (Version 0.17.1) [Computer software]. 2023. Available online: https://jasp-stats.org/download/ (accessed on 30 January 2023).
- Yamamoto, M.; Jennrich, R.I. A Cluster-based Factor Rotation. Br. J. Math. Stat. Psychol. 2013, 66, 488–502. [Google Scholar] [CrossRef] [PubMed]
- Guadagnoli, E.; Velicer, W.F. Relation of Sample Size to the Stability of Component Patterns. Psychol. Bull. 1988, 103, 265–275. [Google Scholar] [CrossRef] [PubMed]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample | Al % | Fe % | Si % | Ti % | Other |
|---|---|---|---|---|---|
| 1 | 99.5 | 0.368 | 0.0480 | 0.0216 | 0.0624 |
| 2 | 99.5 | 0.360 | 0. 0496 | 0.0205 | 0.0007 |
| Material Code |
Yield Strength (MPa) | Ultimate Tensile Strength (MPa) | Elongation at Break | Young Modulus E (MPa) |
|---|---|---|---|---|
| AA1050-H14 | 108 | 117.5 | 8.45% | 67,648 |
| Annotation | Process Parameter (Factor) | Low Level | High Level |
|---|---|---|---|
| TD | Tool diameter (mm) | 10 | 20 |
| FR | Feed rate (mm/min) | 500 | 1000 |
| SS | Step size (mm) | 0.5 | 1 |
| ST | Sheet thickness (mm) | 1 | 2 |
| Serial | TD mm | FR mm/min | SS mm | ST mm | NC1 | NC2 | NC3 | AW mm | MW mm | AE Degrees | DE mm | Ra µm | Rt µm | MPST | MPS MPa | MT | Fz KN | Fx KN | Fy KN |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 1 | 20 | 1000 | 0.5 | 2 | 0.061 | 0.072 | 0.098 | 0.52 | 0.84 | 0.93 | 0.92 | 0.55 | 5.25 | 0.82 | 163 | 0.58 | 1.60 | 0.70 | 0.69 |
| 2 | 10 | 500 | 1 | 1 | 0.058 | 0.070 | 0.095 | 0.38 | 0.56 | −1.31 | 1.42 | 1.75 | 15.63 | 0.81 | 162 | 0.57 | 0.43 | 0.29 | 0.27 |
| 3 | 20 | 500 | 1 | 2 | 0.059 | 0.074 | 0.097 | 0.73 | 1.26 | 1.00 | 0.78 | 0.68 | 8.75 | 0.81 | 163 | 0.59 | 1.67 | 0.99 | 0.86 |
| 4 | 10 | 500 | 1 | 1 | 0.061 | 0.077 | 0.107 | 0.50 | 0.81 | 0.88 | −0.73 | 2.10 | 20.25 | 0.84 | 163 | 0.57 | 0.53 | 0.32 | 0.33 |
| 5 | 20 | 500 | 0.5 | 2 | 0.061 | 0.076 | 0.098 | 0.54 | 0.96 | 0.75 | 1.85 | 0.55 | 7.38 | 0.83 | 165 | 0.62 | 1.42 | 0.72 | 0.71 |
| 6 | 10 | 500 | 1 | 2 | 0.060 | 0.063 | 0.101 | 0.53 | 0.88 | 1.66 | −1.89 | 2.08 | 17.88 | 0.72 | 156 | 0.55 | 1.49 | 0.83 | 0.87 |
| 7 | 20 | 500 | 0.5 | 1 | 0.059 | 0.078 | 0.095 | 0.39 | 0.67 | −0.47 | 0.92 | 0.40 | 3.75 | 0.97 | 172 | 0.64 | 0.49 | 0.32 | 0.31 |
| 8 | 10 | 1000 | 0.5 | 1 | 0.051 | 0.072 | 0.098 | 0.34 | 0.48 | 0.03 | −0.55 | 1.98 | 18.88 | 0.79 | 161 | 0.58 | 0.38 | 0.23 | 0.22 |
| 9 | 20 | 1000 | 0.5 | 1 | 0.056 | 0.073 | 0.094 | 0.40 | 0.68 | −0.41 | 0.91 | 0.43 | 5.00 | 0.87 | 161 | 0.57 | 0.69 | 0.32 | 0.34 |
| 10 | 10 | 1000 | 1 | 2 | 0.058 | 0.073 | 0.104 | 1.01 | 1.45 | 1.17 | −1.99 | 2.30 | 19.38 | 0.74 | 158 | 0.56 | 1.58 | 0.78 | 0.89 |
| 11 | 10 | 500 | 0.5 | 1 | 0.057 | 0.073 | 0.106 | 0.43 | 0.81 | −0.05 | −1.63 | 1.40 | 15.75 | 0.76 | 160 | 0.59 | 0.46 | 0.20 | 0.21 |
| 12 | 10 | 1000 | 0.5 | 2 | 0.059 | 0.074 | 0.110 | 0.99 | 1.46 | 0.40 | −1.66 | 2.10 | 16.75 | 0.73 | 157 | 0.55 | 1.29 | 0.57 | 0.55 |
| 13 | 10 | 500 | 0.5 | 1 | 0.059 | 0.078 | 0.103 | 0.43 | 0.78 | −0.03 | −1.56 | 1.45 | 14.25 | 0.77 | 158 | 0.54 | 0.43 | 0.20 | 0.20 |
| 14 | 20 | 1000 | 1 | 2 | 0.051 | 0.075 | 0.097 | 0.94 | 1.42 | 1.13 | 0.69 | 0.65 | 8.50 | 0.82 | 162 | 0.58 | 1.76 | 0.87 | 0.90 |
| 15 | 20 | 500 | 0.5 | 2 | 0.054 | 0.068 | 0.094 | 0.48 | 0.77 | 0.96 | 1.51 | 0.60 | 6.63 | 0.86 | 165 | 0.6 | 1.64 | 0.78 | 0.77 |
| 16 | 20 | 1000 | 0.5 | 2 | 0.053 | 0.079 | 0.097 | 0.61 | 0.95 | 0.61 | 0.95 | 0.53 | 5.63 | 0.86 | 165 | 0.59 | 1.64 | 0.68 | 0.71 |
| 17 | 10 | 1000 | 0.5 | 1 | 0.058 | 0.073 | 0.095 | 0.33 | 0.67 | −0.42 | −0.91 | 2.30 | 19.88 | 0.76 | 158 | 0.57 | 0.38 | 0.19 | 0.19 |
| 18 | 20 | 500 | 0.5 | 1 | 0.061 | 0.072 | 0.096 | 0.35 | 0.56 | −0.16 | 2.38 | 0.58 | 5.75 | 0.97 | 174 | 0.66 | 0.52 | 0.32 | 0.32 |
| 19 | 10 | 500 | 1 | 2 | 0.060 | 0.069 | 0.110 | 0.85 | 1.46 | 0.38 | −2.01 | 1.98 | 18.88 | 0.74 | 158 | 0.56 | 0.72 | 0.38 | 0.38 |
| 20 | 20 | 1000 | 1 | 1 | 0.054 | 0.064 | 0.100 | 0.68 | 1.48 | 0.68 | 1.64 | 0.40 | 4.00 | 0.8 | 162 | 0.58 | 0.67 | 0.37 | 0.38 |
| 21 | 10 | 500 | 0.5 | 2 | 0.049 | 0.074 | 0.098 | 0.93 | 1.49 | 0.60 | −1.46 | 2.35 | 19.38 | 0.7 | 155 | 0.55 | 1.26 | 0.51 | 0.54 |
| 22 | 10 | 1000 | 0.5 | 2 | 0.050 | 0.072 | 0.096 | 0.97 | 1.38 | 0.32 | −1.45 | 2.50 | 18.63 | 0.73 | 156 | 0.55 | 0.47 | 0.20 | 0.24 |
| 23 | 10 | 1000 | 1 | 2 | 0.057 | 0.076 | 0.102 | 0.83 | 1.16 | 1.00 | −1.81 | 1.88 | 14.75 | 0.72 | 157 | 0.56 | 0.56 | 0.26 | 0.27 |
| 24 | 20 | 1000 | 1 | 2 | 0.059 | 0.074 | 0.098 | 0.75 | 1.19 | 1.07 | 0.69 | 0.70 | 11.13 | 0.84 | 164 | 0.59 | 1.63 | 0.86 | 0.87 |
| 25 | 20 | 500 | 1 | 1 | 0.059 | 0.075 | 0.100 | 0.49 | 0.76 | 0.86 | 0.60 | 0.40 | 3.88 | 0.87 | 164 | 0.58 | 0.28 | 0.17 | 0.17 |
| 26 | 20 | 1000 | 0.5 | 1 | 0.054 | 0.068 | 0.090 | 0.35 | 0.46 | 0.16 | 1.74 | 0.43 | 4.50 | 0.98 | 172 | 0.63 | 0.53 | 0.31 | 0.30 |
| 27 | 20 | 500 | 1 | 1 | 0.054 | 0.074 | 0.103 | 0.40 | 0.56 | 0.12 | 1.83 | 0.40 | 3.63 | 0.84 | 164 | 0.59 | 0.24 | 0.16 | 0.16 |
| 28 | 20 | 1000 | 1 | 1 | 0.055 | 0.075 | 0.104 | 0.42 | 0.74 | 0.11 | 1.72 | 0.43 | 4.63 | 0.89 | 167 | 0.61 | 0.22 | 0.14 | 0.14 |
| 29 | 20 | 500 | 1 | 2 | 0.051 | 0.076 | 0.102 | 0.92 | 1.33 | 0.79 | 0.67 | 0.90 | 12.13 | 0.86 | 165 | 0.58 | 0.87 | 0.42 | 0.45 |
| 30 | 10 | 1000 | 1 | 1 | 0.060 | 0.065 | 0.095 | 0.43 | 0.65 | 0.35 | −0.33 | 2.03 | 15.88 | 0.86 | 165 | 0.59 | 0.54 | 0.25 | 0.25 |
| 31 | 10 | 1000 | 1 | 1 | 0.056 | 0.076 | 0.097 | 0.59 | 0.88 | −0.09 | −1.49 | 1.88 | 16.63 | 0.78 | 161 | 0.59 | 0.18 | 0.11 | 0.11 |
| 32 | 10 | 500 | 0.5 | 2 | 0.056 | 0.074 | 0.099 | 0.85 | 1.33 | 0.78 | −1.42 | 2.25 | 20.25 | 0.72 | 156 | 0.54 | 0.47 | 0.22 | 0.26 |
| NC1 | NC2 | NC3 | AW | MW | AE | DE | Ra | Rt | MPST | MPS | MT | Fz | Fx | |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| NC2 | −0.055 | |||||||||||||
| NC3 | 0.230 | 0.171 | ||||||||||||
| AW | −0.296 | 0.124 | 0.362 | |||||||||||
| MW | −0.234 | 0.046 | 0.398 | 0.951 | ||||||||||
| AE | 0.007 | −0.105 | 0.239 | 0.537 | 0.535 | |||||||||
| DE | −0.033 | −0.028 | −0.481 | −0.450 | −0.410 | −0.184 | ||||||||
| Ra | −0.016 | −0.120 | 0.294 | 0.357 | 0.288 | 0.001 | −0.855 | |||||||
| Rt | −0.000 | −0.065 | 0.345 | 0.363 | 0.310 | 0.037 | −0.850 | 0.968 | ||||||
| MPST | 0.113 | 0.073 | −0.457 | −0.562 | −0.583 | −0.270 | 0.803 | −0.750 | −0.748 | |||||
| MPS | 0.152 | 0.060 | −0.406 | −0.525 | −0.538 | −0.229 | 0.805 | −0.732 | −0.722 | 0.969 | ||||
| MT | 0.153 | 0.040 | −0.413 | −0.513 | −0.503 | −0.242 | 0.734 | −0.666 | −0.659 | 0.859 | 0.935 | |||
| Fz | 0.022 | −0.048 | −0.043 | 0.448 | 0.457 | 0.643 | 0.060 | −0.151 | −0.096 | −0.135 | −0.094 | −0.072 | ||
| Fx | 0.103 | −0.096 | −0.062 | 0.387 | 0.408 | 0.638 | 0.118 | −0.194 | −0.123 | −0.071 | −0.022 | 0.001 | 0.974 | |
| Fy | 0.068 | −0.098 | −0.041 | 0.432 | 0.443 | 0.667 | 0.072 | −0.150 | −0.084 | −0.106 | −0.062 | −0.041 | 0.979 | 0.991 |
| PC1 | PC2 | PC3 | |
|---|---|---|---|
| AE | 0.899 | ||
| Fz | 0.885 | ||
| AW | 0.720 | ||
| Ra | 0.931 | ||
| MPST | −0.814 | ||
| NC1 | 0.486 | ||
| NC2 | 0.876 | ||
| NC3 | 0.659 | ||
| Eigenvalue | 2.267 | 2.168 | 1.274 |
| Contribution | 0.283 | 0.271 | 0.159 |
| Cumulative | 0.283 | 0.554 | 0.714 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the author. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ragab, A.E. Analyzing SPIF Product Characteristics Using Full Factorial Design-Integrated PCA Approach. Processes 2023, 11, 1254. https://doi.org/10.3390/pr11041254
Ragab AE. Analyzing SPIF Product Characteristics Using Full Factorial Design-Integrated PCA Approach. Processes. 2023; 11(4):1254. https://doi.org/10.3390/pr11041254
Chicago/Turabian StyleRagab, Adham E. 2023. "Analyzing SPIF Product Characteristics Using Full Factorial Design-Integrated PCA Approach" Processes 11, no. 4: 1254. https://doi.org/10.3390/pr11041254
APA StyleRagab, A. E. (2023). Analyzing SPIF Product Characteristics Using Full Factorial Design-Integrated PCA Approach. Processes, 11(4), 1254. https://doi.org/10.3390/pr11041254